IMC Efficiency Enhancement: A Project with Environmental Perspective
VerifiedAdded on 2023/06/15
|17
|3623
|370
Report
AI Summary
This report details the successful completion of the Efficiency Enhancement project at IMC, highlighting plant modifications that significantly increased methanol production (over 35%) without raising overall natural gas consumption. The project implemented state-of-the-art technologies, including an Auto-Thermal Reactor (ATR) and Once Through Reactor (OTR), while focusing on heat integration and environmental effectiveness. Key modifications included syngas circuit upgrades, distillation capacity increases, and steam network integration. The project also considered the use of CO2 and O2, demonstrating a commitment to sustainable practices and operational flexibility. The report covers various aspects of the project, from initial benchmarking and technology evaluation to detailed engineering and current operational status, showing how IMC achieved enhanced efficiency and environmental performance.

Environmental
perspective
perspective
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

Table of Contents
INTRODUCTION ..........................................................................................................................4
TASK...............................................................................................................................................4
Introduction Of Sipchem & Imc.................................................................................................4
Basic Concept Development.......................................................................................................6
Existing Plant Benchmarking......................................................................................................7
Methanol Synthesis Technology Evaluation...............................................................................7
Increasing Distillation Capacity..................................................................................................8
Basic Engineering (FEED)..........................................................................................................8
Addition Of Atr (AUTO-THERMAL Reactor) & Associated Equipment.................................9
Auto-Thermal Reactor..............................................................................................................10
Fired Heater...............................................................................................................................10
Steam Generation At Atr Outlet................................................................................................10
Once Through Reactor..............................................................................................................11
Carbon Dioxide Addition To Otr Inlet .....................................................................................11
Otr Steam Generation................................................................................................................11
Modifications And Additions To Synthesis Gas Circuit...........................................................12
Uprate Of Synthesis Gas Compressor And Turbine.................................................................12
Addition Of Carbon Dioxide Compressor................................................................................12
Modifications In Steam Generation Network...........................................................................13
Uprate Of High Pressure Bfw Pumps And Existing Deaerator................................................13
Addition Of New Deaerator And Medium Pressure Bfw Pumps.............................................13
Integration Of New Steam Network With Old Network..........................................................13
Oxygen & Carbon Dioxide Supply...........................................................................................13
Project Execution......................................................................................................................14
Current Status Of Operations....................................................................................................15
CONCLUSION .............................................................................................................................15
REFERENCES..............................................................................................................................16
INTRODUCTION ..........................................................................................................................4
TASK...............................................................................................................................................4
Introduction Of Sipchem & Imc.................................................................................................4
Basic Concept Development.......................................................................................................6
Existing Plant Benchmarking......................................................................................................7
Methanol Synthesis Technology Evaluation...............................................................................7
Increasing Distillation Capacity..................................................................................................8
Basic Engineering (FEED)..........................................................................................................8
Addition Of Atr (AUTO-THERMAL Reactor) & Associated Equipment.................................9
Auto-Thermal Reactor..............................................................................................................10
Fired Heater...............................................................................................................................10
Steam Generation At Atr Outlet................................................................................................10
Once Through Reactor..............................................................................................................11
Carbon Dioxide Addition To Otr Inlet .....................................................................................11
Otr Steam Generation................................................................................................................11
Modifications And Additions To Synthesis Gas Circuit...........................................................12
Uprate Of Synthesis Gas Compressor And Turbine.................................................................12
Addition Of Carbon Dioxide Compressor................................................................................12
Modifications In Steam Generation Network...........................................................................13
Uprate Of High Pressure Bfw Pumps And Existing Deaerator................................................13
Addition Of New Deaerator And Medium Pressure Bfw Pumps.............................................13
Integration Of New Steam Network With Old Network..........................................................13
Oxygen & Carbon Dioxide Supply...........................................................................................13
Project Execution......................................................................................................................14
Current Status Of Operations....................................................................................................15
CONCLUSION .............................................................................................................................15
REFERENCES..............................................................................................................................16

INTRODUCTION
The paper details the successful completion of the Efficiency Enhancement project at
IMC. It explains that how the plant modifications achieved an increase in plant efficiency
coupled with a gain of more than 35% Methanol production compared to benchmarked
performance. This has been achieved without increasing the Natural Gas consumption of the
Overall Sip-chem Site by selecting the most optimum combination of contemporary techniques
including state of the art technologies designed by Johnson Matthey.
The paper will also highlight about capital cost minimization that are achieved with the
aim of environmental effectiveness, heat integration between old and newly installed equipment
along with choice of a design which has created the possibility for parallel environmental
operation of new facilities i.e. providing tremendous flexibility in operations & sustained on
stream factor despite addition of several sensitive equipment.
TASK
Introduction Of Sipchem & Imc
Saudi International Petrochemicals generally known as SIPCHEM is one of the largest
companies in the petrochemical sector in the Kingdom of Saudi Arabia. SIPCHEM’s was
established in 1999 and is now a globally recognized chemical company with more than 1,000
employees from around the world.
The paper details the successful completion of the Efficiency Enhancement project at
IMC. It explains that how the plant modifications achieved an increase in plant efficiency
coupled with a gain of more than 35% Methanol production compared to benchmarked
performance. This has been achieved without increasing the Natural Gas consumption of the
Overall Sip-chem Site by selecting the most optimum combination of contemporary techniques
including state of the art technologies designed by Johnson Matthey.
The paper will also highlight about capital cost minimization that are achieved with the
aim of environmental effectiveness, heat integration between old and newly installed equipment
along with choice of a design which has created the possibility for parallel environmental
operation of new facilities i.e. providing tremendous flexibility in operations & sustained on
stream factor despite addition of several sensitive equipment.
TASK
Introduction Of Sipchem & Imc
Saudi International Petrochemicals generally known as SIPCHEM is one of the largest
companies in the petrochemical sector in the Kingdom of Saudi Arabia. SIPCHEM’s was
established in 1999 and is now a globally recognized chemical company with more than 1,000
employees from around the world.
You're viewing a preview
Unlock full access by subscribing today!

