Biomass Report: Densification, Variables, and Feedstock Analysis
VerifiedAdded on 2020/03/16
|47
|11576
|50
Report
AI Summary
This report provides a detailed analysis of biomass, focusing on its densification process. It begins with an introduction to biomass, its sources, and potential as a renewable energy source. The report then delves into biomass densification, explaining its importance for storage, handling, and transportation. It covers various densification methods like pelletizing and extrusion, highlighting their benefits. The literature review section examines previous studies on biomass densification, discussing process and feedstock variables that influence the process. The report further explores pretreatment methods for biomass, including physical and chemical treatments. It concludes with a discussion on the physical and chemical properties of feedstock and their impact on the densification process, along with the gross calorific values of feedstock and the physical properties of ground and conditioned feedstock. The report emphasizes the significance of biomass densification for generating dense fuel and its potential applications in the energy sector and animal feed.

Running head: BIOMASS
Biomass
Name of the Student
Name of the University
Author’s note
Biomass
Name of the Student
Name of the University
Author’s note
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
BIOMASS
Table of Contents
Introduction................................................................................................................................3
1. Biomass...........................................................................................................................3
2. Biomass Densification....................................................................................................5
Literature Review.......................................................................................................................9
1. Literature Review............................................................................................................9
2. Studies Related to Previous Biomass Densification Process..........................................9
3. Variables Influencing Biomass Densification...............................................................10
3.1 Process Variables...................................................................................................11
3.2 Feedstock or Material Variables............................................................................14
Chapter 3:.................................................................................................................................24
Pretreatment of biomass:..........................................................................................................24
Physical pretreatment:..............................................................................................................24
Chemical pretreatment:............................................................................................................26
1. Compression..................................................................................................................38
2. Relaxation.....................................................................................................................39
3. Pellet Extrusion.............................................................................................................40
4. Pellet Density and dimensional Expansion...................................................................41
Results and Conclusions..........................................................................................................42
5. Physical Properties of Feedstock..................................................................................42
2
Table of Contents
Introduction................................................................................................................................3
1. Biomass...........................................................................................................................3
2. Biomass Densification....................................................................................................5
Literature Review.......................................................................................................................9
1. Literature Review............................................................................................................9
2. Studies Related to Previous Biomass Densification Process..........................................9
3. Variables Influencing Biomass Densification...............................................................10
3.1 Process Variables...................................................................................................11
3.2 Feedstock or Material Variables............................................................................14
Chapter 3:.................................................................................................................................24
Pretreatment of biomass:..........................................................................................................24
Physical pretreatment:..............................................................................................................24
Chemical pretreatment:............................................................................................................26
1. Compression..................................................................................................................38
2. Relaxation.....................................................................................................................39
3. Pellet Extrusion.............................................................................................................40
4. Pellet Density and dimensional Expansion...................................................................41
Results and Conclusions..........................................................................................................42
5. Physical Properties of Feedstock..................................................................................42
2
BIOMASS
6. Chemical Composition of Feedstock............................................................................42
7. Gross Calorific Values of Feedstock.............................................................................43
8. Physical Properties of Ground and Conditioned Feedstock..........................................43
9. Conclusions...................................................................................................................44
3
6. Chemical Composition of Feedstock............................................................................42
7. Gross Calorific Values of Feedstock.............................................................................43
8. Physical Properties of Ground and Conditioned Feedstock..........................................43
9. Conclusions...................................................................................................................44
3
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
BIOMASS
Chapter 1
Introduction
1. Biomass
The biological material that is derived from the byproducts of left over of living
organisms is known as biomass. Generally the byproducts of plants are regarded as an
excellent source of biomass proving sustainable source of energy. However, at times,
biomass can also be derived from products which are derived from animal source such as
manures or fats. In this thesis, the biomass will solely concentrate on the products that have
been derived from the plant based material.
The huge biomass derived from the forest and agricultural industries remain utilized.
This unutilized biomass has high potential to generating processed fuel. It can thus be
regarded as an important source of renewable energy.
