Food Safety and Inventory
VerifiedAdded on 2023/01/19
|34
|8034
|87
AI Summary
This document provides an overview of food safety and inventory management, including HACCP based food safety plans and support programs. It discusses the process flow chart and hazard analysis for popular dishes like French fries, chicken breast, and chocolate pudding. The report focuses on ALH Group of hotels and their food safety and inventory management program.
Contribute Materials
Your contribution can guide someone’s learning journey. Share your
documents today.
Food Safety and
Inventory
Inventory
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Table of Contents
PART A...........................................................................................................................................1
1. INTRODUCTION.......................................................................................................................1
2. HACCP based Food Safety Plans ...............................................................................................1
2.1 HACCP Team........................................................................................................................1
2.2 Scope or Purpose....................................................................................................................2
2.3 Product Description and Intended Use..................................................................................2
2.4 Process Flow Chart................................................................................................................4
2.5 Hazard Analysis.....................................................................................................................8
2.6 Hazard Audit table...............................................................................................................11
2.6.1 Justification Table.............................................................................................................15
2.6.2 Verification Table.............................................................................................................15
3. SUPPORT PROGRAMMES.....................................................................................................16
3.1 Maintenance program..........................................................................................................16
3.2 Approved Supplier Program................................................................................................16
3.3 Good Food Handling Practices............................................................................................17
3.4 Cleaning and Sanitation Program........................................................................................17
3.5 Pest Control Program...........................................................................................................17
3.6 Personal Hygiene Program..................................................................................................17
3.7 Product Recall Program.......................................................................................................17
3.8 Staff Training Program........................................................................................................18
3.9 Calibration Program.............................................................................................................18
3.10 Internal Audit.....................................................................................................................18
3.11 Document and Data Control Program................................................................................18
4. APPENDICES...........................................................................................................................18
PART B..........................................................................................................................................27
CONCLUSION .............................................................................................................................28
REFERENCES..............................................................................................................................29
PART A...........................................................................................................................................1
1. INTRODUCTION.......................................................................................................................1
2. HACCP based Food Safety Plans ...............................................................................................1
2.1 HACCP Team........................................................................................................................1
2.2 Scope or Purpose....................................................................................................................2
2.3 Product Description and Intended Use..................................................................................2
2.4 Process Flow Chart................................................................................................................4
2.5 Hazard Analysis.....................................................................................................................8
2.6 Hazard Audit table...............................................................................................................11
2.6.1 Justification Table.............................................................................................................15
2.6.2 Verification Table.............................................................................................................15
3. SUPPORT PROGRAMMES.....................................................................................................16
3.1 Maintenance program..........................................................................................................16
3.2 Approved Supplier Program................................................................................................16
3.3 Good Food Handling Practices............................................................................................17
3.4 Cleaning and Sanitation Program........................................................................................17
3.5 Pest Control Program...........................................................................................................17
3.6 Personal Hygiene Program..................................................................................................17
3.7 Product Recall Program.......................................................................................................17
3.8 Staff Training Program........................................................................................................18
3.9 Calibration Program.............................................................................................................18
3.10 Internal Audit.....................................................................................................................18
3.11 Document and Data Control Program................................................................................18
4. APPENDICES...........................................................................................................................18
PART B..........................................................................................................................................27
CONCLUSION .............................................................................................................................28
REFERENCES..............................................................................................................................29
PART A
1. INTRODUCTION
Food safety and inventory management is a system to track the stock that comes into the
premises and inventory that has been used from that stack, calculate the leftover and maintain the
quality of the food so that it can provide satisfaction to the customers. A good food safety and
inventory plan is also helpful for gaining the insights of the ways from which the organization
may loss valuable funds (Scheinberg & et.al 2017). Food inventory is related with ordering,
storing and utilization of food and other ingredients while food safety can be referred as
handling, preparing and storing of food in such a way that it can reduce the risk of becoming
sick.
For preparing this report, ALH Group of hotels has been chosen which operates over 300
venues across the Australian countries such as New South Wales, Queensland, South Australia,
Northern Territory, Victoria, Western Australia and Tasmania. The Hotel group was established
by Bruce Mathieson and his family in 1974 and has developed over the ages by acquiring the
other individual hotels and hotel groups of the Australia. This report will cover a food safety and
inventory management programme that will help in specifying the reports which helps in
keeping the food safe. It will contain a HACCP plan and support programs like maintenance
program, good food handling program, approved supplier program, cleaning and sanitation
program, pest control, personal hygiene, product recall, internal audit, calibration, staff training,
document and data control program, etc.
2. HACCP based Food Safety Plans
2.1 HACCP Team
HACCP (Hazard Analysis and Critical Control Points) is a group of people who required
specific skills & knowledge in order to understand of complete their task in effective manner.
This group prepare to preventing food safety strategy. Company follow the systematic approach
in order to assess the risk of hazard related to food or food production process. HACCP team
based on the food safety program and members included as per the requirement of business
activity. ALH group of hotels followed this plan for food safety so there are some members who
include in the HACCP team.
HACCP team includes:
1
1. INTRODUCTION
Food safety and inventory management is a system to track the stock that comes into the
premises and inventory that has been used from that stack, calculate the leftover and maintain the
quality of the food so that it can provide satisfaction to the customers. A good food safety and
inventory plan is also helpful for gaining the insights of the ways from which the organization
may loss valuable funds (Scheinberg & et.al 2017). Food inventory is related with ordering,
storing and utilization of food and other ingredients while food safety can be referred as
handling, preparing and storing of food in such a way that it can reduce the risk of becoming
sick.
For preparing this report, ALH Group of hotels has been chosen which operates over 300
venues across the Australian countries such as New South Wales, Queensland, South Australia,
Northern Territory, Victoria, Western Australia and Tasmania. The Hotel group was established
by Bruce Mathieson and his family in 1974 and has developed over the ages by acquiring the
other individual hotels and hotel groups of the Australia. This report will cover a food safety and
inventory management programme that will help in specifying the reports which helps in
keeping the food safe. It will contain a HACCP plan and support programs like maintenance
program, good food handling program, approved supplier program, cleaning and sanitation
program, pest control, personal hygiene, product recall, internal audit, calibration, staff training,
document and data control program, etc.
2. HACCP based Food Safety Plans
2.1 HACCP Team
HACCP (Hazard Analysis and Critical Control Points) is a group of people who required
specific skills & knowledge in order to understand of complete their task in effective manner.
This group prepare to preventing food safety strategy. Company follow the systematic approach
in order to assess the risk of hazard related to food or food production process. HACCP team
based on the food safety program and members included as per the requirement of business
activity. ALH group of hotels followed this plan for food safety so there are some members who
include in the HACCP team.
HACCP team includes:
1
NAME POSITION IN COMPANY
TEAM LEADER John Wilson Senior manager
TEAM MEMBER Dock Nick Executive manager
TEAM MEMBER Handy General manager
TEAM MEMBER Jackson Junior manager
2.2 Scope or Purpose
ALH Group of hotels are the market leaders which offer variety of experience in the
hospitality sector such as sports bars, bistros, restaurants, retail liquor, nightclub and
accommodation. Company have scope over 300 venues, 60,000 meals in a day, more than 2000
rooms, 800 club across the boundaries, employ over 15000 people etc.
Purpose of ALH group of hotels is to buy & operate hotels in the worldwide area which
provided the entry into retail market as well as in on-premise activities. Main purpose of
company is to maximise profitability but it will possible when they perform according and
increase their productivity.
2.3 Product Description and Intended Use
There are full menu which offer by the ALH group of hotels to serve their customers by
using high quality ingredient with (Zhang & et.al 2015). Hotels prepare food by using all the
relevant food safety instructions which is healthy for customer's health. Below mention template
show the product description as well as intended use.
Product 1:
Product Name French Fries
Ingredients
used/composition
Potatoes, Vegetable oil (Soybean Oil, Citric Acid etc.),
Dextrose, Sodium Acid Pyrophosphate to maintain food colour
and Salt.
Form Perishable items.
2
TEAM LEADER John Wilson Senior manager
TEAM MEMBER Dock Nick Executive manager
TEAM MEMBER Handy General manager
TEAM MEMBER Jackson Junior manager
2.2 Scope or Purpose
ALH Group of hotels are the market leaders which offer variety of experience in the
hospitality sector such as sports bars, bistros, restaurants, retail liquor, nightclub and
accommodation. Company have scope over 300 venues, 60,000 meals in a day, more than 2000
rooms, 800 club across the boundaries, employ over 15000 people etc.
Purpose of ALH group of hotels is to buy & operate hotels in the worldwide area which
provided the entry into retail market as well as in on-premise activities. Main purpose of
company is to maximise profitability but it will possible when they perform according and
increase their productivity.
2.3 Product Description and Intended Use
There are full menu which offer by the ALH group of hotels to serve their customers by
using high quality ingredient with (Zhang & et.al 2015). Hotels prepare food by using all the
relevant food safety instructions which is healthy for customer's health. Below mention template
show the product description as well as intended use.
Product 1:
Product Name French Fries
Ingredients
used/composition
Potatoes, Vegetable oil (Soybean Oil, Citric Acid etc.),
Dextrose, Sodium Acid Pyrophosphate to maintain food colour
and Salt.
Form Perishable items.
2
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
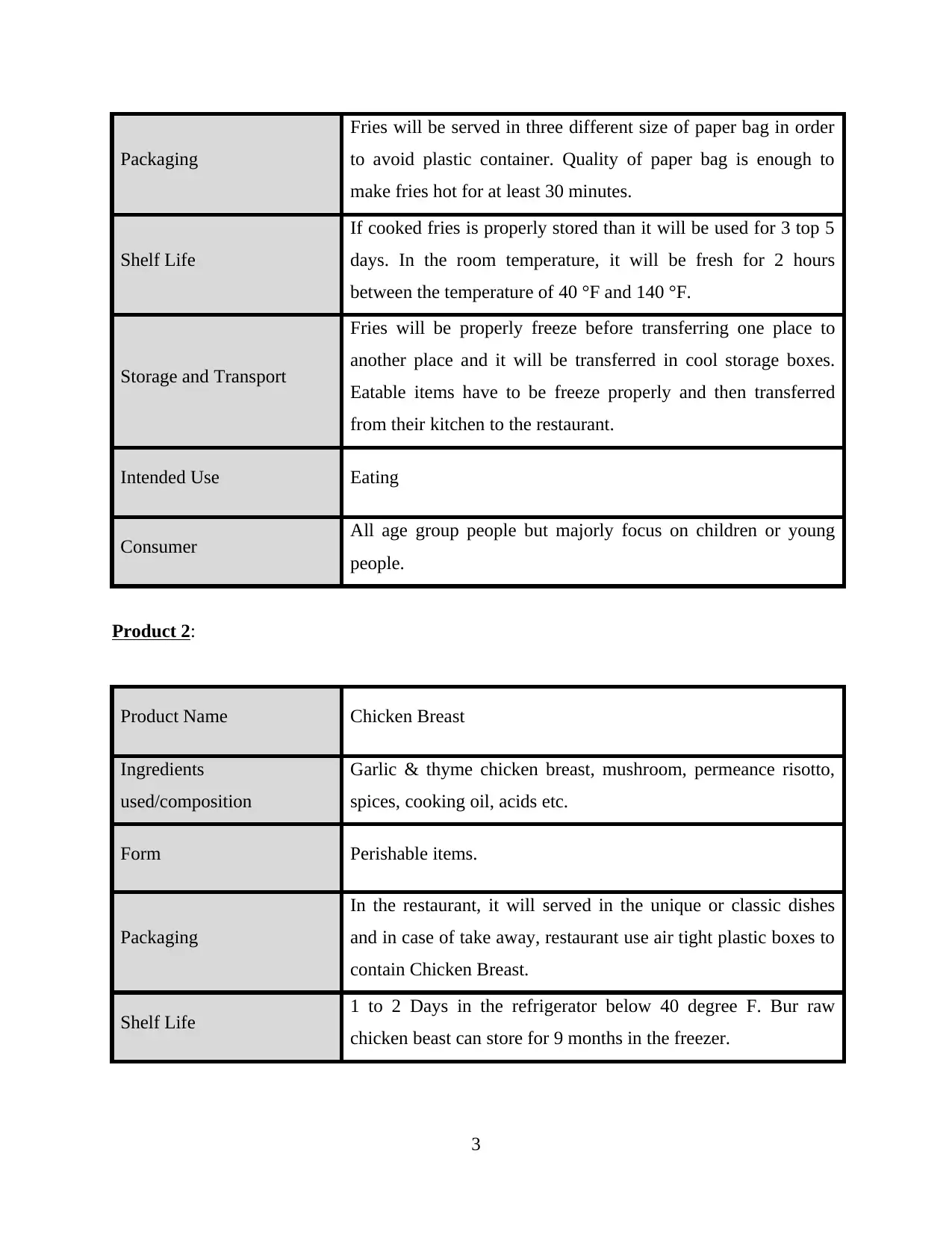
Packaging
Fries will be served in three different size of paper bag in order
to avoid plastic container. Quality of paper bag is enough to
make fries hot for at least 30 minutes.
Shelf Life
If cooked fries is properly stored than it will be used for 3 top 5
days. In the room temperature, it will be fresh for 2 hours
between the temperature of 40 °F and 140 °F.
Storage and Transport
Fries will be properly freeze before transferring one place to
another place and it will be transferred in cool storage boxes.
Eatable items have to be freeze properly and then transferred
from their kitchen to the restaurant.
Intended Use Eating
Consumer All age group people but majorly focus on children or young
people.
Product 2:
Product Name Chicken Breast
Ingredients
used/composition
Garlic & thyme chicken breast, mushroom, permeance risotto,
spices, cooking oil, acids etc.
Form Perishable items.
Packaging
In the restaurant, it will served in the unique or classic dishes
and in case of take away, restaurant use air tight plastic boxes to
contain Chicken Breast.
Shelf Life 1 to 2 Days in the refrigerator below 40 degree F. Bur raw
chicken beast can store for 9 months in the freezer.
3
Fries will be served in three different size of paper bag in order
to avoid plastic container. Quality of paper bag is enough to
make fries hot for at least 30 minutes.
Shelf Life
If cooked fries is properly stored than it will be used for 3 top 5
days. In the room temperature, it will be fresh for 2 hours
between the temperature of 40 °F and 140 °F.
Storage and Transport
Fries will be properly freeze before transferring one place to
another place and it will be transferred in cool storage boxes.
Eatable items have to be freeze properly and then transferred
from their kitchen to the restaurant.
Intended Use Eating
Consumer All age group people but majorly focus on children or young
people.
Product 2:
Product Name Chicken Breast
Ingredients
used/composition
Garlic & thyme chicken breast, mushroom, permeance risotto,
spices, cooking oil, acids etc.
Form Perishable items.
Packaging
In the restaurant, it will served in the unique or classic dishes
and in case of take away, restaurant use air tight plastic boxes to
contain Chicken Breast.
Shelf Life 1 to 2 Days in the refrigerator below 40 degree F. Bur raw
chicken beast can store for 9 months in the freezer.
3
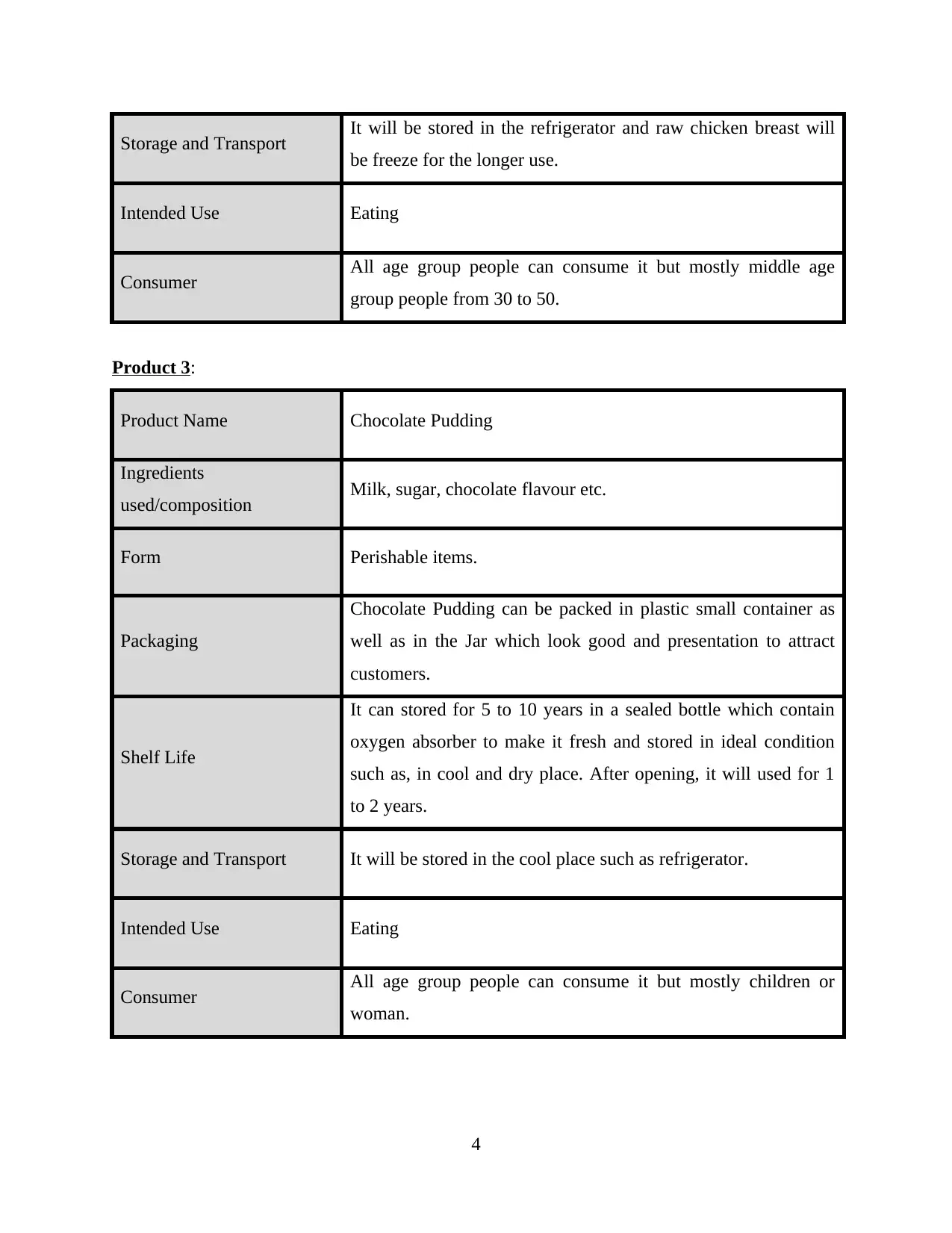
Storage and Transport It will be stored in the refrigerator and raw chicken breast will
be freeze for the longer use.
Intended Use Eating
Consumer All age group people can consume it but mostly middle age
group people from 30 to 50.
Product 3:
Product Name Chocolate Pudding
Ingredients
used/composition Milk, sugar, chocolate flavour etc.
Form Perishable items.
Packaging
Chocolate Pudding can be packed in plastic small container as
well as in the Jar which look good and presentation to attract
customers.
Shelf Life
It can stored for 5 to 10 years in a sealed bottle which contain
oxygen absorber to make it fresh and stored in ideal condition
such as, in cool and dry place. After opening, it will used for 1
to 2 years.
Storage and Transport It will be stored in the cool place such as refrigerator.
Intended Use Eating
Consumer All age group people can consume it but mostly children or
woman.
4
be freeze for the longer use.
Intended Use Eating
Consumer All age group people can consume it but mostly middle age
group people from 30 to 50.
Product 3:
Product Name Chocolate Pudding
Ingredients
used/composition Milk, sugar, chocolate flavour etc.
Form Perishable items.
Packaging
Chocolate Pudding can be packed in plastic small container as
well as in the Jar which look good and presentation to attract
customers.
Shelf Life
It can stored for 5 to 10 years in a sealed bottle which contain
oxygen absorber to make it fresh and stored in ideal condition
such as, in cool and dry place. After opening, it will used for 1
to 2 years.
Storage and Transport It will be stored in the cool place such as refrigerator.
Intended Use Eating
Consumer All age group people can consume it but mostly children or
woman.
