What Is Factory Acceptance Testing?
VerifiedAdded on 2022/08/20
|13
|3233
|32
Assignment
AI Summary
Contribute Materials
Your contribution can guide someone’s learning journey. Share your
documents today.

Factory Acceptance Test 1
FACTORY ACCEPTANCE TEST
Name of Student
Institution
Date
FACTORY ACCEPTANCE TEST
Name of Student
Institution
Date
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Factory Acceptance Test 2
Table of Contents
INTRODUCTION.......................................................................................................................................4
History and Context.................................................................................................................................4
Problem statement and industry challenges.............................................................................................4
Benefits of FAT.......................................................................................................................................5
LITERATURE REVIEW............................................................................................................................6
Review of standards and current practices in reliability testing...............................................................6
Types of Factory Acceptance testing given failure modes and bathtub curve..........................................7
METHODOLOGY......................................................................................................................................9
Integrating FAT results in reliability management and equipment life cycle data...................................9
Developing the criteria for FAT requirements.......................................................................................10
Workshop Repair strategies and preventing reworks.............................................................................10
Warranty Service Provision...................................................................................................................11
DISCUSSIONS.........................................................................................................................................11
Recommended improvements in FAT...................................................................................................11
CONCLUSION.........................................................................................................................................13
Bibliography...............................................................................................................................................14
Table of Contents
INTRODUCTION.......................................................................................................................................4
History and Context.................................................................................................................................4
Problem statement and industry challenges.............................................................................................4
Benefits of FAT.......................................................................................................................................5
LITERATURE REVIEW............................................................................................................................6
Review of standards and current practices in reliability testing...............................................................6
Types of Factory Acceptance testing given failure modes and bathtub curve..........................................7
METHODOLOGY......................................................................................................................................9
Integrating FAT results in reliability management and equipment life cycle data...................................9
Developing the criteria for FAT requirements.......................................................................................10
Workshop Repair strategies and preventing reworks.............................................................................10
Warranty Service Provision...................................................................................................................11
DISCUSSIONS.........................................................................................................................................11
Recommended improvements in FAT...................................................................................................11
CONCLUSION.........................................................................................................................................13
Bibliography...............................................................................................................................................14
Factory Acceptance Test 3
INTRODUCTION.
History and Context
Commonly referred to as acceptance testing, these are series of testing which the
equipment supplier conducts in order to demonstrate to the contractor that the supplier has met
all the requirements as well as other contractual agreements. Normally it comprises of project
specifications, datasheets, a set of drawings, as well as any extension of derivatives that have
been provided by the representative1. These tests are conducted in the presence of a
representative or a third witness in order to ascertain that each is conducted as per the
requirements. All the deviations which have been noted during the FAT testing, are usually
recorded and documented prior to the shipping of the equipment.
It is therefore essential to ensure that the FAT testing is conducted in the right manner,
and without any hurry. Some of the available FAT testing include alpha and beta testing, black
box testing, regulation acceptance testing, contract acceptance testing and operational acceptance
testing.
Problem statement and industry challenges.
In company XYZ, there has been a lot of quality issues as well as reworks which are
experienced while undertaking the process of commissioning as well testing of the items from
their repaired shops. One of the major problems which are found to have contributed to this is the
poor FAT testing activities normally conducted. This ranges from the types of equipment which
are applied to the types of data which h been documented2. There are a number of industry
1 Bigi, Marco, Luigi Rinaldi, Muriel Simon, Luca Sita, Giuseppe Taddia, Saverino Carrozza, Hans Decamps et al. "Design, manufacture and
factory testing of the Ion Source and Extraction Power Supplies for the SPIDER experiment." Fusion Engineering and Design 96 (2015): 405-
410
2 Boffo, C., D. Saez de Jauregui, M. Commisso, I. R. R. Shinton, S. Gerstl, T. Baumbach, J. C. Schouten et al. "Factory Acceptance Test of
COLDDIAG: A Cold Vacuum Chamber for Diagnostics." In Conf. Proc., vol. 110904, no. IPAC-2011-THPC159, pp. 3265-3267. 2011.
Dahl, Johan. "Factory acceptance test FAT and site acceptance test SAT work instructions for electrical and automation systems in a power
plant." (2013)
INTRODUCTION.
History and Context
Commonly referred to as acceptance testing, these are series of testing which the
equipment supplier conducts in order to demonstrate to the contractor that the supplier has met
all the requirements as well as other contractual agreements. Normally it comprises of project
specifications, datasheets, a set of drawings, as well as any extension of derivatives that have
been provided by the representative1. These tests are conducted in the presence of a
representative or a third witness in order to ascertain that each is conducted as per the
requirements. All the deviations which have been noted during the FAT testing, are usually
recorded and documented prior to the shipping of the equipment.
It is therefore essential to ensure that the FAT testing is conducted in the right manner,
and without any hurry. Some of the available FAT testing include alpha and beta testing, black
box testing, regulation acceptance testing, contract acceptance testing and operational acceptance
testing.
Problem statement and industry challenges.
In company XYZ, there has been a lot of quality issues as well as reworks which are
experienced while undertaking the process of commissioning as well testing of the items from
their repaired shops. One of the major problems which are found to have contributed to this is the
poor FAT testing activities normally conducted. This ranges from the types of equipment which
are applied to the types of data which h been documented2. There are a number of industry
1 Bigi, Marco, Luigi Rinaldi, Muriel Simon, Luca Sita, Giuseppe Taddia, Saverino Carrozza, Hans Decamps et al. "Design, manufacture and
factory testing of the Ion Source and Extraction Power Supplies for the SPIDER experiment." Fusion Engineering and Design 96 (2015): 405-
410
2 Boffo, C., D. Saez de Jauregui, M. Commisso, I. R. R. Shinton, S. Gerstl, T. Baumbach, J. C. Schouten et al. "Factory Acceptance Test of
COLDDIAG: A Cold Vacuum Chamber for Diagnostics." In Conf. Proc., vol. 110904, no. IPAC-2011-THPC159, pp. 3265-3267. 2011.
