Advanced Maintenance: Oil Analysis, Vibration, TPM, RCM and ISO 55000
VerifiedAdded on 2023/06/12
|19
|3219
|323
Report
AI Summary
This report provides a detailed overview of advanced maintenance techniques, beginning with oil analysis, which involves laboratory analysis of lubricant properties, wear debris, and contaminants to assess machine and lubricant condition. It discusses the benefits of oil analysis, including early problem detection and reduced repair costs, and outlines various oil analysis tests such as particle analysis, viscosity measurement, and spectrography. The report then examines vibration analysis, a method used to monitor behavior changes in rotating machines caused by misalignment, imbalance, and other faults, highlighting the use of vibration analyzers and their applications. Thermography, the process of detecting heat emitted by an object using thermal imagers, is also discussed, along with its applications in identifying electrical system faults and mechanical equipment failures. Furthermore, the report explores Total Productive Maintenance (TPM), a maintenance program aimed at increasing production rates and employee morale, and Reliability Centered Maintenance (RCM), a process for determining the most effective maintenance approach. Finally, it touches on ISO 55000, an international standard for the management of physical assets, outlining its development and principles. Desklib offers a variety of resources, including past papers and solved assignments, to assist students in their studies.

Advanced Maintenance 1
ADVANCED MAINTENANCE
By Name
Course
Instructor
Institution
Location
Date
ADVANCED MAINTENANCE
By Name
Course
Instructor
Institution
Location
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Advanced Maintenance 2
a) Oil analysis
Oil analysis is a laboratory analysis of properties of lubricants, wear debris and suspended
contaminants. Oil analysis is carried out during regular predictive maintenance to give
accurate and meaningful information on machine and lubricant condition, by following the
analysis sample over life of a given machine, a trend can be established which can assist in
eliminating costly repairs. Tribology is the study of wear and tear in machinery. Tribologists
regularly interpret or perform oil analysis data.
Oil analysis can be grouped into three groups:
i. Analysis of the properties of oil which include additives and those of the base oil.
ii. Analysis of contaminants
iii. Machine wear debris analysis
From the results of oil analysis one can be able to tell how the equipment was used and the
condition which it is in. Oil which has been in any mechanical equipment which is moving
for a period of time reflects the exact condition of that given mechanical equipment. In the
motion process the moving parts comes into contact which each other resulting to wear and
tear and introduces very tiny metal particles to the oil. Most of this metal particles remain
suspended in oil due to their small size. Many combustion process products gets trapped in
the circulating oil. As well as the oil might be exposed to the sources of contamination.
Measuring and identifying these impurities clearly indicates the level of contamination of oil
and the rate of wear of the moving parts (Davies, 2012, p. 87). Therefore the oil is used as the
working history of the mechanical equipment. Oil analysis also proposes techniques which
can be adopted to reduce contamination and accelerated wear. An oil can be able to show the
presence of contaminants as well as if the appropriate lubricant was used. Oil analysis detects
the following:
a) Oil analysis
Oil analysis is a laboratory analysis of properties of lubricants, wear debris and suspended
contaminants. Oil analysis is carried out during regular predictive maintenance to give
accurate and meaningful information on machine and lubricant condition, by following the
analysis sample over life of a given machine, a trend can be established which can assist in
eliminating costly repairs. Tribology is the study of wear and tear in machinery. Tribologists
regularly interpret or perform oil analysis data.
Oil analysis can be grouped into three groups:
i. Analysis of the properties of oil which include additives and those of the base oil.
ii. Analysis of contaminants
iii. Machine wear debris analysis
From the results of oil analysis one can be able to tell how the equipment was used and the
condition which it is in. Oil which has been in any mechanical equipment which is moving
for a period of time reflects the exact condition of that given mechanical equipment. In the
motion process the moving parts comes into contact which each other resulting to wear and
tear and introduces very tiny metal particles to the oil. Most of this metal particles remain
suspended in oil due to their small size. Many combustion process products gets trapped in
the circulating oil. As well as the oil might be exposed to the sources of contamination.
Measuring and identifying these impurities clearly indicates the level of contamination of oil
and the rate of wear of the moving parts (Davies, 2012, p. 87). Therefore the oil is used as the
working history of the mechanical equipment. Oil analysis also proposes techniques which
can be adopted to reduce contamination and accelerated wear. An oil can be able to show the
presence of contaminants as well as if the appropriate lubricant was used. Oil analysis detects
the following:
Advanced Maintenance 3
i. Lubricant misapplication
ii. Oil contamination
iii. Bearing excessive wear
The major merit of oil analysis is that is able to anticipate problems and schedule repair
works. The early detection of problems can
Reduce repair costs.