4
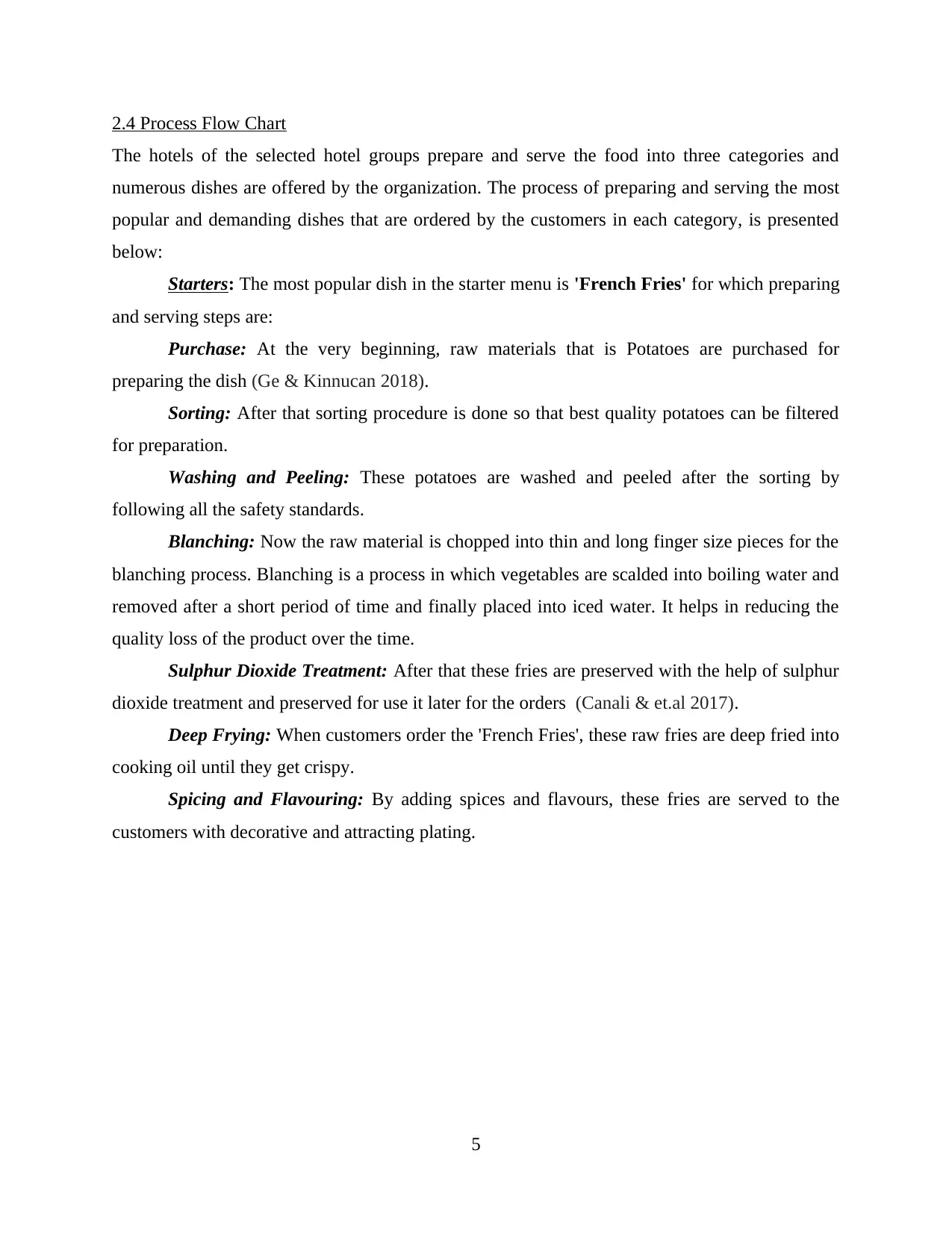
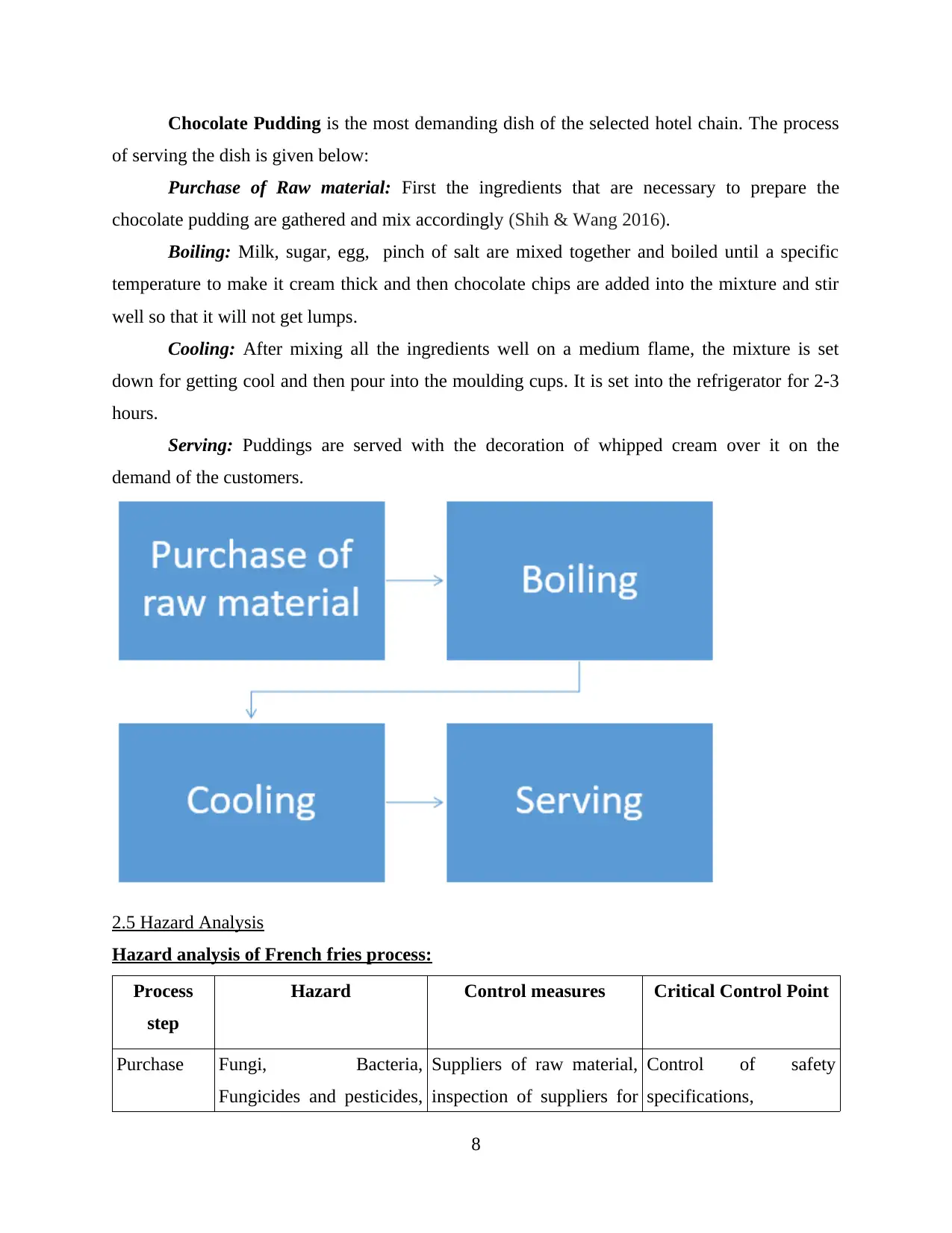
2.4 Process Flow Chart
The hotels of the selected hotel groups prepare and serve the food into three categories and
numerous dishes are offered by the organization. The process of preparing and serving the most
popular and demanding dishes that are ordered by the customers in each category, is presented
below:
Starters: The most popular dish in the starter menu is 'French Fries' for which preparing
and serving steps are:
Purchase: At the very beginning, raw materials that is Potatoes are purchased for
preparing the dish (Ge & Kinnucan 2018).
Sorting: After that sorting procedure is done so that best quality potatoes can be filtered
for preparation.
Washing and Peeling: These potatoes are washed and peeled after the sorting by
following all the safety standards.
Blanching: Now the raw material is chopped into thin and long finger size pieces for the
blanching process. Blanching is a process in which vegetables are scalded into boiling water and
removed after a short period of time and finally placed into iced water. It helps in reducing the
quality loss of the product over the time.
Sulphur Dioxide Treatment: After that these fries are preserved with the help of sulphur
dioxide treatment and preserved for use it later for the orders (Canali & et.al 2017).
Deep Frying: When customers order the 'French Fries', these raw fries are deep fried into
cooking oil until they get crispy.
Spicing and Flavouring: By adding spices and flavours, these fries are served to the
customers with decorative and attracting plating.
5
The hotels of the selected hotel groups prepare and serve the food into three categories and
numerous dishes are offered by the organization. The process of preparing and serving the most
popular and demanding dishes that are ordered by the customers in each category, is presented
below:
Starters: The most popular dish in the starter menu is 'French Fries' for which preparing
and serving steps are:
Purchase: At the very beginning, raw materials that is Potatoes are purchased for
preparing the dish (Ge & Kinnucan 2018).
Sorting: After that sorting procedure is done so that best quality potatoes can be filtered
for preparation.
Washing and Peeling: These potatoes are washed and peeled after the sorting by
following all the safety standards.
Blanching: Now the raw material is chopped into thin and long finger size pieces for the
blanching process. Blanching is a process in which vegetables are scalded into boiling water and
removed after a short period of time and finally placed into iced water. It helps in reducing the
quality loss of the product over the time.
Sulphur Dioxide Treatment: After that these fries are preserved with the help of sulphur
dioxide treatment and preserved for use it later for the orders (Canali & et.al 2017).
Deep Frying: When customers order the 'French Fries', these raw fries are deep fried into
cooking oil until they get crispy.
Spicing and Flavouring: By adding spices and flavours, these fries are served to the
customers with decorative and attracting plating.
5
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
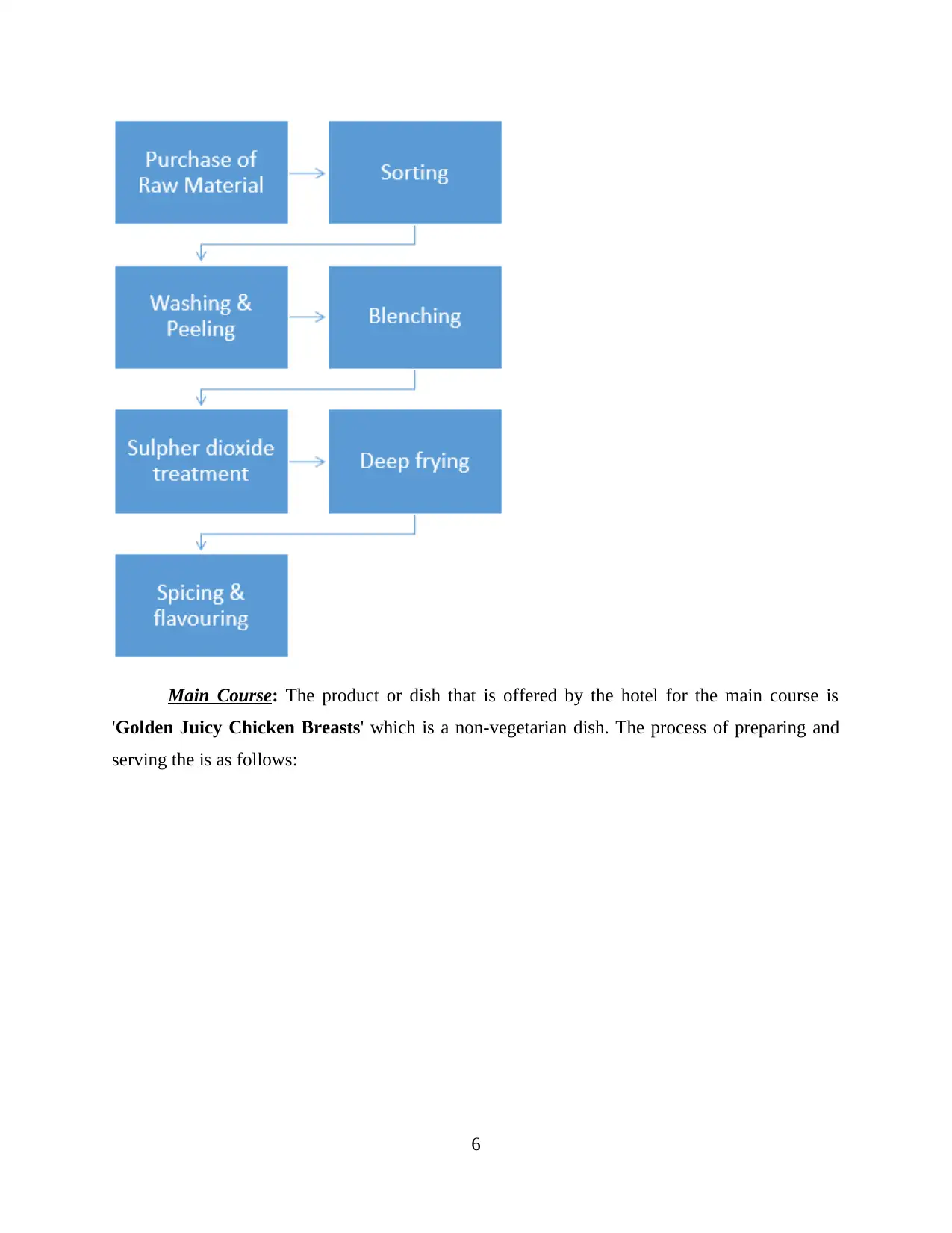
Main Course: The product or dish that is offered by the hotel for the main course is
'Golden Juicy Chicken Breasts' which is a non-vegetarian dish. The process of preparing and
serving the is as follows:
6
'Golden Juicy Chicken Breasts' which is a non-vegetarian dish. The process of preparing and
serving the is as follows:
6

Thawing: Frozen chicken breast which have been already stored are thawed in separate
refrigerator with spices like salt, pepper, onion and flavoured sauces for a period not less than 2
hours.
Frying: Golden juicy chicken breasts is healthy because it is cooked with very less
cooking oil (Pauls-Worm & et.al 2016). Oil is heated on a medium flame for 3 minutes and then
marinated chicken breast are carefully added into the hot oil.
Cooking: After 5 to 7 minute, it is ready to flip with extra oil or butter. It is cooked on
until the temperature reaches 165 degree Fahrenheit for next 5 to 7 minutes.
Slice and serve: After cooking, chicken breast is removed to the clean cutting board, rest
for 3 minutes to be cooled, sliced and served with decorative plating.
Dessert:
7
refrigerator with spices like salt, pepper, onion and flavoured sauces for a period not less than 2
hours.
Frying: Golden juicy chicken breasts is healthy because it is cooked with very less
cooking oil (Pauls-Worm & et.al 2016). Oil is heated on a medium flame for 3 minutes and then
marinated chicken breast are carefully added into the hot oil.
Cooking: After 5 to 7 minute, it is ready to flip with extra oil or butter. It is cooked on
until the temperature reaches 165 degree Fahrenheit for next 5 to 7 minutes.
Slice and serve: After cooking, chicken breast is removed to the clean cutting board, rest
for 3 minutes to be cooled, sliced and served with decorative plating.
Dessert:
7
Chocolate Pudding is the most demanding dish of the selected hotel chain. The process
of serving the dish is given below:
Purchase of Raw material: First the ingredients that are necessary to prepare the
chocolate pudding are gathered and mix accordingly (Shih & Wang 2016).
Boiling: Milk, sugar, egg, pinch of salt are mixed together and boiled until a specific
temperature to make it cream thick and then chocolate chips are added into the mixture and stir
well so that it will not get lumps.
Cooling: After mixing all the ingredients well on a medium flame, the mixture is set
down for getting cool and then pour into the moulding cups. It is set into the refrigerator for 2-3
hours.
Serving: Puddings are served with the decoration of whipped cream over it on the
demand of the customers.
2.5 Hazard Analysis
Hazard analysis of French fries process:
Process
step
Hazard Control measures Critical Control Point
Purchase Fungi, Bacteria,
Fungicides and pesticides,
Suppliers of raw material,
inspection of suppliers for
Control of safety
specifications,
8
of serving the dish is given below:
Purchase of Raw material: First the ingredients that are necessary to prepare the
chocolate pudding are gathered and mix accordingly (Shih & Wang 2016).
Boiling: Milk, sugar, egg, pinch of salt are mixed together and boiled until a specific
temperature to make it cream thick and then chocolate chips are added into the mixture and stir
well so that it will not get lumps.
Cooling: After mixing all the ingredients well on a medium flame, the mixture is set
down for getting cool and then pour into the moulding cups. It is set into the refrigerator for 2-3
hours.
Serving: Puddings are served with the decoration of whipped cream over it on the
demand of the customers.
2.5 Hazard Analysis
Hazard analysis of French fries process:
Process
step
Hazard Control measures Critical Control Point
Purchase Fungi, Bacteria,
Fungicides and pesticides,
Suppliers of raw material,
inspection of suppliers for
Control of safety
specifications,
8
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
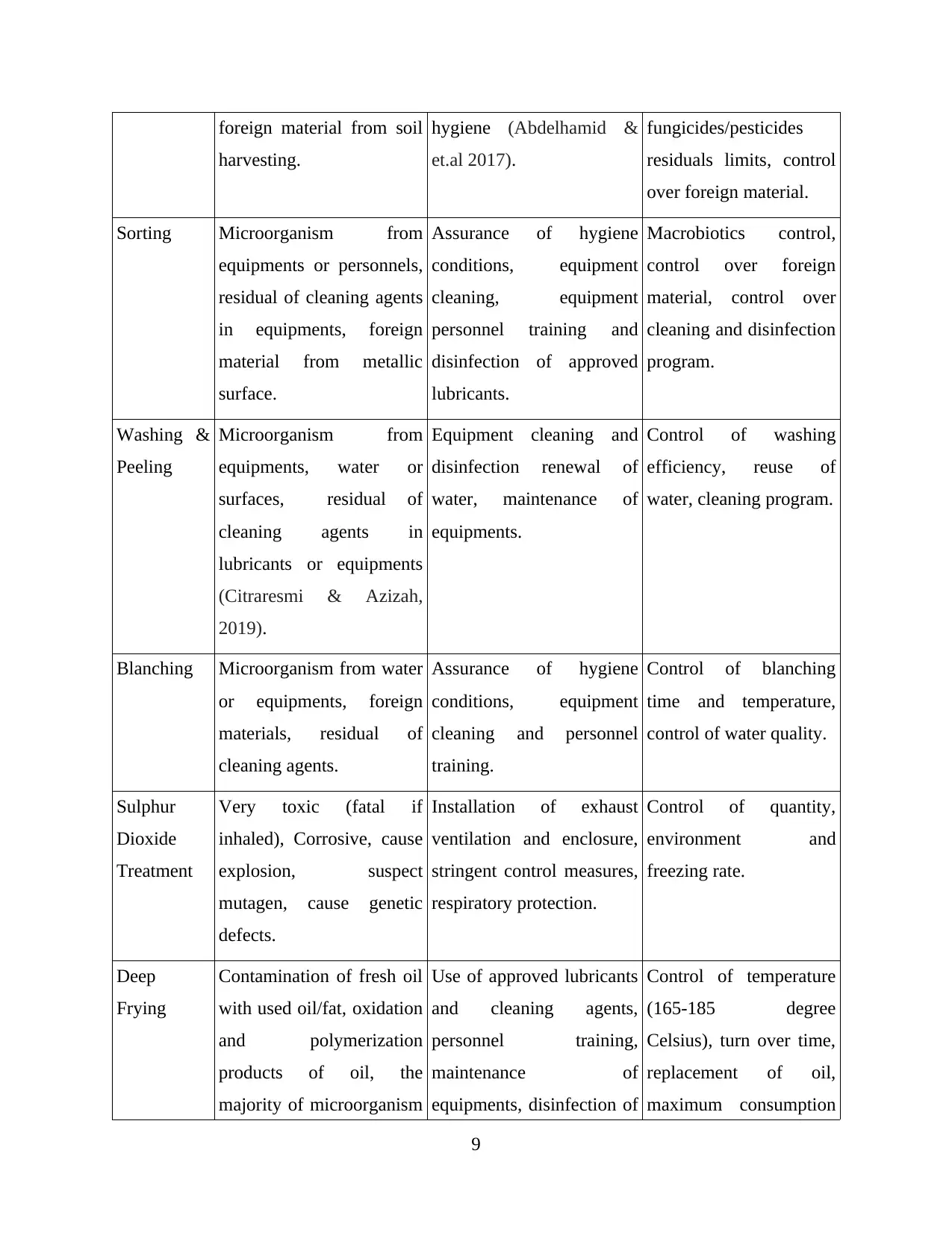
foreign material from soil
harvesting.
hygiene (Abdelhamid &
et.al 2017).
fungicides/pesticides
residuals limits, control
over foreign material.
Sorting Microorganism from
equipments or personnels,
residual of cleaning agents
in equipments, foreign
material from metallic
surface.
Assurance of hygiene
conditions, equipment
cleaning, equipment
personnel training and
disinfection of approved
lubricants.
Macrobiotics control,
control over foreign
material, control over
cleaning and disinfection
program.
Washing &
Peeling
Microorganism from
equipments, water or
surfaces, residual of
cleaning agents in
lubricants or equipments
(Citraresmi & Azizah,
2019).
Equipment cleaning and
disinfection renewal of
water, maintenance of
equipments.
Control of washing
efficiency, reuse of
water, cleaning program.
Blanching Microorganism from water
or equipments, foreign
materials, residual of
cleaning agents.
Assurance of hygiene
conditions, equipment
cleaning and personnel
training.
Control of blanching
time and temperature,
control of water quality.
Sulphur
Dioxide
Treatment
Very toxic (fatal if
inhaled), Corrosive, cause
explosion, suspect
mutagen, cause genetic
defects.
Installation of exhaust
ventilation and enclosure,
stringent control measures,
respiratory protection.
Control of quantity,
environment and
freezing rate.