The agricultural source of biomass is mostly collected from the residue of crops
which are harvested and then simultaneously processed. If the famers are made to aware
about the renewable use of these resources and their economic value, they would have at once
embrace them and make use of them. However, due to the lack of awareness, these
economically important byproducts of agriculture are left utilized in spite of using them as an
important source of generating sustainable use of energy. After the corn gets harvested, it is
removed from the stalk. In the first step, the corn goes for further processing while the stalk is
left behind, unused. Farmers consider this stalk as an organic residue of corn processing and
4
Chapter 1
Introduction
1. Biomass
The biological material that is derived from the byproducts of left over of living
organisms is known as biomass. Generally the byproducts of plants are regarded as an
excellent source of biomass proving sustainable source of energy. However, at times,
biomass can also be derived from products which are derived from animal source such as
manures or fats. In this thesis, the biomass will solely concentrate on the products that have
been derived from the plant based material.
The huge biomass derived from the forest and agricultural industries remain utilized.
This unutilized biomass has high potential to generating processed fuel. It can thus be
regarded as an important source of renewable energy.
The agricultural source of biomass is mostly collected from the residue of crops
which are harvested and then simultaneously processed. If the famers are made to aware
about the renewable use of these resources and their economic value, they would have at once
embrace them and make use of them. However, due to the lack of awareness, these
economically important byproducts of agriculture are left utilized in spite of using them as an
important source of generating sustainable use of energy. After the corn gets harvested, it is
removed from the stalk. In the first step, the corn goes for further processing while the stalk is
left behind, unused. Farmers consider this stalk as an organic residue of corn processing and
4
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
BIOMASS
give them no economic value. They left them as it is in the field for decomposition until they
use the field for next cycle of cultivation. These decomposed stalks serve as an natural source
of fertilizers. It replenishes the soil, increases its fertility. Certain farmers, who burns this
stalk upon harvesting thus negating the chances of it use as fertilizer. Significant approaches
are required to be undertaken in order to use these stalk as an important source of biomass for
the generation of dense fuel. Via abiding this approach, a new market can be framed for the
farmers where they can make use of something which is others wise being wasted. This same
renewable concept can be implemented in the forest industry. The savings and clippings
which are generated from the processing of raw timber into lumber are be effectively used in
several other applications. If there are no more application left from utilization of these
clippings and shavings then they can be used as potential biomass.
The biomass serves as an ineffective source of fuel when it is collected in the form of
residue, directly from the fields or forest or as saw from the mills. When they are treated
under high heat via burning inside a furnace, they become useful source of electricity
production. The raw state of the biomass can be defined to high in terms of void fraction and
low in the level of calorific value and hardness. Therefore, the biomass needs to be processed
effectively in order to reduce its ineffectual characteristics. The biomass when densified can
be used as an effective source of fuel or source of generation of electric power.
5
give them no economic value. They left them as it is in the field for decomposition until they
use the field for next cycle of cultivation. These decomposed stalks serve as an natural source
of fertilizers. It replenishes the soil, increases its fertility. Certain farmers, who burns this
stalk upon harvesting thus negating the chances of it use as fertilizer. Significant approaches
are required to be undertaken in order to use these stalk as an important source of biomass for
the generation of dense fuel. Via abiding this approach, a new market can be framed for the
farmers where they can make use of something which is others wise being wasted. This same
renewable concept can be implemented in the forest industry. The savings and clippings
which are generated from the processing of raw timber into lumber are be effectively used in
several other applications. If there are no more application left from utilization of these
clippings and shavings then they can be used as potential biomass.
The biomass serves as an ineffective source of fuel when it is collected in the form of
residue, directly from the fields or forest or as saw from the mills. When they are treated
under high heat via burning inside a furnace, they become useful source of electricity
production. The raw state of the biomass can be defined to high in terms of void fraction and
low in the level of calorific value and hardness. Therefore, the biomass needs to be processed
effectively in order to reduce its ineffectual characteristics. The biomass when densified can
be used as an effective source of fuel or source of generation of electric power.