Fig-1: A view of the Methanol Plant
IMC (International Methanol Company) was established by SIPCHEM (Saudi International
Company) and JAMC (Japan Arabia Methanol Company) with an intent to install a methanol
plant.
Imc’s Efficiency Enhancement Project History And Driver
In present era of environmental sections, the discussion on de bottlenecking the plants do
begin as soon as the commencement of commercial operations is formally declared. Similarly,
the first de bottlenecking study of IMC’s Methanol plant was initiated just a while after its first
anniversary on the environmental analysis i.e. in Late 2005 and Early 2006. Post 2011, formal
efforts were launched to explore an option for achieving at least 10 – 15% increase in production
over the operating value of that time. These efforts, however, did witness some momentum post
the crash of crude environment sections in the international market which resulted in a
significant reduction of profit margins of various industrial products, severely impacting the
bottom line of the organization. However, the target improvement already committed by IMC
IMC (International Methanol Company) was established by SIPCHEM (Saudi International
Company) and JAMC (Japan Arabia Methanol Company) with an intent to install a methanol
plant.
Imc’s Efficiency Enhancement Project History And Driver
In present era of environmental sections, the discussion on de bottlenecking the plants do
begin as soon as the commencement of commercial operations is formally declared. Similarly,
the first de bottlenecking study of IMC’s Methanol plant was initiated just a while after its first
anniversary on the environmental analysis i.e. in Late 2005 and Early 2006. Post 2011, formal
efforts were launched to explore an option for achieving at least 10 – 15% increase in production
over the operating value of that time. These efforts, however, did witness some momentum post
the crash of crude environment sections in the international market which resulted in a
significant reduction of profit margins of various industrial products, severely impacting the
bottom line of the organization. However, the target improvement already committed by IMC
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

management to its stakeholders was 15% higher than the target set by the regulatory body with
the purpose of the environmental aim.
Basic Concept Development
Since the SIPCHEM site was already approaching its upper limit on the use of Natural
Gas supply from the National Grid, therefore, all the options worked out could not promise more
than 20 – 25 % gain in production and specific energy. Based on the environmental studies that
are provided by SIPCHEM regarding the total amount of Natural Gas available with the
additional feedstock available in the form of CO2 and O2, the desire to use parallel syngas
generation and to maximize methanol production in the environment, Worley’s proposed a study
methodology that are as follows-
Existing plant benchmarking
Syngas generation technology evaluation
Methanol synthesis technology evaluation and expansion options
Increasing environmental distillation capacity
Syngas Generation Technology Evaluation
Generating additional syngas is a key element to producing significantly more methanol, and it
was important to do this in an efficient way to meet the regulatory targets. Worley’s proprietary
SMR design has flexibility to increase throughput and in fact the original design of the plant had
included provision for a Pre-reformer to be installed in future to achieve some additional
throughput. As with it the CO2 addition, could have achieved the environment production goals
of the project.The stoichiometry of the syngas for methanol production is measured by the R
ratio. The R ratio for methanol is defined as:
M 2 − 2𝑜𝑙𝑒𝑠 𝑜𝑓 𝐻 𝑚𝑜𝑙𝑒𝑠 𝑜𝑓 𝐶𝑂
𝑅𝑎𝑡𝑖𝑜 ( ) =𝑅 M + 2𝑜𝑙𝑒𝑠 𝑜𝑓 𝐶𝑂 𝑚𝑜𝑙𝑒𝑠 𝑜𝑓 𝐶𝑂
An R ratio of 2.0 gives a stoichiometric syngas mixture, meaning there is no excess of hydrogen
or carbon oxides if it is reacted completely to form methanol in the environment. It is necessary
to understand the importance of sustainability because it has direct impact on the environment. It
is important to understand that if they business organisation will not take proper care of being
sustainable then the environment will be negatively harmed. All the resources that the
organisations get are directly from the environment. It is right time to become aware about the
the purpose of the environmental aim.
Basic Concept Development
Since the SIPCHEM site was already approaching its upper limit on the use of Natural
Gas supply from the National Grid, therefore, all the options worked out could not promise more
than 20 – 25 % gain in production and specific energy. Based on the environmental studies that
are provided by SIPCHEM regarding the total amount of Natural Gas available with the
additional feedstock available in the form of CO2 and O2, the desire to use parallel syngas
generation and to maximize methanol production in the environment, Worley’s proposed a study
methodology that are as follows-
Existing plant benchmarking
Syngas generation technology evaluation
Methanol synthesis technology evaluation and expansion options
Increasing environmental distillation capacity
Syngas Generation Technology Evaluation
Generating additional syngas is a key element to producing significantly more methanol, and it
was important to do this in an efficient way to meet the regulatory targets. Worley’s proprietary
SMR design has flexibility to increase throughput and in fact the original design of the plant had
included provision for a Pre-reformer to be installed in future to achieve some additional
throughput. As with it the CO2 addition, could have achieved the environment production goals
of the project.The stoichiometry of the syngas for methanol production is measured by the R
ratio. The R ratio for methanol is defined as:
M 2 − 2𝑜𝑙𝑒𝑠 𝑜𝑓 𝐻 𝑚𝑜𝑙𝑒𝑠 𝑜𝑓 𝐶𝑂
𝑅𝑎𝑡𝑖𝑜 ( ) =𝑅 M + 2𝑜𝑙𝑒𝑠 𝑜𝑓 𝐶𝑂 𝑚𝑜𝑙𝑒𝑠 𝑜𝑓 𝐶𝑂
An R ratio of 2.0 gives a stoichiometric syngas mixture, meaning there is no excess of hydrogen
or carbon oxides if it is reacted completely to form methanol in the environment. It is necessary
to understand the importance of sustainability because it has direct impact on the environment. It
is important to understand that if they business organisation will not take proper care of being
sustainable then the environment will be negatively harmed. All the resources that the
organisations get are directly from the environment. It is right time to become aware about the