Dahl, Johan. "Factory acceptance test FAT and site acceptance test SAT work instructions for electrical and automation systems in a power
plant." (2013)
Factory Acceptance Test 4
challenges, which are experienced when it comes to acceptance testing, and it is necessary to
find common ground for addressing these challenges. The most experienced challenges include;
defining of the correct user roles, selection of the type of testing to be conducted, environmental
issues as well as the process of deployment, time frames, documentation standards o be used, test
planning, determination of the change control process, among others.
Benefits of FAT
The available benefits of FAT include;
The customers will be in a position to have a touch of feeling prior to the shipping of the
equipment while it is in the operation mode
There is a lot that comes with the testing more so the customers as they will get some
initial hands-on training on how the equipment needs to be operated, hence awarding the
customer with the appropriate level of confidence in handling the machine
While the testing is conducted, both teams from the two sides are able to work together
and hence have time for reviewing the bill of quantities, equipment limitations as well as
the various recommendations3
The documented FAT information can be critical for use in the installation as well as the
validation process of the equipment
Concerning the outcome of the FAT process, both teams have the opportunity to propose
additional items, which requires addressing before the shipment is made.
There is an increased guarantee level of trust that the requirements of the customer shall
be met4.
3 Ding, Kaizhong, Tingzhi Zhou, Kun Lu, Qingqing Du, Bo Li, Sikui Yu, Xiongyi Huang et al. "Factory acceptance test of 50-ka hts current
leads for the iter cs magnet test application." IEEE Transactions on Applied Superconductivity 28, no. 3 (2017): 1-4
4 Eto, J., R. Lasseter, B. Schenkman, J. Stevens, D. Klapp, H. VolkommeRr, E. Linton, Hector Hurtado, and J. Roy. "Overview of the CERTS
microgrid laboratory test bed." In 2009 CIGRE/IEEE PES Joint Symposium Integration of Wide-Scale Renewable Resources Into the Power
Delivery System, pp. 1-1. IEEE, 2019
challenges, which are experienced when it comes to acceptance testing, and it is necessary to
find common ground for addressing these challenges. The most experienced challenges include;
defining of the correct user roles, selection of the type of testing to be conducted, environmental
issues as well as the process of deployment, time frames, documentation standards o be used, test
planning, determination of the change control process, among others.
Benefits of FAT
The available benefits of FAT include;
The customers will be in a position to have a touch of feeling prior to the shipping of the
equipment while it is in the operation mode
There is a lot that comes with the testing more so the customers as they will get some
initial hands-on training on how the equipment needs to be operated, hence awarding the
customer with the appropriate level of confidence in handling the machine
While the testing is conducted, both teams from the two sides are able to work together
and hence have time for reviewing the bill of quantities, equipment limitations as well as
the various recommendations3
The documented FAT information can be critical for use in the installation as well as the
validation process of the equipment
Concerning the outcome of the FAT process, both teams have the opportunity to propose
additional items, which requires addressing before the shipment is made.
There is an increased guarantee level of trust that the requirements of the customer shall
be met4.
3 Ding, Kaizhong, Tingzhi Zhou, Kun Lu, Qingqing Du, Bo Li, Sikui Yu, Xiongyi Huang et al. "Factory acceptance test of 50-ka hts current
leads for the iter cs magnet test application." IEEE Transactions on Applied Superconductivity 28, no. 3 (2017): 1-4
4 Eto, J., R. Lasseter, B. Schenkman, J. Stevens, D. Klapp, H. VolkommeRr, E. Linton, Hector Hurtado, and J. Roy. "Overview of the CERTS
microgrid laboratory test bed." In 2009 CIGRE/IEEE PES Joint Symposium Integration of Wide-Scale Renewable Resources Into the Power
Delivery System, pp. 1-1. IEEE, 2019
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Factory Acceptance Test 5
It also helps in saving time, which can be utilized to transport back the system in case
there are defaults.
LITERATURE REVIEW
Review of standards and current practices in reliability testing
There are specific standards that govern the factory acceptance test for the purposes of
reliability. Some of these include;
Underwriters listed and IEC- these are basically meant for the drives, and they are
focused on the safe design of the ASD.
The performance standards such as IEEE 1566- they are mostly dedicated to the testing
process.
National Electrical Manufactures Association
IEEE standards basically for the medium voltage motors
American Petroleum Institute
Canadian Standards Association – primarily applied on the prototype testing stage
Conformite Europ ´ eenne
Currently, there are various practices, which are conducted for ensuring that the factory
acceptance test is in the right manner. Amongst them, include;
I. Test specification- this refers to a document, which provides the groundwork for the
planning as well as execution at all the stages of the testing. Some of the specification’s
include; the scope of testing, responsibilities and labour, equipment requirements,
simulation requirements, and the testing procedures5.
5 Gamble, Bruce, Greg Snitchler, and Tim MacDonald. "Full power test of a 36.5 MW HTS propulsion motor." IEEE Transactions on Applied
Superconductivity 21, no. 3 (2010): 1083-1088
It also helps in saving time, which can be utilized to transport back the system in case
there are defaults.
LITERATURE REVIEW
Review of standards and current practices in reliability testing
There are specific standards that govern the factory acceptance test for the purposes of
reliability. Some of these include;
Underwriters listed and IEC- these are basically meant for the drives, and they are
focused on the safe design of the ASD.
