Assignment On Literature Planner
VerifiedAdded on 2022/09/23
|5
|1601
|31
Assignment
AI Summary
Contribute Materials
Your contribution can guide someone’s learning journey. Share your
documents today.
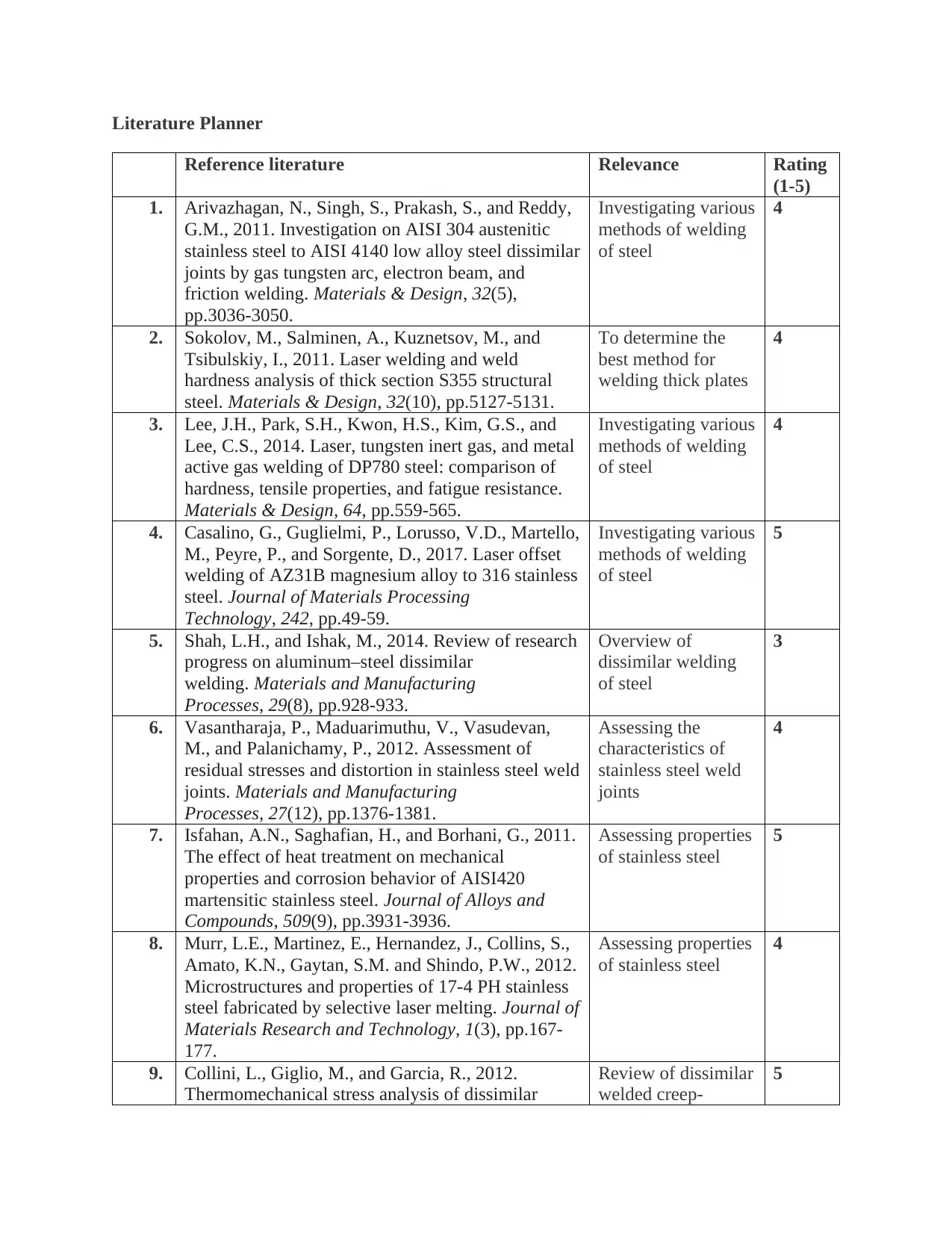
Literature Planner
Reference literature Relevance Rating
(1-5)
1. Arivazhagan, N., Singh, S., Prakash, S., and Reddy,
G.M., 2011. Investigation on AISI 304 austenitic
stainless steel to AISI 4140 low alloy steel dissimilar
joints by gas tungsten arc, electron beam, and
friction welding. Materials & Design, 32(5),
pp.3036-3050.