Prevent catastrophic failures
Increases the lifespan of the machine
Minimise non-scheduled downtimes.
There are various reasons to use oil analysis in the testing of the engines and they include, to
determine optimum oil drain intervals. To find out if there are changes to the normal
operations of the machines. To determine the interval in which the machines will require
maintenance (Mannan, 2016, p. 316).
Oil analysis tests include:
Particle analysing
Viscosity
Contamination of water
Spectrography
numbers neutralization
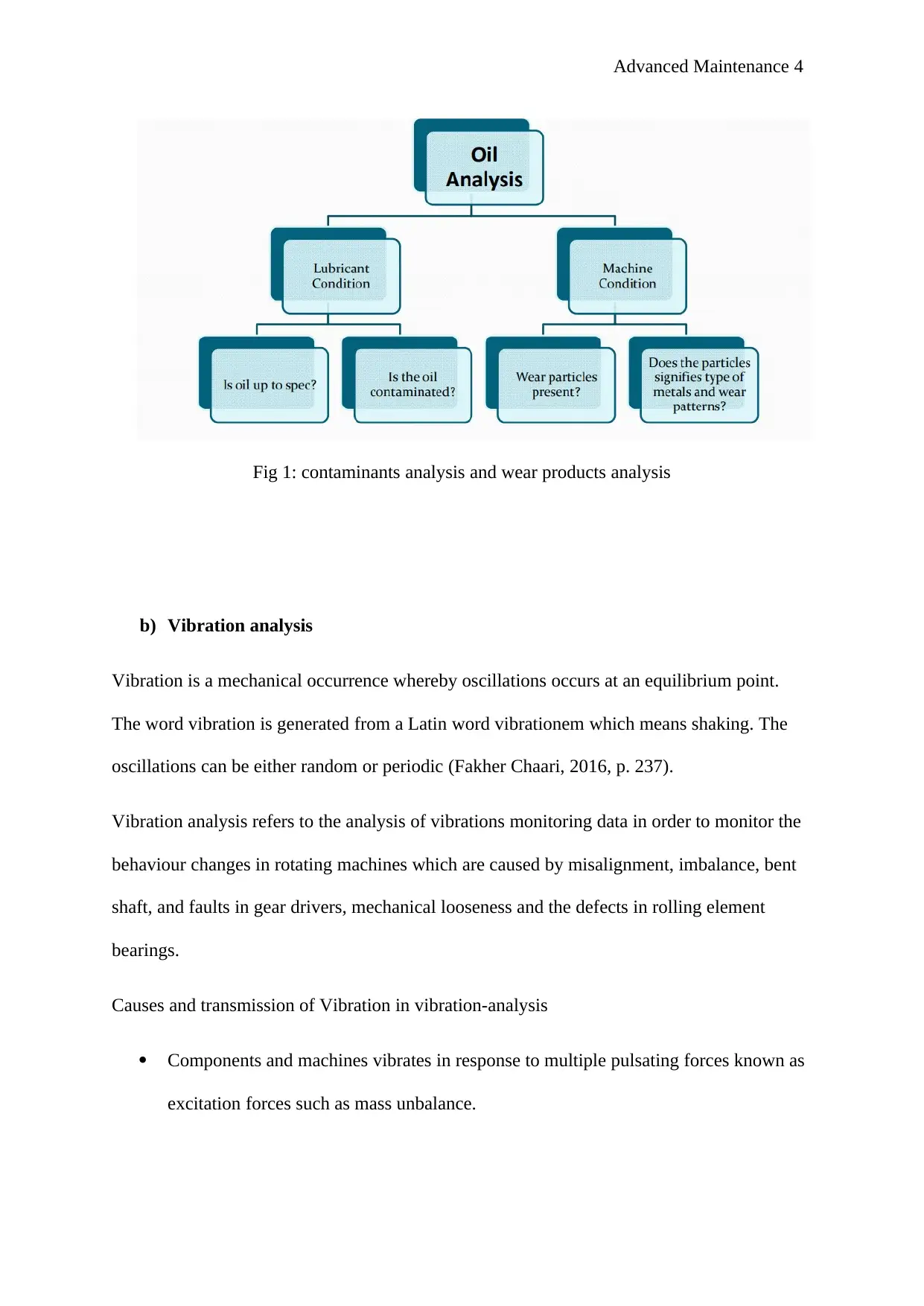
The figure below shows contaminants analysis and wear products analysis
i. Lubricant misapplication
ii. Oil contamination
iii. Bearing excessive wear
The major merit of oil analysis is that is able to anticipate problems and schedule repair
works. The early detection of problems can
Reduce repair costs.
