Analysis of Pressure Vessel Design and Failure According to ASME Code
VerifiedAdded on 2023/06/10
|24
|6152
|407
Report
AI Summary
This report provides a comprehensive analysis of pressure vessel design and failure, adhering to the guidelines set forth by the ASME Boiler and Pressure Vessel Code. It delves into various aspects of pressure vessel design, including material selection, operating conditions, and the application of relevant code sections. The report explores different failure modes, such as local and global failures, and the factors influencing them. Furthermore, it examines the concepts of elastic-plastic analysis, stress-strain relationships, and the importance of ductility and loss of ductility in pressure vessel integrity. The literature review covers research on fatigue analysis, material properties, and the impact of operating environments. The report also discusses the design-by-rule and design-by-analysis approaches, along with considerations for plastic collapse and buckling. The analysis also covers the importance of static, limit, and elastoplastic loads. Overall, the report offers a detailed understanding of the principles and practices involved in designing and assessing the safety of pressure vessels.

Name of the Student
Name of the Professor
City/State
Date/Month/Year
Name of the Professor
City/State
Date/Month/Year
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Introduction
The procedures and defines the allowable for buckling load, collapse load, the limit of the strain,
ultimate strength and yield strength are articulated in the ASME Division 2 rules. These
procedures are based on protection against failure models for example protection against collapse
from bulking and also safeguard contrary to local failure.
The requirement for local failure procedure is articulated in ASME division, and also it defines
the allowable yield strength, ultimate strength, strain limit, collapse load and buckling load that
needs to be satisfied. These procedures are based on protection against failure modes which are
guarded alongside local failure modes, plastic downfall, and protection against failure of
buckling. The procedure called out may be applied if the stress evaluated at the design
temperature is governed by time-independent properties unless it is allowed by specific design
procedure. The difference in material properties and variations in loading is accounted for by
load factors account. In the case of defense in contradiction of plastic failure, three alternate
approaches are allowed to be used. Aiming at determining an inferior guaranteed to the limit
weight of a component then the limit load method is preferred.
The limit load analysis articulates the manner in which the failing of rapture in malleable and the
commencement of plastic distortion of a building. The ASME also requires that in addition to
evaluating defense from plastic failure or from buckling, it shall be pleased to evade buckling of
constituents with a compressive stress field under applied design loads.
The procedures and defines the allowable for buckling load, collapse load, the limit of the strain,
ultimate strength and yield strength are articulated in the ASME Division 2 rules. These
procedures are based on protection against failure models for example protection against collapse
from bulking and also safeguard contrary to local failure.
The requirement for local failure procedure is articulated in ASME division, and also it defines
the allowable yield strength, ultimate strength, strain limit, collapse load and buckling load that
needs to be satisfied. These procedures are based on protection against failure modes which are
guarded alongside local failure modes, plastic downfall, and protection against failure of
buckling. The procedure called out may be applied if the stress evaluated at the design
temperature is governed by time-independent properties unless it is allowed by specific design
procedure. The difference in material properties and variations in loading is accounted for by
load factors account. In the case of defense in contradiction of plastic failure, three alternate
approaches are allowed to be used. Aiming at determining an inferior guaranteed to the limit
weight of a component then the limit load method is preferred.
The limit load analysis articulates the manner in which the failing of rapture in malleable and the
commencement of plastic distortion of a building. The ASME also requires that in addition to
evaluating defense from plastic failure or from buckling, it shall be pleased to evade buckling of
constituents with a compressive stress field under applied design loads.
Literature Review
According to the research conducted by the International Journal of Research in Science and
Engineering, the fatigue analysis of a reactor pressure vessels is performed using heat transfer
coefficient based on operating environment. The overall stress intensity range is investigated to
determine the adequacy of design. The material of a pressure vessel may be brittle for example
ductile or cast iron. The failure behavior of pressure vessels during high pressure has been
investigated experimentally and the result showed that the pressurization rate and acoustic
emission response to the vessels to the pressure loading.
A practical analysis method was conducted by Hoyt et al (2003) for the power, toughness and
damage easiness assessment of compound. Strength-of-materials failure criteria assist in
predicting serious injury instigation weights and situations. A fracture mechanics technique is
applied in predicting destruction development and failure based on motionless and cyclic loads
based on test data for static fracture hardiness and crack rate of growth.
