Asset Maintenance Report: RCM, FMEA, Case Study & Group Activity
VerifiedAdded on 2022/09/14
|14
|3194
|84
Report
AI Summary
This report delves into the principles of asset maintenance, focusing on Reliability Centered Maintenance (RCM) and Failure Mode and Effects Analysis (FMEA). The report begins with a reflective essay providing an overview of RCM methodology, its benefits (reduced failures, increased reliability, efficient maintenance) and limitations (high start-up costs, potential for vagueness, time-consuming implementation), and a similar overview of the FMEA process, including its types (system, design, process), advantages (improved safety, reduced costs, increased customer satisfaction), and disadvantages (tedious process, disregards component relationships). The report then reviews a journal article on RCM implementation within a ply industry, summarizing the plant's components, data collection methods, failure modes, reliability estimations, and maintenance policy determination. The case study highlights the importance of RCM in optimizing maintenance strategies, and the final sections are based on the assignment brief, incorporating a group activity involving the development of an FMEA worksheet and an individual activity identifying and explaining the mitigation of top failure modes. The report underscores the importance of maintenance in ensuring operational efficiency, safety, and cost-effectiveness across various industries.
Asset maintenance 1
Asset Maintenance
By (name):
College:
Date:
Asset Maintenance
By (name):
College:
Date:
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Asset maintenance 2
Question 1: Reflective Essay
1.1 An overview of RCM methodology
Reliability centred maintenance can be defined as a procedure that is structured in such a
way that it can be used in the identification of the suitable level for the preventive
maintenance of a piece of equipment in order to i) maintain intrinsic performance levels
safety and reliability, ii) reduce the failures and the maintenance costs associated with the
equipment over its life cycle (Langli, 2018). Reliability is defined as the ability of a
component or a system to carry out its mandated tasks for a specific period and under specific
conditions (Langli, 2018). Maintenance, on the other hand, refers to an activity or work done
on a system or its components to ensure continued ability to perform its function. The
primary objectives of reliability centred maintenance include:
i) To ensure the safety of a system via preventive maintenance (PM) actions. If
preventive maintenance cannot guarantee safety, the entire system must be
redesigned (Paulsen, 2018).
ii) If for instance, safety is not paramount, the functionality of the system can be
maintained. However, this must be done in the most economical manner and with
minimum effects on system operation (Paulsen, 2018).
RCM minimizes the possibility of component or system failure to achieve the highest
possible system reliability or availability. RCM identifies the most cost-effective techniques
that can be applied to minimize the probability of system failure. There are several ways of
conducting and implementing reliability centred maintenance. One way to conduct RCM is
through intense failure mode and effects analysis (FMEA) and FMECA with mathematical
calculations of probabilities based on component history, design, experimental data, and
intuition (Sarno Severi, 2014). To conduct RCM, the following general steps can be
followed:
Question 1: Reflective Essay
1.1 An overview of RCM methodology
Reliability centred maintenance can be defined as a procedure that is structured in such a
way that it can be used in the identification of the suitable level for the preventive
maintenance of a piece of equipment in order to i) maintain intrinsic performance levels
safety and reliability, ii) reduce the failures and the maintenance costs associated with the
equipment over its life cycle (Langli, 2018). Reliability is defined as the ability of a
component or a system to carry out its mandated tasks for a specific period and under specific
conditions (Langli, 2018). Maintenance, on the other hand, refers to an activity or work done
on a system or its components to ensure continued ability to perform its function. The
primary objectives of reliability centred maintenance include:
i) To ensure the safety of a system via preventive maintenance (PM) actions. If
preventive maintenance cannot guarantee safety, the entire system must be
redesigned (Paulsen, 2018).
ii) If for instance, safety is not paramount, the functionality of the system can be
maintained. However, this must be done in the most economical manner and with
minimum effects on system operation (Paulsen, 2018).
RCM minimizes the possibility of component or system failure to achieve the highest
possible system reliability or availability. RCM identifies the most cost-effective techniques
that can be applied to minimize the probability of system failure. There are several ways of
conducting and implementing reliability centred maintenance. One way to conduct RCM is
through intense failure mode and effects analysis (FMEA) and FMECA with mathematical
calculations of probabilities based on component history, design, experimental data, and
intuition (Sarno Severi, 2014). To conduct RCM, the following general steps can be
followed:
Asset maintenance 3
i) Identification of system functions and its associated performance standards in its
present operating conditions
ii) Determination of the system function failures. This involves identifying the ways
in which a component can fail to perform its functions
iii) Identification of system or component failure modes. This step determines the
cause of each function failure.
iv) Determination of failure effects. This step determines the system behavior under
the identified failure conditions.
v) Determination of the consequences of failure. In this step the ways in which the
failures impact the system are determined.
vi) Determination of the possible maintenance tasks. This step identifies what has to
be done to prevent or predict failure.