Prevent catastrophic failures
Increases the lifespan of the machine
Minimise non-scheduled downtimes.
There are various reasons to use oil analysis in the testing of the engines and they include, to
determine optimum oil drain intervals. To find out if there are changes to the normal
operations of the machines. To determine the interval in which the machines will require
maintenance (Mannan, 2016, p. 316).
Oil analysis tests include:
Particle analysing
Viscosity
Contamination of water
Spectrography
numbers neutralization
The figure below shows contaminants analysis and wear products analysis
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Advanced Maintenance 4
Fig 1: contaminants analysis and wear products analysis
b) Vibration analysis
Vibration is a mechanical occurrence whereby oscillations occurs at an equilibrium point.
The word vibration is generated from a Latin word vibrationem which means shaking. The
oscillations can be either random or periodic (Fakher Chaari, 2016, p. 237).
Vibration analysis refers to the analysis of vibrations monitoring data in order to monitor the
behaviour changes in rotating machines which are caused by misalignment, imbalance, bent
shaft, and faults in gear drivers, mechanical looseness and the defects in rolling element
bearings.
Causes and transmission of Vibration in vibration-analysis
Components and machines vibrates in response to multiple pulsating forces known as
excitation forces such as mass unbalance.
Fig 1: contaminants analysis and wear products analysis
b) Vibration analysis
Vibration is a mechanical occurrence whereby oscillations occurs at an equilibrium point.
The word vibration is generated from a Latin word vibrationem which means shaking. The
oscillations can be either random or periodic (Fakher Chaari, 2016, p. 237).
Vibration analysis refers to the analysis of vibrations monitoring data in order to monitor the
behaviour changes in rotating machines which are caused by misalignment, imbalance, bent
shaft, and faults in gear drivers, mechanical looseness and the defects in rolling element
bearings.
Causes and transmission of Vibration in vibration-analysis
Components and machines vibrates in response to multiple pulsating forces known as
excitation forces such as mass unbalance.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Advanced Maintenance 5
The vibration magnitude depends on both the mass excitation forces and the system
properties such as speed.
The occurrence of vibrations can be used to find out the defects which arise from
misalignments, defective design and mass unbalance.
Vibration analyzers.
A vibration analyser is an equipment which is used for inspection and testing manufacturing
production products, facilities, construction sites and product development laboratories. The
equipment measures vibration for the purpose of maintenance of manufacturing equipment.
The equipment is also used to evaluate the axis of rotation of a machine .In the case where
there is rotational unbalance, the rotor may be replaced during the scheduled down time of
the machine.
Data obtained from a vibration analyser generally identify parameters of vibration velocity,
acceleration and displacement. Thus the vibrations are recorded with a very high level of
accuracy (Holmberg, 2014, p. 163).
Vibration analyser devices which are portable offers mobility and accuracy and thus allowing
measurements of vibrations which are to be taken conveniently and effectively. The figures
below the vibrator analysers.
Fig 2: Vibration Analyser
The vibration magnitude depends on both the mass excitation forces and the system
properties such as speed.
The occurrence of vibrations can be used to find out the defects which arise from
misalignments, defective design and mass unbalance.
Vibration analyzers.
A vibration analyser is an equipment which is used for inspection and testing manufacturing
production products, facilities, construction sites and product development laboratories. The
equipment measures vibration for the purpose of maintenance of manufacturing equipment.
The equipment is also used to evaluate the axis of rotation of a machine .In the case where
there is rotational unbalance, the rotor may be replaced during the scheduled down time of
the machine.
Data obtained from a vibration analyser generally identify parameters of vibration velocity,
acceleration and displacement. Thus the vibrations are recorded with a very high level of
accuracy (Holmberg, 2014, p. 163).
Vibration analyser devices which are portable offers mobility and accuracy and thus allowing
measurements of vibrations which are to be taken conveniently and effectively. The figures
below the vibrator analysers.
Fig 2: Vibration Analyser
Advanced Maintenance 6
a) Thermography.
Thermography refers to the process of using the thermal imager in order to detect heat which
is emitted by an object. This technology allows the users to validate the normal operations
and locate thermal anomalies which indicated the possibility of defects, faults or
inefficiencies within a machine assets or system. Some of the areas where thermography has
been applied in industrial include (Medsker, 5th, p. 65).
Electrical system in order to test overloaded circuits or fault connections
Mechanical equipment/apparatus to find out the possible bearing failures and abnormal warm
motors.
Fluid systems to detect tank levels, line blockages and the pipe temperatures.