Investigating various
methods of welding
of steel
4
2. Sokolov, M., Salminen, A., Kuznetsov, M., and
Tsibulskiy, I., 2011. Laser welding and weld
hardness analysis of thick section S355 structural
steel. Materials & Design, 32(10), pp.5127-5131.
To determine the
best method for
welding thick plates
4
3. Lee, J.H., Park, S.H., Kwon, H.S., Kim, G.S., and
Lee, C.S., 2014. Laser, tungsten inert gas, and metal
active gas welding of DP780 steel: comparison of
hardness, tensile properties, and fatigue resistance.
Materials & Design, 64, pp.559-565.
Investigating various
methods of welding
of steel
4
4. Casalino, G., Guglielmi, P., Lorusso, V.D., Martello,
M., Peyre, P., and Sorgente, D., 2017. Laser offset
welding of AZ31B magnesium alloy to 316 stainless
steel. Journal of Materials Processing
Technology, 242, pp.49-59.
Investigating various
methods of welding
of steel
5
5. Shah, L.H., and Ishak, M., 2014. Review of research
progress on aluminum–steel dissimilar
welding. Materials and Manufacturing
Processes, 29(8), pp.928-933.
Overview of
dissimilar welding
of steel
3
6. Vasantharaja, P., Maduarimuthu, V., Vasudevan,
M., and Palanichamy, P., 2012. Assessment of
residual stresses and distortion in stainless steel weld
joints. Materials and Manufacturing
Processes, 27(12), pp.1376-1381.
Assessing the
characteristics of
stainless steel weld
joints
4
7. Isfahan, A.N., Saghafian, H., and Borhani, G., 2011.
The effect of heat treatment on mechanical
properties and corrosion behavior of AISI420
martensitic stainless steel. Journal of Alloys and
Compounds, 509(9), pp.3931-3936.
Assessing properties
of stainless steel
5
8. Murr, L.E., Martinez, E., Hernandez, J., Collins, S.,
Amato, K.N., Gaytan, S.M. and Shindo, P.W., 2012.
Microstructures and properties of 17-4 PH stainless
steel fabricated by selective laser melting. Journal of
Materials Research and Technology, 1(3), pp.167-
177.
Assessing properties
of stainless steel
4
9. Collini, L., Giglio, M., and Garcia, R., 2012.
Thermomechanical stress analysis of dissimilar
Review of dissimilar
welded creep-
5
Reference literature Relevance Rating
(1-5)
1. Arivazhagan, N., Singh, S., Prakash, S., and Reddy,
G.M., 2011. Investigation on AISI 304 austenitic
stainless steel to AISI 4140 low alloy steel dissimilar
joints by gas tungsten arc, electron beam, and
friction welding. Materials & Design, 32(5),
pp.3036-3050.
Investigating various
methods of welding
of steel
4
2. Sokolov, M., Salminen, A., Kuznetsov, M., and
Tsibulskiy, I., 2011. Laser welding and weld
hardness analysis of thick section S355 structural
steel. Materials & Design, 32(10), pp.5127-5131.
To determine the
best method for
welding thick plates
4
3. Lee, J.H., Park, S.H., Kwon, H.S., Kim, G.S., and
Lee, C.S., 2014. Laser, tungsten inert gas, and metal
active gas welding of DP780 steel: comparison of
hardness, tensile properties, and fatigue resistance.
Materials & Design, 64, pp.559-565.