Deep
Frying
Contamination of fresh oil
with used oil/fat, oxidation
and polymerization
products of oil, the
majority of microorganism
Use of approved lubricants
and cleaning agents,
personnel training,
maintenance of
equipments, disinfection of
Control of temperature
(165-185 degree
Celsius), turn over time,
replacement of oil,
maximum consumption
9
harvesting.
hygiene (Abdelhamid &
et.al 2017).
fungicides/pesticides
residuals limits, control
over foreign material.
Sorting Microorganism from
equipments or personnels,
residual of cleaning agents
in equipments, foreign
material from metallic
surface.
Assurance of hygiene
conditions, equipment
cleaning, equipment
personnel training and
disinfection of approved
lubricants.
Macrobiotics control,
control over foreign
material, control over
cleaning and disinfection
program.
Washing &
Peeling
Microorganism from
equipments, water or
surfaces, residual of
cleaning agents in
lubricants or equipments
(Citraresmi & Azizah,
2019).
Equipment cleaning and
disinfection renewal of
water, maintenance of
equipments.
Control of washing
efficiency, reuse of
water, cleaning program.
Blanching Microorganism from water
or equipments, foreign
materials, residual of
cleaning agents.
Assurance of hygiene
conditions, equipment
cleaning and personnel
training.
Control of blanching
time and temperature,
control of water quality.
Sulphur
Dioxide
Treatment
Very toxic (fatal if
inhaled), Corrosive, cause
explosion, suspect
mutagen, cause genetic
defects.
Installation of exhaust
ventilation and enclosure,
stringent control measures,
respiratory protection.
Control of quantity,
environment and
freezing rate.
Deep
Frying
Contamination of fresh oil
with used oil/fat, oxidation
and polymerization
products of oil, the
majority of microorganism
Use of approved lubricants
and cleaning agents,
personnel training,
maintenance of
equipments, disinfection of
Control of temperature
(165-185 degree
Celsius), turn over time,
replacement of oil,
maximum consumption
9
are destroyed. antioxidants (Zhang, Li &
Yuan, 2015).
of fat.
Spicing and
Flavouring
Residual of chemicals in
the materials,
contamination of
personnels, air and
equipments, foreign
material.
Assurance of hygiene
condition, personnel
training and disinfection of
materials.
Inspection of material by
personnels, control of
foreign material and
fatty acids.
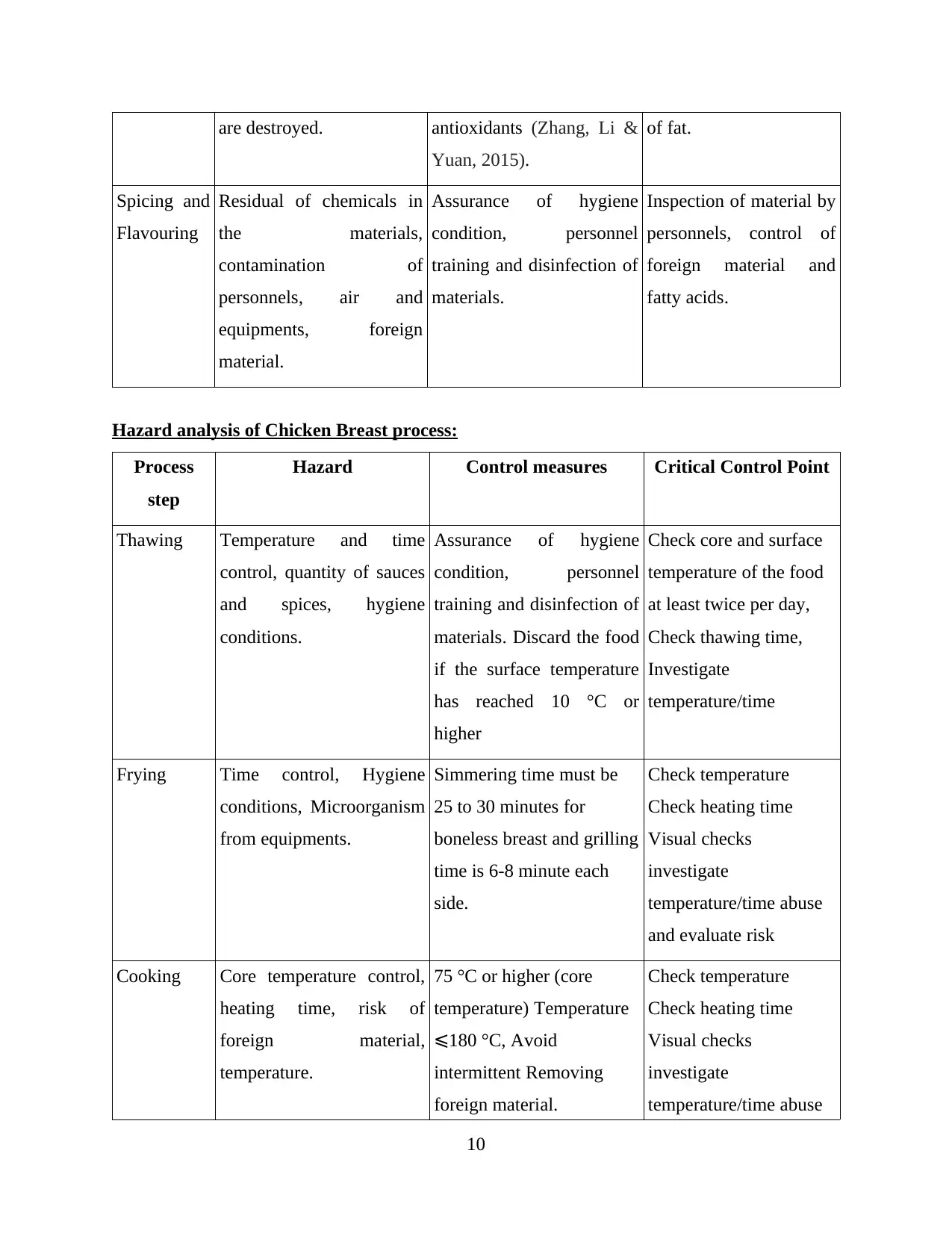
Hazard analysis of Chicken Breast process:
Process
step
Hazard Control measures Critical Control Point
Thawing Temperature and time
control, quantity of sauces
and spices, hygiene
conditions.
Assurance of hygiene
condition, personnel
training and disinfection of
materials. Discard the food
if the surface temperature
has reached 10 °C or
higher
Check core and surface
temperature of the food
at least twice per day,
Check thawing time,
Investigate
temperature/time
Frying Time control, Hygiene
conditions, Microorganism
from equipments.
Simmering time must be
25 to 30 minutes for
boneless breast and grilling
time is 6-8 minute each
side.
Check temperature
Check heating time
Visual checks
investigate
temperature/time abuse
and evaluate risk
Cooking Core temperature control,
heating time, risk of
foreign material,
temperature.
75 °C or higher (core
temperature) Temperature
180 °C, Avoid⩽
intermittent Removing
foreign material.
Check temperature
Check heating time
Visual checks
investigate
temperature/time abuse
10
Yuan, 2015).
of fat.
Spicing and
Flavouring
Residual of chemicals in
the materials,
contamination of
personnels, air and
equipments, foreign
material.
Assurance of hygiene
condition, personnel
training and disinfection of
materials.
Inspection of material by
personnels, control of
foreign material and
fatty acids.
Hazard analysis of Chicken Breast process:
Process
step
Hazard Control measures Critical Control Point
Thawing Temperature and time
control, quantity of sauces
and spices, hygiene
conditions.
Assurance of hygiene
condition, personnel
training and disinfection of
materials. Discard the food
if the surface temperature
has reached 10 °C or
higher
Check core and surface
temperature of the food
at least twice per day,
Check thawing time,
Investigate
temperature/time
Frying Time control, Hygiene
conditions, Microorganism
from equipments.
Simmering time must be
25 to 30 minutes for
boneless breast and grilling
time is 6-8 minute each
side.
Check temperature
Check heating time
Visual checks
investigate
temperature/time abuse
and evaluate risk
Cooking Core temperature control,
heating time, risk of
foreign material,
temperature.
75 °C or higher (core
temperature) Temperature
180 °C, Avoid⩽
intermittent Removing
foreign material.
Check temperature
Check heating time
Visual checks
investigate
temperature/time abuse
10
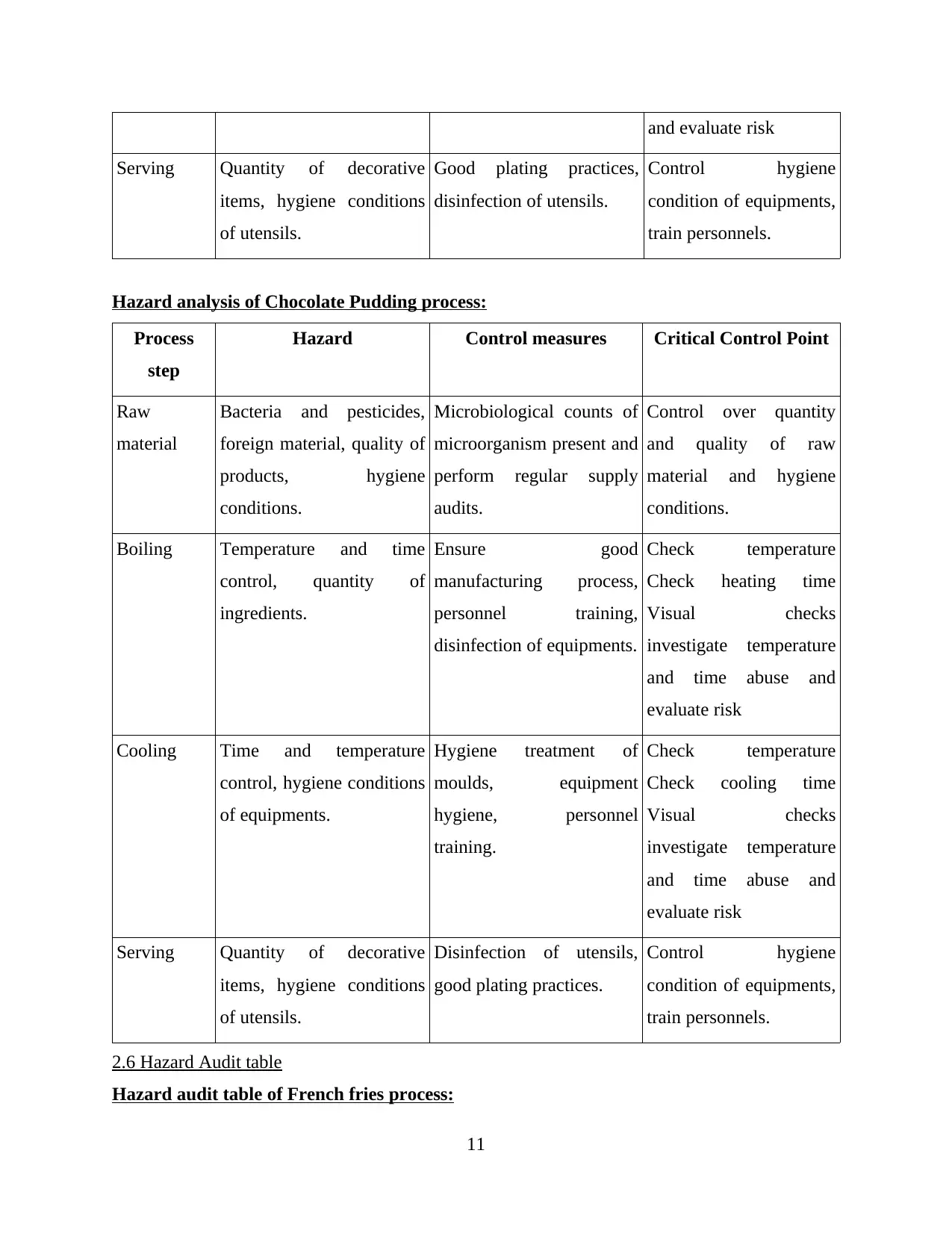
and evaluate risk
Serving Quantity of decorative
items, hygiene conditions
of utensils.
Good plating practices,
disinfection of utensils.
Control hygiene
condition of equipments,
train personnels.
Hazard analysis of Chocolate Pudding process:
Process
step
Hazard Control measures Critical Control Point
Raw
material
Bacteria and pesticides,
foreign material, quality of
products, hygiene
conditions.
Microbiological counts of
microorganism present and
perform regular supply
audits.
Control over quantity
and quality of raw
material and hygiene
conditions.
Boiling Temperature and time
control, quantity of
ingredients.
Ensure good
manufacturing process,
personnel training,
disinfection of equipments.
Check temperature
Check heating time
Visual checks
investigate temperature
and time abuse and
evaluate risk
Cooling Time and temperature
control, hygiene conditions
of equipments.
Hygiene treatment of
moulds, equipment
hygiene, personnel
training.
Check temperature
Check cooling time
Visual checks
investigate temperature
and time abuse and
evaluate risk
Serving Quantity of decorative
items, hygiene conditions
of utensils.
Disinfection of utensils,
good plating practices.
Control hygiene
condition of equipments,
train personnels.
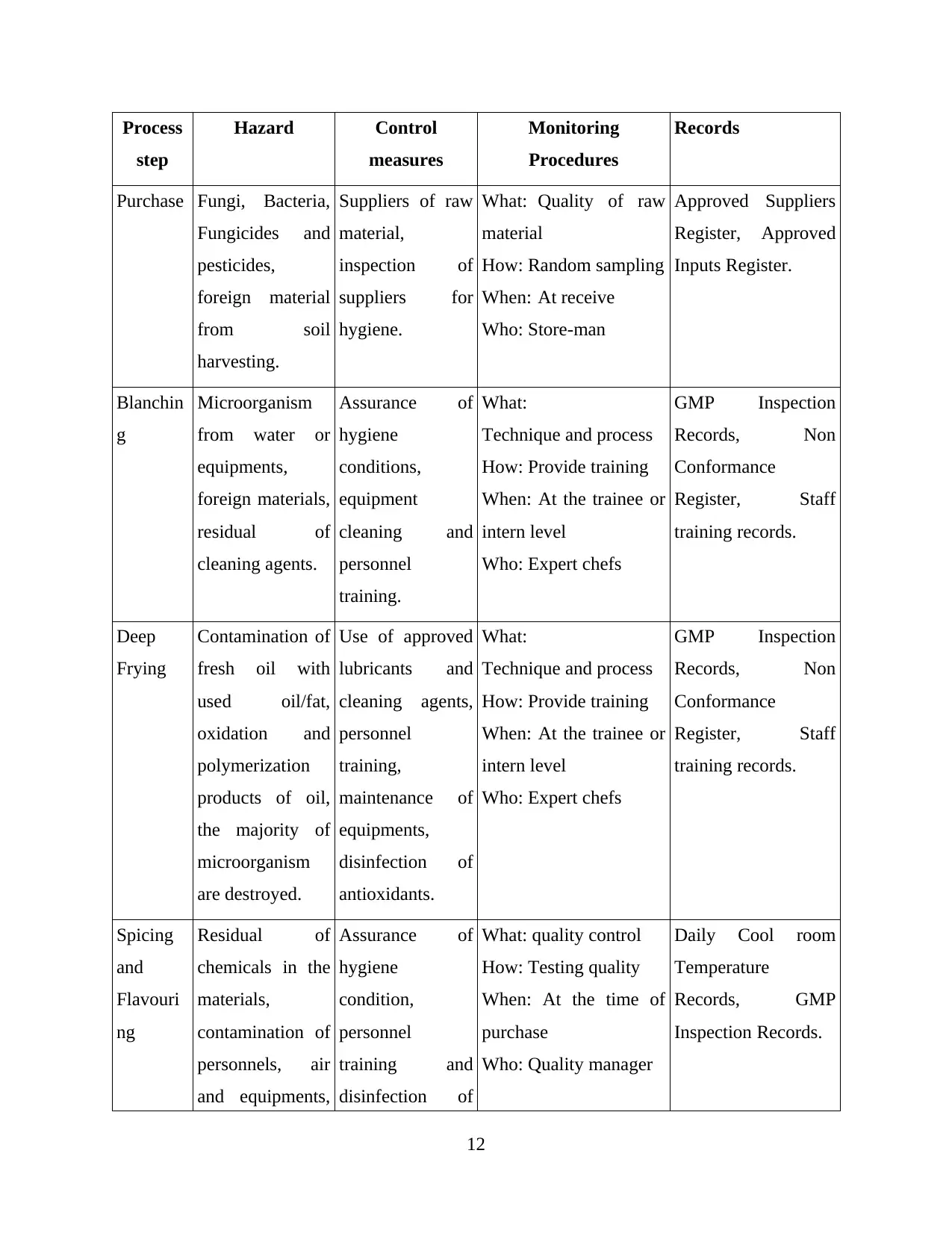
2.6 Hazard Audit table
Hazard audit table of French fries process:
11
Serving Quantity of decorative
items, hygiene conditions
of utensils.
Good plating practices,
disinfection of utensils.
Control hygiene
condition of equipments,
train personnels.
Hazard analysis of Chocolate Pudding process:
Process
step
Hazard Control measures Critical Control Point
Raw
material
Bacteria and pesticides,
foreign material, quality of
products, hygiene
conditions.
Microbiological counts of
microorganism present and
perform regular supply
audits.
Control over quantity
and quality of raw
material and hygiene
conditions.
Boiling Temperature and time
control, quantity of
ingredients.
Ensure good
manufacturing process,
personnel training,
disinfection of equipments.
Check temperature
Check heating time
Visual checks
investigate temperature
and time abuse and
evaluate risk
Cooling Time and temperature
control, hygiene conditions
of equipments.
Hygiene treatment of
moulds, equipment
hygiene, personnel
training.
Check temperature
Check cooling time
Visual checks
investigate temperature
and time abuse and
evaluate risk
Serving Quantity of decorative
items, hygiene conditions
of utensils.
Disinfection of utensils,
good plating practices.
Control hygiene
condition of equipments,
train personnels.
2.6 Hazard Audit table
Hazard audit table of French fries process:
11
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Process
step
Hazard Control
measures
Monitoring
Procedures
Records
Purchase Fungi, Bacteria,
Fungicides and
pesticides,
foreign material
from soil
harvesting.
Suppliers of raw
material,
inspection of
suppliers for
hygiene.
What: Quality of raw
material
How: Random sampling
When: At receive
Who: Store-man
Approved Suppliers
Register, Approved
Inputs Register.
Blanchin
g
Microorganism
from water or
equipments,
foreign materials,
residual of
cleaning agents.
Assurance of
hygiene
conditions,
equipment
cleaning and
personnel
training.
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Deep
Frying
Contamination of
fresh oil with
used oil/fat,
oxidation and
polymerization
products of oil,
the majority of
microorganism
are destroyed.
Use of approved
lubricants and
cleaning agents,
personnel
training,
maintenance of
equipments,
disinfection of
antioxidants.
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Spicing
and
Flavouri
ng
Residual of
chemicals in the
materials,
contamination of
personnels, air
and equipments,
Assurance of
hygiene
condition,
personnel
training and
disinfection of
What: quality control
How: Testing quality
When: At the time of
purchase
Who: Quality manager
Daily Cool room
Temperature
Records, GMP
Inspection Records.
12
step
Hazard Control
measures
Monitoring
Procedures
Records
Purchase Fungi, Bacteria,
Fungicides and
pesticides,
foreign material
from soil
harvesting.
Suppliers of raw
material,
inspection of
suppliers for
hygiene.
What: Quality of raw
material
How: Random sampling
When: At receive
Who: Store-man
Approved Suppliers
Register, Approved
Inputs Register.
Blanchin
g
Microorganism
from water or
equipments,
foreign materials,
residual of
cleaning agents.
Assurance of
hygiene
conditions,
equipment
cleaning and
personnel
training.
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Deep
Frying
Contamination of
fresh oil with
used oil/fat,
oxidation and
polymerization
products of oil,
the majority of
microorganism
are destroyed.
Use of approved
lubricants and
cleaning agents,
personnel
training,
maintenance of
equipments,
disinfection of
antioxidants.
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Spicing
and
Flavouri
ng
Residual of
chemicals in the
materials,
contamination of
personnels, air
and equipments,
Assurance of
hygiene
condition,
personnel
training and
disinfection of
What: quality control
How: Testing quality
When: At the time of
purchase
Who: Quality manager
Daily Cool room
Temperature
Records, GMP
Inspection Records.
12
foreign material. materials.
