MP4702 Advanced Materials: Creep, TTT, and Material Selection Task
VerifiedAdded on 2023/05/28
|13
|2048
|471
Homework Assignment
AI Summary
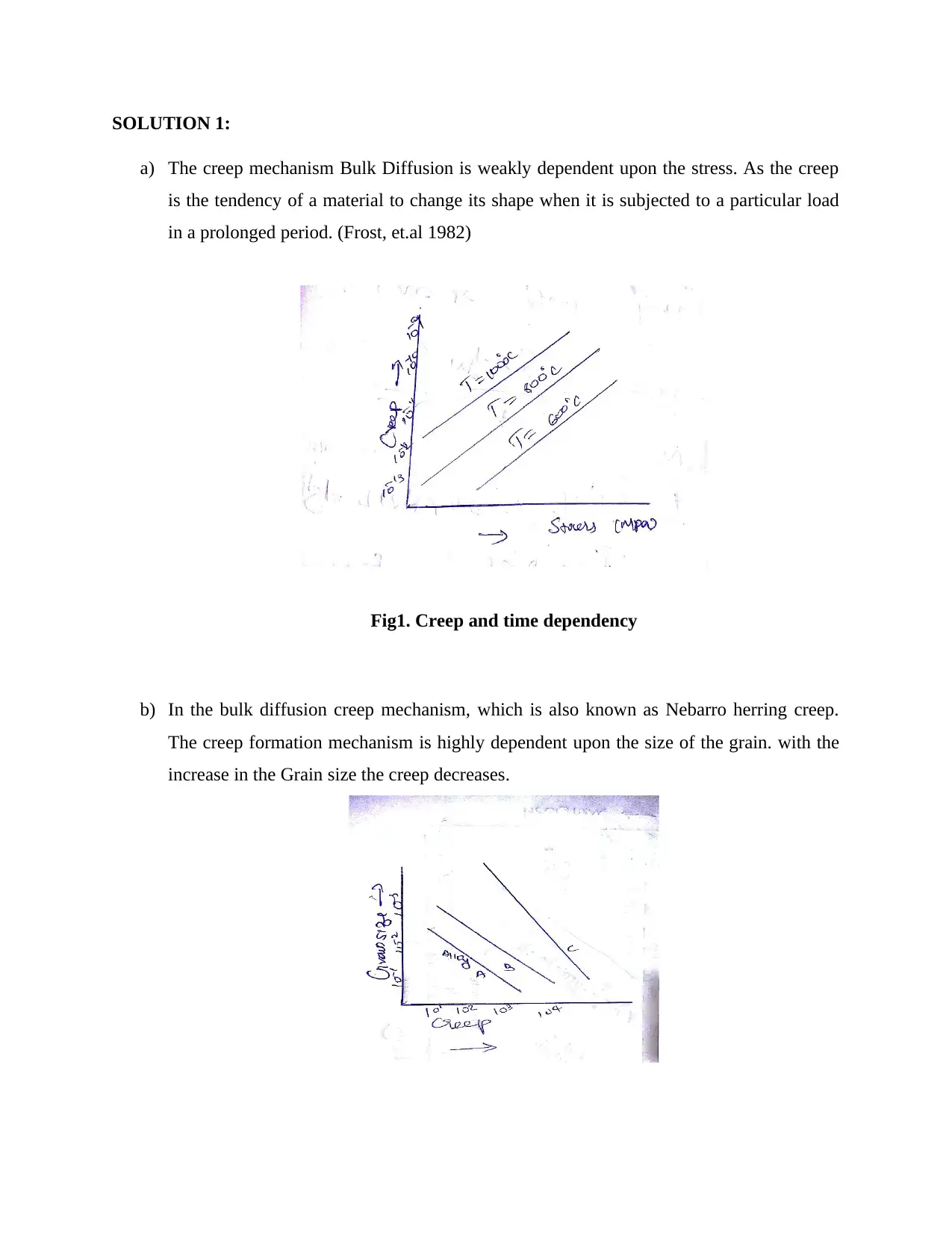
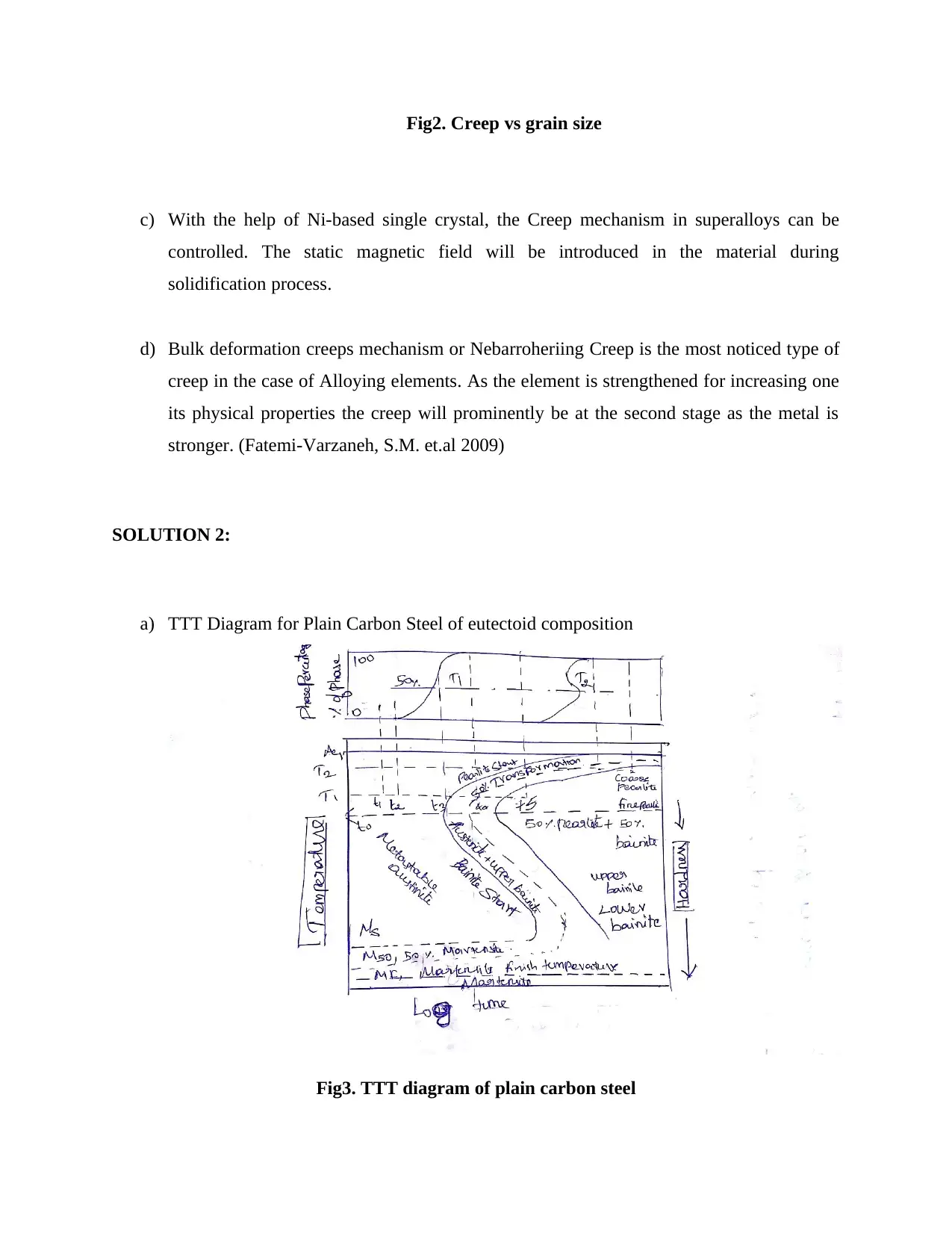
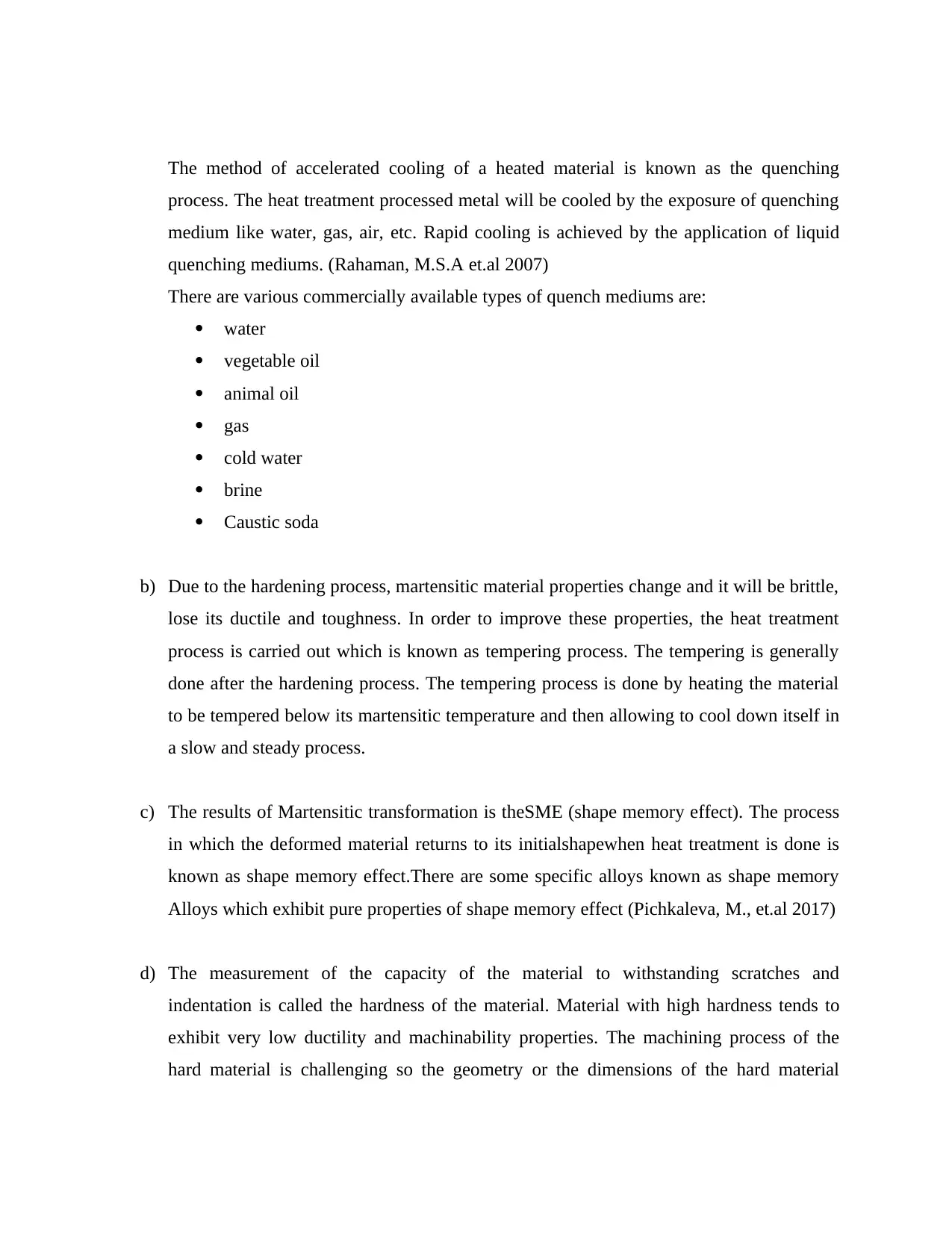
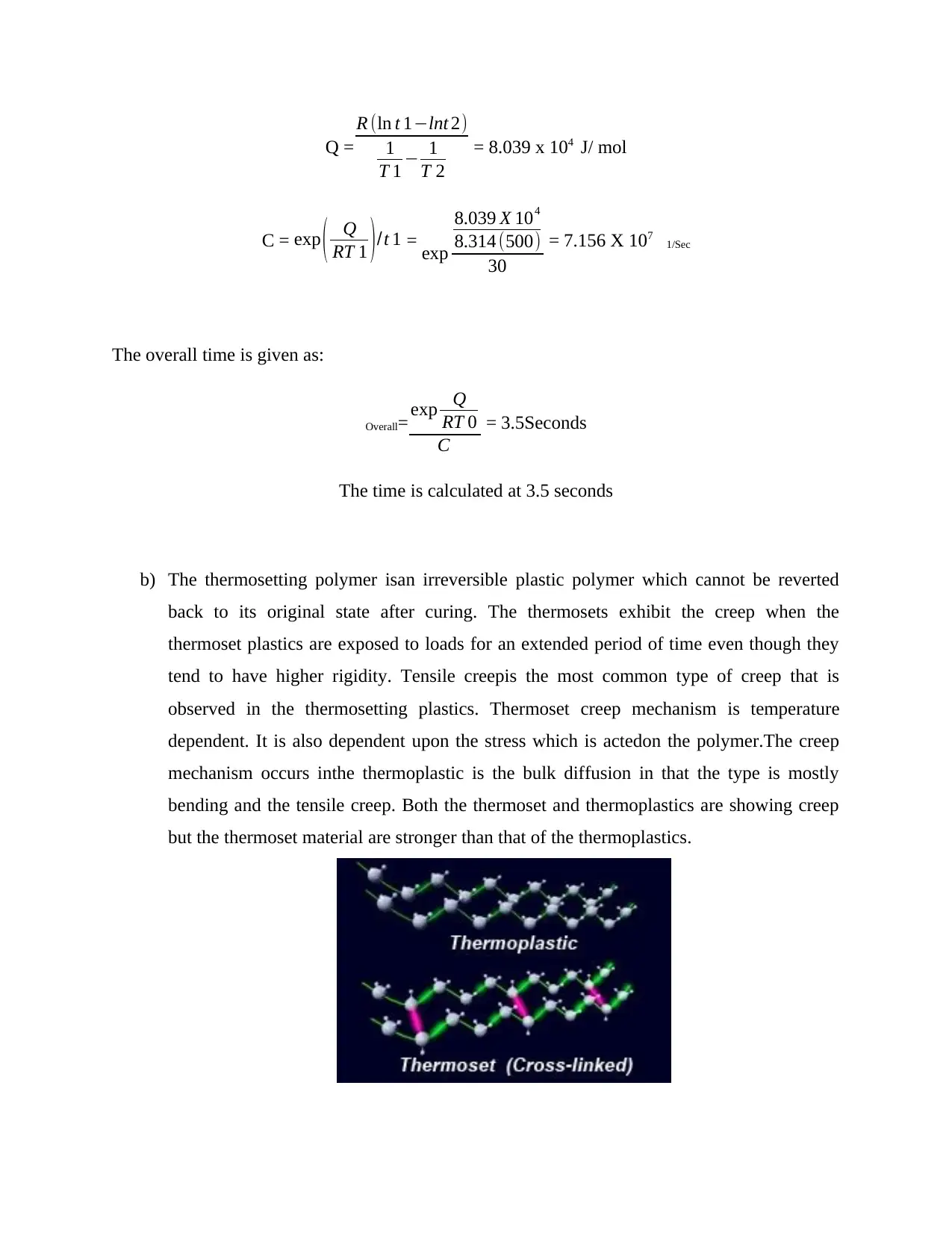
This assignment solution covers several key concepts in materials science and engineering. It begins by discussing creep mechanisms, specifically bulk diffusion, and its dependence on stress and grain size. The solution then explores how single crystal parts and alloying elements affect creep. The second question focuses on TTT diagrams for plain carbon steel, explaining quenching and tempering processes, martensitic transformation, and hardenability. Strategies to increase transformation without changing geometry are also discussed. Finally, the solution addresses a material selection problem involving a truck suspension system, outlining objectives, constraints, and free variables for mass reduction. It includes mathematical representations for stiffness, deflection, and material indices, culminating in material selection based on performance and fracture toughness. The document concludes with a discussion of thermosetting polymers, their creep behavior, and a comparison with thermoplastics, and a connecting rod design problem focusing on constraints, objectives, and material selection criteria.



1 out of 13
Related Documents





Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.