Instigation and development of matrix cracks produced AE events having low duration and low
energy as investigated by Surgeon et al (1997). The smaller period events could be accredited to
micro-cracks, a procedure by which was accompanied by deboning of matrix/fiber-matrix
interface. The formation of macro and micro-cracks could be resolved in the case of
unidirectional material.
Background of the code
The ASME Boiler and Pressure vessel code were created to regulate the design and construction
of pressure vessels and boilers. It was formed after numerous serious explosions in the state of
Massachusetts. The first edition of this code was in 1914 after which the verification that the
manufacturer was to the code was performed by independent inspectors causing numerous
According to the research conducted by the International Journal of Research in Science and
Engineering, the fatigue analysis of a reactor pressure vessels is performed using heat transfer
coefficient based on operating environment. The overall stress intensity range is investigated to
determine the adequacy of design. The material of a pressure vessel may be brittle for example
ductile or cast iron. The failure behavior of pressure vessels during high pressure has been
investigated experimentally and the result showed that the pressurization rate and acoustic
emission response to the vessels to the pressure loading.
A practical analysis method was conducted by Hoyt et al (2003) for the power, toughness and
damage easiness assessment of compound. Strength-of-materials failure criteria assist in
predicting serious injury instigation weights and situations. A fracture mechanics technique is
applied in predicting destruction development and failure based on motionless and cyclic loads
based on test data for static fracture hardiness and crack rate of growth.
Instigation and development of matrix cracks produced AE events having low duration and low
energy as investigated by Surgeon et al (1997). The smaller period events could be accredited to
micro-cracks, a procedure by which was accompanied by deboning of matrix/fiber-matrix
interface. The formation of macro and micro-cracks could be resolved in the case of
unidirectional material.
Background of the code
The ASME Boiler and Pressure vessel code were created to regulate the design and construction
of pressure vessels and boilers. It was formed after numerous serious explosions in the state of
Massachusetts. The first edition of this code was in 1914 after which the verification that the
manufacturer was to the code was performed by independent inspectors causing numerous
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
interpretations. The rules are provided by the code cases allowing the material use and
alternative methods of constructions.
Design of pressure vessels
The ASME governs the design of pressure vessels and the designing of pressure vessels is
carried out so that to contain pressure and withstand operating mechanically. Pressure vessels
maybe lined with numerous ceramics, polymers, and metals to prevent leakage and materials
needed for the construction, and should have properties such as heat resistant, high tensile
strength and resisting maximum stress.
Designing of spherical pressure vessel design is typically stronger compared to cylindrical shape,
with the same wall thickness through the spherical ones which are very expensive when it comes
to manufacturing and pressure vessels are typically made of steel and according to ASME
Section VIII, Division 1, design-by-rule approach is the most commonly used by engineers to
size the pressure vessels. In division 2 consist design-by-analysis approach while the third
decision entails pressure vessels that need internal or external operating pressure above 10,000
PSI. In order to size a pressure vessel then the following data is required by the engineer which
include;
Vessels function, operating conditions, materials of construction and operating conditions.
LOCAL FAILURE
The description against local failure is articulated in section 5.3 of the ASME. The chosen
method uses the elastic-plastic analysis and compares the total equivalent plastic strain to a
limiting strain (Wadsworth, 2009, p. 156). The material model requires that the effect of non-
linear geometry is included. The local failure requires the use of non-linear geometry with a load
alternative methods of constructions.
Design of pressure vessels
The ASME governs the design of pressure vessels and the designing of pressure vessels is
carried out so that to contain pressure and withstand operating mechanically. Pressure vessels
maybe lined with numerous ceramics, polymers, and metals to prevent leakage and materials
needed for the construction, and should have properties such as heat resistant, high tensile
strength and resisting maximum stress.
Designing of spherical pressure vessel design is typically stronger compared to cylindrical shape,
with the same wall thickness through the spherical ones which are very expensive when it comes
to manufacturing and pressure vessels are typically made of steel and according to ASME
Section VIII, Division 1, design-by-rule approach is the most commonly used by engineers to
size the pressure vessels. In division 2 consist design-by-analysis approach while the third
decision entails pressure vessels that need internal or external operating pressure above 10,000
PSI. In order to size a pressure vessel then the following data is required by the engineer which
include;
Vessels function, operating conditions, materials of construction and operating conditions.
LOCAL FAILURE
The description against local failure is articulated in section 5.3 of the ASME. The chosen
method uses the elastic-plastic analysis and compares the total equivalent plastic strain to a
limiting strain (Wadsworth, 2009, p. 156). The material model requires that the effect of non-
linear geometry is included. The local failure requires the use of non-linear geometry with a load
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
factor. The arc length procedure and gradually applied procedure are used in the local criteria so
that non-linear geometry and plastic effects would be accounted for properly (Dieter, 2014, p.