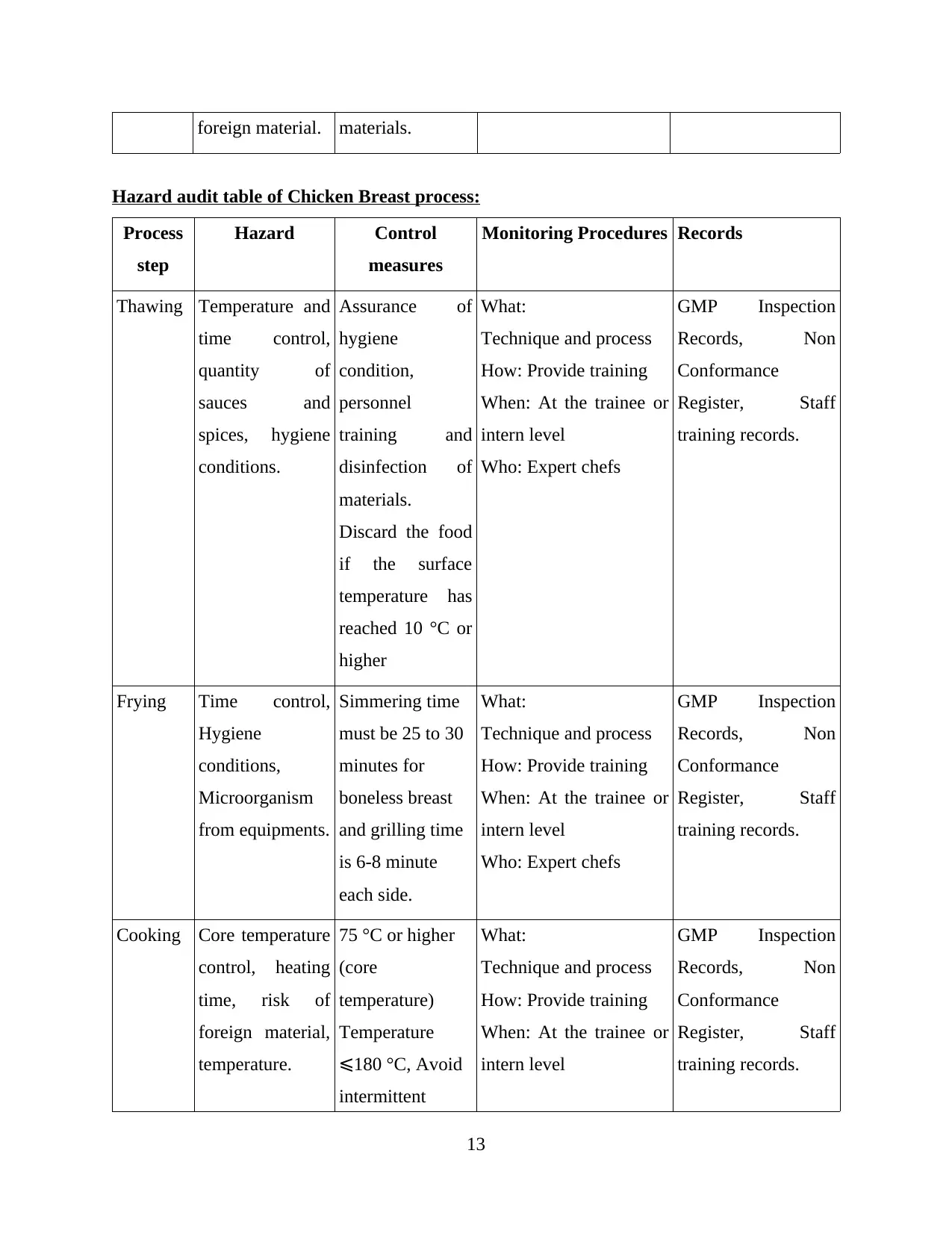
Hazard audit table of Chicken Breast process:
Process
step
Hazard Control
measures
Monitoring Procedures Records
Thawing Temperature and
time control,
quantity of
sauces and
spices, hygiene
conditions.
Assurance of
hygiene
condition,
personnel
training and
disinfection of
materials.
Discard the food
if the surface
temperature has
reached 10 °C or
higher
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Frying Time control,
Hygiene
conditions,
Microorganism
from equipments.
Simmering time
must be 25 to 30
minutes for
boneless breast
and grilling time
is 6-8 minute
each side.
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Cooking Core temperature
control, heating
time, risk of
foreign material,
temperature.
75 °C or higher
(core
temperature)
Temperature
180 °C, Avoid⩽
intermittent
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
13
Hazard audit table of Chicken Breast process:
Process
step
Hazard Control
measures
Monitoring Procedures Records
Thawing Temperature and
time control,
quantity of
sauces and
spices, hygiene
conditions.
Assurance of
hygiene
condition,
personnel
training and
disinfection of
materials.
Discard the food
if the surface
temperature has
reached 10 °C or
higher
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Frying Time control,
Hygiene
conditions,
Microorganism
from equipments.
Simmering time
must be 25 to 30
minutes for
boneless breast
and grilling time
is 6-8 minute
each side.
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
Who: Expert chefs
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Cooking Core temperature
control, heating
time, risk of
foreign material,
temperature.
75 °C or higher
(core
temperature)
Temperature
180 °C, Avoid⩽
intermittent
What:
Technique and process
How: Provide training
When: At the trainee or
intern level
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
13
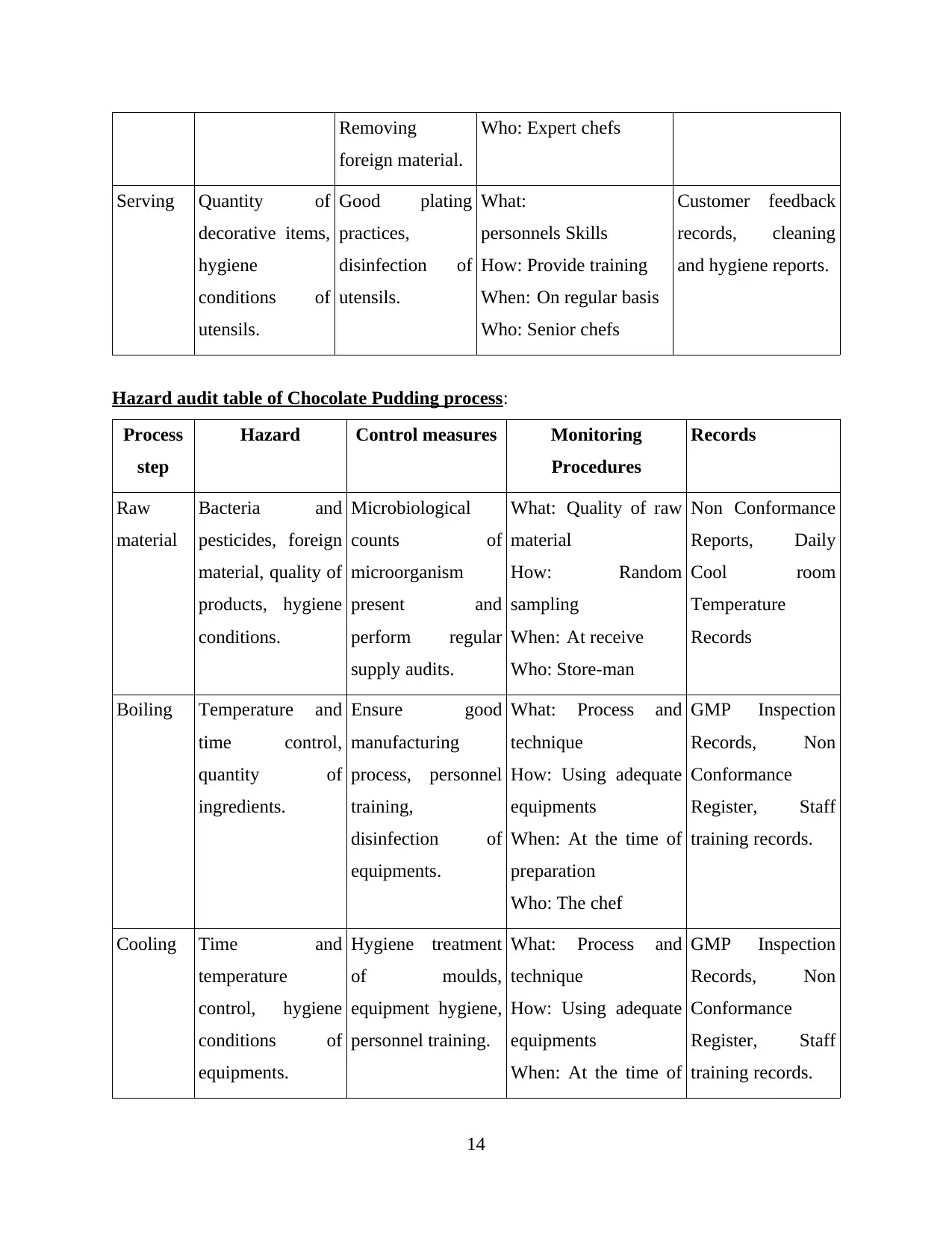
Removing
foreign material.
Who: Expert chefs
Serving Quantity of
decorative items,
hygiene
conditions of
utensils.
Good plating
practices,
disinfection of
utensils.
What:
personnels Skills
How: Provide training
When: On regular basis
Who: Senior chefs
Customer feedback
records, cleaning
and hygiene reports.
Hazard audit table of Chocolate Pudding process:
Process
step
Hazard Control measures Monitoring
Procedures
Records
Raw
material
Bacteria and
pesticides, foreign
material, quality of
products, hygiene
conditions.
Microbiological
counts of
microorganism
present and
perform regular
supply audits.
What: Quality of raw
material
How: Random
sampling
When: At receive
Who: Store-man
Non Conformance
Reports, Daily
Cool room
Temperature
Records
Boiling Temperature and
time control,
quantity of
ingredients.
Ensure good
manufacturing
process, personnel
training,
disinfection of
equipments.
What: Process and
technique
How: Using adequate
equipments
When: At the time of
preparation
Who: The chef
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Cooling Time and
temperature
control, hygiene
conditions of
equipments.
Hygiene treatment
of moulds,
equipment hygiene,
personnel training.
What: Process and
technique
How: Using adequate
equipments
When: At the time of
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
14
foreign material.
Who: Expert chefs
Serving Quantity of
decorative items,
hygiene
conditions of
utensils.
Good plating
practices,
disinfection of
utensils.
What:
personnels Skills
How: Provide training
When: On regular basis
Who: Senior chefs
Customer feedback
records, cleaning
and hygiene reports.
Hazard audit table of Chocolate Pudding process:
Process
step
Hazard Control measures Monitoring
Procedures
Records
Raw
material
Bacteria and
pesticides, foreign
material, quality of
products, hygiene
conditions.
Microbiological
counts of
microorganism
present and
perform regular
supply audits.
What: Quality of raw
material
How: Random
sampling
When: At receive
Who: Store-man
Non Conformance
Reports, Daily
Cool room
Temperature
Records
Boiling Temperature and
time control,
quantity of
ingredients.
Ensure good
manufacturing
process, personnel
training,
disinfection of
equipments.
What: Process and
technique
How: Using adequate
equipments
When: At the time of
preparation
Who: The chef
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
Cooling Time and
temperature
control, hygiene
conditions of
equipments.
Hygiene treatment
of moulds,
equipment hygiene,
personnel training.
What: Process and
technique
How: Using adequate
equipments
When: At the time of
GMP Inspection
Records, Non
Conformance
Register, Staff
training records.
14
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
preparation
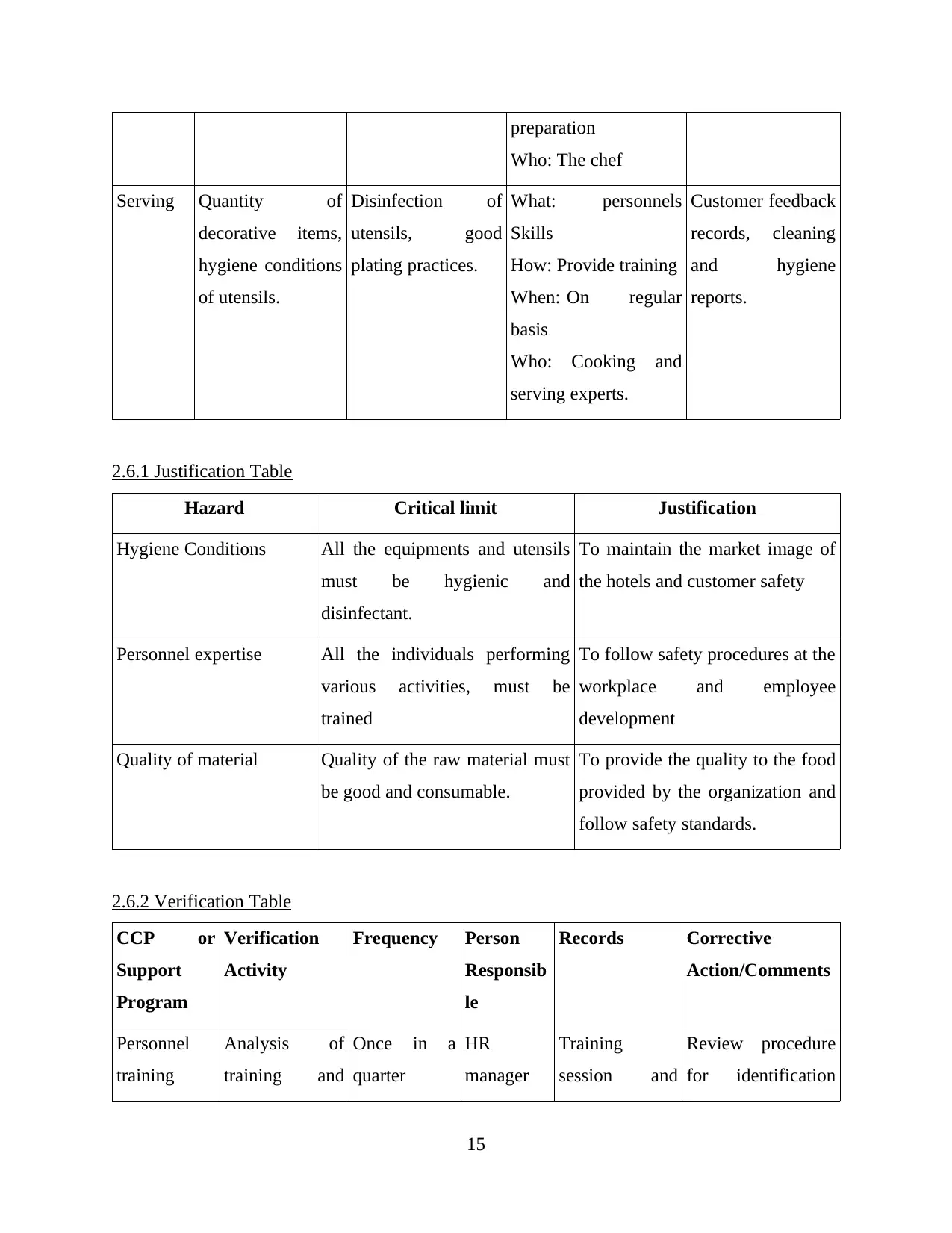
Who: The chef
Serving Quantity of
decorative items,
hygiene conditions
of utensils.
Disinfection of
utensils, good
plating practices.
What: personnels
Skills
How: Provide training
When: On regular
basis
Who: Cooking and
serving experts.
Customer feedback
records, cleaning
and hygiene
reports.
2.6.1 Justification Table
Hazard Critical limit Justification
Hygiene Conditions All the equipments and utensils
must be hygienic and
disinfectant.
To maintain the market image of
the hotels and customer safety
Personnel expertise All the individuals performing
various activities, must be
trained
To follow safety procedures at the
workplace and employee
development
Quality of material Quality of the raw material must
be good and consumable.
To provide the quality to the food
provided by the organization and
follow safety standards.
2.6.2 Verification Table
CCP or
Support
Program
Verification
Activity
Frequency Person
Responsib
le
Records Corrective
Action/Comments
Personnel
training
Analysis of
training and
Once in a
quarter
HR
manager
Training
session and
Review procedure
for identification
15
Who: The chef
Serving Quantity of
decorative items,
hygiene conditions
of utensils.
Disinfection of
utensils, good
plating practices.
What: personnels
Skills
How: Provide training
When: On regular
basis
Who: Cooking and
serving experts.
Customer feedback
records, cleaning
and hygiene
reports.
2.6.1 Justification Table
Hazard Critical limit Justification
Hygiene Conditions All the equipments and utensils
must be hygienic and
disinfectant.
To maintain the market image of
the hotels and customer safety
Personnel expertise All the individuals performing
various activities, must be
trained
To follow safety procedures at the
workplace and employee
development
Quality of material Quality of the raw material must
be good and consumable.
To provide the quality to the food
provided by the organization and
follow safety standards.
2.6.2 Verification Table
CCP or
Support
Program
Verification
Activity
Frequency Person
Responsib
le
Records Corrective
Action/Comments
Personnel
training
Analysis of
training and
Once in a
quarter
HR
manager
Training
session and
Review procedure
for identification
15
development
sessions
activity
registers
and traceability,
assessment and
selection.
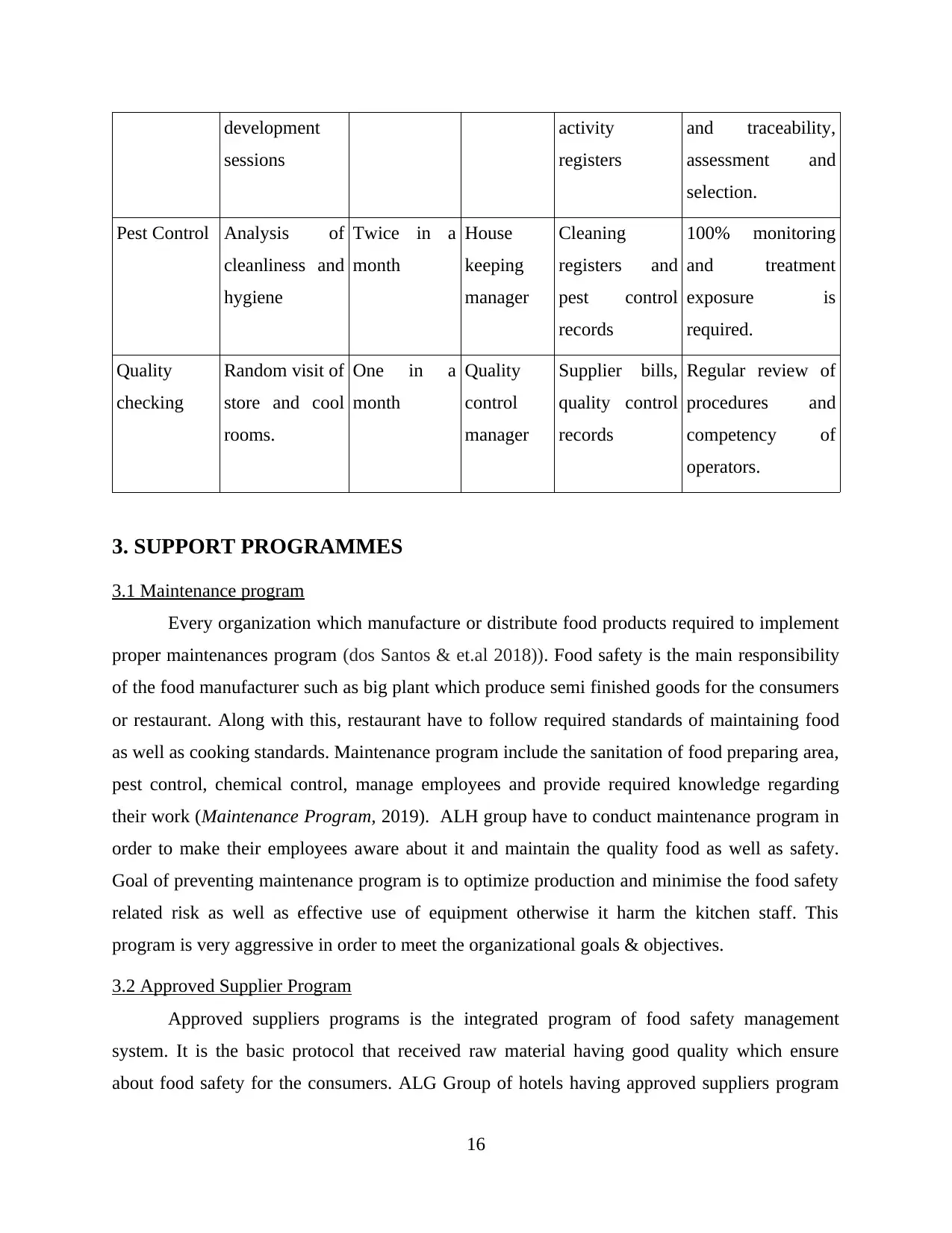
Pest Control Analysis of
cleanliness and
hygiene
Twice in a
month
House
keeping
manager
Cleaning
registers and
pest control
records
100% monitoring
and treatment
exposure is
required.
Quality
checking
Random visit of
store and cool
rooms.
One in a
month
Quality
control
manager
Supplier bills,
quality control
records
Regular review of
procedures and
competency of
operators.
3. SUPPORT PROGRAMMES
3.1 Maintenance program
Every organization which manufacture or distribute food products required to implement
proper maintenances program (dos Santos & et.al 2018)). Food safety is the main responsibility
of the food manufacturer such as big plant which produce semi finished goods for the consumers
or restaurant. Along with this, restaurant have to follow required standards of maintaining food
as well as cooking standards. Maintenance program include the sanitation of food preparing area,
pest control, chemical control, manage employees and provide required knowledge regarding
their work (Maintenance Program, 2019). ALH group have to conduct maintenance program in
order to make their employees aware about it and maintain the quality food as well as safety.
Goal of preventing maintenance program is to optimize production and minimise the food safety
related risk as well as effective use of equipment otherwise it harm the kitchen staff. This
program is very aggressive in order to meet the organizational goals & objectives.