Advantages of RCM
i) Reliability centered maintenance minimizes the cost of performing repairs
because failures are reduced.
ii) RCM increases the reliability of a system or a component significantly
iii) RCM is capable of directing maintenance tasks on the critical system components
iv) RCM is a very efficient system maintenance program
v) It incorporates the analysis of component failure root causes
Disadvantages of RCM
i) RCM is associated with considerable start-up costs. These are in the form of
training and equipment purchase
ii) Its potential to save costs is usually vague to the management hence they may be
reluctant to adopt it
iii) RCM can be time-consuming especially when applied to industrial systems with
their many components
1.2 An overview of FMEA process
i) Identification of system functions and its associated performance standards in its
present operating conditions
ii) Determination of the system function failures. This involves identifying the ways
in which a component can fail to perform its functions
iii) Identification of system or component failure modes. This step determines the
cause of each function failure.
iv) Determination of failure effects. This step determines the system behavior under
the identified failure conditions.
v) Determination of the consequences of failure. In this step the ways in which the
failures impact the system are determined.
vi) Determination of the possible maintenance tasks. This step identifies what has to
be done to prevent or predict failure.
Advantages of RCM
i) Reliability centered maintenance minimizes the cost of performing repairs
because failures are reduced.
ii) RCM increases the reliability of a system or a component significantly
iii) RCM is capable of directing maintenance tasks on the critical system components
iv) RCM is a very efficient system maintenance program
v) It incorporates the analysis of component failure root causes
Disadvantages of RCM
i) RCM is associated with considerable start-up costs. These are in the form of
training and equipment purchase
ii) Its potential to save costs is usually vague to the management hence they may be
reluctant to adopt it
iii) RCM can be time-consuming especially when applied to industrial systems with
their many components
1.2 An overview of FMEA process
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Asset maintenance 4
Failure mode and effects analysis (FMEA) is a systematic collection of activities
aimed at identifying and evaluating the possible failures a component or a system can
experience and the impacts of that failure (Campbell, Jardine, & McGlynn, 2016). Besides,
the process also identifies the possible actions that could be taken to reduce or eliminate the
probability of the failure occurring and documenting the entire process. It was formalized by
the US Armed Forces in 1949 with the aim of classifying failures depending on their effects
on the success of missions and the safety of equipment and personnel (Herrmann, 2015).
FMEA types
There are three common types of FMEAs. These include:
i) System FMEAs
A system FMEA focuses on deficiencies related to the system such as safety issues,
interfaces, system integration, interactions between the system and other systems, human
interaction and other issues that can lead to overall system failure to perform its intended
functions (Tjernberg, 2018). It represents the highest-level analysis. It is directed to the
relationships and functions that are specific to the system as an entirety.
ii) Design FMEAs
These focus on the design of the product or system, normally at the component or
subsystem level. At this level, design-related deficiencies are the focus and emphasis is
placed on design improvement to ensure that the product operates safely and reliably
throughout its useful life (Carlson, 2012). The interface between components is also
considered in design FMEAs
iii) Process FMEAs
These mainly focus on processes such as assembly and manufacturing. The emphasis at
this level is on how to improve the manufacturing or processing procedure to make sure that
Failure mode and effects analysis (FMEA) is a systematic collection of activities
aimed at identifying and evaluating the possible failures a component or a system can
experience and the impacts of that failure (Campbell, Jardine, & McGlynn, 2016). Besides,
the process also identifies the possible actions that could be taken to reduce or eliminate the
probability of the failure occurring and documenting the entire process. It was formalized by
the US Armed Forces in 1949 with the aim of classifying failures depending on their effects
on the success of missions and the safety of equipment and personnel (Herrmann, 2015).
FMEA types
There are three common types of FMEAs. These include:
i) System FMEAs
A system FMEA focuses on deficiencies related to the system such as safety issues,
interfaces, system integration, interactions between the system and other systems, human
interaction and other issues that can lead to overall system failure to perform its intended
functions (Tjernberg, 2018). It represents the highest-level analysis. It is directed to the
relationships and functions that are specific to the system as an entirety.
ii) Design FMEAs
These focus on the design of the product or system, normally at the component or
subsystem level. At this level, design-related deficiencies are the focus and emphasis is
placed on design improvement to ensure that the product operates safely and reliably
throughout its useful life (Carlson, 2012). The interface between components is also
considered in design FMEAs
iii) Process FMEAs
These mainly focus on processes such as assembly and manufacturing. The emphasis at
this level is on how to improve the manufacturing or processing procedure to make sure that
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Asset maintenance 5
the designed product is built according to specifications in order to minimize errors which
normally lead to downtime and increased maintenance frequency.
