MEE 430/530 CAD/CAM: CNC Fabrication Project, Spring 2019
VerifiedAdded on 2023/01/18
|3
|506
|47
Project
AI Summary
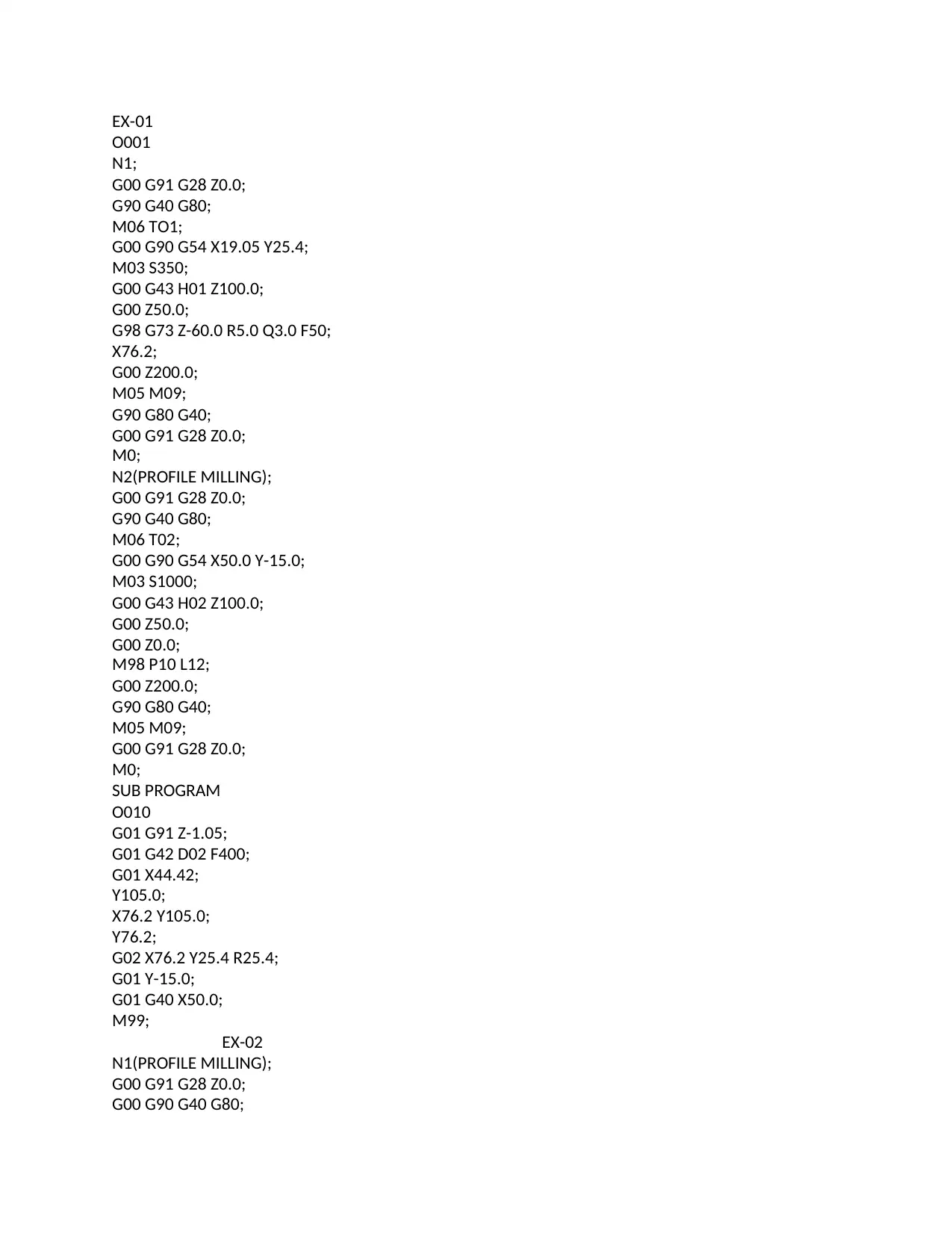
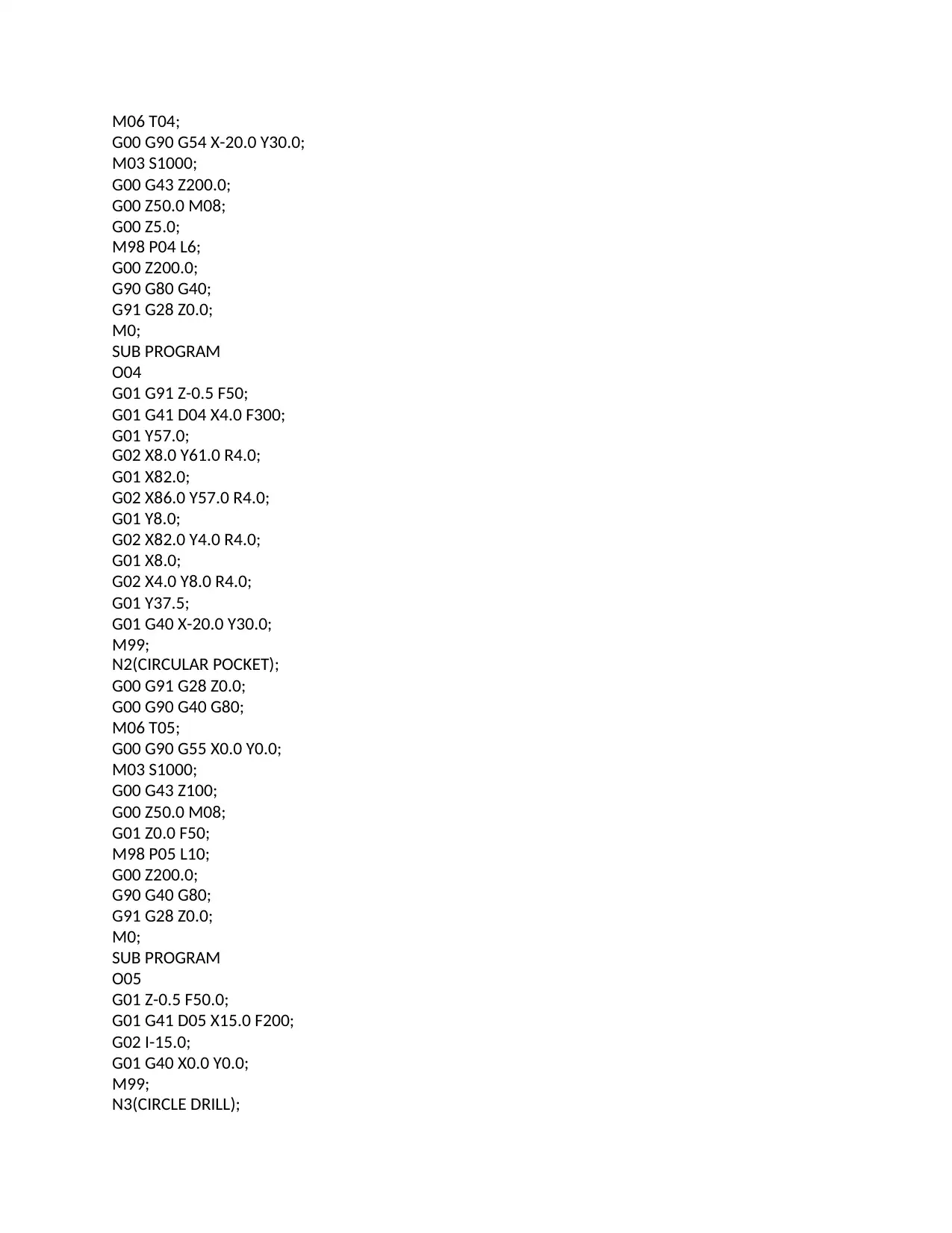
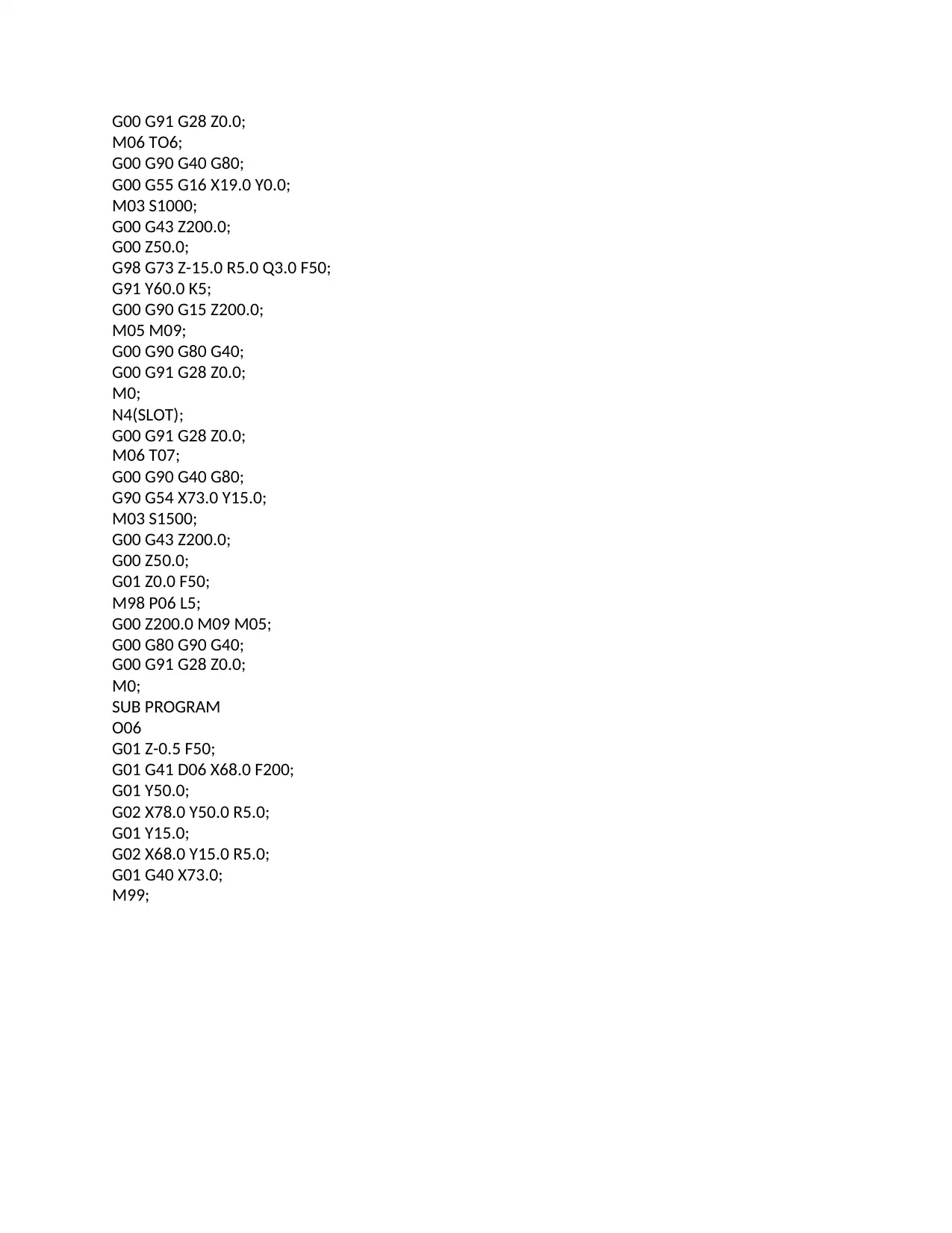
This document presents a G-code solution for a CNC fabrication project, as part of a Mechanical Engineering course (MEE 430/530) at NIU, Spring 2019. The project involves creating G-code for CNC simulation to fabricate parts using milling and drilling operations. The solution includes specifications for workpiece dimensions, cutter sizes (0.25 in and 10 mm), and the number of cutters. The G-code incorporates tool radius compensation and utilizes subprograms for repetitive tasks, covering profile milling, circular pocket milling, circle drilling, and slot milling. The solution details the necessary G-code commands, tool paths, and machine operations required to execute the fabrication process, providing a comprehensive guide for CNC programming and manufacturing.
1 out of 3
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.