3.2 Approved Supplier Program
Approved suppliers programs is the integrated program of food safety management
system. It is the basic protocol that received raw material having good quality which ensure
about food safety for the consumers. ALG Group of hotels having approved suppliers program
16
sessions
activity
registers
and traceability,
assessment and
selection.
Pest Control Analysis of
cleanliness and
hygiene
Twice in a
month
House
keeping
manager
Cleaning
registers and
pest control
records
100% monitoring
and treatment
exposure is
required.
Quality
checking
Random visit of
store and cool
rooms.
One in a
month
Quality
control
manager
Supplier bills,
quality control
records
Regular review of
procedures and
competency of
operators.
3. SUPPORT PROGRAMMES
3.1 Maintenance program
Every organization which manufacture or distribute food products required to implement
proper maintenances program (dos Santos & et.al 2018)). Food safety is the main responsibility
of the food manufacturer such as big plant which produce semi finished goods for the consumers
or restaurant. Along with this, restaurant have to follow required standards of maintaining food
as well as cooking standards. Maintenance program include the sanitation of food preparing area,
pest control, chemical control, manage employees and provide required knowledge regarding
their work (Maintenance Program, 2019). ALH group have to conduct maintenance program in
order to make their employees aware about it and maintain the quality food as well as safety.
Goal of preventing maintenance program is to optimize production and minimise the food safety
related risk as well as effective use of equipment otherwise it harm the kitchen staff. This
program is very aggressive in order to meet the organizational goals & objectives.
3.2 Approved Supplier Program
Approved suppliers programs is the integrated program of food safety management
system. It is the basic protocol that received raw material having good quality which ensure
about food safety for the consumers. ALG Group of hotels having approved suppliers program
16
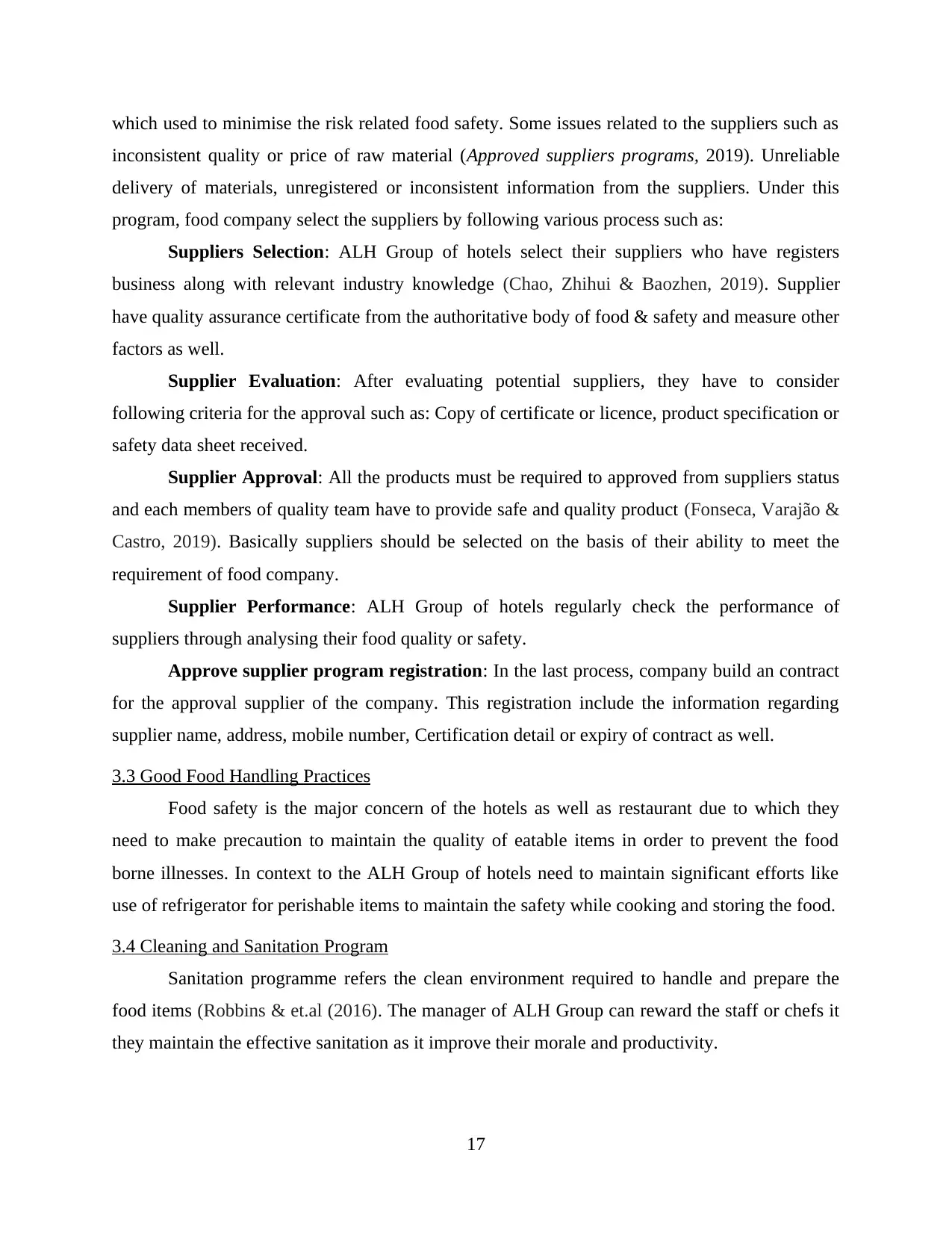
which used to minimise the risk related food safety. Some issues related to the suppliers such as
inconsistent quality or price of raw material (Approved suppliers programs, 2019). Unreliable
delivery of materials, unregistered or inconsistent information from the suppliers. Under this
program, food company select the suppliers by following various process such as:
Suppliers Selection: ALH Group of hotels select their suppliers who have registers
business along with relevant industry knowledge (Chao, Zhihui & Baozhen, 2019). Supplier
have quality assurance certificate from the authoritative body of food & safety and measure other
factors as well.
Supplier Evaluation: After evaluating potential suppliers, they have to consider
following criteria for the approval such as: Copy of certificate or licence, product specification or
safety data sheet received.
Supplier Approval: All the products must be required to approved from suppliers status
and each members of quality team have to provide safe and quality product (Fonseca, Varajão &
Castro, 2019). Basically suppliers should be selected on the basis of their ability to meet the
requirement of food company.
Supplier Performance: ALH Group of hotels regularly check the performance of
suppliers through analysing their food quality or safety.
Approve supplier program registration: In the last process, company build an contract
for the approval supplier of the company. This registration include the information regarding
supplier name, address, mobile number, Certification detail or expiry of contract as well.
3.3 Good Food Handling Practices
Food safety is the major concern of the hotels as well as restaurant due to which they
need to make precaution to maintain the quality of eatable items in order to prevent the food
borne illnesses. In context to the ALH Group of hotels need to maintain significant efforts like
use of refrigerator for perishable items to maintain the safety while cooking and storing the food.
3.4 Cleaning and Sanitation Program
Sanitation programme refers the clean environment required to handle and prepare the
food items (Robbins & et.al (2016). The manager of ALH Group can reward the staff or chefs it
they maintain the effective sanitation as it improve their morale and productivity.
17
inconsistent quality or price of raw material (Approved suppliers programs, 2019). Unreliable
delivery of materials, unregistered or inconsistent information from the suppliers. Under this
program, food company select the suppliers by following various process such as:
Suppliers Selection: ALH Group of hotels select their suppliers who have registers
business along with relevant industry knowledge (Chao, Zhihui & Baozhen, 2019). Supplier
have quality assurance certificate from the authoritative body of food & safety and measure other
factors as well.
Supplier Evaluation: After evaluating potential suppliers, they have to consider
following criteria for the approval such as: Copy of certificate or licence, product specification or
safety data sheet received.
Supplier Approval: All the products must be required to approved from suppliers status
and each members of quality team have to provide safe and quality product (Fonseca, Varajão &
Castro, 2019). Basically suppliers should be selected on the basis of their ability to meet the
requirement of food company.
Supplier Performance: ALH Group of hotels regularly check the performance of
suppliers through analysing their food quality or safety.
Approve supplier program registration: In the last process, company build an contract
for the approval supplier of the company. This registration include the information regarding
supplier name, address, mobile number, Certification detail or expiry of contract as well.
3.3 Good Food Handling Practices
Food safety is the major concern of the hotels as well as restaurant due to which they
need to make precaution to maintain the quality of eatable items in order to prevent the food
borne illnesses. In context to the ALH Group of hotels need to maintain significant efforts like
use of refrigerator for perishable items to maintain the safety while cooking and storing the food.
3.4 Cleaning and Sanitation Program
Sanitation programme refers the clean environment required to handle and prepare the
food items (Robbins & et.al (2016). The manager of ALH Group can reward the staff or chefs it
they maintain the effective sanitation as it improve their morale and productivity.
17
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
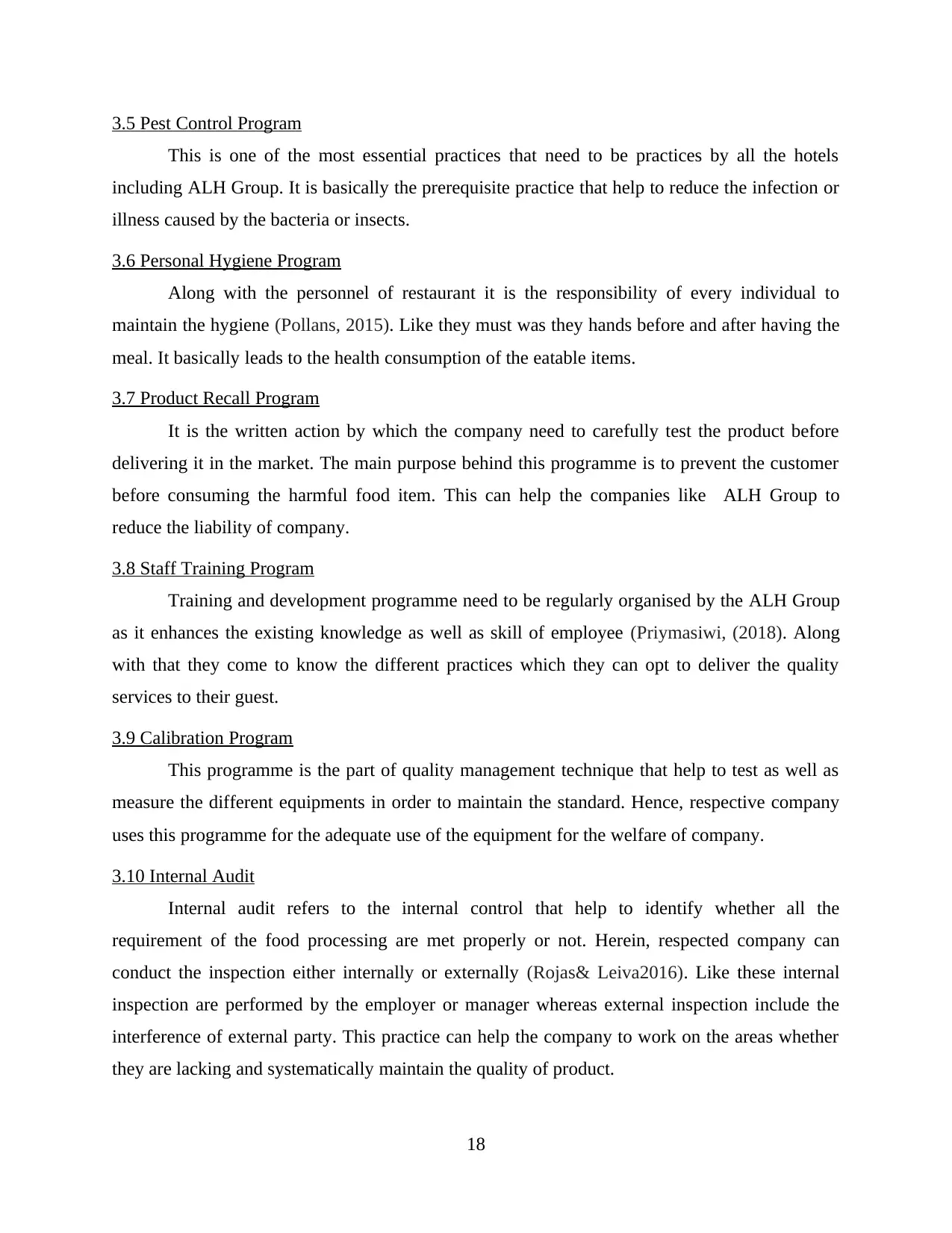
3.5 Pest Control Program
This is one of the most essential practices that need to be practices by all the hotels
including ALH Group. It is basically the prerequisite practice that help to reduce the infection or
illness caused by the bacteria or insects.
3.6 Personal Hygiene Program
Along with the personnel of restaurant it is the responsibility of every individual to
maintain the hygiene (Pollans, 2015). Like they must was they hands before and after having the
meal. It basically leads to the health consumption of the eatable items.
3.7 Product Recall Program
It is the written action by which the company need to carefully test the product before
delivering it in the market. The main purpose behind this programme is to prevent the customer
before consuming the harmful food item. This can help the companies like ALH Group to
reduce the liability of company.
3.8 Staff Training Program
Training and development programme need to be regularly organised by the ALH Group
as it enhances the existing knowledge as well as skill of employee (Priymasiwi, (2018). Along
with that they come to know the different practices which they can opt to deliver the quality
services to their guest.
3.9 Calibration Program
This programme is the part of quality management technique that help to test as well as
measure the different equipments in order to maintain the standard. Hence, respective company
uses this programme for the adequate use of the equipment for the welfare of company.
3.10 Internal Audit
Internal audit refers to the internal control that help to identify whether all the
requirement of the food processing are met properly or not. Herein, respected company can
conduct the inspection either internally or externally (Rojas& Leiva2016). Like these internal
inspection are performed by the employer or manager whereas external inspection include the
interference of external party. This practice can help the company to work on the areas whether
they are lacking and systematically maintain the quality of product.
18
This is one of the most essential practices that need to be practices by all the hotels
including ALH Group. It is basically the prerequisite practice that help to reduce the infection or
illness caused by the bacteria or insects.
3.6 Personal Hygiene Program
Along with the personnel of restaurant it is the responsibility of every individual to
maintain the hygiene (Pollans, 2015). Like they must was they hands before and after having the
meal. It basically leads to the health consumption of the eatable items.
3.7 Product Recall Program
It is the written action by which the company need to carefully test the product before
delivering it in the market. The main purpose behind this programme is to prevent the customer
before consuming the harmful food item. This can help the companies like ALH Group to
reduce the liability of company.
3.8 Staff Training Program
Training and development programme need to be regularly organised by the ALH Group
as it enhances the existing knowledge as well as skill of employee (Priymasiwi, (2018). Along
with that they come to know the different practices which they can opt to deliver the quality
services to their guest.
3.9 Calibration Program
This programme is the part of quality management technique that help to test as well as
measure the different equipments in order to maintain the standard. Hence, respective company
uses this programme for the adequate use of the equipment for the welfare of company.
3.10 Internal Audit
Internal audit refers to the internal control that help to identify whether all the
requirement of the food processing are met properly or not. Herein, respected company can
conduct the inspection either internally or externally (Rojas& Leiva2016). Like these internal
inspection are performed by the employer or manager whereas external inspection include the
interference of external party. This practice can help the company to work on the areas whether
they are lacking and systematically maintain the quality of product.
18
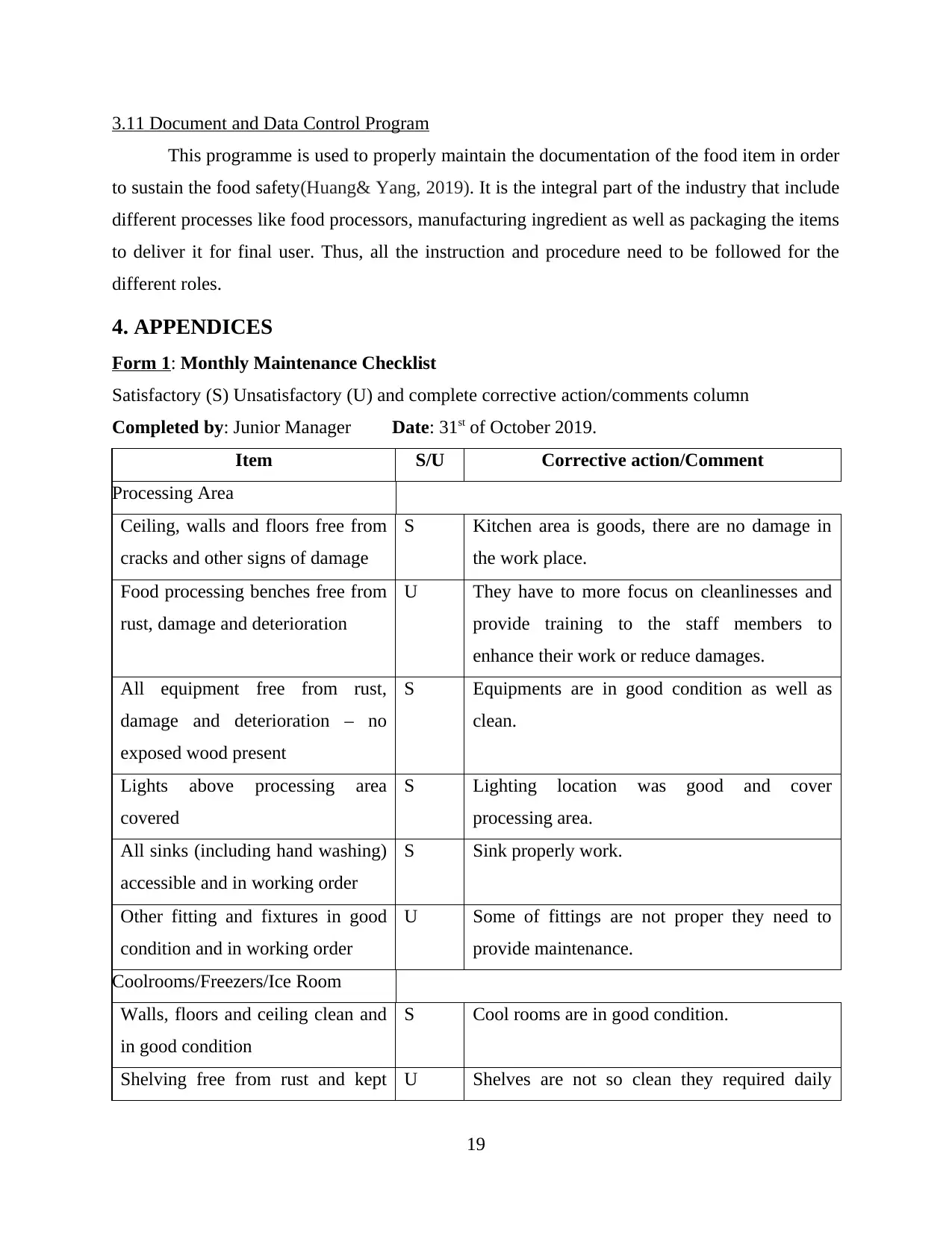
3.11 Document and Data Control Program
This programme is used to properly maintain the documentation of the food item in order
to sustain the food safety(Huang& Yang, 2019). It is the integral part of the industry that include
different processes like food processors, manufacturing ingredient as well as packaging the items
to deliver it for final user. Thus, all the instruction and procedure need to be followed for the
different roles.
4. APPENDICES
Form 1: Monthly Maintenance Checklist
Satisfactory (S) Unsatisfactory (U) and complete corrective action/comments column
Completed by: Junior Manager Date: 31st of October 2019.
Item S/U Corrective action/Comment
Processing Area
Ceiling, walls and floors free from
cracks and other signs of damage
S Kitchen area is goods, there are no damage in
the work place.
Food processing benches free from
rust, damage and deterioration
U They have to more focus on cleanlinesses and
provide training to the staff members to
enhance their work or reduce damages.
All equipment free from rust,
damage and deterioration – no
exposed wood present
S Equipments are in good condition as well as
clean.
Lights above processing area
covered
S Lighting location was good and cover
processing area.
All sinks (including hand washing)
accessible and in working order
S Sink properly work.
Other fitting and fixtures in good
condition and in working order
U Some of fittings are not proper they need to
provide maintenance.
Coolrooms/Freezers/Ice Room
Walls, floors and ceiling clean and
in good condition
S Cool rooms are in good condition.
Shelving free from rust and kept U Shelves are not so clean they required daily
19
This programme is used to properly maintain the documentation of the food item in order
to sustain the food safety(Huang& Yang, 2019). It is the integral part of the industry that include
different processes like food processors, manufacturing ingredient as well as packaging the items
to deliver it for final user. Thus, all the instruction and procedure need to be followed for the
different roles.
4. APPENDICES
Form 1: Monthly Maintenance Checklist
Satisfactory (S) Unsatisfactory (U) and complete corrective action/comments column
Completed by: Junior Manager Date: 31st of October 2019.
Item S/U Corrective action/Comment
Processing Area
Ceiling, walls and floors free from
cracks and other signs of damage
S Kitchen area is goods, there are no damage in
the work place.