5

BIOMASS
2. Biomass Densification
Due to the bulky density of the biomass, it cannot be easily stored, handled and
transported and hence rendering ease of processing. The lowest density of biomass amounts
to about 40 Kg per meter cube like loose bagasse and straw. The highest level of biomass
density scores for wood residues measuring about 250 Kg per meter cube (Tripathi et al.,
1998). Thus from densification, there can occur gain 2 to 10 times of the bulk density.
Mechanical pressure is employed for the densification of the biomass. It reduce the overall
volume of the biological matter making it suitable for easy handling, transportation and
proper storage in comparison to the original unprocessed material. This process of
mechanical processing is known as agglomeration. It is the most general process of biomass
processing which involves the participation f independent and discrete particles. The process,
brings this independent particle together in contact and thereby facilitating interparticle
6
2. Biomass Densification
Due to the bulky density of the biomass, it cannot be easily stored, handled and
transported and hence rendering ease of processing. The lowest density of biomass amounts
to about 40 Kg per meter cube like loose bagasse and straw. The highest level of biomass
density scores for wood residues measuring about 250 Kg per meter cube (Tripathi et al.,
1998). Thus from densification, there can occur gain 2 to 10 times of the bulk density.
Mechanical pressure is employed for the densification of the biomass. It reduce the overall
volume of the biological matter making it suitable for easy handling, transportation and
proper storage in comparison to the original unprocessed material. This process of
mechanical processing is known as agglomeration. It is the most general process of biomass
processing which involves the participation f independent and discrete particles. The process,
brings this independent particle together in contact and thereby facilitating interparticle
6
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
BIOMASS
adhesion. This adhesion occurs under the application of external forces which promote proper
structure rearrangements (Hogg 1992).
Densification of biomass can be defined as the process of promotion of agglomeration
where presse is applied to compress two particles together, producing a smaller version. The
concentional process which is utilised in the process of densification of the biomass can be
classified in to three different types. These are mainly pelletizing, extrusion and roll
briquetting (Li and Liu 2000). The process of extrusion deals with forceful passage of the