347).
The yield condition currently available and it is suitable for ductile materials for example metals
like aluminum and steel. The plastic behavior of materials may be combined with other types of
non-linearity (Kotelyanskii, 2008, p. 341). The von Mises yield criterion proposes that the
materials yielding begin when the critical value is attained by the additional deviatory stress
invariant. The von Mises criterion is appropriate for examination of plastic distortion for
materials which are ductile such as metals because it is independent of the primary stress
invariant (Chirag, 2015, p. 67).
In nonlinear properties of materials, the selected material will behave elastically during a non-
linear analysis, and plasticity can be enabled by selecting a type of plastic behavior (Hertzberg,
2012, p. 459). It corresponds to the bilinear stress-strain relationship, identical in tightness and
compression. The stress-strain relationship is automatically generated by three parameters which
are elastic part or young modulus, yield stress and slope of the elastic branch (Li, 2008, p. 500).
Plasticity simply defines the distortion of a material in solid form going through changes in
shape which cannot be reversed as a result of forces applied. In case of a metal solid in the state
being pounded or bent forming a fresh outline, shows plasticity as lasting variations arise in the
interior the material itself (Goh, 2016, p. 200). Plasticity is mostly observed in materials for
example soils, rocks, metals and many others and in metals, plastic deformation always comes as
a result of dislocations which is rare in crystalline materials (Li, 2007, p. 456).
that non-linear geometry and plastic effects would be accounted for properly (Dieter, 2014, p.
347).
The yield condition currently available and it is suitable for ductile materials for example metals
like aluminum and steel. The plastic behavior of materials may be combined with other types of
non-linearity (Kotelyanskii, 2008, p. 341). The von Mises yield criterion proposes that the
materials yielding begin when the critical value is attained by the additional deviatory stress
invariant. The von Mises criterion is appropriate for examination of plastic distortion for
materials which are ductile such as metals because it is independent of the primary stress
invariant (Chirag, 2015, p. 67).
In nonlinear properties of materials, the selected material will behave elastically during a non-
linear analysis, and plasticity can be enabled by selecting a type of plastic behavior (Hertzberg,
2012, p. 459). It corresponds to the bilinear stress-strain relationship, identical in tightness and
compression. The stress-strain relationship is automatically generated by three parameters which
are elastic part or young modulus, yield stress and slope of the elastic branch (Li, 2008, p. 500).
Plasticity simply defines the distortion of a material in solid form going through changes in
shape which cannot be reversed as a result of forces applied. In case of a metal solid in the state
being pounded or bent forming a fresh outline, shows plasticity as lasting variations arise in the
interior the material itself (Goh, 2016, p. 200). Plasticity is mostly observed in materials for
example soils, rocks, metals and many others and in metals, plastic deformation always comes as
a result of dislocations which is rare in crystalline materials (Li, 2007, p. 456).
In ductile materials, stretchable loading used in a sample will make the material in a mutable
way. For each increase of load is escorted by a relative increase in extension and in case of
removing the load, the part goes back to its original size (Hiermairer, 2007, p. 652). In case the
weight surpasses the threshold, the yield strength, the allowance upsurges more quickly than
inelastic area and removal of the load, a certain grade of allowance will remain (Pullan, 2007, p.
67).
Global failure
Distortion of elastic is an estimation and its superiority rely on the time deliberated and the speed
of loading. Plasticity or malleability is a property of materials to go through irreparable distortion
deprived of any increase in loads and stresses (Kohser, 2013, p. 54). Plastic hardening involving
hardening which requires progressively advanced stresses to cause in extra plastic distortion. The
material plasticity relative to the material ductility, malleability and most plasticity in metals is
chiefly triggered by two nodes of distortion, which assist in atoms movement over many
interatomic spaces comparative to their original locations. Most plasticity is shown in metals
mostly when they are hot than when they are cold (Moavenzadeh, 2016, p. 531).
The origins of soil malleability are multifaceted fairly and powerfully relies on the
microstructure chemical conformation, and the gratified of water (Besson, 2009, p. 188).