The performance standards such as IEEE 1566- they are mostly dedicated to the testing
process.
National Electrical Manufactures Association
IEEE standards basically for the medium voltage motors
American Petroleum Institute
Canadian Standards Association – primarily applied on the prototype testing stage
Conformite Europ ´ eenne
Currently, there are various practices, which are conducted for ensuring that the factory
acceptance test is in the right manner. Amongst them, include;
I. Test specification- this refers to a document, which provides the groundwork for the
planning as well as execution at all the stages of the testing. Some of the specification’s
include; the scope of testing, responsibilities and labour, equipment requirements,
simulation requirements, and the testing procedures5.
5 Gamble, Bruce, Greg Snitchler, and Tim MacDonald. "Full power test of a 36.5 MW HTS propulsion motor." IEEE Transactions on Applied
Superconductivity 21, no. 3 (2010): 1083-1088
Factory Acceptance Test 6
II. Cost considerations – the cost of the equipment is wide, and range from the cost of
procurement of the equipment, material and labour costs, power wirings, as well as other
associated costs. By extension, other cost considerations are considered, such as the costs
for fabrications6.
III. FAT optimization- optimization of the acceptance testing occurs in three stages. The
primary stage I the optimal personal involvement- this refers to the involvement of
various professional associated with the plant from the project engineers to the
maintenance operators. System update form- this is a system for documentation of
various issues, which have been found of concern while undertaking the test. Operator
testing- this is a scripted test which is done mainly by the programmers until all the
problems associated are resolved.
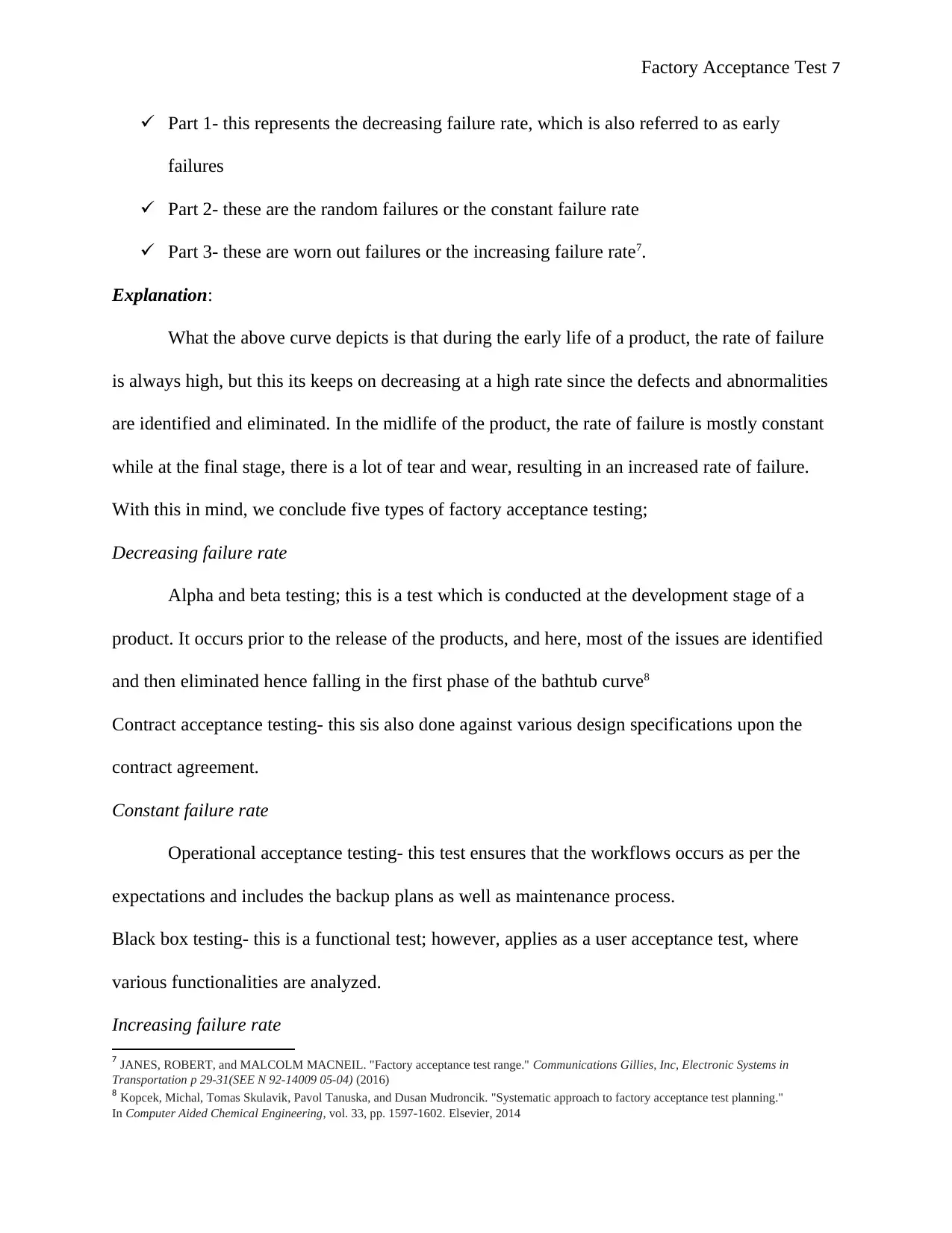
Types of Factory Acceptance testing given failure modes and bathtub curve.
Considering the bathtub curve below.