Even though the use of this method is considered to be very easy, the process of interpreting
the images taken can be very complex and challenging (Marwala, 2014, p. 43).
Other applications thermography include:
Coupling
Steam traps
Boilers and refractories
Heat exchangers
Bearings
Roof and wall insulation.
a) Thermography.
Thermography refers to the process of using the thermal imager in order to detect heat which
is emitted by an object. This technology allows the users to validate the normal operations
and locate thermal anomalies which indicated the possibility of defects, faults or
inefficiencies within a machine assets or system. Some of the areas where thermography has
been applied in industrial include (Medsker, 5th, p. 65).
Electrical system in order to test overloaded circuits or fault connections
Mechanical equipment/apparatus to find out the possible bearing failures and abnormal warm
motors.
Fluid systems to detect tank levels, line blockages and the pipe temperatures.
Even though the use of this method is considered to be very easy, the process of interpreting
the images taken can be very complex and challenging (Marwala, 2014, p. 43).
Other applications thermography include:
Coupling
Steam traps
Boilers and refractories
Heat exchangers
Bearings
Roof and wall insulation.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Advanced Maintenance 7
Total Productive Maintenance (TPM)
Total Productive Maintenance is a maintenance program that involves concepts which are
newly defined for maintain equipment and plants. The major objective of Total Productive
Maintenance is to markedly increase the rate of production as well as the morale of
employees, time and job satisfaction (Mannan, 2016, p. 611).
Total Productive Maintenance gets maintenance into the central focus as an essential and
necessary part of any business. Currently Total Productive Maintenance is not regarded as a
non-profit which the business involves in. Maintenance down time is scheduled as part of the
manufacturing day and in some situations as an integral part of the manufacturing process.
The aim of this is to hold unscheduled and emergency maintenance to minimal levels.
Merits of Total Productive Maintenance
Enable production of goods and services without reducing the quality of the product
Reduce cost
Avoid wastage in an economic environment which is quickly changing
To ensure that the goods which are set to the clients are non-defective.
Total Productive Maintenance targets
The aims of developing the proactive maintenance program were:
Obtain a minimum of 90% Overall Equipment Effectiveness
Be a position of machines even during lunch breaks
Operate in a way that will ensure that there is no customer complaints
Reduce the cost of manufacturing by 30%
Achieve 100% success in delivering the products as per the client’s needs
Create and maintain an environment which is accident free (Jaber, 2015, p. 65)
Total Productive Maintenance (TPM)
Total Productive Maintenance is a maintenance program that involves concepts which are
newly defined for maintain equipment and plants. The major objective of Total Productive
Maintenance is to markedly increase the rate of production as well as the morale of
employees, time and job satisfaction (Mannan, 2016, p. 611).
Total Productive Maintenance gets maintenance into the central focus as an essential and
necessary part of any business. Currently Total Productive Maintenance is not regarded as a
non-profit which the business involves in. Maintenance down time is scheduled as part of the
manufacturing day and in some situations as an integral part of the manufacturing process.
The aim of this is to hold unscheduled and emergency maintenance to minimal levels.
Merits of Total Productive Maintenance
Enable production of goods and services without reducing the quality of the product
Reduce cost
Avoid wastage in an economic environment which is quickly changing
To ensure that the goods which are set to the clients are non-defective.