Plasticity performance in soils is triggered mostly by reorganization of clusters of head-to-head
grains while inelastic deformations of rock are mostly instigated through the creation of minor
cracks and sliding motions comparative to these cracks (Mai, 2009, p. 319). There are three
alternative techniques which are used in evaluating the structure used in protecting material
against plastic collapse and they include elastic stress analysis approach and elastic-plastic stress
analysis.
way. For each increase of load is escorted by a relative increase in extension and in case of
removing the load, the part goes back to its original size (Hiermairer, 2007, p. 652). In case the
weight surpasses the threshold, the yield strength, the allowance upsurges more quickly than
inelastic area and removal of the load, a certain grade of allowance will remain (Pullan, 2007, p.
67).
Global failure
Distortion of elastic is an estimation and its superiority rely on the time deliberated and the speed
of loading. Plasticity or malleability is a property of materials to go through irreparable distortion
deprived of any increase in loads and stresses (Kohser, 2013, p. 54). Plastic hardening involving
hardening which requires progressively advanced stresses to cause in extra plastic distortion. The
material plasticity relative to the material ductility, malleability and most plasticity in metals is
chiefly triggered by two nodes of distortion, which assist in atoms movement over many
interatomic spaces comparative to their original locations. Most plasticity is shown in metals
mostly when they are hot than when they are cold (Moavenzadeh, 2016, p. 531).
The origins of soil malleability are multifaceted fairly and powerfully relies on the
microstructure chemical conformation, and the gratified of water (Besson, 2009, p. 188).
Plasticity performance in soils is triggered mostly by reorganization of clusters of head-to-head
grains while inelastic deformations of rock are mostly instigated through the creation of minor
cracks and sliding motions comparative to these cracks (Mai, 2009, p. 319). There are three
alternative techniques which are used in evaluating the structure used in protecting material
against plastic collapse and they include elastic stress analysis approach and elastic-plastic stress
analysis.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Plasticity related failure
a). Under static load
The static loads simply mean that particular load which is applied slowly and remain constant
without any change for a long duration of time. Loads do not cause static failure but the failure is
caused by two factors which include the constructional features and the material. Elongation of
material taking place more than 5% of its length is known as ductile material while those
elongating before attaining 5% are referred to them as brittle material (Broek, 2013, p. 335).
b). under Limit load
This is a situation whereby the load acting on a structure is increasing proportionally at some
point it reaches a certain critical value at which the plastic failure of the structure occurs after
which the structure is unable to receive the further accrual of the load. The elastic deformation
which is caused by materials depends on the speed of loading and the time frame. In a situation
where the material suffers from irreversible deformation, the material has a property known as
perfect plasticity which takes place without any increase in loads or stresses (Reginald, 2010, p.
77)
c). Elastoplastic loads
There is elastic behavior exhibited by different metals for small loads. Further increase in load
makes the material to undergo plastic deformation. Elastoplastic material selects isotropic as the
symmetry type and selects elastoplastic as the stress-strain response. The deformations caused as
a result of internal stresses are linearly related to the applied loads. And linearity cannot be
assumed though internal forces distribution included by applied loads and which are affected by
the built-in stress such that it changes the material stiffness and also a failure of material which
a). Under static load
The static loads simply mean that particular load which is applied slowly and remain constant
without any change for a long duration of time. Loads do not cause static failure but the failure is
caused by two factors which include the constructional features and the material. Elongation of
material taking place more than 5% of its length is known as ductile material while those
elongating before attaining 5% are referred to them as brittle material (Broek, 2013, p. 335).
b). under Limit load
This is a situation whereby the load acting on a structure is increasing proportionally at some
point it reaches a certain critical value at which the plastic failure of the structure occurs after
which the structure is unable to receive the further accrual of the load. The elastic deformation
which is caused by materials depends on the speed of loading and the time frame. In a situation
where the material suffers from irreversible deformation, the material has a property known as
perfect plasticity which takes place without any increase in loads or stresses (Reginald, 2010, p.
77)
c). Elastoplastic loads
There is elastic behavior exhibited by different metals for small loads. Further increase in load
makes the material to undergo plastic deformation. Elastoplastic material selects isotropic as the
symmetry type and selects elastoplastic as the stress-strain response. The deformations caused as
a result of internal stresses are linearly related to the applied loads. And linearity cannot be
assumed though internal forces distribution included by applied loads and which are affected by
the built-in stress such that it changes the material stiffness and also a failure of material which
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
was not expected. In order to get rid of the built-in stress, it is necessary to conduct annealing of
metal parts (Tomlinson, 2014, p. 74).