Steps involved in FMEA analysis
There are three main phases involved in the development of an FMEA process. These include
severity, occurrence, and detection (Amadi-Echendu, Brown, Willett, & Mathew, 2010).
i) All the failure modes associated with the system are determined depending on the
system functional requirements
ii) The effect of each failure mode on the system is then identified. A severity
number denoted by S is then assigned to each failure effect
iii) The causes of the failure modes are then identified as well as their frequencies
(Stamatis, 2019). Each possible failure mode is then assigned an occurrence
ranking denoted by O
iv) Each failure cause is then assigned a detection ranking D which indicates the
ability of actions to identify or detect failure modes
v) The combination of the severity number, the occurrence ranking number, and the
detection number is used to calculate the risk priority number (RPN).
Advantages of FMEA
i) The process improves the safety, reliability, and quality of a system or a process
ii) It reduces the time and costs associated with the development of a system
iii) It increases customer satisfaction and reduces possible warranty concerns
Disadvantages of FMEA analysis
i) FMEA is a tedious and time-consuming process as it requires the use of charts
sometimes
ii) It disregards the relationships between different components
iii) Its application is normally too late to affect decision making
the designed product is built according to specifications in order to minimize errors which
normally lead to downtime and increased maintenance frequency.
Steps involved in FMEA analysis
There are three main phases involved in the development of an FMEA process. These include
severity, occurrence, and detection (Amadi-Echendu, Brown, Willett, & Mathew, 2010).
i) All the failure modes associated with the system are determined depending on the
system functional requirements
ii) The effect of each failure mode on the system is then identified. A severity
number denoted by S is then assigned to each failure effect
iii) The causes of the failure modes are then identified as well as their frequencies
(Stamatis, 2019). Each possible failure mode is then assigned an occurrence
ranking denoted by O
iv) Each failure cause is then assigned a detection ranking D which indicates the
ability of actions to identify or detect failure modes
v) The combination of the severity number, the occurrence ranking number, and the
detection number is used to calculate the risk priority number (RPN).
Advantages of FMEA
i) The process improves the safety, reliability, and quality of a system or a process
ii) It reduces the time and costs associated with the development of a system
iii) It increases customer satisfaction and reduces possible warranty concerns
Disadvantages of FMEA analysis
i) FMEA is a tedious and time-consuming process as it requires the use of charts
sometimes
ii) It disregards the relationships between different components
iii) Its application is normally too late to affect decision making
Asset maintenance 6
Question 2: Article review
Reliability Centered Maintenance of a Ply Industry: A Case Study
Introduction
Industries spent a lot of time and pay large quantities of money to carry out plant
maintenance (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). Money is spent on labor
charges, setting up of the plant and purchase of spare parts. Besides, time is spent to perform
maintenance drills as a result of system failure and the company must pay for this time
through the loss of production. Therefore, the company’s maintenance department has a
critical role of ensuring that the plant and its components operate at the highest possible
efficiency, cutting downtimes, ensuring operational safety, and minimizing failure rate for
investment safeguarding. The department must achieve all this through controls and proper
budgeting (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). Reliability centered maintenance
can help establish the reliability of each plant component. This case study was conducted to
predict the reliability of the Ply manufacturing plant by focusing on the components having
high failure frequencies and taking the necessary actions.
Article summary
General description of the plant
According to Mithilesh Kumar Jha, & Rakesh Kumar (2016) the study involved the
survey of the plant's plan view, its machinery and the functions of the assorted machine tools
with guidance from the plant's service department. The study sought to establish the
reliability and maintainability aspects of the ply manufacturing plant (Mithilesh Kumar Jha,
& Rakesh Kumar, 2016). Plywood is a material made up of thin wood layers with an
adhesive used to bond the layers together (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). It
may be constructed from softwoods, hardwoods or a combination of both.