principles of sustainability and reduce the harm to the environment. Sustainability can be defined
as meeting the needs of present generation without compromising the ability of future
generation. There is need to take proper care of resources so that social and economic needs of
the company are fulfilled. It is important to attain the economic benefits and providing best to
society but assuring that there is no negative impact on the environment. It is being examined
that sustainability enhances the quality of life, it protects the eco system, preserves natural
resources for the future generation.
Existing Plant Benchmarking
Inherent in this type of benchmarking exercise is the uncertainty in some of the
measurements provided. The key to an accurate benchmark model is knowing which data points
in terms of environment will be considered reliable, and Worley do this by using their experience
of this type of work and by ensuring the model contains all the key equipment data so that it can
be as ‘predictive’ as possible, rather than manually fixing data points. It is necessary to
understand that providing the best to society is important but that should not harm the resources.
There are certain programmes that are being launched to make the people aware about the need
of sustainability and being environment friendly as it will help to keep the resources for the
future generation. Environmental sustainability includes range of issues that are starting from a
specific location and are going till global level. Some of the issues include climate change, GHG
mitigation, and renewable energy, while the location-specific issues are water management, soil
erosion, soil quality, and water and air pollution. It is right time to take the actions because the
consequences will be so big that will cause problem for future generation. By working according
tp the principles of sustainability the issues can be minimised. It will help to use the resources in
optimum manner so that the future generation are also able to use them.
Methanol Synthesis Technology Evaluation
Several options in respect to the environment are available for increasing the quantity of
methanol that can by synthesized from the syngas were looked that are as follows-
Modifications to the existing environment converter with associated uprate of compressor
and circulator.
Retain existing synthesis loop and install a purge gas reactor supplemented with fresh
environmental syngas
as meeting the needs of present generation without compromising the ability of future
generation. There is need to take proper care of resources so that social and economic needs of
the company are fulfilled. It is important to attain the economic benefits and providing best to
society but assuring that there is no negative impact on the environment. It is being examined
that sustainability enhances the quality of life, it protects the eco system, preserves natural
resources for the future generation.
Existing Plant Benchmarking
Inherent in this type of benchmarking exercise is the uncertainty in some of the
measurements provided. The key to an accurate benchmark model is knowing which data points
in terms of environment will be considered reliable, and Worley do this by using their experience
of this type of work and by ensuring the model contains all the key equipment data so that it can
be as ‘predictive’ as possible, rather than manually fixing data points. It is necessary to
understand that providing the best to society is important but that should not harm the resources.
There are certain programmes that are being launched to make the people aware about the need
of sustainability and being environment friendly as it will help to keep the resources for the
future generation. Environmental sustainability includes range of issues that are starting from a
specific location and are going till global level. Some of the issues include climate change, GHG
mitigation, and renewable energy, while the location-specific issues are water management, soil
erosion, soil quality, and water and air pollution. It is right time to take the actions because the
consequences will be so big that will cause problem for future generation. By working according
tp the principles of sustainability the issues can be minimised. It will help to use the resources in
optimum manner so that the future generation are also able to use them.
Methanol Synthesis Technology Evaluation
Several options in respect to the environment are available for increasing the quantity of
methanol that can by synthesized from the syngas were looked that are as follows-
Modifications to the existing environment converter with associated uprate of compressor
and circulator.
Retain existing synthesis loop and install a purge gas reactor supplemented with fresh
environmental syngas
You're viewing a preview
Unlock full access by subscribing today!
Increasing Distillation Capacity
The simplest and probably most cost-effective way to achieve a 50% capacity increase
for this environmental section of the methanol plant would be to install a complete parallel
distillation train. However, this would proportionally increase the LP steam demand and would
lead to valuable HP or MP steam being let down to the LP level to meet the needs of distillation
in the environmental terms. For the Heavy Ends Column this meant instead of a parallel column
which would have required significant new environmental LP steam and a large new condenser
(with associated plot space, utility consumption and cost impacts) with the higher-pressure.
Basic Engineering (FEED)
The teamwork between SIPCHEM and Worley was excellent and contributed
significantly to achieving a successful FEED in the environmental analysis. The key elements of
the FEED are as follows-
Finalization of the Design Basis, including environmental studying and resolving
outstanding items from the previous phase
Licensor selection for ATR and OTR
Liaison with environmental licensor and integration of licensor design
Rating of existing environmental equipment for new operating conditions
Front End Design for all engineering disciplines of all environmental plant modifications
to de bottleneck the plant, including the evaluation and design of expansions of utilities
and off-sites as necessary
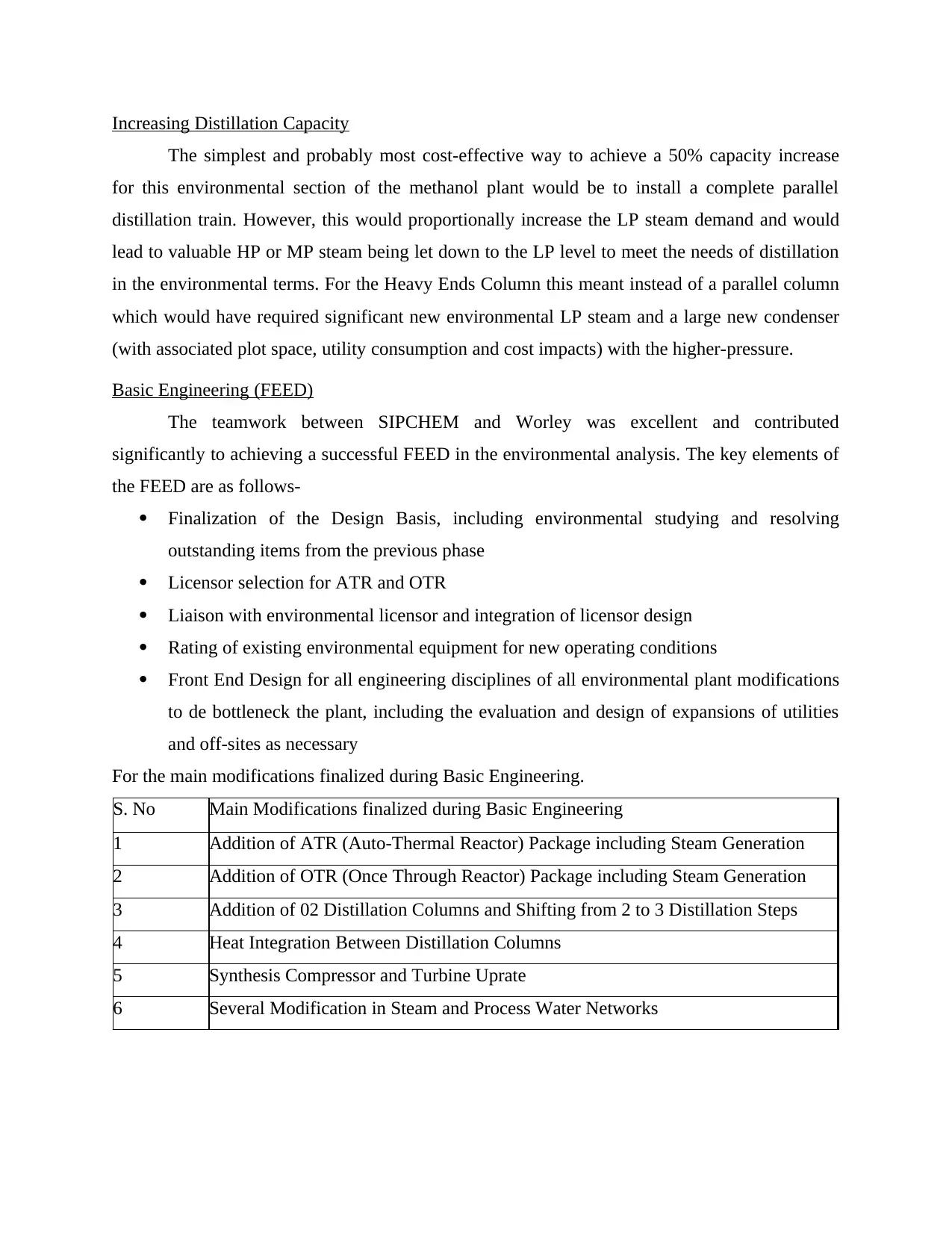
For the main modifications finalized during Basic Engineering.
S. No Main Modifications finalized during Basic Engineering
1 Addition of ATR (Auto-Thermal Reactor) Package including Steam Generation
2 Addition of OTR (Once Through Reactor) Package including Steam Generation
3 Addition of 02 Distillation Columns and Shifting from 2 to 3 Distillation Steps
4 Heat Integration Between Distillation Columns
5 Synthesis Compressor and Turbine Uprate
6 Several Modification in Steam and Process Water Networks
The simplest and probably most cost-effective way to achieve a 50% capacity increase
for this environmental section of the methanol plant would be to install a complete parallel
distillation train. However, this would proportionally increase the LP steam demand and would
lead to valuable HP or MP steam being let down to the LP level to meet the needs of distillation
in the environmental terms. For the Heavy Ends Column this meant instead of a parallel column
which would have required significant new environmental LP steam and a large new condenser
(with associated plot space, utility consumption and cost impacts) with the higher-pressure.
Basic Engineering (FEED)
The teamwork between SIPCHEM and Worley was excellent and contributed
significantly to achieving a successful FEED in the environmental analysis. The key elements of
the FEED are as follows-
Finalization of the Design Basis, including environmental studying and resolving
outstanding items from the previous phase
Licensor selection for ATR and OTR
Liaison with environmental licensor and integration of licensor design
Rating of existing environmental equipment for new operating conditions
Front End Design for all engineering disciplines of all environmental plant modifications
to de bottleneck the plant, including the evaluation and design of expansions of utilities
and off-sites as necessary
For the main modifications finalized during Basic Engineering.
S. No Main Modifications finalized during Basic Engineering
1 Addition of ATR (Auto-Thermal Reactor) Package including Steam Generation
2 Addition of OTR (Once Through Reactor) Package including Steam Generation
3 Addition of 02 Distillation Columns and Shifting from 2 to 3 Distillation Steps
4 Heat Integration Between Distillation Columns
5 Synthesis Compressor and Turbine Uprate
6 Several Modification in Steam and Process Water Networks
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