Loss of ductility
The ductility is simply the ability of a material to undergo significant plastic deformation before
rupture. The temperature at which the fracture energy passes below a predetermined value is
known as the ductile-brittle transition temperature and this type of temperature is important since
once the material is cooled below the DBTT, it has a much greater tendency to shatter on impact
instead of deforming or bending. The fracture testing is the most accurate method of use in
measuring the material DBTT (Bower, 2009, p. 125).
Stress-strain analysis
The stress-strain analysis which is also known stress analysis uses many methods in determining
the strain and stresses in materials and structures subjected to forces (Noon, 2008, p. 54). The
stress analysis involved in designing the structure of all sizes for example bridges and tunnels.
The stress analysis is used in investigating the causes of structural failure and also maintenance
of structures (Kohser, 2013, p. 89). The description of the properties and structure of the
material, how the parts are joined and the expected typical or maximum force are the stress
analysis starting point (Hertzberg, 2012, p. 789). Any force acting externally on a material needs
to be balanced by the internal reaction forces which cause acceleration of particles and the
substantial move is needed in order to enable the material to uphold its shape (Pullan, 2007, p.
56). Application of force on one part of a material causes an increase in internal reaction forces
assisting in the propagation of particles to particles (Revie, 2008, p. 195)
metal parts (Tomlinson, 2014, p. 74).
Loss of ductility
The ductility is simply the ability of a material to undergo significant plastic deformation before
rupture. The temperature at which the fracture energy passes below a predetermined value is
known as the ductile-brittle transition temperature and this type of temperature is important since
once the material is cooled below the DBTT, it has a much greater tendency to shatter on impact
instead of deforming or bending. The fracture testing is the most accurate method of use in
measuring the material DBTT (Bower, 2009, p. 125).
Stress-strain analysis
The stress-strain analysis which is also known stress analysis uses many methods in determining
the strain and stresses in materials and structures subjected to forces (Noon, 2008, p. 54). The
stress analysis involved in designing the structure of all sizes for example bridges and tunnels.
The stress analysis is used in investigating the causes of structural failure and also maintenance
of structures (Kohser, 2013, p. 89). The description of the properties and structure of the
material, how the parts are joined and the expected typical or maximum force are the stress
analysis starting point (Hertzberg, 2012, p. 789). Any force acting externally on a material needs
to be balanced by the internal reaction forces which cause acceleration of particles and the
substantial move is needed in order to enable the material to uphold its shape (Pullan, 2007, p.
56). Application of force on one part of a material causes an increase in internal reaction forces
assisting in the propagation of particles to particles (Revie, 2008, p. 195)

Elastic-Plastic analysis
The non-reversible changes undergone by various materials are described by this method. Plastic
deformation is mostly observed in soil, metals, and rocks though plastic deformation caused by
physical mechanism vary widely (Fassi, 2017, p. 890). The materials behave in an elastic manner
during the application of tensile loading in ductile metals since extension accompanies the load
increment. The materials face irreversible or plastic deformation in case the critical value is
exceeded (Beckmann, 2012, p. 609).
Local Elastic-Plastic Analysis
The local criteria are most likely to be violated in the region of notches such that high local stress
concentration factor will probably have low strain limit.
Elastic-plastic limit analysis acceptance criteria
A buckling analysis is required for components subjected to a comprehensive stress field and
also a ratcheting analysis is required whereby the loads are applied and removed in the proper
sequence and one of the following criteria must be met;
No cyclic plasticity
No permanent change in overall dimensions.
The elastic core remains in the primary load bearing
boundary.
Fatigue Analysis – Fracture Mechanics Method
The assumption in the fracture mechanics method is that a flaw exists at the most highly stressed
locations in the structure immediately after construction.