material through die under the application of high pressure. This process is typically exerted
on the product via the use of tapered screw. This briquetting process use a typical roll to
compress the material that is passing in between the two rolls. The size and shape of the
compact material thus generated depends on the surface geometery of the pair of rolls. The
ground material is generally forced with an internall roller and is made to pass through
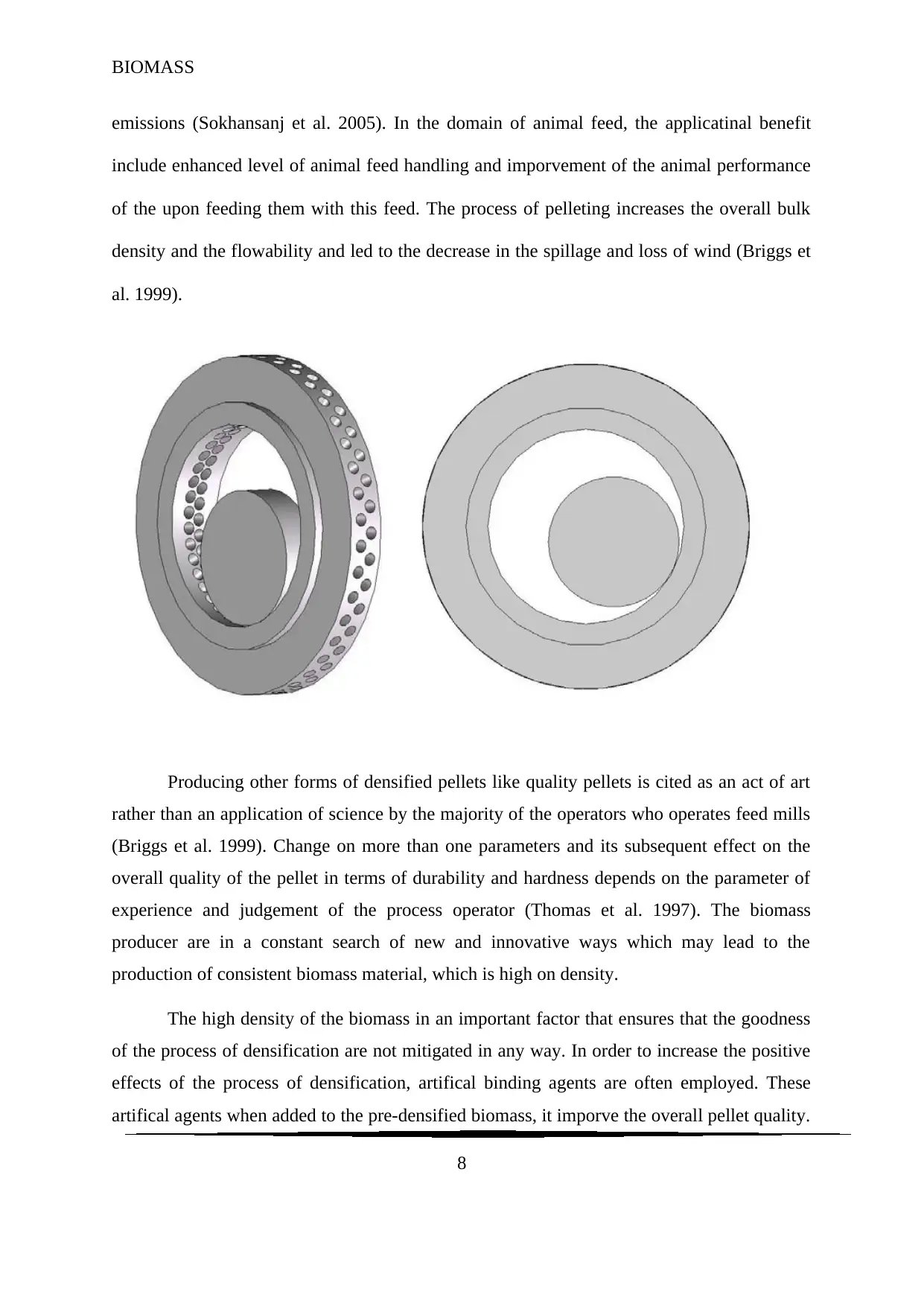
cylindrical dies present in an external ring. This special process of processing are mainly
pelletizing (pelleting) or speaking which lead to the production of compact pellet. In this
process of study, the principal densification process of interest os pelleting.
There are several beneifts of biomass densification and this includes,, ease of
transportation, hassle-free handling, increase in the volumertic or calorific value.
Densification also produces clear and unform fuel which is stable. This fuel can be further
refine via the application of more improved process (Granada et al. 2002).
According to Li and Liu 2000, the process of biomass feedstocks densification uplifts
the process of fuel feeding into co-fired power plants like coal mines. Moreover, the process
of combustion of uniformly sized and dense or granulated biomass can be specifically
manipulated in comparison to loosed or low bulk density biomass thus, reducing the probable
7
adhesion. This adhesion occurs under the application of external forces which promote proper
structure rearrangements (Hogg 1992).
Densification of biomass can be defined as the process of promotion of agglomeration
where presse is applied to compress two particles together, producing a smaller version. The
concentional process which is utilised in the process of densification of the biomass can be
classified in to three different types. These are mainly pelletizing, extrusion and roll
briquetting (Li and Liu 2000). The process of extrusion deals with forceful passage of the
material through die under the application of high pressure. This process is typically exerted
on the product via the use of tapered screw. This briquetting process use a typical roll to
compress the material that is passing in between the two rolls. The size and shape of the
compact material thus generated depends on the surface geometery of the pair of rolls. The
ground material is generally forced with an internall roller and is made to pass through
cylindrical dies present in an external ring. This special process of processing are mainly
pelletizing (pelleting) or speaking which lead to the production of compact pellet. In this
process of study, the principal densification process of interest os pelleting.