Table-1: Main Modifications finalized during Basic Engineering
Detailed Engineering
Detailed Engineering of IMC Efficiency environmental project was carried out by ETEC,
Korea. Johnson Matthey and Worley were involved in the review of detailed engineering
documents and HAZOP studies.
Addition Of Atr (AUTO-THERMAL Reactor) & Associated Equipment
The target capacity of the environmental plant could not have been achieved with
revamping of the existing main reformer only due to the facts that
There wasn’t enough environmental Natural Gas available to reach the desired
production target
The issue of higher ratio of Hydrogen to Carbon Oxides that would still be there.
Pre-Reformer
Pre-Reformer is a environmental process technique by which methane and heavier
hydrocarbons are steam reformed. In IMC’s case Pre-reformer has been installed to prevent
environmental cracking of higher hydrocarbons in ATR pre-heater coil in new Fired Heater by
reforming them before they reach that coil. With the current crisis in the climate, fuels and
secondary energy point are now getting very much essential including that is green methanol. At
the time when the traditional method of the manufacturing of methanol was totally supported on
the utilisation of the fossil raw material for example coal and natural gas. Currently the most
manufactured chemical can also be made globally can be also produced in total environmental
friendly way by providing the basic material for the broad range of products and sectors.
It is how it has converted into green solution from the CO 2 heavy pollutant with the aim for the
total environmental friendly forthcoming. Currently, methanol is one of the top most
manufactured chemical organically with almost more than around 100 million tons in per annum.
It majorly gives the chemical sector as an essential material for the wide segment of the chemical
goods such as , plastics for the packaging, diapers, adsorptive, for textile industry it gives
polymer fibres, dissolvent, adherent, coatings and various more. It also functions as a fuel
addable or fuel. The customary manufacturing process includes a chemical method by utilising
the fossil feedstock like coal and natural gas as well. With the support of enhancement in low
cost renewable energy methanol can be manufactured with the help of solar power as well as
wind power, hydro power or geothermal energy that minimises the green house gas emission
Detailed Engineering
Detailed Engineering of IMC Efficiency environmental project was carried out by ETEC,
Korea. Johnson Matthey and Worley were involved in the review of detailed engineering
documents and HAZOP studies.
Addition Of Atr (AUTO-THERMAL Reactor) & Associated Equipment
The target capacity of the environmental plant could not have been achieved with
revamping of the existing main reformer only due to the facts that
There wasn’t enough environmental Natural Gas available to reach the desired
production target
The issue of higher ratio of Hydrogen to Carbon Oxides that would still be there.
Pre-Reformer
Pre-Reformer is a environmental process technique by which methane and heavier
hydrocarbons are steam reformed. In IMC’s case Pre-reformer has been installed to prevent
environmental cracking of higher hydrocarbons in ATR pre-heater coil in new Fired Heater by
reforming them before they reach that coil. With the current crisis in the climate, fuels and
secondary energy point are now getting very much essential including that is green methanol. At
the time when the traditional method of the manufacturing of methanol was totally supported on
the utilisation of the fossil raw material for example coal and natural gas. Currently the most
manufactured chemical can also be made globally can be also produced in total environmental
friendly way by providing the basic material for the broad range of products and sectors.
It is how it has converted into green solution from the CO 2 heavy pollutant with the aim for the
total environmental friendly forthcoming. Currently, methanol is one of the top most
manufactured chemical organically with almost more than around 100 million tons in per annum.
It majorly gives the chemical sector as an essential material for the wide segment of the chemical
goods such as , plastics for the packaging, diapers, adsorptive, for textile industry it gives
polymer fibres, dissolvent, adherent, coatings and various more. It also functions as a fuel
addable or fuel. The customary manufacturing process includes a chemical method by utilising
the fossil feedstock like coal and natural gas as well. With the support of enhancement in low
cost renewable energy methanol can be manufactured with the help of solar power as well as
wind power, hydro power or geothermal energy that minimises the green house gas emission

