MP4702 Advanced Materials: Creep, Steel Transformation & Selection
VerifiedAdded on 2023/05/28
|11
|2223
|60
Homework Assignment
AI Summary
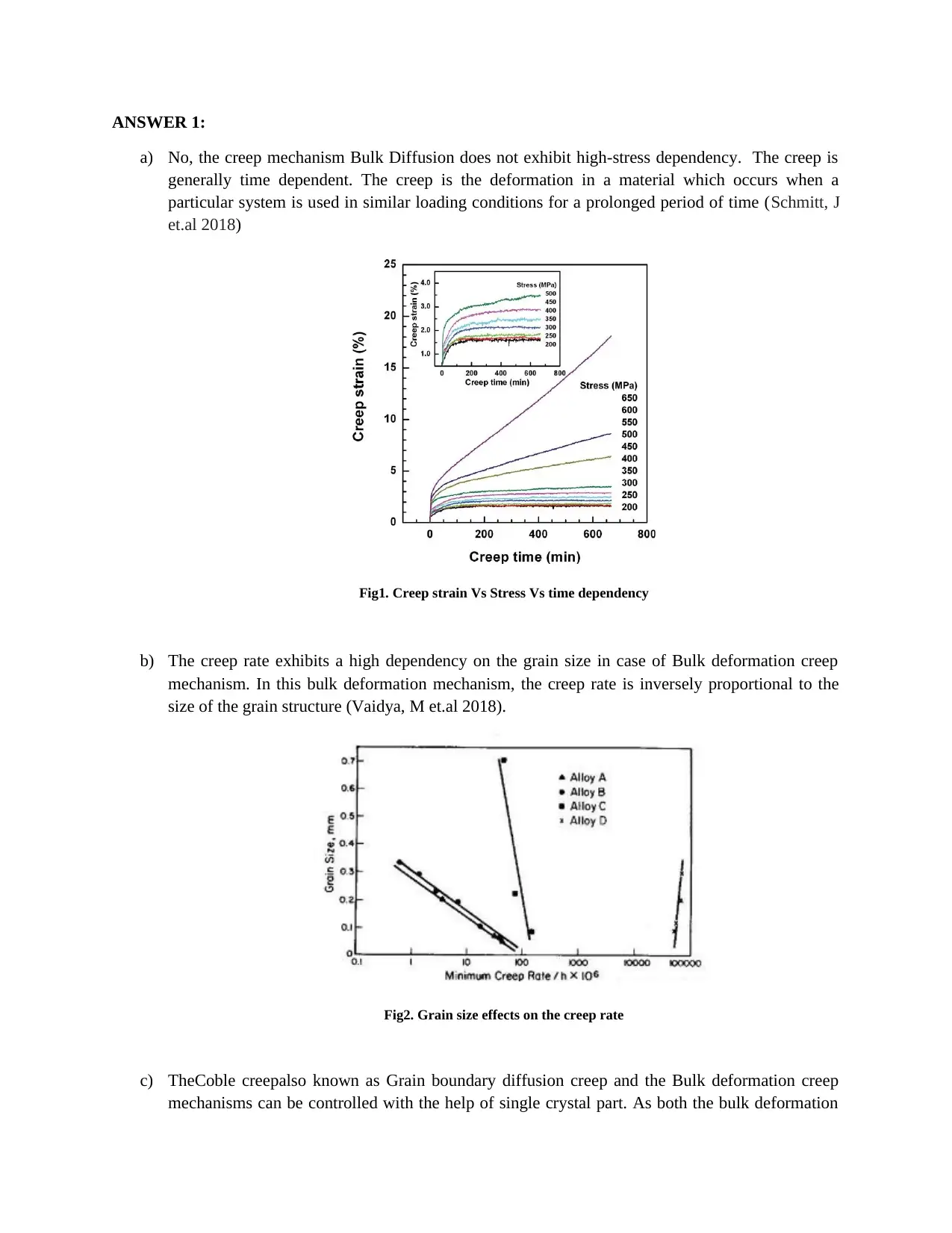
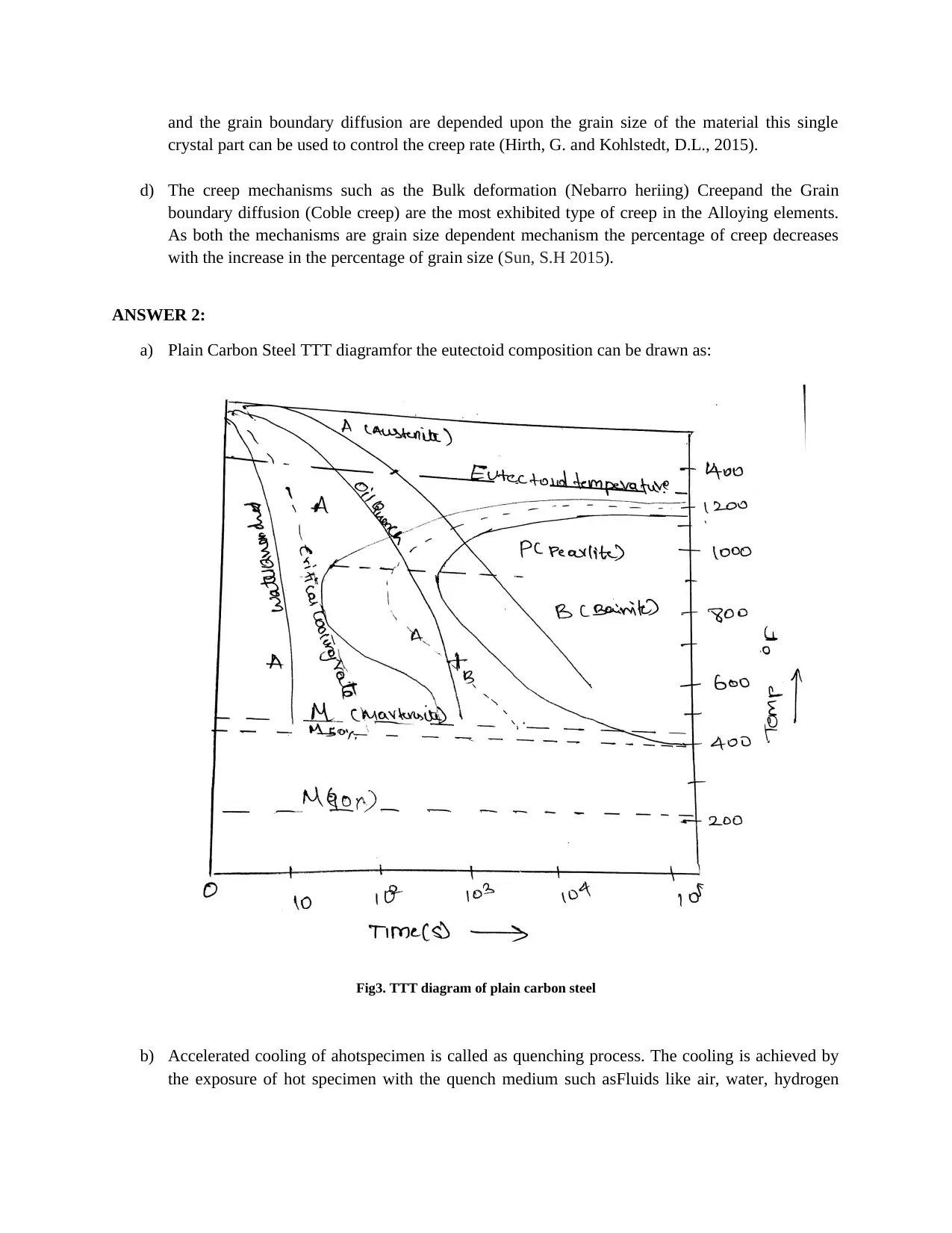
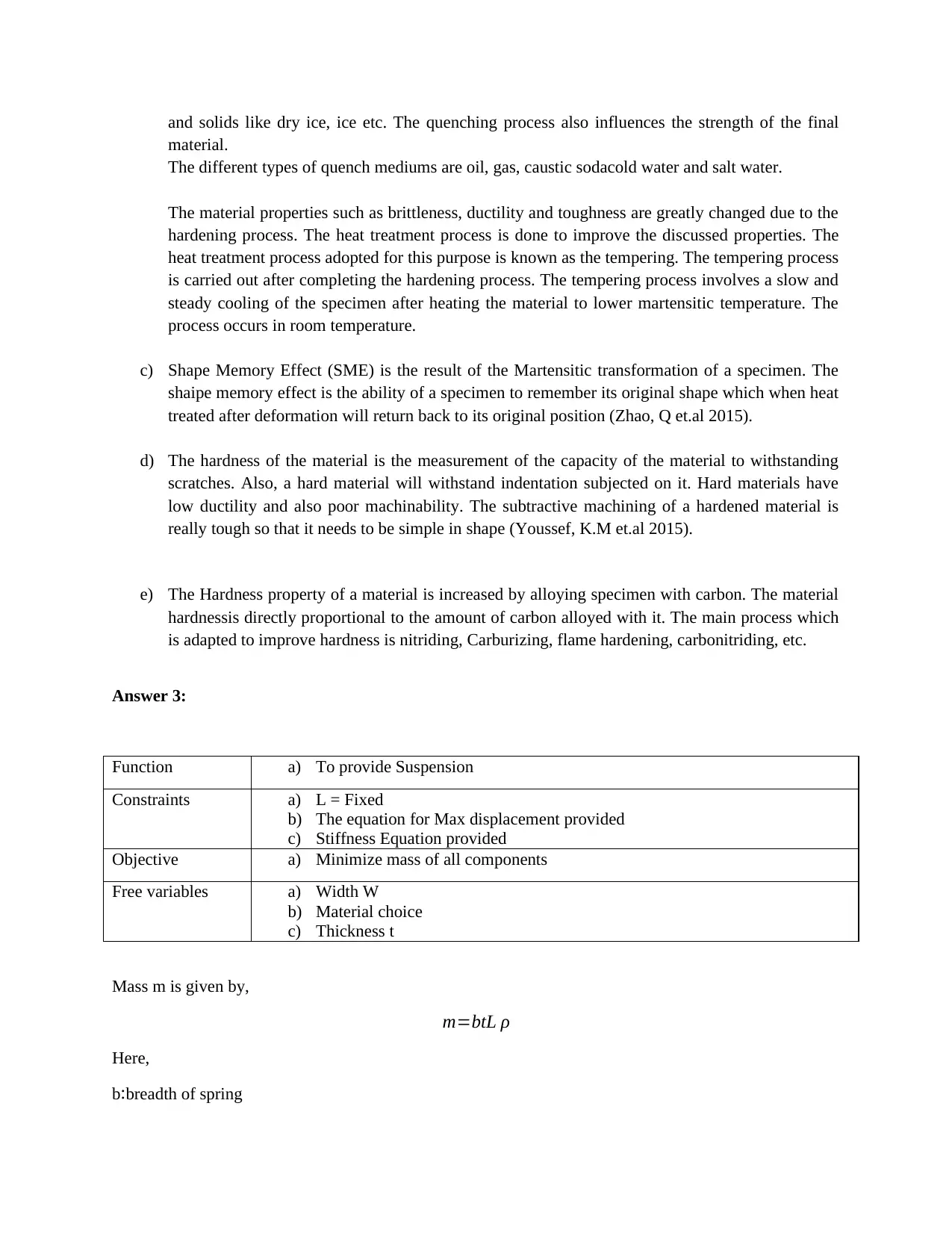
This assignment covers several key topics in materials science and engineering, including creep mechanisms (bulk diffusion, Coble creep), steel transformation diagrams (TTT diagrams, quenching, tempering, martensitic transformation), shape memory effect, hardness, and material selection for a connecting rod design. The student provides detailed explanations and calculations related to creep dependency on stress and grain size, methods to control creep, TTT diagram construction and interpretation, the impact of quenching and tempering on steel properties, the factors affecting hardenability, the principles behind shape memory effect, methods to improve hardness, and the design considerations for a connecting rod including constraints, objectives, free variables, mass equations, and material indices for fatigue and buckling. The assignment includes relevant diagrams and equations to support the explanations and calculations.




1 out of 11
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.