There are several beneifts of biomass densification and this includes,, ease of
transportation, hassle-free handling, increase in the volumertic or calorific value.
Densification also produces clear and unform fuel which is stable. This fuel can be further
refine via the application of more improved process (Granada et al. 2002).
According to Li and Liu 2000, the process of biomass feedstocks densification uplifts
the process of fuel feeding into co-fired power plants like coal mines. Moreover, the process
of combustion of uniformly sized and dense or granulated biomass can be specifically
manipulated in comparison to loosed or low bulk density biomass thus, reducing the probable
7
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
BIOMASS
emissions (Sokhansanj et al. 2005). In the domain of animal feed, the applicatinal benefit
include enhanced level of animal feed handling and imporvement of the animal performance
of the upon feeding them with this feed. The process of pelleting increases the overall bulk
density and the flowability and led to the decrease in the spillage and loss of wind (Briggs et
al. 1999).
Producing other forms of densified pellets like quality pellets is cited as an act of art
rather than an application of science by the majority of the operators who operates feed mills
(Briggs et al. 1999). Change on more than one parameters and its subsequent effect on the
overall quality of the pellet in terms of durability and hardness depends on the parameter of
experience and judgement of the process operator (Thomas et al. 1997). The biomass
producer are in a constant search of new and innovative ways which may lead to the
production of consistent biomass material, which is high on density.
The high density of the biomass in an important factor that ensures that the goodness
of the process of densification are not mitigated in any way. In order to increase the positive
effects of the process of densification, artifical binding agents are often employed. These
artifical agents when added to the pre-densified biomass, it imporve the overall pellet quality.
8
emissions (Sokhansanj et al. 2005). In the domain of animal feed, the applicatinal benefit
include enhanced level of animal feed handling and imporvement of the animal performance
of the upon feeding them with this feed. The process of pelleting increases the overall bulk
density and the flowability and led to the decrease in the spillage and loss of wind (Briggs et
al. 1999).
Producing other forms of densified pellets like quality pellets is cited as an act of art
rather than an application of science by the majority of the operators who operates feed mills
(Briggs et al. 1999). Change on more than one parameters and its subsequent effect on the
overall quality of the pellet in terms of durability and hardness depends on the parameter of
experience and judgement of the process operator (Thomas et al. 1997). The biomass
producer are in a constant search of new and innovative ways which may lead to the
production of consistent biomass material, which is high on density.
The high density of the biomass in an important factor that ensures that the goodness
of the process of densification are not mitigated in any way. In order to increase the positive
effects of the process of densification, artifical binding agents are often employed. These
artifical agents when added to the pre-densified biomass, it imporve the overall pellet quality.
8

BIOMASS
Several research studies have shown that even in the absence of the use of the artifical
binding agents, the grinds of the biomass bind well (Shaw and Tabil 2005). These process of
feedstocks that employs the use of natural binding agent enables the biomass to exhibit their
preferential qualities after the process of densification. The mechanism by which the biomass
particles and processed and ben extensively studies. However, the natural biochemical
behaviour employed during the process of densification has high potential to dervie a detailed
insight of the process of successful biomass compression.
9
Several research studies have shown that even in the absence of the use of the artifical
binding agents, the grinds of the biomass bind well (Shaw and Tabil 2005). These process of
feedstocks that employs the use of natural binding agent enables the biomass to exhibit their
preferential qualities after the process of densification. The mechanism by which the biomass
particles and processed and ben extensively studies. However, the natural biochemical
behaviour employed during the process of densification has high potential to dervie a detailed
insight of the process of successful biomass compression.