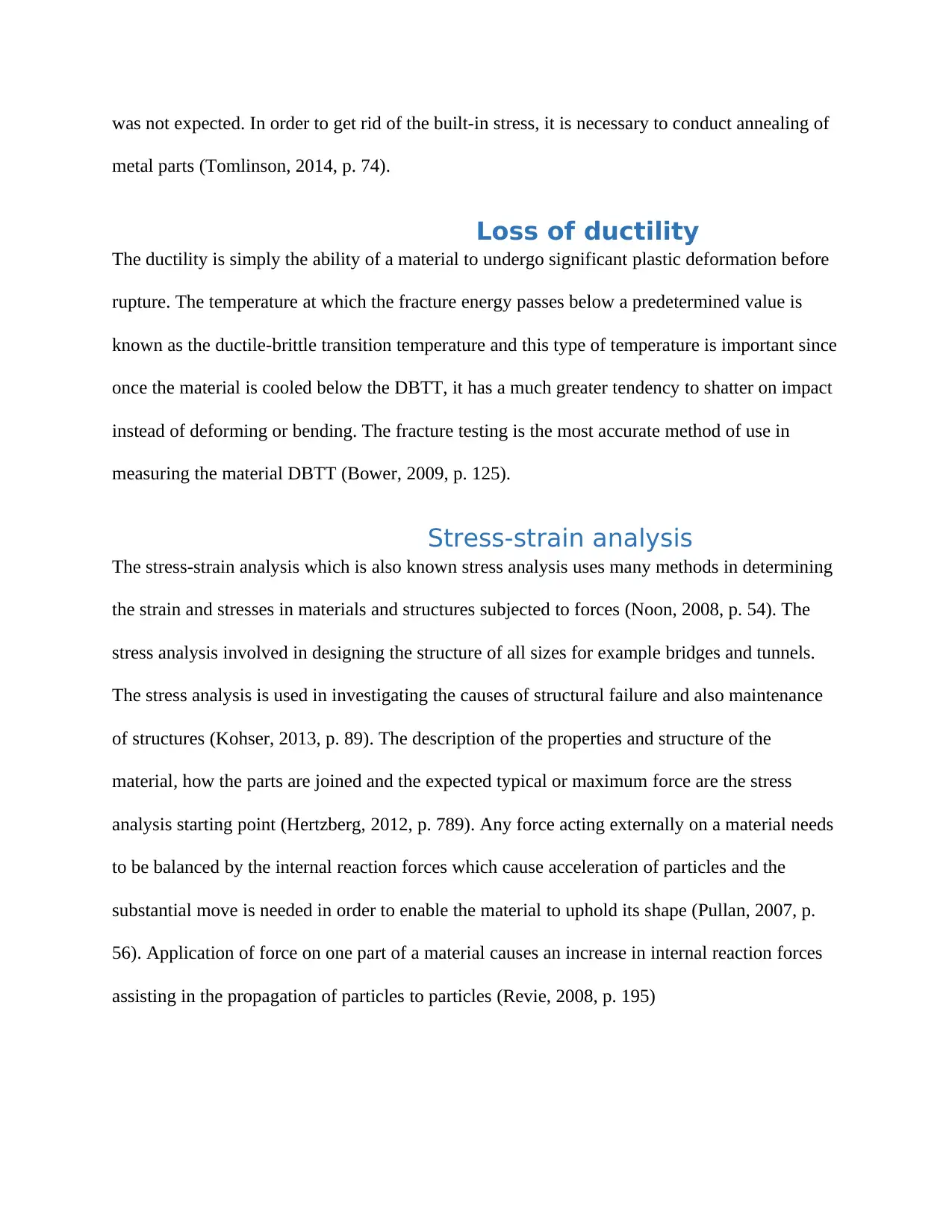
Effects of Axial Stress on Through-Thickness Yield Pressure
The non-reversible changes undergone by various materials are described by this method. Plastic
deformation is mostly observed in soil, metals, and rocks though plastic deformation caused by
physical mechanism vary widely (Fassi, 2017, p. 890). The materials behave in an elastic manner
during the application of tensile loading in ductile metals since extension accompanies the load
increment. The materials face irreversible or plastic deformation in case the critical value is
exceeded (Beckmann, 2012, p. 609).
Local Elastic-Plastic Analysis
The local criteria are most likely to be violated in the region of notches such that high local stress
concentration factor will probably have low strain limit.
Elastic-plastic limit analysis acceptance criteria
A buckling analysis is required for components subjected to a comprehensive stress field and
also a ratcheting analysis is required whereby the loads are applied and removed in the proper
sequence and one of the following criteria must be met;
No cyclic plasticity
No permanent change in overall dimensions.
The elastic core remains in the primary load bearing
boundary.
Fatigue Analysis – Fracture Mechanics Method
The assumption in the fracture mechanics method is that a flaw exists at the most highly stressed
locations in the structure immediately after construction.