Main plant components
Question 2: Article review
Reliability Centered Maintenance of a Ply Industry: A Case Study
Introduction
Industries spent a lot of time and pay large quantities of money to carry out plant
maintenance (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). Money is spent on labor
charges, setting up of the plant and purchase of spare parts. Besides, time is spent to perform
maintenance drills as a result of system failure and the company must pay for this time
through the loss of production. Therefore, the company’s maintenance department has a
critical role of ensuring that the plant and its components operate at the highest possible
efficiency, cutting downtimes, ensuring operational safety, and minimizing failure rate for
investment safeguarding. The department must achieve all this through controls and proper
budgeting (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). Reliability centered maintenance
can help establish the reliability of each plant component. This case study was conducted to
predict the reliability of the Ply manufacturing plant by focusing on the components having
high failure frequencies and taking the necessary actions.
Article summary
General description of the plant
According to Mithilesh Kumar Jha, & Rakesh Kumar (2016) the study involved the
survey of the plant's plan view, its machinery and the functions of the assorted machine tools
with guidance from the plant's service department. The study sought to establish the
reliability and maintainability aspects of the ply manufacturing plant (Mithilesh Kumar Jha,
& Rakesh Kumar, 2016). Plywood is a material made up of thin wood layers with an
adhesive used to bond the layers together (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). It
may be constructed from softwoods, hardwoods or a combination of both.
Main plant components
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Asset maintenance 7
The ply manufacturing plant primarily consists of the following components
i) Wood peeling machine
ii) Glue spreader machine
iii) Water-tube boiler
iv) Glue mixer machine
v) Delight pressing machine
The function of each of these components is specified in the following steps involved in the
making of plywood.
i) Veneer manufacture: in this step, the logs are cut into desired lengths. This is the
function of the peeler machine (Mithilesh Kumar Jha, & Rakesh Kumar, 2016)
ii) Veneer cutting: this is carried out on the veneer lathe tool. Veneer loading on the
lathe machine can be performed manually or done automatically with centering
devices.
iii) Glue spreading operation: in this stage, cross-bands are applied on both sides of
the ply simultaneously. The spreader machine controls the quantity of adhesive
spread through the adjustment of the spreader roll gap.
Data collection
According to Mithilesh Kumar Jha, & Rakesh Kumar (2016) effective maintenance
planning or reliability analysis can only be performed with the availability of sufficient and
relevant data. For the plywood machine study, the failure data associated with the various
constituents of the ply processing plant for a period of about five preceding years was
obtained from the company’s maintenance department. The data included the following:
i) Different failure types of the plywood processing plant’s components and their
number of breakdowns
ii) The breakdown hours per month available for the ply processing plant
components.
The ply manufacturing plant primarily consists of the following components
i) Wood peeling machine
ii) Glue spreader machine
iii) Water-tube boiler
iv) Glue mixer machine
v) Delight pressing machine
The function of each of these components is specified in the following steps involved in the
making of plywood.
i) Veneer manufacture: in this step, the logs are cut into desired lengths. This is the
function of the peeler machine (Mithilesh Kumar Jha, & Rakesh Kumar, 2016)
ii) Veneer cutting: this is carried out on the veneer lathe tool. Veneer loading on the
lathe machine can be performed manually or done automatically with centering
devices.
iii) Glue spreading operation: in this stage, cross-bands are applied on both sides of
the ply simultaneously. The spreader machine controls the quantity of adhesive
spread through the adjustment of the spreader roll gap.
Data collection
According to Mithilesh Kumar Jha, & Rakesh Kumar (2016) effective maintenance
planning or reliability analysis can only be performed with the availability of sufficient and
relevant data. For the plywood machine study, the failure data associated with the various
constituents of the ply processing plant for a period of about five preceding years was
obtained from the company’s maintenance department. The data included the following:
i) Different failure types of the plywood processing plant’s components and their
number of breakdowns
ii) The breakdown hours per month available for the ply processing plant
components.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Asset maintenance 8
The maintenance department supplied a record book for daily component breakdowns from
which the data on maintenance actions carried out for the ply manufacturing plant was
obtained (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). The frequency of failures, as well
as the failure hours, were then estimated and plotted from the daily record books
Results and analysis
Mithilesh Kumar Jha, & Rakesh Kumar (2016) identified the following failure modes
associated with the various mechanical components of the ply manufacturing plant.
i) Tube boiler
The possible causes for the failure of the boiler were identified to be the result of spark plug
problems, the inlet water filter, corrosion of the boiler, fatigue and damage during cleaning.
ii) Wood peeling machine failure
Mithilesh Kumar Jha, & Rakesh Kumar (2016) identified the possible causes for the failure
of the veneer lathe as the result of the headstock problem, bearing wearing, motor drive belt
problems, driving motor problem, saddle problem, and problems with the peeling teeth.
iii) Failure of the pump
The pump failure can occur in the following ways (Mithilesh Kumar Jha, & Rakesh Kumar,
2016): leakage of air into the suction line, shaft misalignment, contamination of the lubricant,
slow pumping speed, and breakage of the impeller
iv) Failure of the pressing machine
The delight pressing machine can fail due to the following reasons: problems with the driving
motor, excessive heat, gap development between the plates and steam pressure problems
(Mithilesh Kumar Jha, & Rakesh Kumar, 2016).