appropriately. It is known as the “ green methanol ” which is environment affable and can be
utilised as a carrier of energy for storing of the electricity which is generated from the major
sources that is mentioned above. Apart from this green methanol is also knowns as the imitate
fuel for the various applications of the maritime fuel. In addition to this it can be involved in the
conventional fluid fuels or can be utilised in methanol-based drive system of fuel with 100 % of
it.
Auto-Thermal Reactor
Pre- Reformed and Preheated Feed is supplied to ATR neck (combustion section)
whereas the preheated oxygen is supplied to the Single nozzle burner (burner is a proprietary
design of JM). Oxygen is being procured from a neighbouring company that supplies industrial
gases and it will have an impact on the environment that will lead to get heated before entering
the ATR using HP steam. The Auto-Thermal Reactor as already described has been selected due
to Lower Hydrogen to Carbon Oxides & High CO/CO2 ratio in its product, Lower Steam to
Carbon Ratio feed.
Fired Heater
Fired Heater was a custom-made unit by Verga Engineering Italy to meet the unique
heating duties of the Pre-reformer feed, ATR feed and ATR HHP Steam environment super-
heating. The environment unit is also used for heating the unit at start-up. The Fired Heater is
Natural Draft, bottom fired, Twin Cylinder design that are as follows-
Pre-Reformer Feed Pre-heater (02 Coils).
ATR Feed Preheater (01 Coil).
High Pressure Steam Superheated (02 Coils)
Steam Generation At Atr Outlet
This high-pressure steam has provided the necessary additional steam requirement for
compression of added Synthesis gas (produced by ATR section) by environmental Synthesis Gas
Compressor and the remaining is let-downed to Medium Pressure for operating other steam
turbines and heating purpose. This additional High-Pressure steam environmental allows to
export significant quantity of Steam.
Carbon Dioxide Addition In Main Reformer
utilised as a carrier of energy for storing of the electricity which is generated from the major
sources that is mentioned above. Apart from this green methanol is also knowns as the imitate
fuel for the various applications of the maritime fuel. In addition to this it can be involved in the
conventional fluid fuels or can be utilised in methanol-based drive system of fuel with 100 % of
it.
Auto-Thermal Reactor
Pre- Reformed and Preheated Feed is supplied to ATR neck (combustion section)
whereas the preheated oxygen is supplied to the Single nozzle burner (burner is a proprietary
design of JM). Oxygen is being procured from a neighbouring company that supplies industrial
gases and it will have an impact on the environment that will lead to get heated before entering
the ATR using HP steam. The Auto-Thermal Reactor as already described has been selected due
to Lower Hydrogen to Carbon Oxides & High CO/CO2 ratio in its product, Lower Steam to
Carbon Ratio feed.
Fired Heater
Fired Heater was a custom-made unit by Verga Engineering Italy to meet the unique
heating duties of the Pre-reformer feed, ATR feed and ATR HHP Steam environment super-
heating. The environment unit is also used for heating the unit at start-up. The Fired Heater is
Natural Draft, bottom fired, Twin Cylinder design that are as follows-
Pre-Reformer Feed Pre-heater (02 Coils).
ATR Feed Preheater (01 Coil).
High Pressure Steam Superheated (02 Coils)
Steam Generation At Atr Outlet
This high-pressure steam has provided the necessary additional steam requirement for
compression of added Synthesis gas (produced by ATR section) by environmental Synthesis Gas
Compressor and the remaining is let-downed to Medium Pressure for operating other steam
turbines and heating purpose. This additional High-Pressure steam environmental allows to
export significant quantity of Steam.
Carbon Dioxide Addition In Main Reformer
You're viewing a preview
Unlock full access by subscribing today!