Investigating various
methods of welding
of steel
4
4. Casalino, G., Guglielmi, P., Lorusso, V.D., Martello,
M., Peyre, P., and Sorgente, D., 2017. Laser offset
welding of AZ31B magnesium alloy to 316 stainless
steel. Journal of Materials Processing
Technology, 242, pp.49-59.
Investigating various
methods of welding
of steel
5
5. Shah, L.H., and Ishak, M., 2014. Review of research
progress on aluminum–steel dissimilar
welding. Materials and Manufacturing
Processes, 29(8), pp.928-933.
Overview of
dissimilar welding
of steel
3
6. Vasantharaja, P., Maduarimuthu, V., Vasudevan,
M., and Palanichamy, P., 2012. Assessment of
residual stresses and distortion in stainless steel weld
joints. Materials and Manufacturing
Processes, 27(12), pp.1376-1381.
Assessing the
characteristics of
stainless steel weld
joints
4
7. Isfahan, A.N., Saghafian, H., and Borhani, G., 2011.
The effect of heat treatment on mechanical
properties and corrosion behavior of AISI420
martensitic stainless steel. Journal of Alloys and
Compounds, 509(9), pp.3931-3936.
Assessing properties
of stainless steel
5
8. Murr, L.E., Martinez, E., Hernandez, J., Collins, S.,
Amato, K.N., Gaytan, S.M. and Shindo, P.W., 2012.
Microstructures and properties of 17-4 PH stainless
steel fabricated by selective laser melting. Journal of
Materials Research and Technology, 1(3), pp.167-
177.
Assessing properties
of stainless steel
4
9. Collini, L., Giglio, M., and Garcia, R., 2012.