The maintenance department supplied a record book for daily component breakdowns from
which the data on maintenance actions carried out for the ply manufacturing plant was
obtained (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). The frequency of failures, as well
as the failure hours, were then estimated and plotted from the daily record books
Results and analysis
Mithilesh Kumar Jha, & Rakesh Kumar (2016) identified the following failure modes
associated with the various mechanical components of the ply manufacturing plant.
i) Tube boiler
The possible causes for the failure of the boiler were identified to be the result of spark plug
problems, the inlet water filter, corrosion of the boiler, fatigue and damage during cleaning.
ii) Wood peeling machine failure
Mithilesh Kumar Jha, & Rakesh Kumar (2016) identified the possible causes for the failure
of the veneer lathe as the result of the headstock problem, bearing wearing, motor drive belt
problems, driving motor problem, saddle problem, and problems with the peeling teeth.
iii) Failure of the pump
The pump failure can occur in the following ways (Mithilesh Kumar Jha, & Rakesh Kumar,
2016): leakage of air into the suction line, shaft misalignment, contamination of the lubricant,
slow pumping speed, and breakage of the impeller
iv) Failure of the pressing machine
The delight pressing machine can fail due to the following reasons: problems with the driving
motor, excessive heat, gap development between the plates and steam pressure problems
(Mithilesh Kumar Jha, & Rakesh Kumar, 2016).
Asset maintenance 9
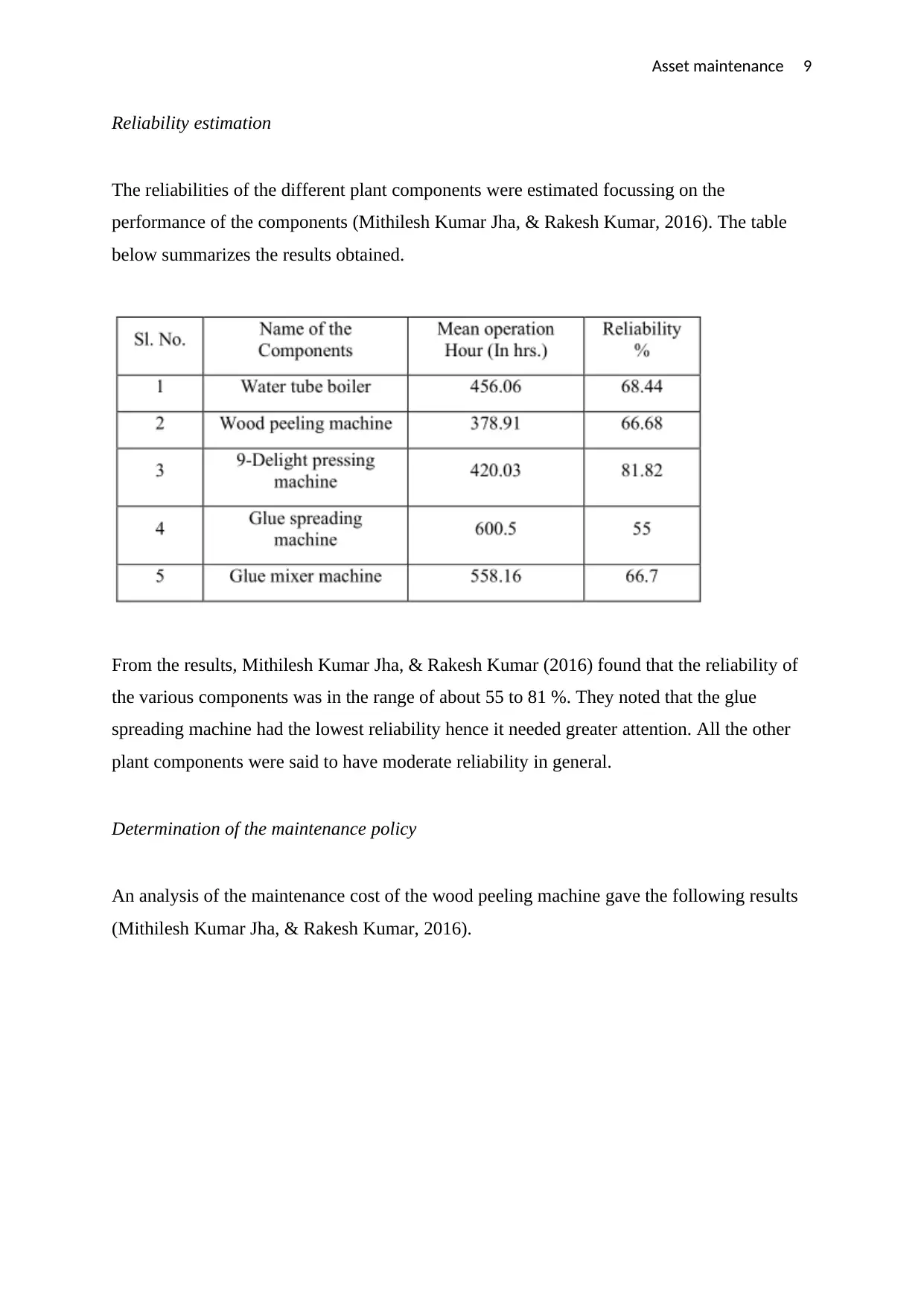
Reliability estimation
The reliabilities of the different plant components were estimated focussing on the
performance of the components (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). The table
below summarizes the results obtained.
From the results, Mithilesh Kumar Jha, & Rakesh Kumar (2016) found that the reliability of
the various components was in the range of about 55 to 81 %. They noted that the glue
spreading machine had the lowest reliability hence it needed greater attention. All the other
plant components were said to have moderate reliability in general.
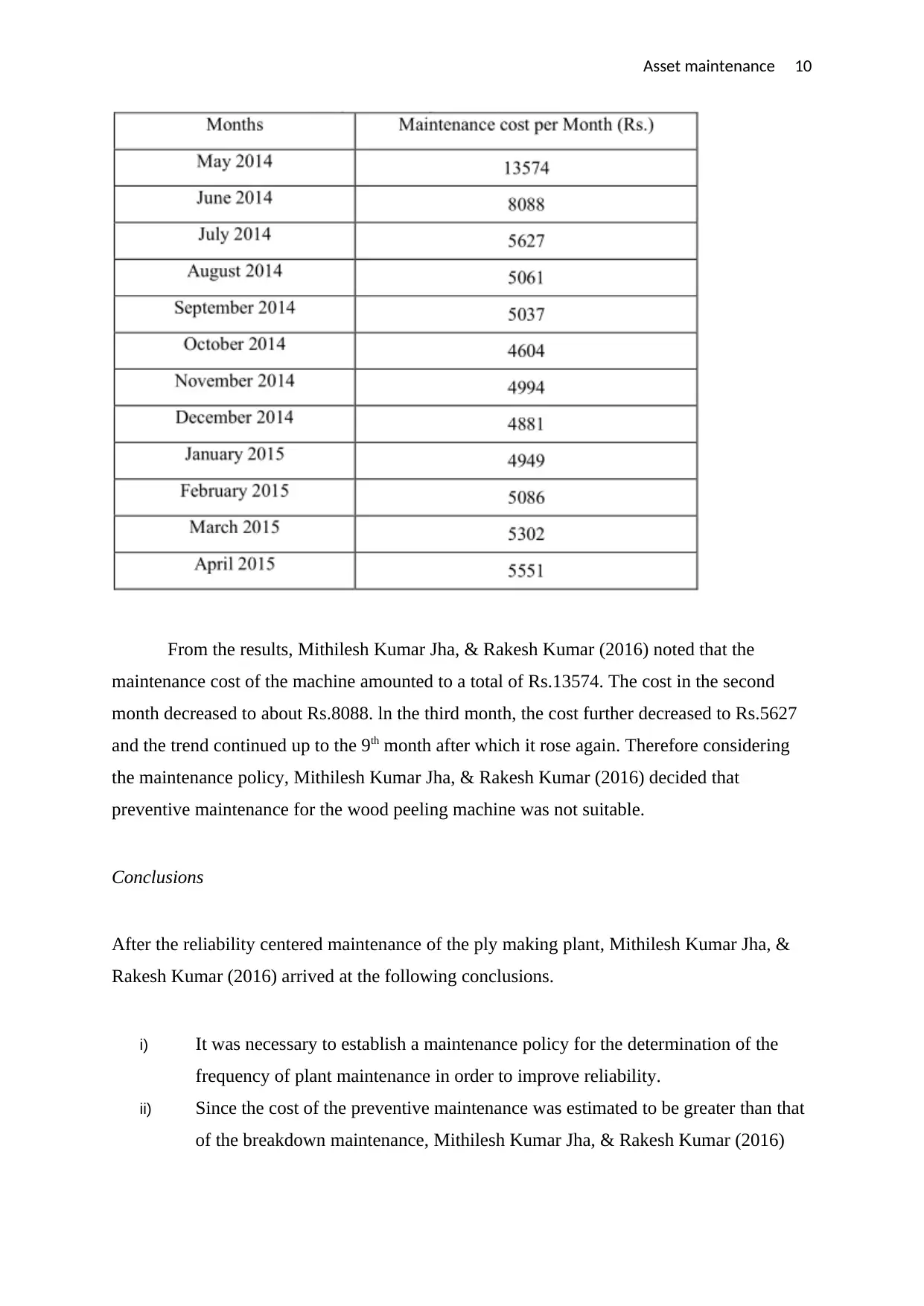
Determination of the maintenance policy
An analysis of the maintenance cost of the wood peeling machine gave the following results
(Mithilesh Kumar Jha, & Rakesh Kumar, 2016).