To improve the Hydrogen to Carbon Oxides ratio in the make-up synthesis, it was
environmental selected to inject some carbon dioxide to the feed mix being sent to catalyst tubes.
This change in environmental reforming gives product with lower Hydrogen to Carbon oxides
ratio and as well as lower Hydrogen to Carbon monoxide ratio.
Addition Of Otr (ONCE Through Reactor) And Associatedequipment
With the use of available margin in the plant at SOR conditions, addition of some Carbon
monoxide available in excess from neighbouring environmental plant (owned by SIPCHEM) and
the advent of next generation of methanol synthesis catalyst, it became possible to achieve about
25% additional production and still take more than 04 years of catalyst life with reasonable
carbon efficiency but the addition in the synthesis gas and reduction in environmental Hydrogen
to Carbon dioxide was necessitating to provide additional environmental synthesis capability.
Once Through Reactor
OTR is an Axial, Tubular and Steam raising Methanol Converter Licensed and designed
by Johnson Matthey. Methanol Synthesis Catalyst in OTR is loaded in the tubes. It processes
environmental high pressure make-up synthesis gas from the front end to produce as much
environmental methanol as possible from this make- up gas. The produced methanol is removed
before sending the remaining synthesis to the main methanol loop. The reaction heat generated
during methanol production process is environmental removed by naturally circulating boiler
feed water on the shell side of the OTR.
Carbon Dioxide Addition To Otr Inlet
Even with the addition of some environmental Carbon dioxide to main reformer the
Hydrogen to Carbon Oxides ratio in the make-up synthesis gas will still be about 2.3. To
improve this environmental section of the ratio and achieve some additional production, some
Carbon dioxide will also be added at the Inlet of the OTR. As much as 7-8% of the total plant
production will be due to this Carbon dioxide addition.
Otr Steam Generation
This environmental steam has not only significantly reduced the process steam
requirement from external source but has resulted in export of significant quantity of medium
pressure steam to Utilities environmental Unit that is another major benefit of the selected
scheme contributing to efficiency improvement targets.
environmental selected to inject some carbon dioxide to the feed mix being sent to catalyst tubes.
This change in environmental reforming gives product with lower Hydrogen to Carbon oxides
ratio and as well as lower Hydrogen to Carbon monoxide ratio.
Addition Of Otr (ONCE Through Reactor) And Associatedequipment
With the use of available margin in the plant at SOR conditions, addition of some Carbon
monoxide available in excess from neighbouring environmental plant (owned by SIPCHEM) and
the advent of next generation of methanol synthesis catalyst, it became possible to achieve about
25% additional production and still take more than 04 years of catalyst life with reasonable
carbon efficiency but the addition in the synthesis gas and reduction in environmental Hydrogen
to Carbon dioxide was necessitating to provide additional environmental synthesis capability.
Once Through Reactor
OTR is an Axial, Tubular and Steam raising Methanol Converter Licensed and designed
by Johnson Matthey. Methanol Synthesis Catalyst in OTR is loaded in the tubes. It processes
environmental high pressure make-up synthesis gas from the front end to produce as much
environmental methanol as possible from this make- up gas. The produced methanol is removed
before sending the remaining synthesis to the main methanol loop. The reaction heat generated
during methanol production process is environmental removed by naturally circulating boiler
feed water on the shell side of the OTR.
Carbon Dioxide Addition To Otr Inlet
Even with the addition of some environmental Carbon dioxide to main reformer the
Hydrogen to Carbon Oxides ratio in the make-up synthesis gas will still be about 2.3. To
improve this environmental section of the ratio and achieve some additional production, some
Carbon dioxide will also be added at the Inlet of the OTR. As much as 7-8% of the total plant
production will be due to this Carbon dioxide addition.
Otr Steam Generation
This environmental steam has not only significantly reduced the process steam
requirement from external source but has resulted in export of significant quantity of medium
pressure steam to Utilities environmental Unit that is another major benefit of the selected
scheme contributing to efficiency improvement targets.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