There are three parts;
6 Gerstl, Stefan, Tilo Baumbach, Sara Casalbuoni, Andreas Grau, Michael Hagelstein, D. Saez de Jauregui, C. Boffo et al. "Factory acceptance
test of COLDDIAG: a cold vacuum chamber for diagnostics." In Proceedings of the 2nd International Particle Accelerator Conference, San
Sebastian Spain. 2011
II. Cost considerations – the cost of the equipment is wide, and range from the cost of
procurement of the equipment, material and labour costs, power wirings, as well as other
associated costs. By extension, other cost considerations are considered, such as the costs
for fabrications6.
III. FAT optimization- optimization of the acceptance testing occurs in three stages. The
primary stage I the optimal personal involvement- this refers to the involvement of
various professional associated with the plant from the project engineers to the
maintenance operators. System update form- this is a system for documentation of
various issues, which have been found of concern while undertaking the test. Operator
testing- this is a scripted test which is done mainly by the programmers until all the
problems associated are resolved.
Types of Factory Acceptance testing given failure modes and bathtub curve.
Considering the bathtub curve below.
There are three parts;
6 Gerstl, Stefan, Tilo Baumbach, Sara Casalbuoni, Andreas Grau, Michael Hagelstein, D. Saez de Jauregui, C. Boffo et al. "Factory acceptance
test of COLDDIAG: a cold vacuum chamber for diagnostics." In Proceedings of the 2nd International Particle Accelerator Conference, San
Sebastian Spain. 2011
Factory Acceptance Test 7
Part 1- this represents the decreasing failure rate, which is also referred to as early
failures
Part 2- these are the random failures or the constant failure rate
Part 3- these are worn out failures or the increasing failure rate7.
Explanation:
What the above curve depicts is that during the early life of a product, the rate of failure
is always high, but this its keeps on decreasing at a high rate since the defects and abnormalities
are identified and eliminated. In the midlife of the product, the rate of failure is mostly constant
while at the final stage, there is a lot of tear and wear, resulting in an increased rate of failure.
With this in mind, we conclude five types of factory acceptance testing;
Decreasing failure rate
Alpha and beta testing; this is a test which is conducted at the development stage of a
product. It occurs prior to the release of the products, and here, most of the issues are identified
and then eliminated hence falling in the first phase of the bathtub curve8
Contract acceptance testing- this sis also done against various design specifications upon the
contract agreement.
Constant failure rate
Operational acceptance testing- this test ensures that the workflows occurs as per the
expectations and includes the backup plans as well as maintenance process.
Black box testing- this is a functional test; however, applies as a user acceptance test, where
various functionalities are analyzed.
Increasing failure rate
7 JANES, ROBERT, and MALCOLM MACNEIL. "Factory acceptance test range." Communications Gillies, Inc, Electronic Systems in
Transportation p 29-31(SEE N 92-14009 05-04) (2016)
8 Kopcek, Michal, Tomas Skulavik, Pavol Tanuska, and Dusan Mudroncik. "Systematic approach to factory acceptance test planning."
In Computer Aided Chemical Engineering, vol. 33, pp. 1597-1602. Elsevier, 2014
Part 1- this represents the decreasing failure rate, which is also referred to as early
failures
Part 2- these are the random failures or the constant failure rate
Part 3- these are worn out failures or the increasing failure rate7.
Explanation:
What the above curve depicts is that during the early life of a product, the rate of failure
is always high, but this its keeps on decreasing at a high rate since the defects and abnormalities
are identified and eliminated. In the midlife of the product, the rate of failure is mostly constant
while at the final stage, there is a lot of tear and wear, resulting in an increased rate of failure.
With this in mind, we conclude five types of factory acceptance testing;
Decreasing failure rate
Alpha and beta testing; this is a test which is conducted at the development stage of a
product. It occurs prior to the release of the products, and here, most of the issues are identified
and then eliminated hence falling in the first phase of the bathtub curve8
Contract acceptance testing- this sis also done against various design specifications upon the
contract agreement.
Constant failure rate
Operational acceptance testing- this test ensures that the workflows occurs as per the
expectations and includes the backup plans as well as maintenance process.
Black box testing- this is a functional test; however, applies as a user acceptance test, where
various functionalities are analyzed.
Increasing failure rate
7 JANES, ROBERT, and MALCOLM MACNEIL. "Factory acceptance test range." Communications Gillies, Inc, Electronic Systems in
Transportation p 29-31(SEE N 92-14009 05-04) (2016)
8 Kopcek, Michal, Tomas Skulavik, Pavol Tanuska, and Dusan Mudroncik. "Systematic approach to factory acceptance test planning."
In Computer Aided Chemical Engineering, vol. 33, pp. 1597-1602. Elsevier, 2014
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Factory Acceptance Test 8
At this phase, one type of testing which can be conducted in the factory acceptance
testing- this is conducted on both the software and the hardware to determine the reliability of the
system conditions and the requirements.
METHODOLOGY
Integrating FAT results in reliability management and equipment life cycle data.
In order to be able to come up with the right recommendations, the first issue relies on
how the data, which is collected, is integrated within the equipment life cycle. There exist a life
cycle approach, which considers the effects of all the inputs and outputs of the data that is being
fed. An approach, which is most suited, is the integrated risk management, which, majorly aims
at identifying and managing the various risks across the life cycle of the equipment9.
Developing the criteria for FAT requirements.
The FAT requirements need to be aligned with the various project specifications. It is
therefore essential to pose some questions in order to come up with the appropriate requirements.
The various questions, which can be of the essence in the criteria development, are;
I. What is the intention of factory acceptance testing?
II. What kind of resources will be required on the site?
III. What will be the period for the testing?
IV. How many products will be run on a daily basis?
Workshop Repair strategies and preventing reworks.