Reliability estimation
The reliabilities of the different plant components were estimated focussing on the
performance of the components (Mithilesh Kumar Jha, & Rakesh Kumar, 2016). The table
below summarizes the results obtained.
From the results, Mithilesh Kumar Jha, & Rakesh Kumar (2016) found that the reliability of
the various components was in the range of about 55 to 81 %. They noted that the glue
spreading machine had the lowest reliability hence it needed greater attention. All the other
plant components were said to have moderate reliability in general.
Determination of the maintenance policy
An analysis of the maintenance cost of the wood peeling machine gave the following results
(Mithilesh Kumar Jha, & Rakesh Kumar, 2016).
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Asset maintenance 10
From the results, Mithilesh Kumar Jha, & Rakesh Kumar (2016) noted that the
maintenance cost of the machine amounted to a total of Rs.13574. The cost in the second
month decreased to about Rs.8088. ln the third month, the cost further decreased to Rs.5627
and the trend continued up to the 9th month after which it rose again. Therefore considering
the maintenance policy, Mithilesh Kumar Jha, & Rakesh Kumar (2016) decided that
preventive maintenance for the wood peeling machine was not suitable.
Conclusions
After the reliability centered maintenance of the ply making plant, Mithilesh Kumar Jha, &
Rakesh Kumar (2016) arrived at the following conclusions.
i) It was necessary to establish a maintenance policy for the determination of the
frequency of plant maintenance in order to improve reliability.
ii) Since the cost of the preventive maintenance was estimated to be greater than that
of the breakdown maintenance, Mithilesh Kumar Jha, & Rakesh Kumar (2016)
From the results, Mithilesh Kumar Jha, & Rakesh Kumar (2016) noted that the
maintenance cost of the machine amounted to a total of Rs.13574. The cost in the second
month decreased to about Rs.8088. ln the third month, the cost further decreased to Rs.5627
and the trend continued up to the 9th month after which it rose again. Therefore considering
the maintenance policy, Mithilesh Kumar Jha, & Rakesh Kumar (2016) decided that
preventive maintenance for the wood peeling machine was not suitable.
Conclusions
After the reliability centered maintenance of the ply making plant, Mithilesh Kumar Jha, &
Rakesh Kumar (2016) arrived at the following conclusions.
i) It was necessary to establish a maintenance policy for the determination of the
frequency of plant maintenance in order to improve reliability.
ii) Since the cost of the preventive maintenance was estimated to be greater than that
of the breakdown maintenance, Mithilesh Kumar Jha, & Rakesh Kumar (2016)
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Asset maintenance 11
proposed alternative preventive maintenance schedules such as once every two or
three months
iii) Continuous and a more detailed study was necessary for the analysis of the
benefits reaped from in terms of maintenance costs and operational effectiveness.