Thermomechanical stress analysis of dissimilar
Review of dissimilar
welded creep-
5
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
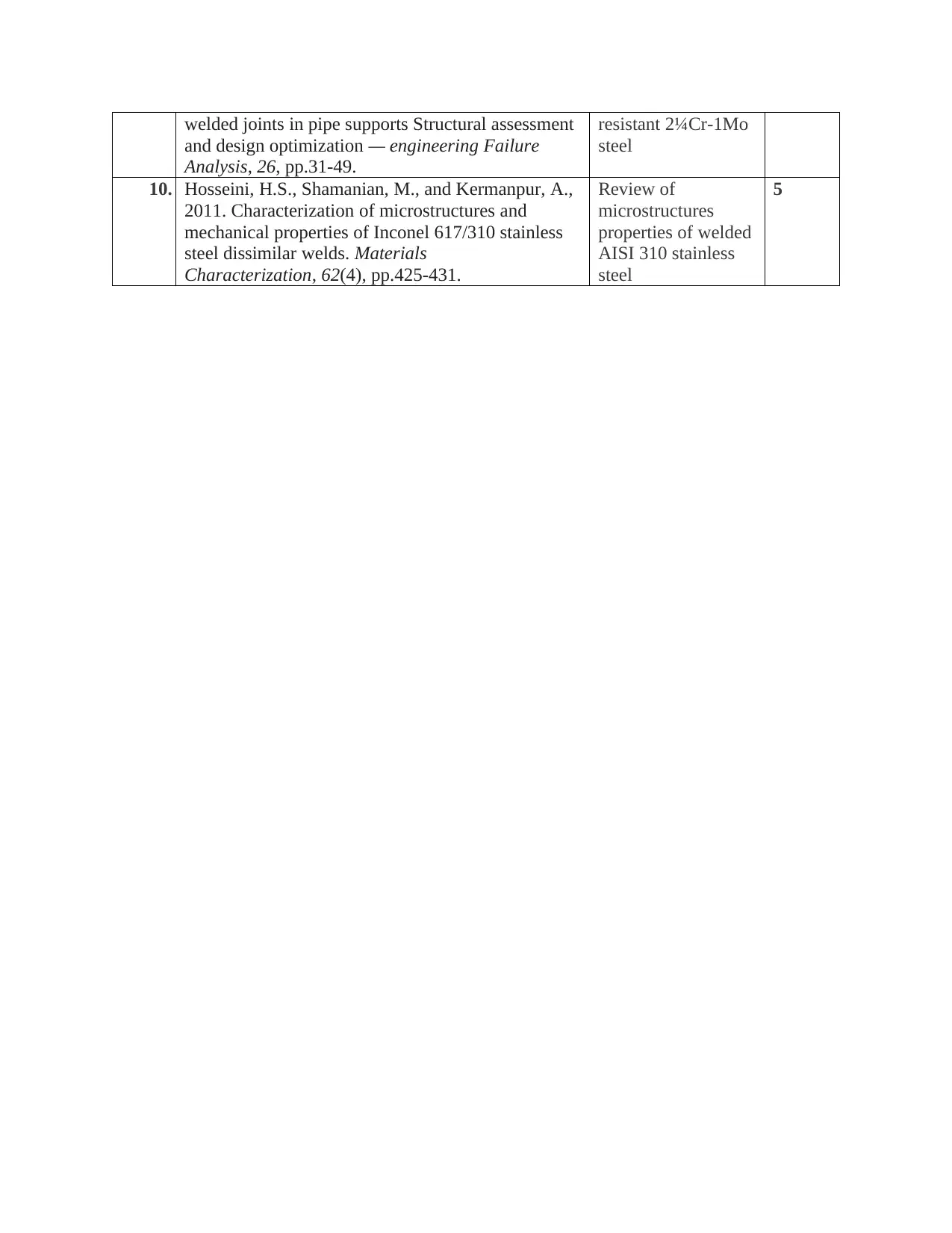
welded joints in pipe supports Structural assessment
and design optimization — engineering Failure
Analysis, 26, pp.31-49.
resistant 2¼Cr-1Mo
steel
10. Hosseini, H.S., Shamanian, M., and Kermanpur, A.,
2011. Characterization of microstructures and
mechanical properties of Inconel 617/310 stainless
steel dissimilar welds. Materials
Characterization, 62(4), pp.425-431.
Review of
microstructures
properties of welded
AISI 310 stainless
steel
5
and design optimization — engineering Failure
Analysis, 26, pp.31-49.
resistant 2¼Cr-1Mo
steel
10. Hosseini, H.S., Shamanian, M., and Kermanpur, A.,
2011. Characterization of microstructures and
mechanical properties of Inconel 617/310 stainless
steel dissimilar welds. Materials
Characterization, 62(4), pp.425-431.
Review of
microstructures
properties of welded
AISI 310 stainless
steel
5
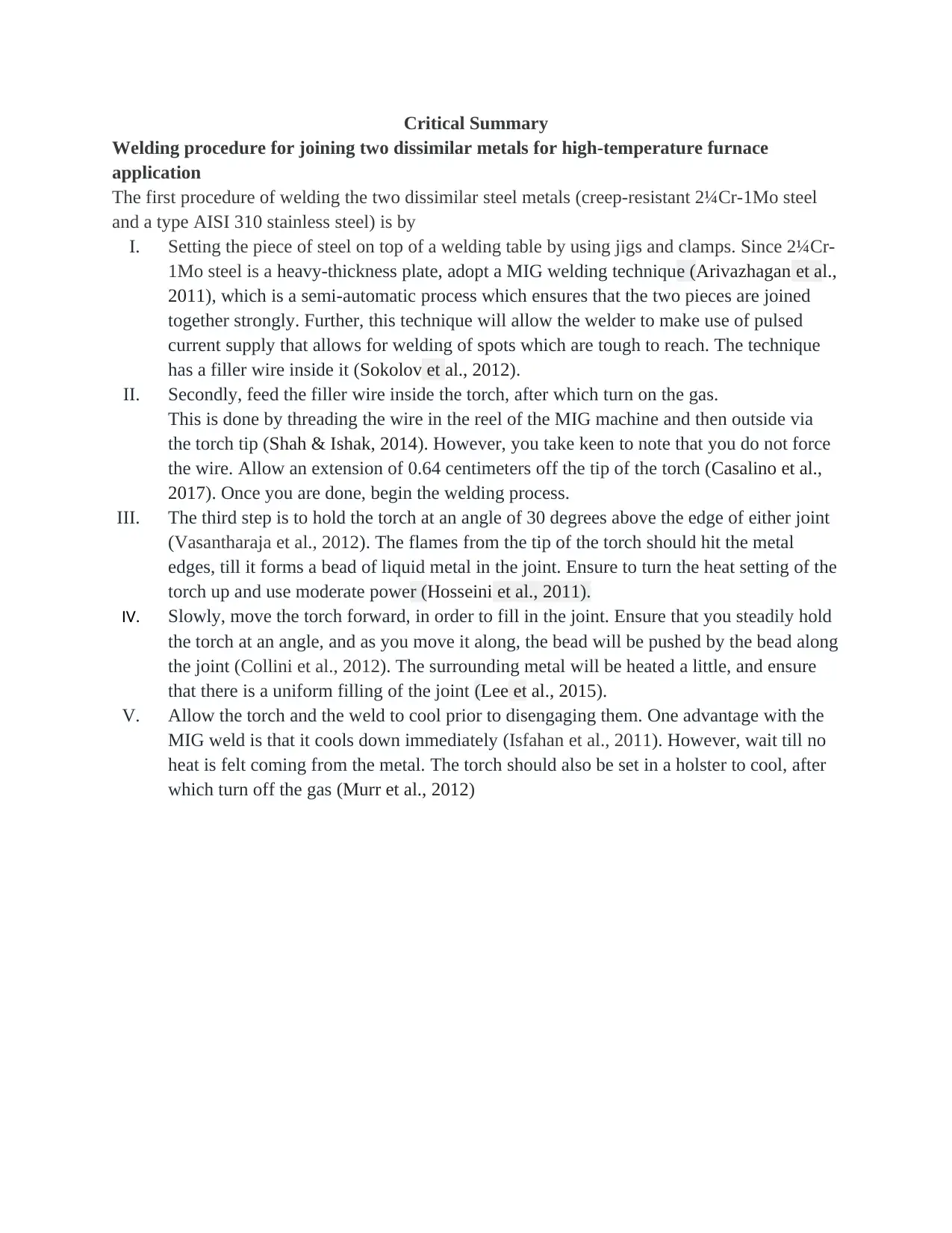
Critical Summary
Welding procedure for joining two dissimilar metals for high-temperature furnace
application
The first procedure of welding the two dissimilar steel metals (creep-resistant 2¼Cr-1Mo steel
and a type AISI 310 stainless steel) is by
I. Setting the piece of steel on top of a welding table by using jigs and clamps. Since 2¼Cr-
1Mo steel is a heavy-thickness plate, adopt a MIG welding technique (Arivazhagan et al.,
2011), which is a semi-automatic process which ensures that the two pieces are joined
together strongly. Further, this technique will allow the welder to make use of pulsed
current supply that allows for welding of spots which are tough to reach. The technique
has a filler wire inside it (Sokolov et al., 2012).
II. Secondly, feed the filler wire inside the torch, after which turn on the gas.
This is done by threading the wire in the reel of the MIG machine and then outside via
the torch tip (Shah & Ishak, 2014). However, you take keen to note that you do not force
the wire. Allow an extension of 0.64 centimeters off the tip of the torch (Casalino et al.,
2017). Once you are done, begin the welding process.
III. The third step is to hold the torch at an angle of 30 degrees above the edge of either joint
(Vasantharaja et al., 2012). The flames from the tip of the torch should hit the metal
edges, till it forms a bead of liquid metal in the joint. Ensure to turn the heat setting of the
torch up and use moderate power (Hosseini et al., 2011).
IV. Slowly, move the torch forward, in order to fill in the joint. Ensure that you steadily hold
the torch at an angle, and as you move it along, the bead will be pushed by the bead along
the joint (Collini et al., 2012). The surrounding metal will be heated a little, and ensure
that there is a uniform filling of the joint (Lee et al., 2015).