To prevent various reworks within the workshop, the approach which should be taken
relies on the four basic principles of maintenance. The first principle is corrective maintenance;
whereby the maintenance is conducted immediately on the detection of a faulty during the
9 Lasseter, Robert H., Joseph H. Eto, B. Schenkman, J. Stevens, H. Vollkommer, D. Klapp, E. Linton, Hector Hurtado, and J. Roy. "CERTS
microgrid laboratory test bed." IEEE Transactions on Power Delivery 26, no. 1 (2010): 325-332
At this phase, one type of testing which can be conducted in the factory acceptance
testing- this is conducted on both the software and the hardware to determine the reliability of the
system conditions and the requirements.
METHODOLOGY
Integrating FAT results in reliability management and equipment life cycle data.
In order to be able to come up with the right recommendations, the first issue relies on
how the data, which is collected, is integrated within the equipment life cycle. There exist a life
cycle approach, which considers the effects of all the inputs and outputs of the data that is being
fed. An approach, which is most suited, is the integrated risk management, which, majorly aims
at identifying and managing the various risks across the life cycle of the equipment9.
Developing the criteria for FAT requirements.
The FAT requirements need to be aligned with the various project specifications. It is
therefore essential to pose some questions in order to come up with the appropriate requirements.
The various questions, which can be of the essence in the criteria development, are;
I. What is the intention of factory acceptance testing?
II. What kind of resources will be required on the site?
III. What will be the period for the testing?
IV. How many products will be run on a daily basis?
Workshop Repair strategies and preventing reworks.
To prevent various reworks within the workshop, the approach which should be taken
relies on the four basic principles of maintenance. The first principle is corrective maintenance;
whereby the maintenance is conducted immediately on the detection of a faulty during the
9 Lasseter, Robert H., Joseph H. Eto, B. Schenkman, J. Stevens, H. Vollkommer, D. Klapp, E. Linton, Hector Hurtado, and J. Roy. "CERTS
microgrid laboratory test bed." IEEE Transactions on Power Delivery 26, no. 1 (2010): 325-332
Factory Acceptance Test 9
normal operation of the machine. Preventive maintenance; this is whereby the maintenance is
conducted on certain intervals as stipulated in the criteria, and it is aimed at minimizing the risk
failure of the equipment. Risk-based maintenance; this is a kind of maintenance, which is
conducted through the integration of measurements, analysis and periodic test activities to
standard preventive maintenance10. The aim is to come up with an effective maintenance
program. Conditioned based maintenance; this is the maintenance concerning the corrective
actions which have been taken. There are various parameters which are available online to detect
the changes which have been introduced in the system.
Warranty Service Provision
To counter the issues beforehand, the best warranty provision for the FAT should be
Avenna warranty for the custom-designed system warranty. It is applicable within the first ninety
days of the product release from the site.
DISCUSSIONS
From the literature review, it has been established that there are a number of quality
issues which results in reworks and emanates from areas that can be addressed when the right
initiative is taken. Poor FAT testing activities that are conducted results majorly into the quality
issues and failures. Majorly, the reasons behind the various failures are grounded on FAT
implementation for various types of equipment’s, the nature of the data which is gathered as well
as the analysis, poor planning process, as well as poor management practices. The section below
discusses some of the proposals for managing the situation11.
Recommended improvements in FAT.
FAT implementation for various types of equipment,
10 Li, Gang, Yunlong Dong, Jie Tian, Weihua Wang, Wei Li, and Jean Belanger. "Factory acceptance test of a five-terminal MMC control and
protection system using hardware-in-the-loop method." In 2015 IEEE Power & Energy Society General Meeting, pp. 1-5. IEEE, 2015
11 Nam, Kyoungo, Jinho Bae, Minsu Ha, Sikun Jung, Soohyun Park, Wooho Jung, Daewang Shin, Jaehwan Moon, and Hyungyeol Yang.
"Fabrication and factory acceptance test of ITER sector sub-assembly tool." Fusion Engineering and Design 146 (2019): 1211-1215
normal operation of the machine. Preventive maintenance; this is whereby the maintenance is
conducted on certain intervals as stipulated in the criteria, and it is aimed at minimizing the risk
failure of the equipment. Risk-based maintenance; this is a kind of maintenance, which is
conducted through the integration of measurements, analysis and periodic test activities to
standard preventive maintenance10. The aim is to come up with an effective maintenance
program. Conditioned based maintenance; this is the maintenance concerning the corrective
actions which have been taken. There are various parameters which are available online to detect
the changes which have been introduced in the system.
Warranty Service Provision
To counter the issues beforehand, the best warranty provision for the FAT should be
Avenna warranty for the custom-designed system warranty. It is applicable within the first ninety
days of the product release from the site.
DISCUSSIONS
From the literature review, it has been established that there are a number of quality
issues which results in reworks and emanates from areas that can be addressed when the right
initiative is taken. Poor FAT testing activities that are conducted results majorly into the quality
issues and failures. Majorly, the reasons behind the various failures are grounded on FAT
implementation for various types of equipment’s, the nature of the data which is gathered as well
as the analysis, poor planning process, as well as poor management practices. The section below
discusses some of the proposals for managing the situation11.
Recommended improvements in FAT.
FAT implementation for various types of equipment,
10 Li, Gang, Yunlong Dong, Jie Tian, Weihua Wang, Wei Li, and Jean Belanger. "Factory acceptance test of a five-terminal MMC control and
protection system using hardware-in-the-loop method." In 2015 IEEE Power & Energy Society General Meeting, pp. 1-5. IEEE, 2015
11 Nam, Kyoungo, Jinho Bae, Minsu Ha, Sikun Jung, Soohyun Park, Wooho Jung, Daewang Shin, Jaehwan Moon, and Hyungyeol Yang.