9
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
BIOMASS
Chapter 2
Literature Review
1. Literature Review
The process of densification is defined as the increase in the densitisity of the biomass
feedstocks via the mechanical process of compression. The domain of biomass densification
is evolving and improving at an continious rate. In recent years has seen th emergence of a
wealth literature. This wealth literature examines several faceta of the process of biomass
compression or compaction. According to Denny (2002), per year there are more than 200
publications on the topic of compaction. There is no existence of coherent theory behind the
complex process of densification of ligocellulosic material. Several methods are avilable in
order to accomplish the process of desification of biomass. Among the conventional process
of biomass compression, three process scores immense importance and these are extrusion,
pelletizing and roll briquetting (Li and Liu 2000). Closed-end die compression and
densification via pelletizing is the primary focus of the review. In this literature disciplines in
the domain of engineering, pharmaceutical, food science, ceramic and metallurgical
compression/compaction are discussed in detail in order to understand the chemical and the
physical processes happening during the process of biomass densification.
10
Chapter 2
Literature Review
1. Literature Review
The process of densification is defined as the increase in the densitisity of the biomass
feedstocks via the mechanical process of compression. The domain of biomass densification
is evolving and improving at an continious rate. In recent years has seen th emergence of a
wealth literature. This wealth literature examines several faceta of the process of biomass
compression or compaction. According to Denny (2002), per year there are more than 200
publications on the topic of compaction. There is no existence of coherent theory behind the
complex process of densification of ligocellulosic material. Several methods are avilable in
order to accomplish the process of desification of biomass. Among the conventional process
of biomass compression, three process scores immense importance and these are extrusion,
pelletizing and roll briquetting (Li and Liu 2000). Closed-end die compression and
densification via pelletizing is the primary focus of the review. In this literature disciplines in
the domain of engineering, pharmaceutical, food science, ceramic and metallurgical
compression/compaction are discussed in detail in order to understand the chemical and the
physical processes happening during the process of biomass densification.
10
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
BIOMASS
2. Studies Related to Previous Biomass Densification Process
Uni-axial compression is the most common process of analyzing force-deformation,
examining quality characteristics of powdered and ground materials and then subsequent
relaxation. It occurs via the use of plunger in a cylindrical die. This method enable an
intricate analysis of the process of the relaxation/compression behaviour fo the feedstocks at
the scale of laboratory. In order to study the process of compression of alfaalfa, plunger-die
systems are extensively studies (Adapa et al. 2002; Hall and Hall 1968; Tabil and Sokhansanj
1996a; Tabil and Sokhansanj 1996b; Tabil and Sokhansanj 1997). It is also used to study the
compression of straws/grasses (Demirbaş 1999; Kaliyan and Morey 2006; Mani et al. 2004;
Mani et al. 2006a; Mani et al. 2006b; Ndiema et al. 2002; Shaw et al. 2006; Singh and Singh
1983; Smith et al. 1977; Wamukonya and Jenkins 1995), palm fiber/shell (Husain et al.
2002), olive cake/refuse (Al-Widyan et al. 2002; Yaman et al. 2000), as well as wood and
wood waste (Chin and Siddiqui 2000; Demirbaş et al. 2004; Li and Liu 2000; Rhén et al.
2005). Prior to the process of densification, the raw feedstocks are either comminuted or
milled. They are then conditioned in order to reach adequate moisture content (this is done
either by the process of dehydration or via addition of moisture). This taks of regulating
moisture content occurs prior to the process of densification and is done in an attempt to
simulate the overall conditions of the industrial or commercial densification process. In
lierature, the resultant products of uni-axial tests are known as pellets or briquettes. The term
‘pellet’ is used to describe materials, which are less than 15 mm in diameter. On the
otherhand, ‘briquette’ is used to describe larger units of the densified material.