V. Allow the torch and the weld to cool prior to disengaging them. One advantage with the
MIG weld is that it cools down immediately (Isfahan et al., 2011). However, wait till no
heat is felt coming from the metal. The torch should also be set in a holster to cool, after
which turn off the gas (Murr et al., 2012)
Welding procedure for joining two dissimilar metals for high-temperature furnace
application
The first procedure of welding the two dissimilar steel metals (creep-resistant 2¼Cr-1Mo steel
and a type AISI 310 stainless steel) is by
I. Setting the piece of steel on top of a welding table by using jigs and clamps. Since 2¼Cr-
1Mo steel is a heavy-thickness plate, adopt a MIG welding technique (Arivazhagan et al.,
2011), which is a semi-automatic process which ensures that the two pieces are joined
together strongly. Further, this technique will allow the welder to make use of pulsed
current supply that allows for welding of spots which are tough to reach. The technique
has a filler wire inside it (Sokolov et al., 2012).
II. Secondly, feed the filler wire inside the torch, after which turn on the gas.
This is done by threading the wire in the reel of the MIG machine and then outside via
the torch tip (Shah & Ishak, 2014). However, you take keen to note that you do not force
the wire. Allow an extension of 0.64 centimeters off the tip of the torch (Casalino et al.,
2017). Once you are done, begin the welding process.
III. The third step is to hold the torch at an angle of 30 degrees above the edge of either joint
(Vasantharaja et al., 2012). The flames from the tip of the torch should hit the metal
edges, till it forms a bead of liquid metal in the joint. Ensure to turn the heat setting of the
torch up and use moderate power (Hosseini et al., 2011).
IV. Slowly, move the torch forward, in order to fill in the joint. Ensure that you steadily hold
the torch at an angle, and as you move it along, the bead will be pushed by the bead along
the joint (Collini et al., 2012). The surrounding metal will be heated a little, and ensure
that there is a uniform filling of the joint (Lee et al., 2015).
V. Allow the torch and the weld to cool prior to disengaging them. One advantage with the
MIG weld is that it cools down immediately (Isfahan et al., 2011). However, wait till no
heat is felt coming from the metal. The torch should also be set in a holster to cool, after
which turn off the gas (Murr et al., 2012)
References
Arivazhagan, N., Singh, S., Prakash, S., and Reddy, G.M., 2011. Investigation on AISI 304
austenitic stainless steel to AISI 4140 low alloy steel dissimilar joints by gas tungsten arc,
electron beam, and friction welding. Materials & Design, 32(5), pp.3036-3050.
Casalino, G., Guglielmi, P., Lorusso, V.D., Martello, M., Peyre, P., and Sorgente, D., 2017.
Laser offset welding of AZ31B magnesium alloy to 316 stainless steel. Journal of
Materials Processing Technology, 242, pp.49-59.
Collini, L., Giglio, M., and Garcia, R., 2012. Thermomechanical stress analysis of dissimilar
welded joints in pipe supports Structural assessment and design optimization —
engineering Failure Analysis, 26, pp.31-49.
Hosseini, H.S., Shamanian, M., and Kermanpur, A., 2011. Characterization of microstructures
and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Materials
Characterization, 62(4), pp.425-431.
Isfahan, A.N., Saghafian, H., and Borhani, G., 2011. The effect of heat treatment on mechanical
properties and corrosion behavior of AISI420 martensitic stainless steel. Journal of
Alloys and Compounds, 509(9), pp.3931-3936.
Lee, J.H., Park, S.H., Kwon, H.S., Kim, G.S., and Lee, C.S., 2014. Laser, tungsten inert gas, and
metal active gas welding of DP780 steel: comparison of hardness, tensile properties, and
fatigue resistance. Materials & Design, 64, pp.559-565.