"Fabrication and factory acceptance test of ITER sector sub-assembly tool." Fusion Engineering and Design 146 (2019): 1211-1215
Factory Acceptance Test 10
The equipment used for conducting the tests ranges from electrical equipment, mechanical,
among other instrumentation equipment. This equipment has unique requirements and should be
taken into consideration before beginning the test process. For instance, the electrical equipment
has; power requirements for the motor drivees used is one crucial factor, which needs to be
observed. It should be ensured that the correct power requirements are met to avoid various
distortions t that affects the outcome. In addition, frequency and voltage matching should be
considered, and in case there are dissimilarities, filters be added to ensure that the right
frequency and voltage is applied for the test. In addition, speed matching should be factored
between the design test and the load machine. While conducting the FAT testing, it is essential to
hold all other activities at a hold point until the customer has signed off12.
The nature of the data which is gathered as well as its analysis,
When it comes to the gathering of data, the appropriate tools should be used to prevent any
distortion of the outcome. The collection of the data begins with the types of equipment, which
are utilized, for instance; they should be checked, and the accuracy level is known. This
significantly helps in determining the error value of the overall outcome. By extension, the tools
which are used for analysis should be acceptable. Some of the propose tools include ANSYS and
Finite element analysis software13.
Poor planning process.
The planning process should take place in the requirement analysis phase. This helps in prior
preparation for the expected outcome. Additionally, the environment in which the testing is
12 Peltola, Jukka, Seppo Sierla, and Valeriy Vyatkin. "Adapting Keyword driven test automation framework to IEC 61131-3 industrial control
applications using PLCopen XML." In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), pp. 1-8. IEEE,
2014
13 Park, Jea-Bum, Byung-Ki Kim, Mi-Sung Kim, and Dae-Seok Rho. "A Study on the Site Acceptance Test (SAT)
Evaluation Algorithm of Energy Storage System using Li-ion Battery." Journal of the Korea Academia-Industrial
cooperation Society 20, no. 6 (2019): 26-37.
The equipment used for conducting the tests ranges from electrical equipment, mechanical,
among other instrumentation equipment. This equipment has unique requirements and should be
taken into consideration before beginning the test process. For instance, the electrical equipment
has; power requirements for the motor drivees used is one crucial factor, which needs to be
observed. It should be ensured that the correct power requirements are met to avoid various
distortions t that affects the outcome. In addition, frequency and voltage matching should be
considered, and in case there are dissimilarities, filters be added to ensure that the right
frequency and voltage is applied for the test. In addition, speed matching should be factored
between the design test and the load machine. While conducting the FAT testing, it is essential to
hold all other activities at a hold point until the customer has signed off12.
The nature of the data which is gathered as well as its analysis,
When it comes to the gathering of data, the appropriate tools should be used to prevent any
distortion of the outcome. The collection of the data begins with the types of equipment, which
are utilized, for instance; they should be checked, and the accuracy level is known. This
significantly helps in determining the error value of the overall outcome. By extension, the tools
which are used for analysis should be acceptable. Some of the propose tools include ANSYS and
Finite element analysis software13.
Poor planning process.
The planning process should take place in the requirement analysis phase. This helps in prior
preparation for the expected outcome. Additionally, the environment in which the testing is
12 Peltola, Jukka, Seppo Sierla, and Valeriy Vyatkin. "Adapting Keyword driven test automation framework to IEC 61131-3 industrial control
applications using PLCopen XML." In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), pp. 1-8. IEEE,
2014
13 Park, Jea-Bum, Byung-Ki Kim, Mi-Sung Kim, and Dae-Seok Rho. "A Study on the Site Acceptance Test (SAT)
Evaluation Algorithm of Energy Storage System using Li-ion Battery." Journal of the Korea Academia-Industrial
cooperation Society 20, no. 6 (2019): 26-37.
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Factory Acceptance Test 11
conducted should be different from the one that host the system and functional testing. This is
because real data test cases are likely to be missed if performed in the same environment14.
Poor management practices
The customers, in most instances, assign functional test teams to act on the witnessing of the
FAT. This should not be the case as they do not focus on the end-user requirements. Hence,
professional teams should be assigned to work with the FAT team. Also, proper communication
is needed between the teams to foster collaboration. The project management should also focus
on proposing various requirements during the testing to avoid future defects, irrespective of the
time remaining for the FAT to conclude15.
CONCLUSION
FAT testing helps in demonstrating that the supplier has met all the requirements as well
as other contractual agreements. Essentially, it should be conducted in the right manner, since a
poorly conducted FAT can result into non- conformities that can only be rectified after the
installation of the equipment, which definitely is costly, and then can result into the havoc of the
entire system16. This assignment has noted some of the quality issues, which are experienced
while undertaking the process of commissioning and testing of the items from their repaired
shops, and thus proposed some measures that can assist in addressing the same. The measures
proposed include proper management practices, efficient planning process, proper collection and
analysis of data, as well as proper implementation of the FAT process, with considerations to the
types of equipment requirements.
14 Sandbacka, Jim. "Factory acceptance test of protection relays." (2014)
15 Tamaki, Hideaki, Tomoki Kawakubo, Masaru Unno, Shinji Abe, and Kanji Majima. "Performance Improvement of Multistage Centrifugal
Compressor With Low Flow-Rate Stages Based on Factory Acceptance Test Data." In ASME Turbo Expo 2014: Turbine Technical Conference
and Exposition. American Society of Mechanical Engineers Digital Collection, 2014
16 West, Richard. "NOR Factory Acceptance Test Instructions." (2019)
conducted should be different from the one that host the system and functional testing. This is
because real data test cases are likely to be missed if performed in the same environment14.