Total Productive Maintenance targets
The aims of developing the proactive maintenance program were:
Obtain a minimum of 90% Overall Equipment Effectiveness
Be a position of machines even during lunch breaks
Operate in a way that will ensure that there is no customer complaints
Reduce the cost of manufacturing by 30%
Achieve 100% success in delivering the products as per the client’s needs
Create and maintain an environment which is accident free (Jaber, 2015, p. 65)
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Advanced Maintenance 8
Increase the suggestion by 3 time
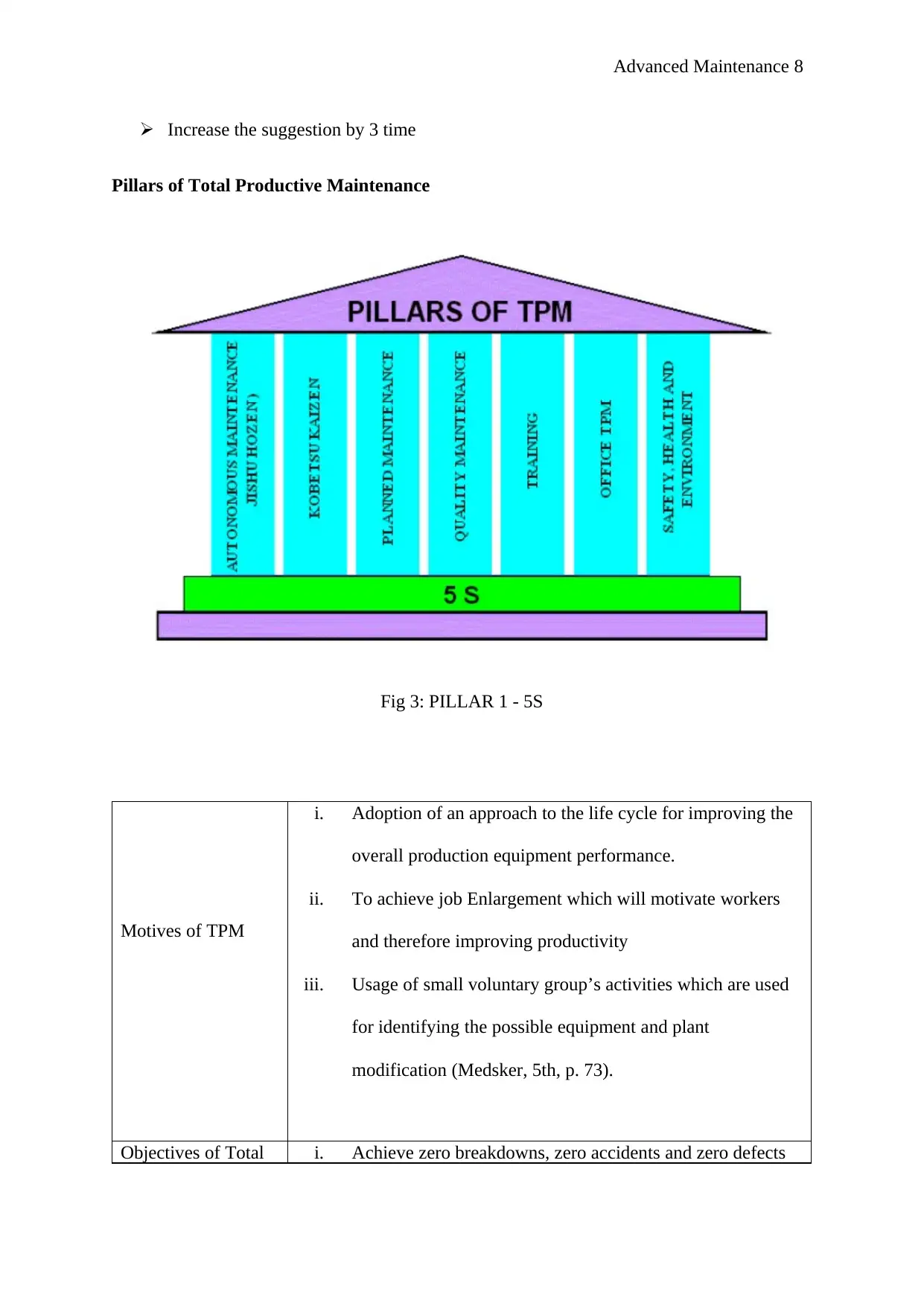
Pillars of Total Productive Maintenance
Fig 3: PILLAR 1 - 5S
Motives of TPM
i. Adoption of an approach to the life cycle for improving the
overall production equipment performance.
ii. To achieve job Enlargement which will motivate workers
and therefore improving productivity
iii. Usage of small voluntary group’s activities which are used
for identifying the possible equipment and plant
modification (Medsker, 5th, p. 73).
Objectives of Total i. Achieve zero breakdowns, zero accidents and zero defects
Increase the suggestion by 3 time
Pillars of Total Productive Maintenance
Fig 3: PILLAR 1 - 5S
Motives of TPM
i. Adoption of an approach to the life cycle for improving the
overall production equipment performance.
ii. To achieve job Enlargement which will motivate workers
and therefore improving productivity
iii. Usage of small voluntary group’s activities which are used
for identifying the possible equipment and plant
modification (Medsker, 5th, p. 73).