11
2. Studies Related to Previous Biomass Densification Process
Uni-axial compression is the most common process of analyzing force-deformation,
examining quality characteristics of powdered and ground materials and then subsequent
relaxation. It occurs via the use of plunger in a cylindrical die. This method enable an
intricate analysis of the process of the relaxation/compression behaviour fo the feedstocks at
the scale of laboratory. In order to study the process of compression of alfaalfa, plunger-die
systems are extensively studies (Adapa et al. 2002; Hall and Hall 1968; Tabil and Sokhansanj
1996a; Tabil and Sokhansanj 1996b; Tabil and Sokhansanj 1997). It is also used to study the
compression of straws/grasses (Demirbaş 1999; Kaliyan and Morey 2006; Mani et al. 2004;
Mani et al. 2006a; Mani et al. 2006b; Ndiema et al. 2002; Shaw et al. 2006; Singh and Singh
1983; Smith et al. 1977; Wamukonya and Jenkins 1995), palm fiber/shell (Husain et al.
2002), olive cake/refuse (Al-Widyan et al. 2002; Yaman et al. 2000), as well as wood and
wood waste (Chin and Siddiqui 2000; Demirbaş et al. 2004; Li and Liu 2000; Rhén et al.
2005). Prior to the process of densification, the raw feedstocks are either comminuted or
milled. They are then conditioned in order to reach adequate moisture content (this is done
either by the process of dehydration or via addition of moisture). This taks of regulating
moisture content occurs prior to the process of densification and is done in an attempt to
simulate the overall conditions of the industrial or commercial densification process. In
lierature, the resultant products of uni-axial tests are known as pellets or briquettes. The term
‘pellet’ is used to describe materials, which are less than 15 mm in diameter. On the
otherhand, ‘briquette’ is used to describe larger units of the densified material.
11
BIOMASS
3. Biomass Densification Variables
From the previous studies of biomass identification, few factors are indentified that
influence the process of binderless densification via the use of plunger-die assembly. It
produces single briquettes/pellets (Rehkugler and Buchele 1969; Granada et al. 2002).
3.1 Process variables
3.1.1 Temperature
3.1.2 Pressure and pressure application rate (compression velocity)
3.1.3 Hold time
3.1.4 Die geometry
3.2 Feedstock/material variables
3.1.5 Moisture content
3.1.6 Particle size, shape, and distribution
3.1.7 Biochemical characteristics
3.1.8 Pretreatment
3.1Process Variables
These are the factors which are not specific to the material that means, they are a set
parameters (pressure and temperature), which are being imposed on the materials of biomass
via the equipment of the mechanical densification.
3.1.1 Temperature
According to Mani and co-workers (2003), higher is the temperature of the process,
less is the load that is required to attain the desired compactness or density and that too with
low consumption of power. According to the research carried out by Hall and Hall (1968),
the pressure required to generate certain wafer (alfalfa and Bermuda grass) density can be
effectively reduced if the moisture content is given. This is done by the application of heat in
the wafering die. Similarly, application of heat increases the moisture content. At this level,
certain parameter of pressure was suitable to generate a specific density of wafer. Sokhansanj
12
3. Biomass Densification Variables
From the previous studies of biomass identification, few factors are indentified that
influence the process of binderless densification via the use of plunger-die assembly. It
produces single briquettes/pellets (Rehkugler and Buchele 1969; Granada et al. 2002).
3.1 Process variables
3.1.1 Temperature
3.1.2 Pressure and pressure application rate (compression velocity)
3.1.3 Hold time
3.1.4 Die geometry
3.2 Feedstock/material variables
3.1.5 Moisture content
3.1.6 Particle size, shape, and distribution
3.1.7 Biochemical characteristics
3.1.8 Pretreatment
3.1Process Variables
These are the factors which are not specific to the material that means, they are a set
parameters (pressure and temperature), which are being imposed on the materials of biomass
via the equipment of the mechanical densification.
3.1.1 Temperature
According to Mani and co-workers (2003), higher is the temperature of the process,
less is the load that is required to attain the desired compactness or density and that too with
low consumption of power. According to the research carried out by Hall and Hall (1968),
the pressure required to generate certain wafer (alfalfa and Bermuda grass) density can be
effectively reduced if the moisture content is given. This is done by the application of heat in
the wafering die. Similarly, application of heat increases the moisture content. At this level,
certain parameter of pressure was suitable to generate a specific density of wafer. Sokhansanj
12
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 47
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.