Poor management practices
The customers, in most instances, assign functional test teams to act on the witnessing of the
FAT. This should not be the case as they do not focus on the end-user requirements. Hence,
professional teams should be assigned to work with the FAT team. Also, proper communication
is needed between the teams to foster collaboration. The project management should also focus
on proposing various requirements during the testing to avoid future defects, irrespective of the
time remaining for the FAT to conclude15.
CONCLUSION
FAT testing helps in demonstrating that the supplier has met all the requirements as well
as other contractual agreements. Essentially, it should be conducted in the right manner, since a
poorly conducted FAT can result into non- conformities that can only be rectified after the
installation of the equipment, which definitely is costly, and then can result into the havoc of the
entire system16. This assignment has noted some of the quality issues, which are experienced
while undertaking the process of commissioning and testing of the items from their repaired
shops, and thus proposed some measures that can assist in addressing the same. The measures
proposed include proper management practices, efficient planning process, proper collection and
analysis of data, as well as proper implementation of the FAT process, with considerations to the
types of equipment requirements.
14 Sandbacka, Jim. "Factory acceptance test of protection relays." (2014)
15 Tamaki, Hideaki, Tomoki Kawakubo, Masaru Unno, Shinji Abe, and Kanji Majima. "Performance Improvement of Multistage Centrifugal
Compressor With Low Flow-Rate Stages Based on Factory Acceptance Test Data." In ASME Turbo Expo 2014: Turbine Technical Conference
and Exposition. American Society of Mechanical Engineers Digital Collection, 2014
16 West, Richard. "NOR Factory Acceptance Test Instructions." (2019)
Factory Acceptance Test 12
Bibliography
Bigi, Marco, Luigi Rinaldi, Muriel Simon, Luca Sita, Giuseppe Taddia, Saverino Carrozza, Hans
Decamps et al. "Design, manufacture and factory testing of the Ion Source and Extraction
Power Supplies for the SPIDER experiment." Fusion Engineering and Design 96 (2015):
405-410.
Boffo, C., D. Saez de Jauregui, M. Commisso, I. R. R. Shinton, S. Gerstl, T. Baumbach, J. C.
Schouten et al. "Factory Acceptance Test of COLDDIAG: A Cold Vacuum Chamber for
Diagnostics." In Conf. Proc., vol. 110904, no. IPAC-2011-THPC159, pp. 3265-3267.
2011.
Dahl, Johan. "Factory acceptance test FAT and site acceptance test SAT work instructions for
electrical and automation systems in a power plant." (2013).
Ding, Kaizhong, Tingzhi Zhou, Kun Lu, Qingqing Du, Bo Li, Sikui Yu, Xiongyi Huang et al.
"Factory acceptance test of 50-ka hts current leads for the iter cs magnet test
application." IEEE Transactions on Applied Superconductivity 28, no. 3 (2017): 1-4.
Eto, J., R. Lasseter, B. Schenkman, J. Stevens, D. Klapp, H. VolkommeRr, E. Linton, Hector
Hurtado, and J. Roy. "Overview of the CERTS microgrid laboratory test bed." In 2009
CIGRE/IEEE PES Joint Symposium Integration of Wide-Scale Renewable Resources Into
the Power Delivery System, pp. 1-1. IEEE, 2009.
Gamble, Bruce, Greg Snitchler, and Tim MacDonald. "Full power test of a 36.5 MW HTS
propulsion motor." IEEE Transactions on Applied Superconductivity 21, no. 3 (2010):
1083-1088.
Gerstl, Stefan, Tilo Baumbach, Sara Casalbuoni, Andreas Grau, Michael Hagelstein, D. Saez de
Jauregui, C. Boffo et al. "Factory acceptance test of COLDDIAG: a cold vacuum
chamber for diagnostics." In Proceedings of the 2nd International Particle Accelerator
Conference, San Sebastian Spain. 2011.
JANES, ROBERT, and MALCOLM MACNEIL. "Factory acceptance test
range." Communications Gillies, Inc, Electronic Systems in Transportation p 29-31(SEE
N 92-14009 05-04) (1989).
Kopcek, Michal, Tomas Skulavik, Pavol Tanuska, and Dusan Mudroncik. "Systematic approach
to factory acceptance test planning." In Computer Aided Chemical Engineering, vol. 33,
pp. 1597-1602. Elsevier, 2014.
Bibliography
Bigi, Marco, Luigi Rinaldi, Muriel Simon, Luca Sita, Giuseppe Taddia, Saverino Carrozza, Hans
Decamps et al. "Design, manufacture and factory testing of the Ion Source and Extraction
Power Supplies for the SPIDER experiment." Fusion Engineering and Design 96 (2015):
405-410.
Boffo, C., D. Saez de Jauregui, M. Commisso, I. R. R. Shinton, S. Gerstl, T. Baumbach, J. C.
Schouten et al. "Factory Acceptance Test of COLDDIAG: A Cold Vacuum Chamber for
Diagnostics." In Conf. Proc., vol. 110904, no. IPAC-2011-THPC159, pp. 3265-3267.
2011.
Dahl, Johan. "Factory acceptance test FAT and site acceptance test SAT work instructions for
electrical and automation systems in a power plant." (2013).
Ding, Kaizhong, Tingzhi Zhou, Kun Lu, Qingqing Du, Bo Li, Sikui Yu, Xiongyi Huang et al.
"Factory acceptance test of 50-ka hts current leads for the iter cs magnet test
application." IEEE Transactions on Applied Superconductivity 28, no. 3 (2017): 1-4.