Objectives of Total i. Achieve zero breakdowns, zero accidents and zero defects
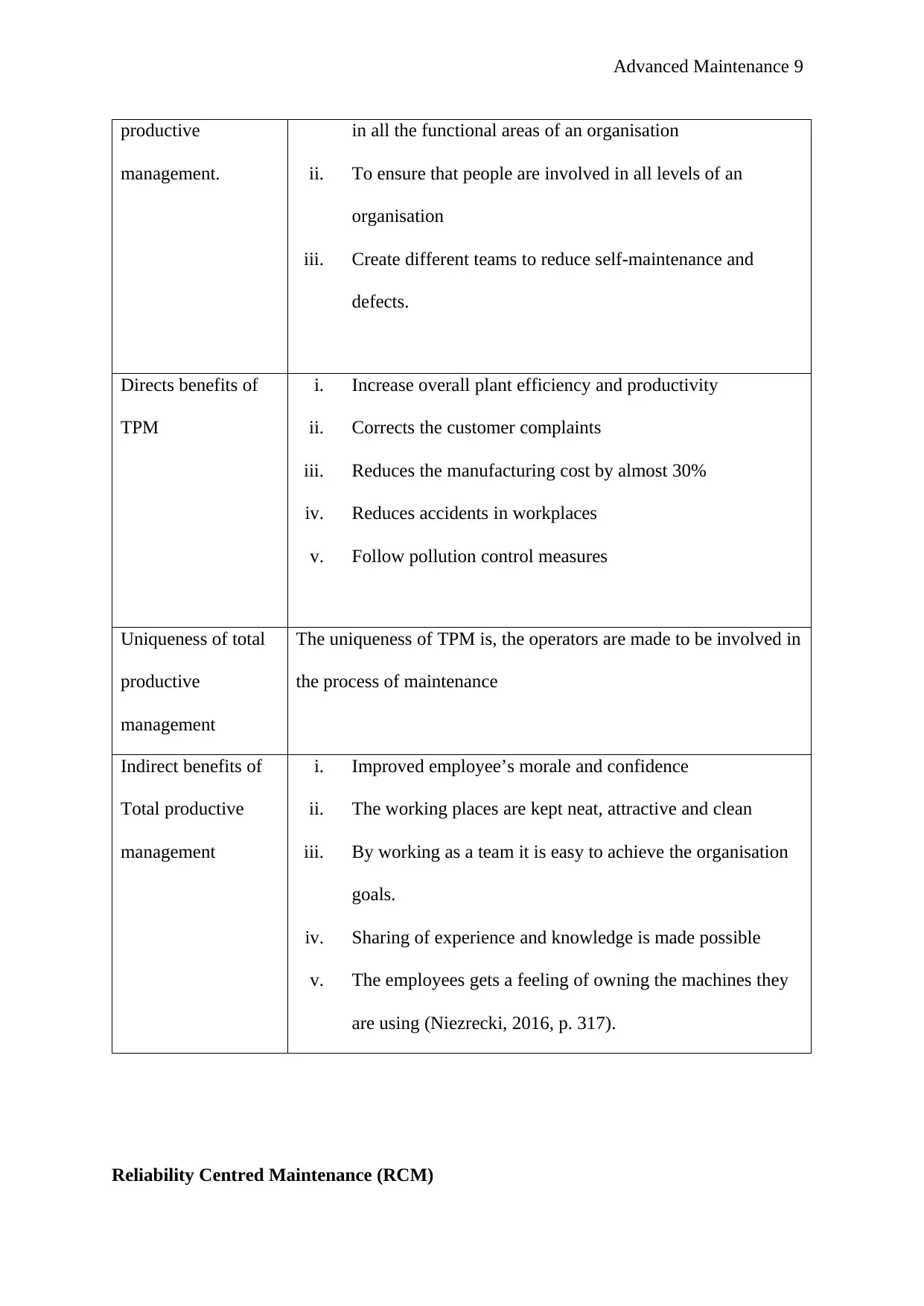
Advanced Maintenance 9
productive
management.
in all the functional areas of an organisation
ii. To ensure that people are involved in all levels of an
organisation
iii. Create different teams to reduce self-maintenance and
defects.
Directs benefits of
TPM
i. Increase overall plant efficiency and productivity
ii. Corrects the customer complaints
iii. Reduces the manufacturing cost by almost 30%
iv. Reduces accidents in workplaces
v. Follow pollution control measures
Uniqueness of total
productive
management
The uniqueness of TPM is, the operators are made to be involved in
the process of maintenance
Indirect benefits of
Total productive
management
i. Improved employee’s morale and confidence
ii. The working places are kept neat, attractive and clean
iii. By working as a team it is easy to achieve the organisation
goals.
iv. Sharing of experience and knowledge is made possible
v. The employees gets a feeling of owning the machines they
are using (Niezrecki, 2016, p. 317).
Reliability Centred Maintenance (RCM)
productive
management.
in all the functional areas of an organisation
ii. To ensure that people are involved in all levels of an
organisation
iii. Create different teams to reduce self-maintenance and
defects.