Effects of Axial Stress on Through-Thickness Yield Pressure
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
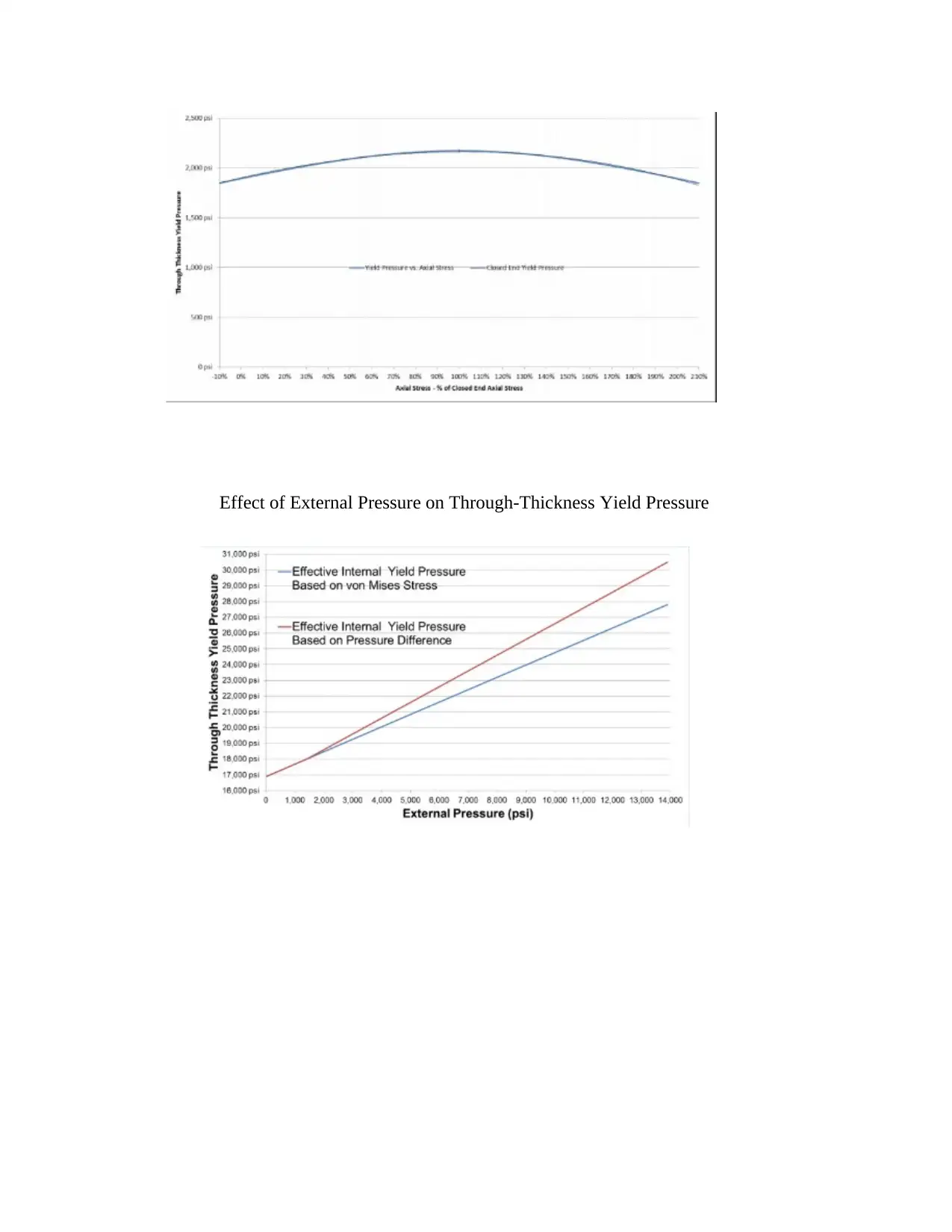
Effect of External Pressure on Through-Thickness Yield Pressure
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Types of failure
They are different types of material failure, for example, yielding, fracture, elastic deformation,
wear, bu-concentration, cackling, corrosion, stress and caustic embrittlement.
Yielding
A yield point is a stress at which deforming of a material starts plastically. The deformation of
material will take place elastically and goes back to its original shape after the removal of the
stress applied. The yield point curves for the stress-strain indicating the limit of elastic
performance and the commencement of plastic performance (Sammy, 2009, p. 32) There are
certain fraction of the distortion which will be everlasting and cannot be reversed after the yield
point is passed. (Kuna, 2013, p. 98). The limits of performance for mechanical components is
determined by the yield point and this type of failure does not cause the ultimate or catastrophic
failure unless accelerated by buckling and that is the reason it is referred as a soft failure mode
(Askeland, 2015)
Fracture
The tensile stress involving plastic deformation is categorized by a strain hardening area and a
necking region and finally which is also known as rupture. Crack is simply the parting material
in binary or extra pieces when the act upon them. (Revie, 2008, p. 763). The solid fracture
normally takes place as a result of the growth of particular movement disjoining the exteriors
within the solid. A normal tensile crack comes as a result of the growth of displacement
perpendicular to the surface of displacement and the shear crack is when the dislodgment
develops tangentially to the surface of displacement (Kotelyanskii, 2008, p. 23).