Recommendation for further study
Mithilesh Kumar Jha, & Rakesh Kumar (2016) proposed an extension of their case study to
cover more components of the ply manufacturing plant in terms of reliability, availability and
maintenance costs
Question 3
Three top failure modes
My team conducted the FMEA analysis for the flashlight and identified the following failure
modes.
i) Stuck closed
This failure mode is related to the slide switch. It happens when the slide switch gets
stuck in position while turned on. This closes the electrical circuit permanently and hence the
flashlight remains permanently. This is a case where the flashlight is able to perform its
intended function (to produce sufficient light). However, the performance is unsatisfactory
since a flashlight that never goes off is undesirable. The detectability for this failure mode is
quite high but the probability of encountering such a situation is low. A partial solution to
this failure mode would involve the removal of the batteries (or one of them) to break the
path of conduction in order to turn off the flashlight. My team recommended the cleaning of
the switch contacts to remove possible corrosion to enable the slide to regain its smooth
operation
ii) Stuck open
proposed alternative preventive maintenance schedules such as once every two or
three months
iii) Continuous and a more detailed study was necessary for the analysis of the
benefits reaped from in terms of maintenance costs and operational effectiveness.
Recommendation for further study
Mithilesh Kumar Jha, & Rakesh Kumar (2016) proposed an extension of their case study to
cover more components of the ply manufacturing plant in terms of reliability, availability and
maintenance costs
Question 3
Three top failure modes
My team conducted the FMEA analysis for the flashlight and identified the following failure
modes.
i) Stuck closed
This failure mode is related to the slide switch. It happens when the slide switch gets
stuck in position while turned on. This closes the electrical circuit permanently and hence the
flashlight remains permanently. This is a case where the flashlight is able to perform its
intended function (to produce sufficient light). However, the performance is unsatisfactory
since a flashlight that never goes off is undesirable. The detectability for this failure mode is
quite high but the probability of encountering such a situation is low. A partial solution to
this failure mode would involve the removal of the batteries (or one of them) to break the
path of conduction in order to turn off the flashlight. My team recommended the cleaning of
the switch contacts to remove possible corrosion to enable the slide to regain its smooth
operation
ii) Stuck open
Asset maintenance 12
Also related to the slide switch, this failure mode happens when the slide switch gets
stuck in position while turned off. This breaks the path of electrical conduction permanently
hence the flashlight remains off. In this case, the flashlight is unable to perform its intended
task and the level of severity is unacceptable since the flashlight fails to operate. The level of
detectability for this failure mode is equally high and action would need to be taken urgently
to solve the problem. A partial solution to this problem would be to short the switch contacts
momentarily which would complete the circuit to produce light. However, my team
recommended cleaning of the metallic switch contacts to remove any corrosion layers or any
substance that may be blocking the switch motion. Another possible solution would be to
replace the slide switch with a completely new one.
iii) Low power
This failure mode is less severe compared to the other two modes discussed before. The
torch is able to function only with minor concerns. The major effect is that the output of the
torch is dim and it may be impossible to see anything by the light depending on how dim the
light appears. The cause for this failure mode is due to the battery level dropping below the
normal operating level (usually 1.5 volts). The battery level drops depending on the
frequency of the use of the torch. The higher the frequency the faster the batteries get
depleted. The detectability of this failure mode is remote since dim light can also be due to
other causes such as loose contact between the batteries and the spring or corrosion of the
spring. My team recommended replacing the batteries with new ones to address this problem.
It was also recommended to regularly inspect the batteries to avoid leakage which would
corrode the metallic parts of the flashlight.
Also related to the slide switch, this failure mode happens when the slide switch gets
stuck in position while turned off. This breaks the path of electrical conduction permanently
hence the flashlight remains off. In this case, the flashlight is unable to perform its intended
task and the level of severity is unacceptable since the flashlight fails to operate. The level of
detectability for this failure mode is equally high and action would need to be taken urgently
to solve the problem. A partial solution to this problem would be to short the switch contacts
momentarily which would complete the circuit to produce light. However, my team
recommended cleaning of the metallic switch contacts to remove any corrosion layers or any
substance that may be blocking the switch motion. Another possible solution would be to
replace the slide switch with a completely new one.
iii) Low power
This failure mode is less severe compared to the other two modes discussed before. The
torch is able to function only with minor concerns. The major effect is that the output of the
torch is dim and it may be impossible to see anything by the light depending on how dim the
light appears. The cause for this failure mode is due to the battery level dropping below the
normal operating level (usually 1.5 volts). The battery level drops depending on the
frequency of the use of the torch. The higher the frequency the faster the batteries get
depleted. The detectability of this failure mode is remote since dim light can also be due to
other causes such as loose contact between the batteries and the spring or corrosion of the
spring. My team recommended replacing the batteries with new ones to address this problem.
It was also recommended to regularly inspect the batteries to avoid leakage which would
corrode the metallic parts of the flashlight.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 14
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.