Project Report on Additive Manufacturing of Ti-6Al-4V Alloys
VerifiedAdded on 2023/01/17
|16
|3271
|29
Report
AI Summary
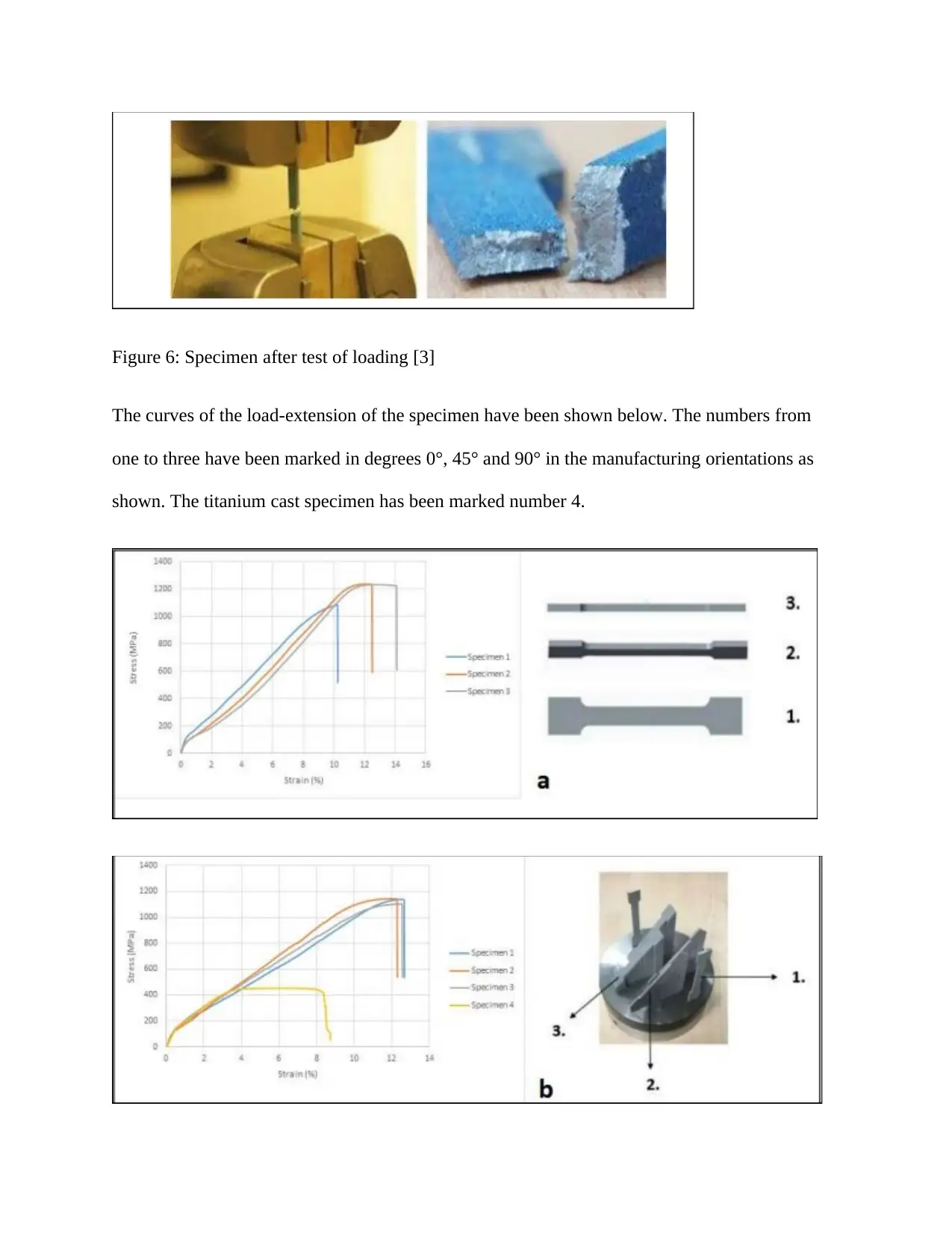
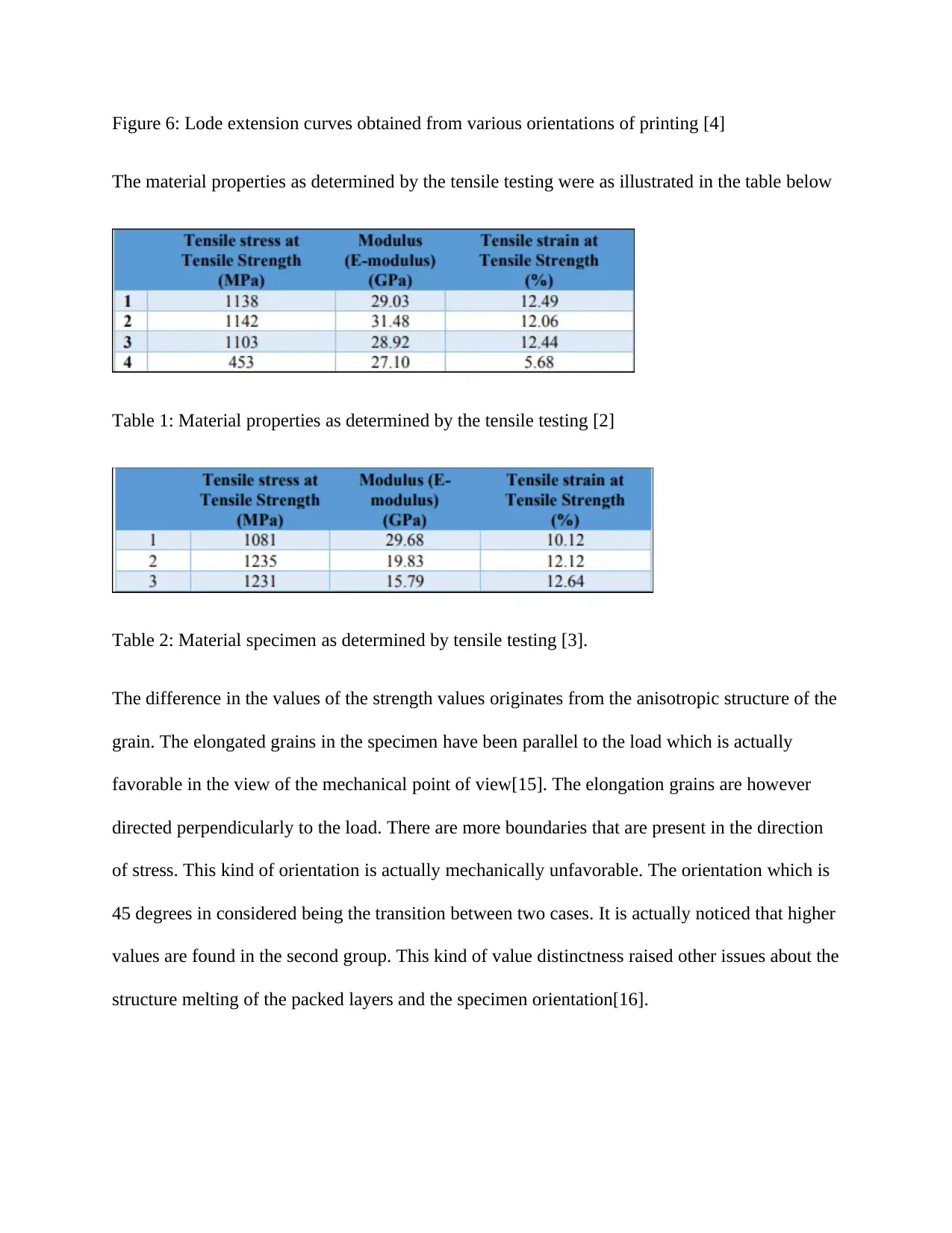
This report delves into the application of additive manufacturing (AM) techniques, specifically focusing on Ti-6Al-4V titanium alloys, a material extensively utilized in biomedical and aerospace industries. The study compares AM with conventional casting methods, examining the advantages of AM, particularly in low production volume and prototyping scenarios. The methodology involves 3D printing and casting of specimens, followed by heat treatment and metallographic analysis, including tensile testing to evaluate mechanical properties. The results highlight the impact of building orientation on the tensile properties, with anisotropic grain structures influencing strength. The discussion emphasizes the significance of AM's high cooling rates, potential defects like porosity, and the need for post-processing techniques like heat treatment to enhance the mechanical properties. The conclusion underscores the importance of Ti-6Al-4V in high-tech industries and the potential of AM to overcome challenges in manufacturing complex geometries and achieving desired mechanical characteristics, while addressing the need for further research to refine the understanding of thermal histories, solidification processes, and their impact on the final microstructure and mechanical properties. The report also references the problem of product imprecision and wax distortion encountered during wax casting and how modern AM addresses these problems.
1 out of 16
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.