They are different types of material failure, for example, yielding, fracture, elastic deformation,
wear, bu-concentration, cackling, corrosion, stress and caustic embrittlement.
Yielding
A yield point is a stress at which deforming of a material starts plastically. The deformation of
material will take place elastically and goes back to its original shape after the removal of the
stress applied. The yield point curves for the stress-strain indicating the limit of elastic
performance and the commencement of plastic performance (Sammy, 2009, p. 32) There are
certain fraction of the distortion which will be everlasting and cannot be reversed after the yield
point is passed. (Kuna, 2013, p. 98). The limits of performance for mechanical components is
determined by the yield point and this type of failure does not cause the ultimate or catastrophic
failure unless accelerated by buckling and that is the reason it is referred as a soft failure mode
(Askeland, 2015)
Fracture
The tensile stress involving plastic deformation is categorized by a strain hardening area and a
necking region and finally which is also known as rupture. Crack is simply the parting material
in binary or extra pieces when the act upon them. (Revie, 2008, p. 763). The solid fracture
normally takes place as a result of the growth of particular movement disjoining the exteriors
within the solid. A normal tensile crack comes as a result of the growth of displacement
perpendicular to the surface of displacement and the shear crack is when the dislodgment
develops tangentially to the surface of displacement (Kotelyanskii, 2008, p. 23).
The breaking strength or the strength of the fracture is the stress when a sampling fracture or
fails and it can be determined by the tensile test. The fracture strength of the ductile materials is
lower compared to the final elastic strength such that, in inelastic material, the strength of the
fracture is conforming to the closing elastic strength. A ductile material continues deforming in
case it attains the final tensile strength in a load-controlled situation. Though, the distortion of
the material may dismiss the weight, stopping the disagreement if in case the loading is
displacement-controlled (Hiermairer, 2007, p. 720).
In ductile fracture, wide plastic distortion occurs before rupturing of the fracture and the ductile
defines the ultimate failure of ductile materials loaded in tension. Since the ductile rupture entails
a great point of plastic distortion, the conduct of a fracture of a spreading crack varies basically.
The ductile fracture steps involve the following basic steps which include; formation of a void,
void coalescence which is also referred to as formation of a crack, then crack propagation and
failure (Courtney, 2008, p. 654).
Elastic deformation
This is a type of reversible deformation whereby the object goes back to its original shape when
the forces applied are withdrawn. Huge elastic deformation ranges are exhibited by the
elastomers and memory metals mostly, and also rubber. Smaller elastic range and linear
elasticity are shown by the ceramics, normal metals and most crystals.
Buckling
Buckling is considered by an unexpected failure of a physical member exposed to high
compressive stress where the real compressive stress at the point of failure is less than the
ultimate compressive stresses that the material is capable of withstanding for example during
fails and it can be determined by the tensile test. The fracture strength of the ductile materials is
lower compared to the final elastic strength such that, in inelastic material, the strength of the
fracture is conforming to the closing elastic strength. A ductile material continues deforming in
case it attains the final tensile strength in a load-controlled situation. Though, the distortion of
the material may dismiss the weight, stopping the disagreement if in case the loading is
displacement-controlled (Hiermairer, 2007, p. 720).
In ductile fracture, wide plastic distortion occurs before rupturing of the fracture and the ductile
defines the ultimate failure of ductile materials loaded in tension. Since the ductile rupture entails
a great point of plastic distortion, the conduct of a fracture of a spreading crack varies basically.
The ductile fracture steps involve the following basic steps which include; formation of a void,
void coalescence which is also referred to as formation of a crack, then crack propagation and
failure (Courtney, 2008, p. 654).
Elastic deformation
This is a type of reversible deformation whereby the object goes back to its original shape when
the forces applied are withdrawn. Huge elastic deformation ranges are exhibited by the
elastomers and memory metals mostly, and also rubber. Smaller elastic range and linear
elasticity are shown by the ceramics, normal metals and most crystals.
Buckling
Buckling is considered by an unexpected failure of a physical member exposed to high
compressive stress where the real compressive stress at the point of failure is less than the
ultimate compressive stresses that the material is capable of withstanding for example during
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 24
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.