Directs benefits of
TPM
i. Increase overall plant efficiency and productivity
ii. Corrects the customer complaints
iii. Reduces the manufacturing cost by almost 30%
iv. Reduces accidents in workplaces
v. Follow pollution control measures
Uniqueness of total
productive
management
The uniqueness of TPM is, the operators are made to be involved in
the process of maintenance
Indirect benefits of
Total productive
management
i. Improved employee’s morale and confidence
ii. The working places are kept neat, attractive and clean
iii. By working as a team it is easy to achieve the organisation
goals.
iv. Sharing of experience and knowledge is made possible
v. The employees gets a feeling of owning the machines they
are using (Niezrecki, 2016, p. 317).
Reliability Centred Maintenance (RCM)
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Advanced Maintenance 10
Reliability centered maintenance is the process of finding out the most effective maintenance
approach. The Reliability centered maintenance employs predictive maintenance, preventive
maintenance, real-time monitoring, run-to-failure and the proactive maintenance methods is
an integrated way to enhance probability that a component or machine will be able to work
in the expected way over its life cycle design with the minimal maintenance (Rades, 2015, p.
76). One of the major objective of RCM is to offer the given function of the organisation with
the required availability and reliability by use of the lowest cost.
The primary RCM principles
Reliability centered maintenance is governed by set principles some of which are discussed
below;
Reliability centered maintenance is function oriented; RCM seeks to preserve
equipment or system function.
Reliability centered maintenance is system focused; RCM is greatly concerned with
system function maintenance as compared to the individual component function
It is reliability centered; RCM treats failure statistics in an actuarial way.
Reliability centered maintenance acknowledges design limitations (Randall, 2015, p.
611).
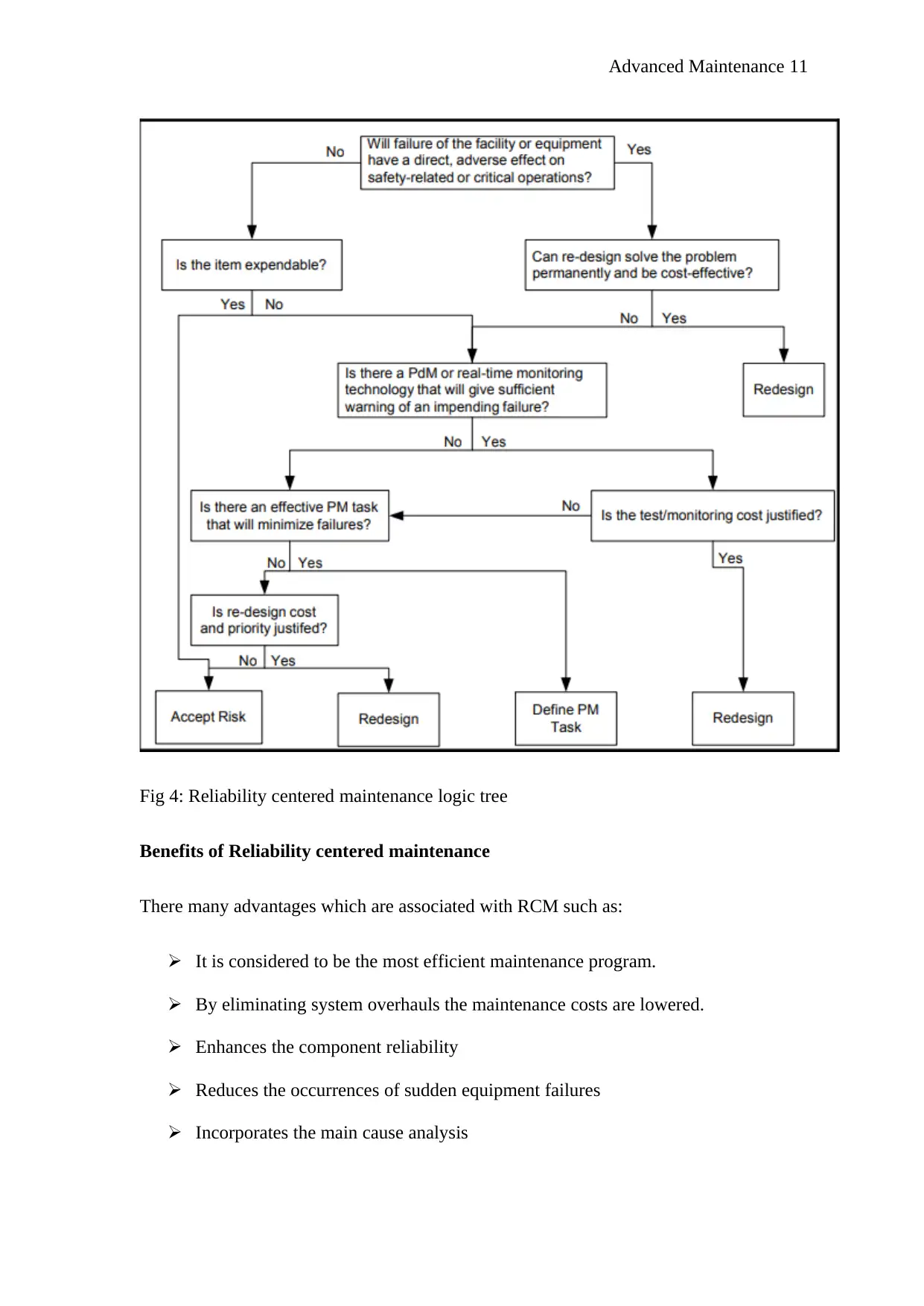
The figure below explains the logic tree for Reliability centered maintenance.