Food processing benches free from
rust, damage and deterioration
U They have to more focus on cleanlinesses and
provide training to the staff members to
enhance their work or reduce damages.
All equipment free from rust,
damage and deterioration – no
exposed wood present
S Equipments are in good condition as well as
clean.
Lights above processing area
covered
S Lighting location was good and cover
processing area.
All sinks (including hand washing)
accessible and in working order
S Sink properly work.
Other fitting and fixtures in good
condition and in working order
U Some of fittings are not proper they need to
provide maintenance.
Coolrooms/Freezers/Ice Room
Walls, floors and ceiling clean and
in good condition
S Cool rooms are in good condition.
Shelving free from rust and kept U Shelves are not so clean they required daily
19
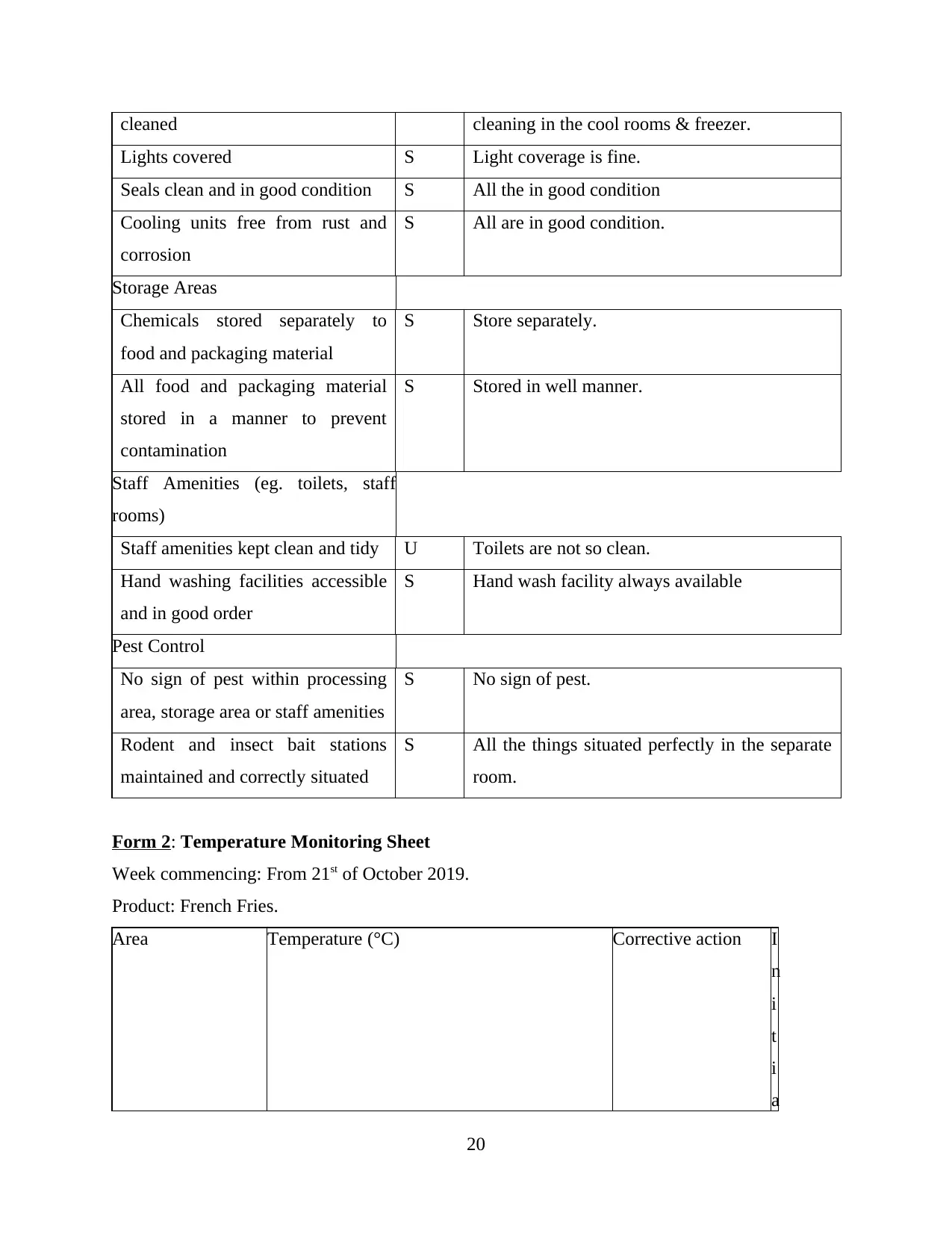
cleaned cleaning in the cool rooms & freezer.
Lights covered S Light coverage is fine.
Seals clean and in good condition S All the in good condition
Cooling units free from rust and
corrosion
S All are in good condition.
Storage Areas
Chemicals stored separately to
food and packaging material
S Store separately.
All food and packaging material
stored in a manner to prevent
contamination
S Stored in well manner.
Staff Amenities (eg. toilets, staff
rooms)
Staff amenities kept clean and tidy U Toilets are not so clean.
Hand washing facilities accessible
and in good order
S Hand wash facility always available
Pest Control
No sign of pest within processing
area, storage area or staff amenities
S No sign of pest.
Rodent and insect bait stations
maintained and correctly situated
S All the things situated perfectly in the separate
room.
Form 2: Temperature Monitoring Sheet
Week commencing: From 21st of October 2019.
Product: French Fries.
Area Temperature (°C) Corrective action I
n
i
t
i
a
20
Lights covered S Light coverage is fine.
Seals clean and in good condition S All the in good condition
Cooling units free from rust and
corrosion
S All are in good condition.
Storage Areas
Chemicals stored separately to
food and packaging material
S Store separately.
All food and packaging material
stored in a manner to prevent
contamination
S Stored in well manner.
Staff Amenities (eg. toilets, staff
rooms)
Staff amenities kept clean and tidy U Toilets are not so clean.
Hand washing facilities accessible
and in good order
S Hand wash facility always available
Pest Control
No sign of pest within processing
area, storage area or staff amenities
S No sign of pest.
Rodent and insect bait stations
maintained and correctly situated
S All the things situated perfectly in the separate
room.
Form 2: Temperature Monitoring Sheet
Week commencing: From 21st of October 2019.
Product: French Fries.
Area Temperature (°C) Corrective action I
n
i
t
i
a
20
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
l
s
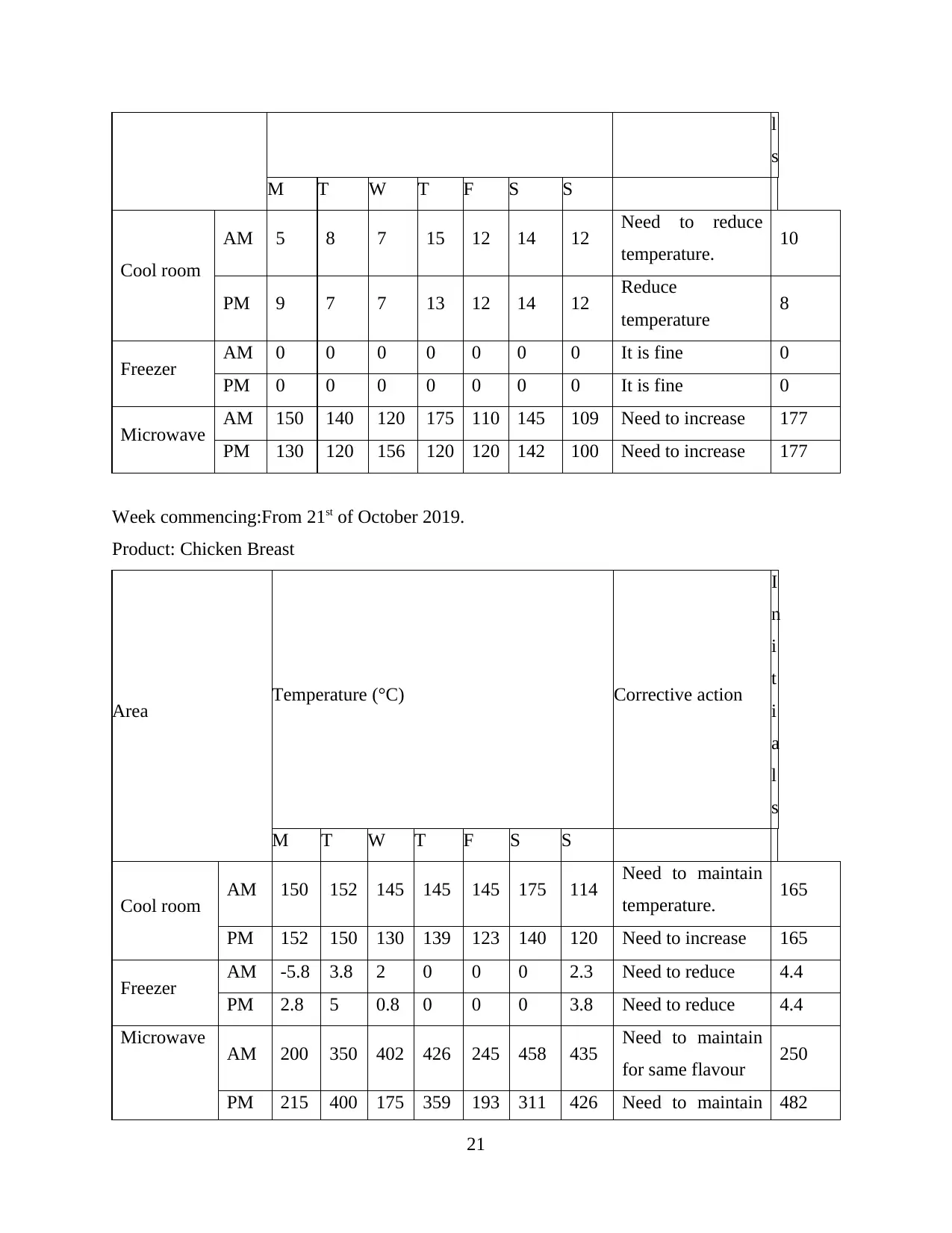
M T W T F S S
Cool room
AM 5 8 7 15 12 14 12 Need to reduce
temperature. 10
PM 9 7 7 13 12 14 12 Reduce
temperature 8
Freezer AM 0 0 0 0 0 0 0 It is fine 0
PM 0 0 0 0 0 0 0 It is fine 0
Microwave AM 150 140 120 175 110 145 109 Need to increase 177
PM 130 120 156 120 120 142 100 Need to increase 177
Week commencing:From 21st of October 2019.
Product: Chicken Breast
Area Temperature (°C) Corrective action
I
n
i
t
i
a
l
s
M T W T F S S
Cool room AM 150 152 145 145 145 175 114 Need to maintain
temperature. 165
PM 152 150 130 139 123 140 120 Need to increase 165
Freezer AM -5.8 3.8 2 0 0 0 2.3 Need to reduce 4.4
PM 2.8 5 0.8 0 0 0 3.8 Need to reduce 4.4
Microwave AM 200 350 402 426 245 458 435 Need to maintain
for same flavour 250
PM 215 400 175 359 193 311 426 Need to maintain 482
21
s
M T W T F S S
Cool room
AM 5 8 7 15 12 14 12 Need to reduce
temperature. 10
PM 9 7 7 13 12 14 12 Reduce
temperature 8
Freezer AM 0 0 0 0 0 0 0 It is fine 0
PM 0 0 0 0 0 0 0 It is fine 0
Microwave AM 150 140 120 175 110 145 109 Need to increase 177
PM 130 120 156 120 120 142 100 Need to increase 177
Week commencing:From 21st of October 2019.
Product: Chicken Breast
Area Temperature (°C) Corrective action
I
n
i
t
i
a
l
s
M T W T F S S
Cool room AM 150 152 145 145 145 175 114 Need to maintain
temperature. 165
PM 152 150 130 139 123 140 120 Need to increase 165
Freezer AM -5.8 3.8 2 0 0 0 2.3 Need to reduce 4.4
PM 2.8 5 0.8 0 0 0 3.8 Need to reduce 4.4
Microwave AM 200 350 402 426 245 458 435 Need to maintain
for same flavour 250
PM 215 400 175 359 193 311 426 Need to maintain 482
21
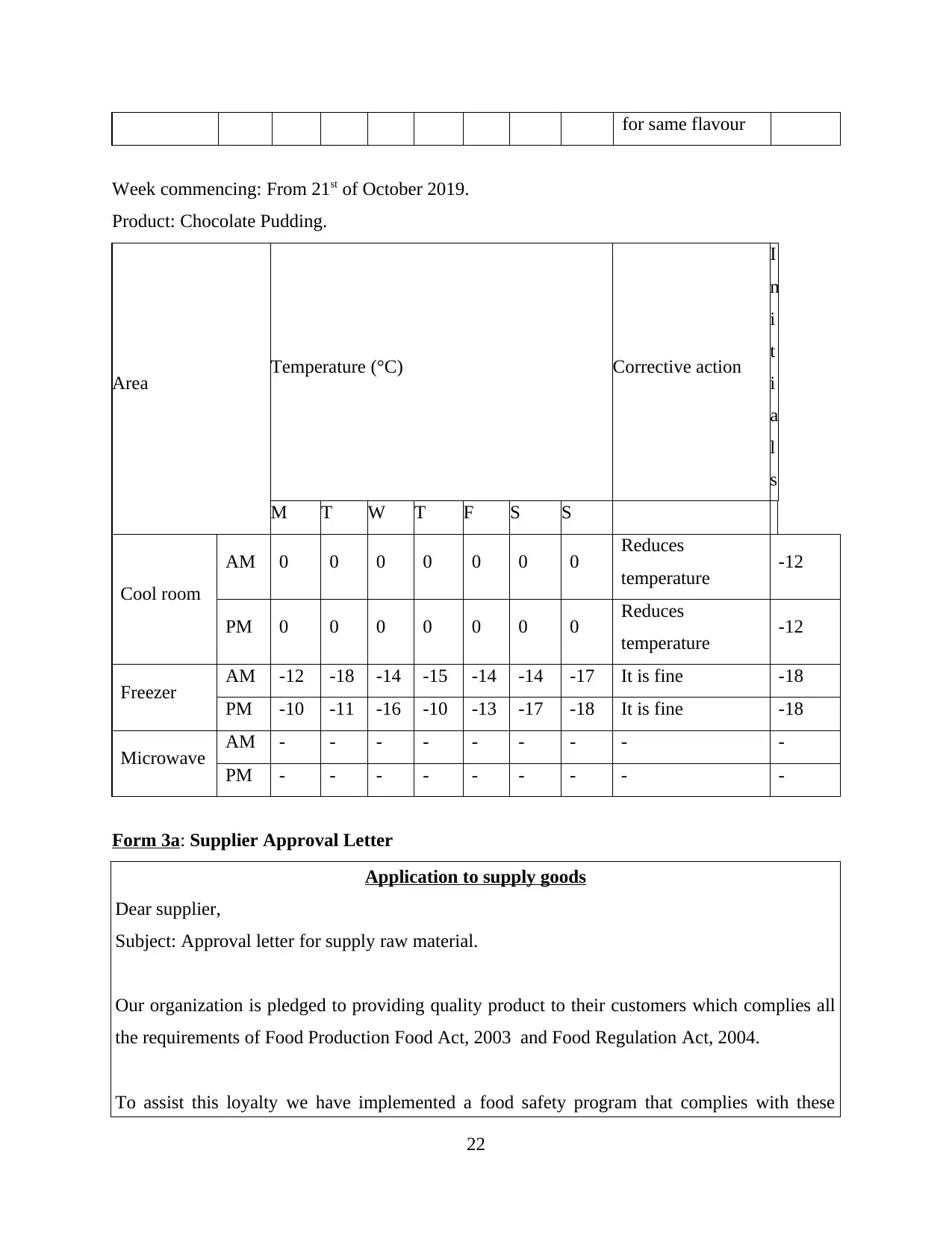
for same flavour
Week commencing: From 21st of October 2019.
Product: Chocolate Pudding.
Area Temperature (°C) Corrective action
I
n
i
t
i
a
l
s
M T W T F S S
Cool room
AM 0 0 0 0 0 0 0 Reduces
temperature -12
PM 0 0 0 0 0 0 0 Reduces
temperature -12
Freezer AM -12 -18 -14 -15 -14 -14 -17 It is fine -18
PM -10 -11 -16 -10 -13 -17 -18 It is fine -18
Microwave AM - - - - - - - - -
PM - - - - - - - - -
Form 3a: Supplier Approval Letter
Application to supply goods
Dear supplier,
Subject: Approval letter for supply raw material.
Our organization is pledged to providing quality product to their customers which complies all
the requirements of Food Production Food Act, 2003 and Food Regulation Act, 2004.
To assist this loyalty we have implemented a food safety program that complies with these
22
Week commencing: From 21st of October 2019.
Product: Chocolate Pudding.
Area Temperature (°C) Corrective action
I
n
i
t
i
a
l
s
M T W T F S S
Cool room
AM 0 0 0 0 0 0 0 Reduces
temperature -12
PM 0 0 0 0 0 0 0 Reduces
temperature -12
Freezer AM -12 -18 -14 -15 -14 -14 -17 It is fine -18
PM -10 -11 -16 -10 -13 -17 -18 It is fine -18
Microwave AM - - - - - - - - -
PM - - - - - - - - -
Form 3a: Supplier Approval Letter
Application to supply goods
Dear supplier,
Subject: Approval letter for supply raw material.
Our organization is pledged to providing quality product to their customers which complies all
the requirements of Food Production Food Act, 2003 and Food Regulation Act, 2004.
To assist this loyalty we have implemented a food safety program that complies with these
22
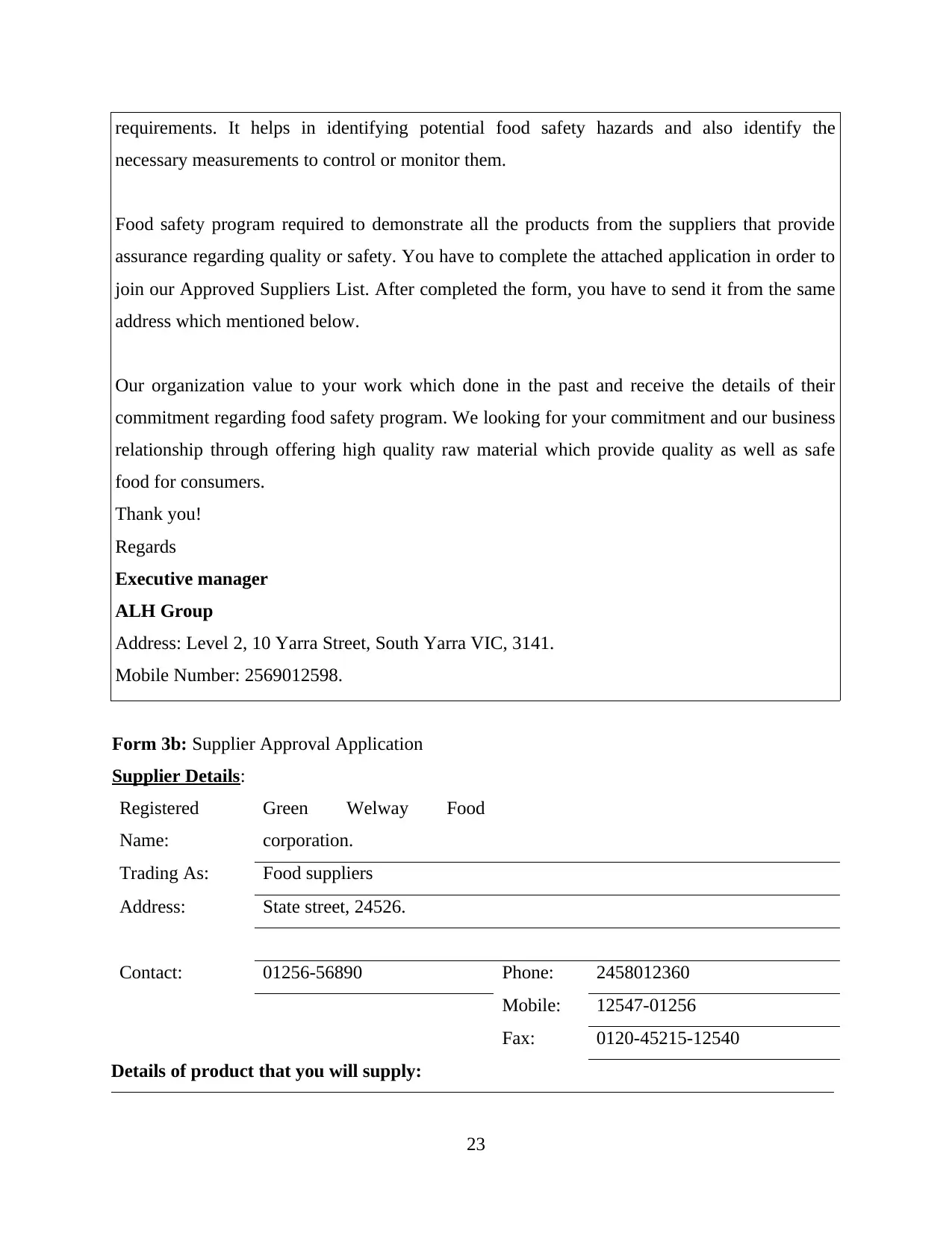
requirements. It helps in identifying potential food safety hazards and also identify the
necessary measurements to control or monitor them.