Modifications And Additions To Synthesis Gas Circuit
The increase in the total quantity and composition of make-up environmental Synthesis
Gas along with the addition of OTR at the environmental make-up synthesis gas in which the
environmental dictated the requirement of several modifications in addition to the synthesis gas
circuit and loop.
Uprate Of Synthesis Gas Compressor And Turbine
Increase in generation of synthesis gas, was obviously going to increase the requirement
of compression capacity for environmental Methanol synthesis necessitating the uprate of the
existing Synthesis Gas compressor and Turbine or addition of a small compression unit in
parallel to existing.
Addition Of Carbon Dioxide Compressor
The selection of motor driven compressor helped in utilizing the available margin in Site
Electricity allocation, thus preventing any further use of environmental steam for driving any
turbine and instead the saved natural gas molecules will be used for Methanol production.
Addition Of A New Cold Loop Interchanger
The combination of these factor has necessitated the environmental requirement to
increase the inlet temperatures (both first bed inlet and quench shots) of the existing loop
converter. Even this increase in inlet temperatures will not generate the same high outlet
temperature as before.
Replacement Of The Internals Of Existing Catch Pot
The significant increase in mass flow rate due in change in environmental composition
was resulting in substantial increase in superficial velocity, resulting in risk of carry over of
methanol water droplets to the inlet of the Synthesis Gas Compressor.
Addition Of Distillation Columns & Heat Integration
To reduce the operating cost it was decided to switch to a three-step environmental purification
step allowing to provide the required re-boiling energy of the existing Heavy Ends column by
condensing the vapours from the top of proposed Refining Column.
The increase in the total quantity and composition of make-up environmental Synthesis
Gas along with the addition of OTR at the environmental make-up synthesis gas in which the
environmental dictated the requirement of several modifications in addition to the synthesis gas
circuit and loop.
Uprate Of Synthesis Gas Compressor And Turbine
Increase in generation of synthesis gas, was obviously going to increase the requirement
of compression capacity for environmental Methanol synthesis necessitating the uprate of the
existing Synthesis Gas compressor and Turbine or addition of a small compression unit in
parallel to existing.
Addition Of Carbon Dioxide Compressor
The selection of motor driven compressor helped in utilizing the available margin in Site
Electricity allocation, thus preventing any further use of environmental steam for driving any
turbine and instead the saved natural gas molecules will be used for Methanol production.
Addition Of A New Cold Loop Interchanger
The combination of these factor has necessitated the environmental requirement to
increase the inlet temperatures (both first bed inlet and quench shots) of the existing loop
converter. Even this increase in inlet temperatures will not generate the same high outlet
temperature as before.
Replacement Of The Internals Of Existing Catch Pot
The significant increase in mass flow rate due in change in environmental composition
was resulting in substantial increase in superficial velocity, resulting in risk of carry over of
methanol water droplets to the inlet of the Synthesis Gas Compressor.
Addition Of Distillation Columns & Heat Integration
To reduce the operating cost it was decided to switch to a three-step environmental purification
step allowing to provide the required re-boiling energy of the existing Heavy Ends column by
condensing the vapours from the top of proposed Refining Column.