Eto, J., R. Lasseter, B. Schenkman, J. Stevens, D. Klapp, H. VolkommeRr, E. Linton, Hector
Hurtado, and J. Roy. "Overview of the CERTS microgrid laboratory test bed." In 2009
CIGRE/IEEE PES Joint Symposium Integration of Wide-Scale Renewable Resources Into
the Power Delivery System, pp. 1-1. IEEE, 2009.
Gamble, Bruce, Greg Snitchler, and Tim MacDonald. "Full power test of a 36.5 MW HTS
propulsion motor." IEEE Transactions on Applied Superconductivity 21, no. 3 (2010):
1083-1088.
Gerstl, Stefan, Tilo Baumbach, Sara Casalbuoni, Andreas Grau, Michael Hagelstein, D. Saez de
Jauregui, C. Boffo et al. "Factory acceptance test of COLDDIAG: a cold vacuum
chamber for diagnostics." In Proceedings of the 2nd International Particle Accelerator
Conference, San Sebastian Spain. 2011.
JANES, ROBERT, and MALCOLM MACNEIL. "Factory acceptance test
range." Communications Gillies, Inc, Electronic Systems in Transportation p 29-31(SEE
N 92-14009 05-04) (1989).
Kopcek, Michal, Tomas Skulavik, Pavol Tanuska, and Dusan Mudroncik. "Systematic approach
to factory acceptance test planning." In Computer Aided Chemical Engineering, vol. 33,
pp. 1597-1602. Elsevier, 2014.
Factory Acceptance Test 13
Lasseter, Robert H., Joseph H. Eto, B. Schenkman, J. Stevens, H. Vollkommer, D. Klapp, E.
Linton, Hector Hurtado, and J. Roy. "CERTS microgrid laboratory test bed." IEEE
Transactions on Power Delivery 26, no. 1 (2010): 325-332.
Li, Gang, Yunlong Dong, Jie Tian, Weihua Wang, Wei Li, and Jean Belanger. "Factory
acceptance test of a five-terminal MMC control and protection system using hardware-in-
the-loop method." In 2015 IEEE Power & Energy Society General Meeting, pp. 1-5.
IEEE, 2015.
Nam, Kyoungo, Jinho Bae, Minsu Ha, Sikun Jung, Soohyun Park, Wooho Jung, Daewang Shin,
Jaehwan Moon, and Hyungyeol Yang. "Fabrication and factory acceptance test of ITER
sector sub-assembly tool." Fusion Engineering and Design 146 (2019): 1211-1215.
Park, Jea-Bum, Byung-Ki Kim, Mi-Sung Kim, and Dae-Seok Rho. "A Study on the Site
Acceptance Test (SAT) Evaluation Algorithm of Energy Storage System using Li-ion
Battery." Journal of the Korea Academia-Industrial cooperation Society 20, no. 6 (2019):
26-37.
Peltola, Jukka, Seppo Sierla, and Valeriy Vyatkin. "Adapting Keyword driven test automation
framework to IEC 61131-3 industrial control applications using PLCopen XML."
In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA),
pp. 1-8. IEEE, 2014.
Sandbacka, Jim. "Factory acceptance test of protection relays." (2014).
Tamaki, Hideaki, Tomoki Kawakubo, Masaru Unno, Shinji Abe, and Kanji Majima.
"Performance Improvement of Multistage Centrifugal Compressor With Low Flow-Rate
Stages Based on Factory Acceptance Test Data." In ASME Turbo Expo 2014: Turbine
Technical Conference and Exposition. American Society of Mechanical Engineers
Digital Collection, 2014.
West, Richard. "NOR Factory Acceptance Test Instructions." (2019).
Lasseter, Robert H., Joseph H. Eto, B. Schenkman, J. Stevens, H. Vollkommer, D. Klapp, E.
Linton, Hector Hurtado, and J. Roy. "CERTS microgrid laboratory test bed." IEEE
Transactions on Power Delivery 26, no. 1 (2010): 325-332.
Li, Gang, Yunlong Dong, Jie Tian, Weihua Wang, Wei Li, and Jean Belanger. "Factory
acceptance test of a five-terminal MMC control and protection system using hardware-in-
the-loop method." In 2015 IEEE Power & Energy Society General Meeting, pp. 1-5.
IEEE, 2015.
Nam, Kyoungo, Jinho Bae, Minsu Ha, Sikun Jung, Soohyun Park, Wooho Jung, Daewang Shin,
Jaehwan Moon, and Hyungyeol Yang. "Fabrication and factory acceptance test of ITER
sector sub-assembly tool." Fusion Engineering and Design 146 (2019): 1211-1215.
Park, Jea-Bum, Byung-Ki Kim, Mi-Sung Kim, and Dae-Seok Rho. "A Study on the Site
Acceptance Test (SAT) Evaluation Algorithm of Energy Storage System using Li-ion
Battery." Journal of the Korea Academia-Industrial cooperation Society 20, no. 6 (2019):
26-37.
Peltola, Jukka, Seppo Sierla, and Valeriy Vyatkin. "Adapting Keyword driven test automation
framework to IEC 61131-3 industrial control applications using PLCopen XML."
In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA),
pp. 1-8. IEEE, 2014.
Sandbacka, Jim. "Factory acceptance test of protection relays." (2014).
Tamaki, Hideaki, Tomoki Kawakubo, Masaru Unno, Shinji Abe, and Kanji Majima.
"Performance Improvement of Multistage Centrifugal Compressor With Low Flow-Rate
Stages Based on Factory Acceptance Test Data." In ASME Turbo Expo 2014: Turbine
Technical Conference and Exposition. American Society of Mechanical Engineers
Digital Collection, 2014.
West, Richard. "NOR Factory Acceptance Test Instructions." (2019).
1 out of 13
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.