Food safety program required to demonstrate all the products from the suppliers that provide
assurance regarding quality or safety. You have to complete the attached application in order to
join our Approved Suppliers List. After completed the form, you have to send it from the same
address which mentioned below.
Our organization value to your work which done in the past and receive the details of their
commitment regarding food safety program. We looking for your commitment and our business
relationship through offering high quality raw material which provide quality as well as safe
food for consumers.
Thank you!
Regards
Executive manager
ALH Group
Address: Level 2, 10 Yarra Street, South Yarra VIC, 3141.
Mobile Number: 2569012598.
Form 3b: Supplier Approval Application
Supplier Details:
Registered
Name:
Green Welway Food
corporation.
Trading As: Food suppliers
Address: State street, 24526.
Contact: 01256-56890 Phone: 2458012360
Mobile: 12547-01256
Fax: 0120-45215-12540
Details of product that you will supply:
23
necessary measurements to control or monitor them.
Food safety program required to demonstrate all the products from the suppliers that provide
assurance regarding quality or safety. You have to complete the attached application in order to
join our Approved Suppliers List. After completed the form, you have to send it from the same
address which mentioned below.
Our organization value to your work which done in the past and receive the details of their
commitment regarding food safety program. We looking for your commitment and our business
relationship through offering high quality raw material which provide quality as well as safe
food for consumers.
Thank you!
Regards
Executive manager
ALH Group
Address: Level 2, 10 Yarra Street, South Yarra VIC, 3141.
Mobile Number: 2569012598.
Form 3b: Supplier Approval Application
Supplier Details:
Registered
Name:
Green Welway Food
corporation.
Trading As: Food suppliers
Address: State street, 24526.
Contact: 01256-56890 Phone: 2458012360
Mobile: 12547-01256
Fax: 0120-45215-12540
Details of product that you will supply:
23
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
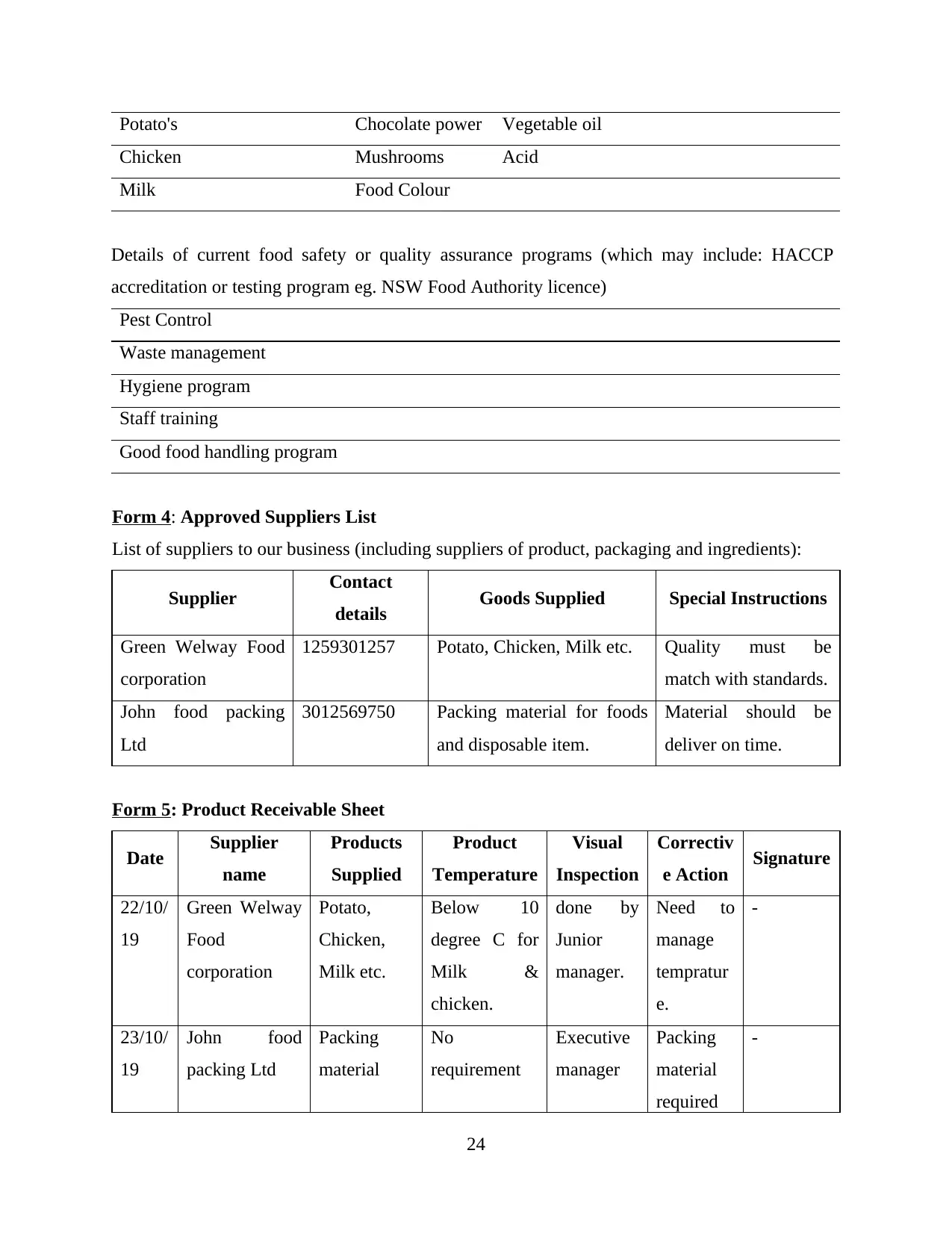
Potato's Chocolate power Vegetable oil
Chicken Mushrooms Acid
Milk Food Colour
Details of current food safety or quality assurance programs (which may include: HACCP
accreditation or testing program eg. NSW Food Authority licence)
Pest Control
Waste management
Hygiene program
Staff training
Good food handling program
Form 4: Approved Suppliers List
List of suppliers to our business (including suppliers of product, packaging and ingredients):
Supplier Contact
details Goods Supplied Special Instructions
Green Welway Food
corporation
1259301257 Potato, Chicken, Milk etc. Quality must be
match with standards.
John food packing
Ltd
3012569750 Packing material for foods
and disposable item.
Material should be
deliver on time.
Form 5: Product Receivable Sheet
Date Supplier
name
Products
Supplied
Product
Temperature
Visual
Inspection
Correctiv
e Action Signature
22/10/
19
Green Welway
Food
corporation
Potato,
Chicken,
Milk etc.
Below 10
degree C for
Milk &
chicken.
done by
Junior
manager.
Need to
manage
tempratur
e.
-
23/10/
19
John food
packing Ltd
Packing
material
No
requirement
Executive
manager
Packing
material
required
-
24
Chicken Mushrooms Acid
Milk Food Colour
Details of current food safety or quality assurance programs (which may include: HACCP
accreditation or testing program eg. NSW Food Authority licence)
Pest Control
Waste management
Hygiene program
Staff training
Good food handling program
Form 4: Approved Suppliers List
List of suppliers to our business (including suppliers of product, packaging and ingredients):
Supplier Contact
details Goods Supplied Special Instructions
Green Welway Food
corporation
1259301257 Potato, Chicken, Milk etc. Quality must be
match with standards.
John food packing
Ltd
3012569750 Packing material for foods
and disposable item.
Material should be
deliver on time.
Form 5: Product Receivable Sheet
Date Supplier
name
Products
Supplied
Product
Temperature
Visual
Inspection
Correctiv
e Action Signature
22/10/
19
Green Welway
Food
corporation
Potato,
Chicken,
Milk etc.
Below 10
degree C for
Milk &
chicken.
done by
Junior
manager.
Need to
manage
tempratur
e.
-
23/10/
19
John food
packing Ltd
Packing
material
No
requirement
Executive
manager
Packing
material
required
-
24
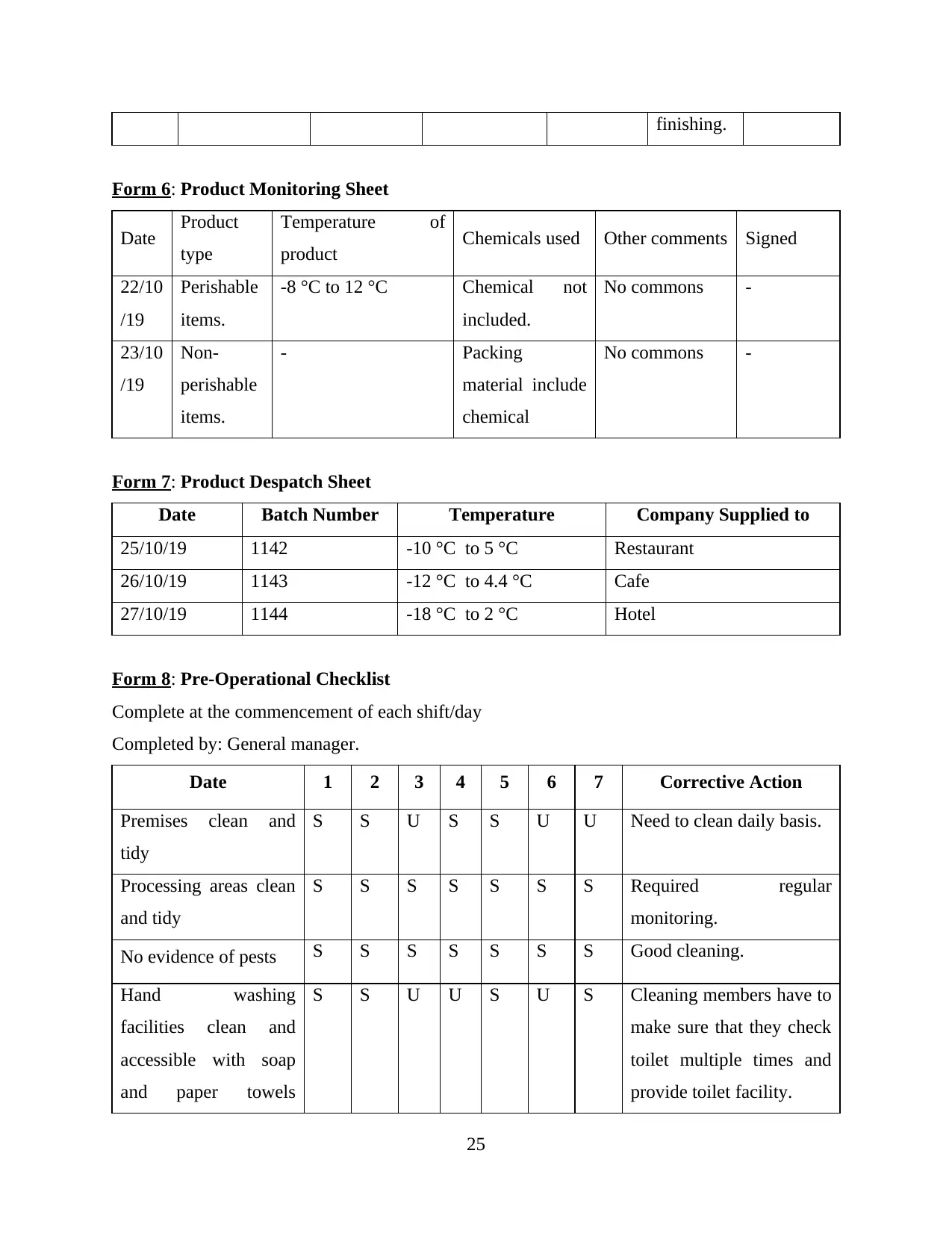
finishing.
Form 6: Product Monitoring Sheet
Date Product
type
Temperature of
product Chemicals used Other comments Signed
22/10
/19
Perishable
items.
-8 °C to 12 °C Chemical not
included.
No commons -
23/10
/19
Non-
perishable
items.
- Packing
material include
chemical
No commons -
Form 7: Product Despatch Sheet
Date Batch Number Temperature Company Supplied to
25/10/19 1142 -10 °C to 5 °C Restaurant
26/10/19 1143 -12 °C to 4.4 °C Cafe
27/10/19 1144 -18 °C to 2 °C Hotel
Form 8: Pre-Operational Checklist
Complete at the commencement of each shift/day
Completed by: General manager.
Date 1 2 3 4 5 6 7 Corrective Action
Premises clean and
tidy
S S U S S U U Need to clean daily basis.
Processing areas clean
and tidy
S S S S S S S Required regular
monitoring.
No evidence of pests S S S S S S S Good cleaning.
Hand washing
facilities clean and
accessible with soap
and paper towels
S S U U S U S Cleaning members have to
make sure that they check
toilet multiple times and
provide toilet facility.
25
Form 6: Product Monitoring Sheet
Date Product
type
Temperature of
product Chemicals used Other comments Signed
22/10
/19
Perishable
items.
-8 °C to 12 °C Chemical not
included.
No commons -
23/10
/19
Non-
perishable
items.
- Packing
material include
chemical
No commons -
Form 7: Product Despatch Sheet
Date Batch Number Temperature Company Supplied to
25/10/19 1142 -10 °C to 5 °C Restaurant
26/10/19 1143 -12 °C to 4.4 °C Cafe
27/10/19 1144 -18 °C to 2 °C Hotel
Form 8: Pre-Operational Checklist
Complete at the commencement of each shift/day
Completed by: General manager.
Date 1 2 3 4 5 6 7 Corrective Action
Premises clean and
tidy
S S U S S U U Need to clean daily basis.
Processing areas clean
and tidy
S S S S S S S Required regular
monitoring.
No evidence of pests S S S S S S S Good cleaning.
Hand washing
facilities clean and
accessible with soap
and paper towels
S S U U S U S Cleaning members have to
make sure that they check
toilet multiple times and
provide toilet facility.
25
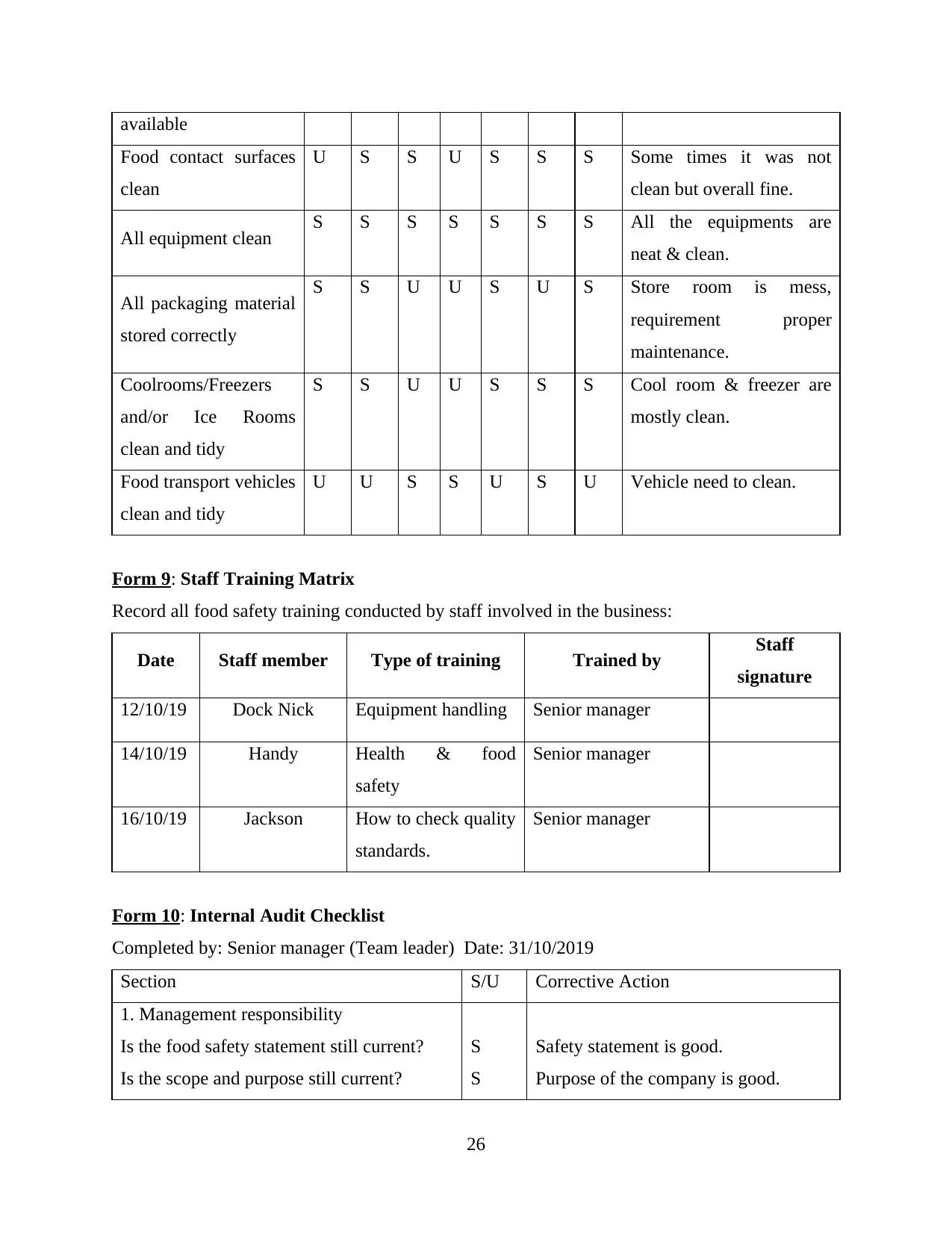
available
Food contact surfaces
clean
U S S U S S S Some times it was not
clean but overall fine.
All equipment clean S S S S S S S All the equipments are
neat & clean.
All packaging material
stored correctly
S S U U S U S Store room is mess,
requirement proper
maintenance.
Coolrooms/Freezers
and/or Ice Rooms
clean and tidy
S S U U S S S Cool room & freezer are
mostly clean.
Food transport vehicles
clean and tidy
U U S S U S U Vehicle need to clean.
Form 9: Staff Training Matrix
Record all food safety training conducted by staff involved in the business:
Date Staff member Type of training Trained by Staff
signature
12/10/19 Dock Nick Equipment handling Senior manager
14/10/19 Handy Health & food
safety
Senior manager
16/10/19 Jackson How to check quality
standards.
Senior manager
Form 10: Internal Audit Checklist
Completed by: Senior manager (Team leader) Date: 31/10/2019
Section S/U Corrective Action
1. Management responsibility
Is the food safety statement still current?
Is the scope and purpose still current?
S
S
Safety statement is good.
Purpose of the company is good.
26
Food contact surfaces
clean
U S S U S S S Some times it was not
clean but overall fine.
All equipment clean S S S S S S S All the equipments are
neat & clean.
All packaging material
stored correctly
S S U U S U S Store room is mess,
requirement proper
maintenance.
Coolrooms/Freezers
and/or Ice Rooms
clean and tidy
S S U U S S S Cool room & freezer are
mostly clean.
Food transport vehicles
clean and tidy
U U S S U S U Vehicle need to clean.
Form 9: Staff Training Matrix
Record all food safety training conducted by staff involved in the business:
Date Staff member Type of training Trained by Staff
signature
12/10/19 Dock Nick Equipment handling Senior manager
14/10/19 Handy Health & food
safety
Senior manager
16/10/19 Jackson How to check quality
standards.
Senior manager
Form 10: Internal Audit Checklist
Completed by: Senior manager (Team leader) Date: 31/10/2019
Section S/U Corrective Action
1. Management responsibility
Is the food safety statement still current?
Is the scope and purpose still current?
S
S
Safety statement is good.
Purpose of the company is good.