Murr, L.E., Martinez, E., Hernandez, J., Collins, S., Amato, K.N., Gaytan, S.M. and Shindo,
P.W., 2012. Microstructures and properties of 17-4 PH stainless steel fabricated by
selective laser melting. Journal of Materials Research and Technology, 1(3), pp.167-177.
Shah, L.H., and Ishak, M., 2014. Review of research progress on aluminum–steel dissimilar
welding. Materials and Manufacturing Processes, 29(8), pp.928-933.
Sokolov, M., Salminen, A., Kuznetsov, M., and Tsibulskiy, I., 2011. Laser welding and weld
hardness analysis of thick section S355 structural steel. Materials & Design, 32(10),
pp.5127-5131.
Vasantharaja, P., Maduarimuthu, V., Vasudevan, M., and Palanichamy, P., 2012. Assessment of
residual stresses and distortion in stainless steel weld joints. Materials and Manufacturing
Processes, 27(12), pp.1376-1381.
Arivazhagan, N., Singh, S., Prakash, S., and Reddy, G.M., 2011. Investigation on AISI 304
austenitic stainless steel to AISI 4140 low alloy steel dissimilar joints by gas tungsten arc,
electron beam, and friction welding. Materials & Design, 32(5), pp.3036-3050.
Casalino, G., Guglielmi, P., Lorusso, V.D., Martello, M., Peyre, P., and Sorgente, D., 2017.
Laser offset welding of AZ31B magnesium alloy to 316 stainless steel. Journal of
Materials Processing Technology, 242, pp.49-59.
Collini, L., Giglio, M., and Garcia, R., 2012. Thermomechanical stress analysis of dissimilar
welded joints in pipe supports Structural assessment and design optimization —
engineering Failure Analysis, 26, pp.31-49.
Hosseini, H.S., Shamanian, M., and Kermanpur, A., 2011. Characterization of microstructures
and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Materials
Characterization, 62(4), pp.425-431.
Isfahan, A.N., Saghafian, H., and Borhani, G., 2011. The effect of heat treatment on mechanical
properties and corrosion behavior of AISI420 martensitic stainless steel. Journal of
Alloys and Compounds, 509(9), pp.3931-3936.
Lee, J.H., Park, S.H., Kwon, H.S., Kim, G.S., and Lee, C.S., 2014. Laser, tungsten inert gas, and
metal active gas welding of DP780 steel: comparison of hardness, tensile properties, and
fatigue resistance. Materials & Design, 64, pp.559-565.
Murr, L.E., Martinez, E., Hernandez, J., Collins, S., Amato, K.N., Gaytan, S.M. and Shindo,
P.W., 2012. Microstructures and properties of 17-4 PH stainless steel fabricated by
selective laser melting. Journal of Materials Research and Technology, 1(3), pp.167-177.
Shah, L.H., and Ishak, M., 2014. Review of research progress on aluminum–steel dissimilar
welding. Materials and Manufacturing Processes, 29(8), pp.928-933.
Sokolov, M., Salminen, A., Kuznetsov, M., and Tsibulskiy, I., 2011. Laser welding and weld
hardness analysis of thick section S355 structural steel. Materials & Design, 32(10),
pp.5127-5131.
Vasantharaja, P., Maduarimuthu, V., Vasudevan, M., and Palanichamy, P., 2012. Assessment of
residual stresses and distortion in stainless steel weld joints. Materials and Manufacturing
Processes, 27(12), pp.1376-1381.
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Mind mapping
Setting the piece of steel on top of a welding table
feeding the filler wire inside the torch,
welding table
turn on the gas welding table
begin the welding process.
hold the torch at an angle of 30 degrees
Slowly, move the torch forward to
fill in the joint.
Allow the torch and the weld to cool.
Turn off the
gas
Setting the piece of steel on top of a welding table
feeding the filler wire inside the torch,
welding table
turn on the gas welding table
begin the welding process.
hold the torch at an angle of 30 degrees
Slowly, move the torch forward to
fill in the joint.
Allow the torch and the weld to cool.
Turn off the
gas
1 out of 5
Related Documents

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.