Reliability centered maintenance is the process of finding out the most effective maintenance
approach. The Reliability centered maintenance employs predictive maintenance, preventive
maintenance, real-time monitoring, run-to-failure and the proactive maintenance methods is
an integrated way to enhance probability that a component or machine will be able to work
in the expected way over its life cycle design with the minimal maintenance (Rades, 2015, p.
76). One of the major objective of RCM is to offer the given function of the organisation with
the required availability and reliability by use of the lowest cost.
The primary RCM principles
Reliability centered maintenance is governed by set principles some of which are discussed
below;
Reliability centered maintenance is function oriented; RCM seeks to preserve
equipment or system function.
Reliability centered maintenance is system focused; RCM is greatly concerned with
system function maintenance as compared to the individual component function
It is reliability centered; RCM treats failure statistics in an actuarial way.
Reliability centered maintenance acknowledges design limitations (Randall, 2015, p.
611).
The figure below explains the logic tree for Reliability centered maintenance.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Advanced Maintenance 11
Fig 4: Reliability centered maintenance logic tree
Benefits of Reliability centered maintenance
There many advantages which are associated with RCM such as:
It is considered to be the most efficient maintenance program.
By eliminating system overhauls the maintenance costs are lowered.
Enhances the component reliability
Reduces the occurrences of sudden equipment failures
Incorporates the main cause analysis
Fig 4: Reliability centered maintenance logic tree
Benefits of Reliability centered maintenance
There many advantages which are associated with RCM such as:
It is considered to be the most efficient maintenance program.
By eliminating system overhauls the maintenance costs are lowered.
Enhances the component reliability
Reduces the occurrences of sudden equipment failures
Incorporates the main cause analysis
Advanced Maintenance 12
Disadvantages of RCM
Potential savings are not readily seen by the management.
RCM can have essential start-up costs which are associated with equipment needs and
staff training.
Comparison between TPM and RCM
Total productive maintenance refers to a strategy of improving productivity through
improved maintenance practices such as maintaining equipment and plant functions for
example the use of TPM in British petroleum while reliability-centered maintenance has one
major aim of preserve system function.in this system critical equipment and system must be
regularly inspected regularly to ensure preservation for example NASA (Randall, 2015, p.
762).
ISO 55000
ISO 55000 refers to an international standard which covers the management of physical
assets. Initially PAS55 (public available specification) was published by British standard
institution in 2004, The ISO 55000 assets management standard series was officially
launched in January 2014.
The ISO 55000 series is made up of three standards:
ISO 55000 series provides definitions, standard terms, and assent management overview.
ISO 55001 refers to the specification for an effective, integrated asset management.
ISO 55002 offers a guideline on the implementation of such management systems
(Stamboliska, 2015, p. 253).
Disadvantages of RCM
Potential savings are not readily seen by the management.
RCM can have essential start-up costs which are associated with equipment needs and
staff training.
Comparison between TPM and RCM
Total productive maintenance refers to a strategy of improving productivity through
improved maintenance practices such as maintaining equipment and plant functions for
example the use of TPM in British petroleum while reliability-centered maintenance has one
major aim of preserve system function.in this system critical equipment and system must be
regularly inspected regularly to ensure preservation for example NASA (Randall, 2015, p.
762).
ISO 55000
ISO 55000 refers to an international standard which covers the management of physical
assets. Initially PAS55 (public available specification) was published by British standard
institution in 2004, The ISO 55000 assets management standard series was officially
launched in January 2014.
The ISO 55000 series is made up of three standards:
ISO 55000 series provides definitions, standard terms, and assent management overview.
ISO 55001 refers to the specification for an effective, integrated asset management.
ISO 55002 offers a guideline on the implementation of such management systems
(Stamboliska, 2015, p. 253).
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 19
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.