Modifications In Steam Generation Network
The methanol plant was originally designed for 320 Tons/hr of High-Pressure steam
generation only. Due to the energy efficiency enhancement, the environmental focus was to
maximize heat recovery in the form of steam generation.
Uprate Of High Pressure Bfw Pumps And Existing Deaerator
Due to ATR addition, the expected increase in High Pressure steam generation was about
20%. The existing HP BFW pumps designed for 50% each and 01 Stand by environmental
Configuration was becoming a bottleneck if operated at original configuration.
Addition Of New Deaerator And Medium Pressure Bfw Pumps
For this purpose, a new De-aerator and a set of Medium-Pressure BFW pumps has been
installed.
Integration Of New Steam Network With Old Network
The extraction steam of the environmental turbine at medium pressure was used to supply steam
for the Process, for environmental driving the small turbines and to cater for heating/ re-boiling
energy requirement.
Oxygen & Carbon Dioxide Supply
Oxygen or Carbon dioxide, there were two options for its supply i.e. either to produce at
site or procure from some nearby source that has environmental surplus availability for sale.
Project Execution
The methanol plant was originally designed for 320 Tons/hr of High-Pressure steam
generation only. Due to the energy efficiency enhancement, the environmental focus was to
maximize heat recovery in the form of steam generation.
Uprate Of High Pressure Bfw Pumps And Existing Deaerator
Due to ATR addition, the expected increase in High Pressure steam generation was about
20%. The existing HP BFW pumps designed for 50% each and 01 Stand by environmental
Configuration was becoming a bottleneck if operated at original configuration.
Addition Of New Deaerator And Medium Pressure Bfw Pumps
For this purpose, a new De-aerator and a set of Medium-Pressure BFW pumps has been
installed.
Integration Of New Steam Network With Old Network
The extraction steam of the environmental turbine at medium pressure was used to supply steam
for the Process, for environmental driving the small turbines and to cater for heating/ re-boiling
energy requirement.
Oxygen & Carbon Dioxide Supply
Oxygen or Carbon dioxide, there were two options for its supply i.e. either to produce at
site or procure from some nearby source that has environmental surplus availability for sale.
Project Execution
You're viewing a preview
Unlock full access by subscribing today!

For OSBL portion which mainly compromises of Carbon dioxide and Oxygen pipeline
was covered through separate Project management contracts.
Fig-8.1: Level-1 Project Schedule
Turnaround Of The Existing Plant & Tie-Ins With New Sections Of Plan
During the environmental turnaround all planned jobs were executed safely. After the
completion of the synthesis gas compressor & its turbine uprate and completion of tie-ins, the
plant was started-up while the ATR and OTR sections were still under final stages of
construction/ initial stages of pre-commissioning.
Catalyst Reductions, Start-up And Normalization Of Operations
Re-Reformer was pre-reduced stabilized catalyst and having more than 400 oC of inlet
temperature, did not require any special reduction, just an initial dry-out.
Hse Performance
For revamp project, the environmental process safety aspects were also given due attention.
Following process safety management elements were given higher importance;
PHA’s and facility siting reviews
Development of New sets of standard procedures for operations
Training of operators and technicians
was covered through separate Project management contracts.
Fig-8.1: Level-1 Project Schedule
Turnaround Of The Existing Plant & Tie-Ins With New Sections Of Plan
During the environmental turnaround all planned jobs were executed safely. After the
completion of the synthesis gas compressor & its turbine uprate and completion of tie-ins, the
plant was started-up while the ATR and OTR sections were still under final stages of
construction/ initial stages of pre-commissioning.
Catalyst Reductions, Start-up And Normalization Of Operations
Re-Reformer was pre-reduced stabilized catalyst and having more than 400 oC of inlet
temperature, did not require any special reduction, just an initial dry-out.
Hse Performance
For revamp project, the environmental process safety aspects were also given due attention.
Following process safety management elements were given higher importance;
PHA’s and facility siting reviews
Development of New sets of standard procedures for operations
Training of operators and technicians
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

Quality assurance programs for procurement and installation of equipment
Current Status Of Operations
At the moment, environmental plant is operating successfully without CO2 injection at
maximum possible load. The CO2 pipeline is under construction according to its schedule, the
expected completion of which is the end of 3rd Quarter this year.
CONCLUSION
From the above mentioned report it has been recommended that, retrofitting a plant within its
original design. However, when the target increase in specific energy consumption and capacity
is beyond 10 – 15%, then the original process flow needs to be modified with the addition of
major equipment e.g. reactors, fired heaters and even compressors etc.
Current Status Of Operations
At the moment, environmental plant is operating successfully without CO2 injection at
maximum possible load. The CO2 pipeline is under construction according to its schedule, the
expected completion of which is the end of 3rd Quarter this year.
CONCLUSION
From the above mentioned report it has been recommended that, retrofitting a plant within its
original design. However, when the target increase in specific energy consumption and capacity
is beyond 10 – 15%, then the original process flow needs to be modified with the addition of
major equipment e.g. reactors, fired heaters and even compressors etc.

REFERENCES
Books and Journals
Books and Journals
You're viewing a preview
Unlock full access by subscribing today!

Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

1 out of 17
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.