26
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
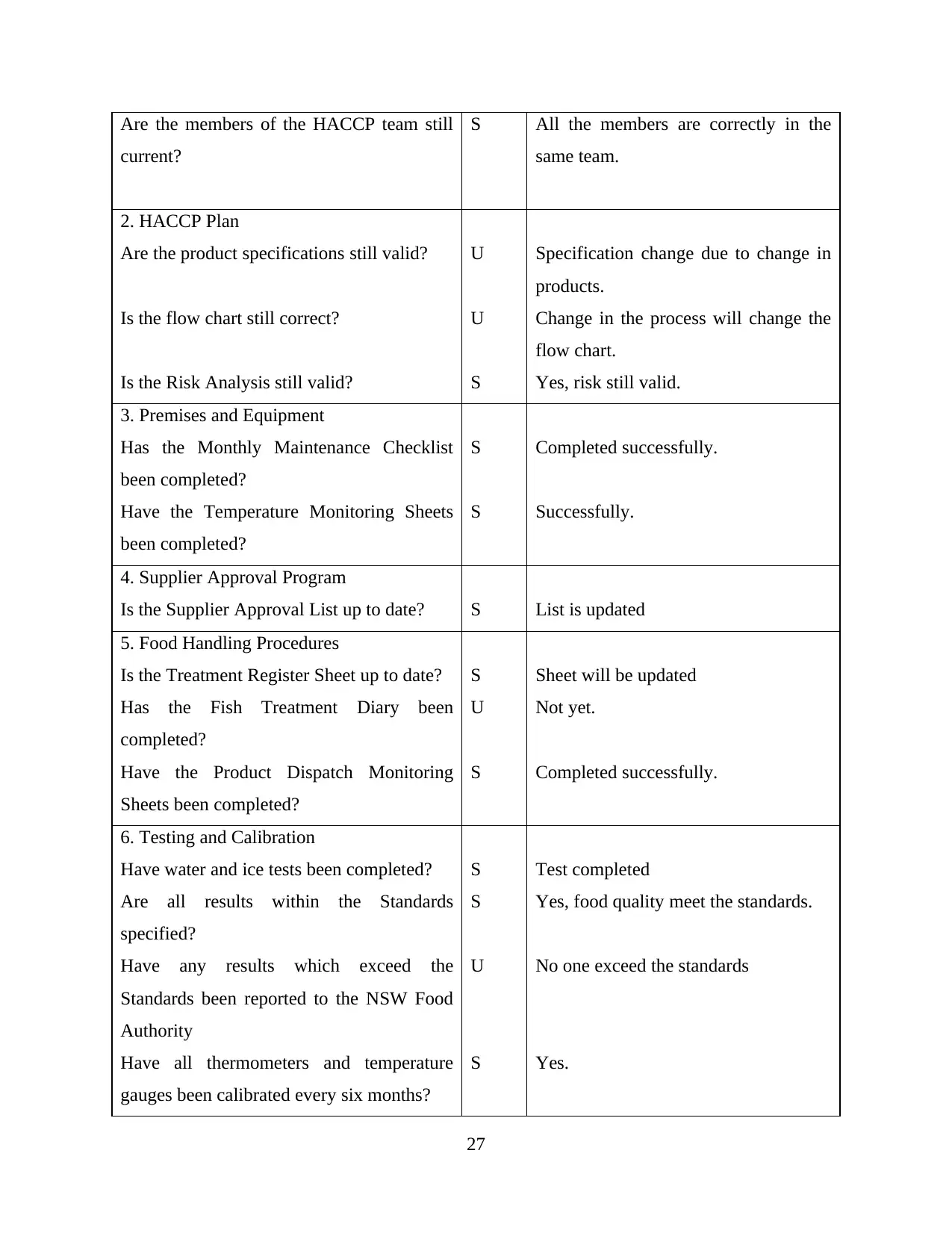
Are the members of the HACCP team still
current?
S All the members are correctly in the
same team.
2. HACCP Plan
Are the product specifications still valid?
Is the flow chart still correct?
Is the Risk Analysis still valid?
U
U
S
Specification change due to change in
products.
Change in the process will change the
flow chart.
Yes, risk still valid.
3. Premises and Equipment
Has the Monthly Maintenance Checklist
been completed?
Have the Temperature Monitoring Sheets
been completed?
S
S
Completed successfully.
Successfully.
4. Supplier Approval Program
Is the Supplier Approval List up to date? S List is updated
5. Food Handling Procedures
Is the Treatment Register Sheet up to date?
Has the Fish Treatment Diary been
completed?
Have the Product Dispatch Monitoring
Sheets been completed?
S
U
S
Sheet will be updated
Not yet.
Completed successfully.
6. Testing and Calibration
Have water and ice tests been completed?
Are all results within the Standards
specified?
Have any results which exceed the
Standards been reported to the NSW Food
Authority
Have all thermometers and temperature
gauges been calibrated every six months?
S
S
U
S
Test completed
Yes, food quality meet the standards.
No one exceed the standards
Yes.
27
current?
S All the members are correctly in the
same team.
2. HACCP Plan
Are the product specifications still valid?
Is the flow chart still correct?
Is the Risk Analysis still valid?
U
U
S
Specification change due to change in
products.
Change in the process will change the
flow chart.
Yes, risk still valid.
3. Premises and Equipment
Has the Monthly Maintenance Checklist
been completed?
Have the Temperature Monitoring Sheets
been completed?
S
S
Completed successfully.
Successfully.
4. Supplier Approval Program
Is the Supplier Approval List up to date? S List is updated
5. Food Handling Procedures
Is the Treatment Register Sheet up to date?
Has the Fish Treatment Diary been
completed?
Have the Product Dispatch Monitoring
Sheets been completed?
S
U
S
Sheet will be updated
Not yet.
Completed successfully.
6. Testing and Calibration
Have water and ice tests been completed?
Are all results within the Standards
specified?
Have any results which exceed the
Standards been reported to the NSW Food
Authority
Have all thermometers and temperature
gauges been calibrated every six months?
S
S
U
S
Test completed
Yes, food quality meet the standards.
No one exceed the standards
Yes.
27
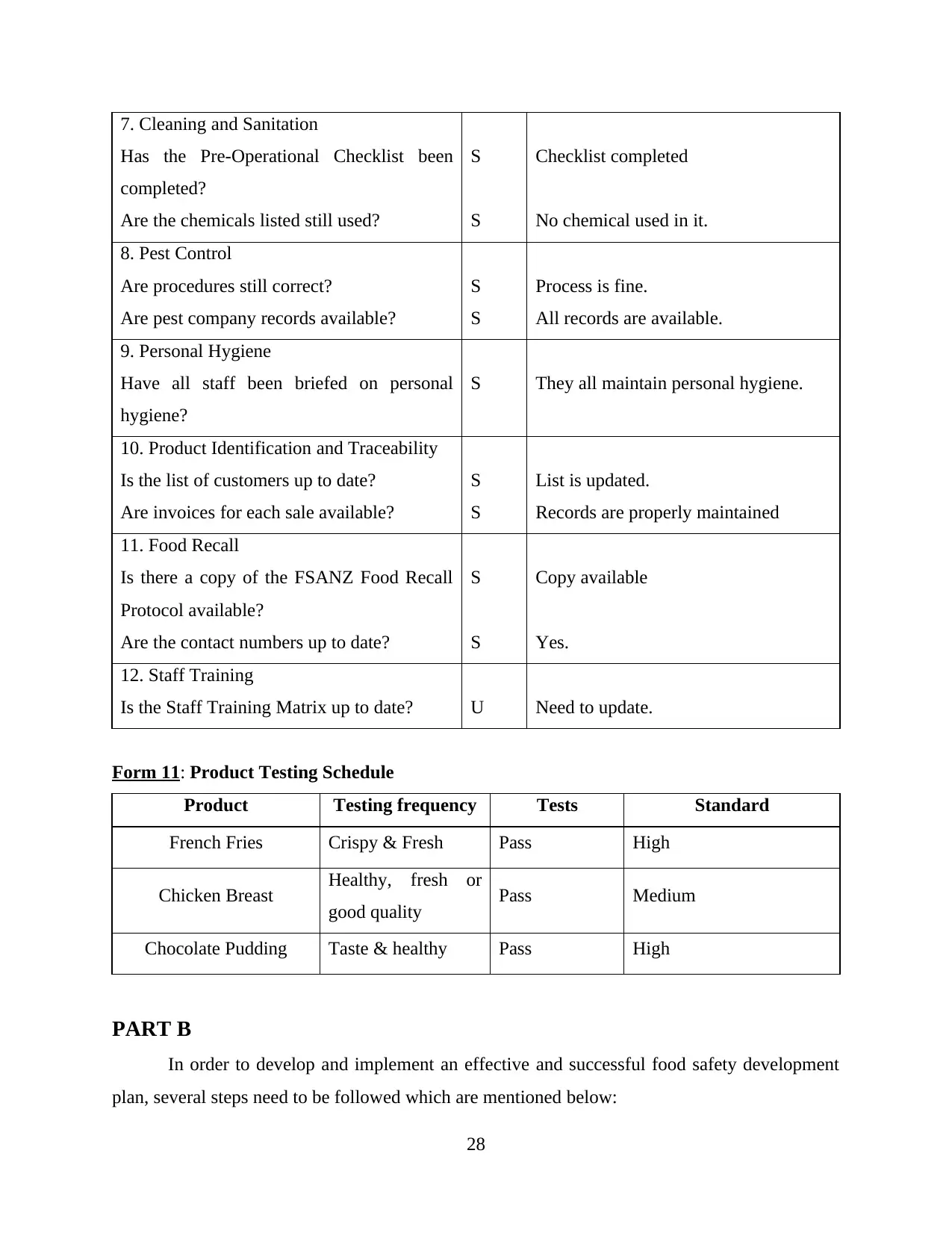
7. Cleaning and Sanitation
Has the Pre-Operational Checklist been
completed?
Are the chemicals listed still used?
S
S
Checklist completed
No chemical used in it.
8. Pest Control
Are procedures still correct?
Are pest company records available?
S
S
Process is fine.
All records are available.
9. Personal Hygiene
Have all staff been briefed on personal
hygiene?
S They all maintain personal hygiene.
10. Product Identification and Traceability
Is the list of customers up to date?
Are invoices for each sale available?
S
S
List is updated.
Records are properly maintained
11. Food Recall
Is there a copy of the FSANZ Food Recall
Protocol available?
Are the contact numbers up to date?
S
S
Copy available
Yes.
12. Staff Training
Is the Staff Training Matrix up to date? U Need to update.
Form 11: Product Testing Schedule
Product Testing frequency Tests Standard
French Fries Crispy & Fresh Pass High
Chicken Breast Healthy, fresh or
good quality Pass Medium
Chocolate Pudding Taste & healthy Pass High
PART B
In order to develop and implement an effective and successful food safety development
plan, several steps need to be followed which are mentioned below:
28
Has the Pre-Operational Checklist been
completed?
Are the chemicals listed still used?
S
S
Checklist completed
No chemical used in it.
8. Pest Control
Are procedures still correct?
Are pest company records available?
S
S
Process is fine.
All records are available.
9. Personal Hygiene
Have all staff been briefed on personal
hygiene?
S They all maintain personal hygiene.
10. Product Identification and Traceability
Is the list of customers up to date?
Are invoices for each sale available?
S
S
List is updated.
Records are properly maintained
11. Food Recall
Is there a copy of the FSANZ Food Recall
Protocol available?
Are the contact numbers up to date?
S
S
Copy available
Yes.
12. Staff Training
Is the Staff Training Matrix up to date? U Need to update.
Form 11: Product Testing Schedule
Product Testing frequency Tests Standard
French Fries Crispy & Fresh Pass High
Chicken Breast Healthy, fresh or
good quality Pass Medium
Chocolate Pudding Taste & healthy Pass High
PART B
In order to develop and implement an effective and successful food safety development
plan, several steps need to be followed which are mentioned below:
28
Step 1: Planning: Preliminary preparation and planning will be necessary before
processing an FSP. A coordinator for developing an FSP has been appointed and adequate
authorities and resources have also been provided (Food safety development plan, 2019). The
coordinator have excellent knowledge of food safety and is familiar with the properties of food
as well as its processing procedures.
Step 2: Draw a flow diagram: A flow diagram has been prepared with the help of all the
team members such as general manager, senior manager, team leader, executives and other team
members to understand the each process or operation clearly from purchase of raw material to
serving food to the customers.
Step 3: Develop a food safety plan: In order to develop a food safety plan, a list has been
prepared that reflects the potential hazards which may take place during the process and
preventive measures and control limits have been set for those hazards (Rahman & et.al, 2017).
Step 4: Details provide to colleagues: Colleagues are provided the necessary details such
as their roles and responsibilities within the overall program, authorities and powers provided to
them, their reporting managers, guidelines to be followed for effective projection, etc. In order to
develop an effective communication among the team members and senior authorities, formal
communication channels have been chosen which follows a chain of commands.
Step 5: Check and review: In order to check the effectiveness of the food safety
development plan, all the members are recommended to keep the records of their daily working
and activities so that at the end of the day, all the activities can be review and errors can be find
out (Pellegrino, Crandall & Seo, 2015). The food safety supervisor is also appointed to check the
quality and review the workings and performance of all the necessary aspects.
Step 6: Food safety meetings: At the end of each month, food safety meeting are also
conducted in which all the team members of HACCP team discuss the issues and problems they
have faced during the projection (Wu & Zhao, 2016). They also provide various solutions and
recommendations to solve those issues and take a review of development and improvement of
the overall food safety development plan.
29
processing an FSP. A coordinator for developing an FSP has been appointed and adequate
authorities and resources have also been provided (Food safety development plan, 2019). The
coordinator have excellent knowledge of food safety and is familiar with the properties of food
as well as its processing procedures.
Step 2: Draw a flow diagram: A flow diagram has been prepared with the help of all the
team members such as general manager, senior manager, team leader, executives and other team
members to understand the each process or operation clearly from purchase of raw material to
serving food to the customers.
Step 3: Develop a food safety plan: In order to develop a food safety plan, a list has been
prepared that reflects the potential hazards which may take place during the process and
preventive measures and control limits have been set for those hazards (Rahman & et.al, 2017).
Step 4: Details provide to colleagues: Colleagues are provided the necessary details such
as their roles and responsibilities within the overall program, authorities and powers provided to
them, their reporting managers, guidelines to be followed for effective projection, etc. In order to
develop an effective communication among the team members and senior authorities, formal
communication channels have been chosen which follows a chain of commands.
Step 5: Check and review: In order to check the effectiveness of the food safety
development plan, all the members are recommended to keep the records of their daily working
and activities so that at the end of the day, all the activities can be review and errors can be find
out (Pellegrino, Crandall & Seo, 2015). The food safety supervisor is also appointed to check the
quality and review the workings and performance of all the necessary aspects.
Step 6: Food safety meetings: At the end of each month, food safety meeting are also
conducted in which all the team members of HACCP team discuss the issues and problems they
have faced during the projection (Wu & Zhao, 2016). They also provide various solutions and
recommendations to solve those issues and take a review of development and improvement of
the overall food safety development plan.
29
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
CONCLUSION
From the above discussion, it has been concluded that food safety is most important
aspect for the hospitality sector. In the process area of food, managers have to make sure that all
the food standards are followed in order to produce high quality food. There are various
programs which followed by the hotels to meet the standards. Along with this, internal
management done performance measurement regarding food safety, quality etc.
30
From the above discussion, it has been concluded that food safety is most important
aspect for the hospitality sector. In the process area of food, managers have to make sure that all
the food standards are followed in order to produce high quality food. There are various
programs which followed by the hotels to meet the standards. Along with this, internal
management done performance measurement regarding food safety, quality etc.
30
REFERENCES
Books & Journals
Abdelhamid, D. & et.al (2017). Contribution to the study of an inventory of wood-boring beetles
Atlas cedar in Théniet El Had National Park (Algeria). AgroBiologia. 7(1). 297-311.
Canali, M. & et.al (2017). Food waste drivers in Europe, from identification to possible
interventions. Sustainability. 9(1). 37.
Chao, C., Zhihui, T., & Baozhen, Y. (2019). Optimization of two-stage location–routing–
inventory problem with time-windows in food distribution network. Annals of
Operations Research. 273(1-2). 111-134.
Citraresmi, A. D. P., & Azizah, F. (2019, February). Inventory control of raw material on sweet
bread production. In IOP Conference Series: Earth and Environmental Science (Vol.
230, No. 1, p. 012056). IOP Publishing.
dos Santos, L. E. & et.al (2018). Inventory of cipotica in the Tapajos National Forest and
commercialization in Santarem, Para. Advances in Forestry Science. 5(2). 309-314.
Fonseca, F., Varajão, A. F. D. C., & Castro, P. (2019). Inventory protocol and evaluation of
Pedological Interest Places (PIP) for a" Pedotourism". Revista Brasileira de
Ecoturismo. 12(2). 189-218.
Ge, W., & Kinnucan, H. (2018). Dynamic analysis of the livestock inventory in Inner
Mongolia. China Agricultural Economic Review. 10(3). 498-515.
Huang, Z., & Yang, L. (2019). Intelligent Safety Inventory Prediction Model and Its Application
in Chemical Fiber Enterprises. In Recent Developments in Intelligent Computing,
Communication and Devices (pp. 1143-1149). Springer, Singapore.
Pauls-Worm, K. G. & et.al (2016). Order quantities for perishable inventory control with non-
stationary demand and a fill rate constraint. International Journal of Production
Economics. 181. 238-246.
Pellegrino, R., Crandall, P. G., & Seo, H. S. (2015). Hand washing and disgust response to
handling different food stimuli between two different cultures. Food Research
International. 76. 301-308.
Pollans, M. J. (2015). Regulating farming: balancing food safety and environmental protection in
a cooperative governance regime. Wake Forest L. Rev.. 50. 399.
Priymasiwi, M. H. (2018). Optimization Of Raw Material Inventory Costs In The Food Supply
Chain Using Differential Evolution Algorithm. In E3S Web of Conferences (Vol. 73, p.
13Pellegrino, R., Crandall, P. G., & Seo, H. S. (2015). Hand washing and disgust
response to handling different food stimuli between two different cultures. Food
Research International. 76. 301-308.
Rahman, A. A. & et.al, (2017). Influence of perceived benefits and traceability system on the
readiness for Halal Assurance System implementation among food manufacturers. Food
Control. 73. 1318-1326.
Robbins, J. A. & et.al (2016). Awareness of ag-gag laws erodes trust in farmers and increases
support for animal welfare regulations. Food Policy. 61. 121-125.
Rojas, F., & Leiva, V. (2016). Inventory management in food companies with statistically
dependent demand. Academia Revista Latinoamericana de Administración. 29(4). 450-
485.
Scheinberg, J. A. & et.al (2017). Prevalence and phylogenetic characterization of Escherichia
coli and hygiene indicator bacteria isolated from leafy green produce, beef, and pork
31
Books & Journals
Abdelhamid, D. & et.al (2017). Contribution to the study of an inventory of wood-boring beetles
Atlas cedar in Théniet El Had National Park (Algeria). AgroBiologia. 7(1). 297-311.
Canali, M. & et.al (2017). Food waste drivers in Europe, from identification to possible
interventions. Sustainability. 9(1). 37.
Chao, C., Zhihui, T., & Baozhen, Y. (2019). Optimization of two-stage location–routing–
inventory problem with time-windows in food distribution network. Annals of
Operations Research. 273(1-2). 111-134.
Citraresmi, A. D. P., & Azizah, F. (2019, February). Inventory control of raw material on sweet
bread production. In IOP Conference Series: Earth and Environmental Science (Vol.
230, No. 1, p. 012056). IOP Publishing.
dos Santos, L. E. & et.al (2018). Inventory of cipotica in the Tapajos National Forest and
commercialization in Santarem, Para. Advances in Forestry Science. 5(2). 309-314.
Fonseca, F., Varajão, A. F. D. C., & Castro, P. (2019). Inventory protocol and evaluation of
Pedological Interest Places (PIP) for a" Pedotourism". Revista Brasileira de
Ecoturismo. 12(2). 189-218.
Ge, W., & Kinnucan, H. (2018). Dynamic analysis of the livestock inventory in Inner
Mongolia. China Agricultural Economic Review. 10(3). 498-515.
Huang, Z., & Yang, L. (2019). Intelligent Safety Inventory Prediction Model and Its Application
in Chemical Fiber Enterprises. In Recent Developments in Intelligent Computing,
Communication and Devices (pp. 1143-1149). Springer, Singapore.
Pauls-Worm, K. G. & et.al (2016). Order quantities for perishable inventory control with non-
stationary demand and a fill rate constraint. International Journal of Production
Economics. 181. 238-246.
Pellegrino, R., Crandall, P. G., & Seo, H. S. (2015). Hand washing and disgust response to
handling different food stimuli between two different cultures. Food Research
International. 76. 301-308.
Pollans, M. J. (2015). Regulating farming: balancing food safety and environmental protection in
a cooperative governance regime. Wake Forest L. Rev.. 50. 399.
Priymasiwi, M. H. (2018). Optimization Of Raw Material Inventory Costs In The Food Supply
Chain Using Differential Evolution Algorithm. In E3S Web of Conferences (Vol. 73, p.
13Pellegrino, R., Crandall, P. G., & Seo, H. S. (2015). Hand washing and disgust
response to handling different food stimuli between two different cultures. Food
Research International. 76. 301-308.
Rahman, A. A. & et.al, (2017). Influence of perceived benefits and traceability system on the
readiness for Halal Assurance System implementation among food manufacturers. Food
Control. 73. 1318-1326.
Robbins, J. A. & et.al (2016). Awareness of ag-gag laws erodes trust in farmers and increases
support for animal welfare regulations. Food Policy. 61. 121-125.
Rojas, F., & Leiva, V. (2016). Inventory management in food companies with statistically
dependent demand. Academia Revista Latinoamericana de Administración. 29(4). 450-
485.
Scheinberg, J. A. & et.al (2017). Prevalence and phylogenetic characterization of Escherichia
coli and hygiene indicator bacteria isolated from leafy green produce, beef, and pork
31
obtained from farmers' markets in Pennsylvania. Journal of food protection. 80(2). 237-
244.
Shih, C. W., & Wang, C. H. (2016). Integrating wireless sensor networks with statistical quality
control to develop a cold chain system in food industries. Computer Standards &
Interfaces. 45. 62-78.
Wu, L., & Zhao, Q. (2016, July). Study on decisions of centralized and decentralized inventory
control of fresh food dual-channel. In 2016 International Conference on Logistics,
Informatics and Service Sciences (LISS) (pp. 1-5). IEEE.
Zhang, H. & et.al (2015). The effect of active packaging on minimizing food losses: Life cycle
assessment (LCA) of essential oil component‐enabled packaging for fresh
beef. Packaging Technology and Science. 28(9). 761-774.
Zhang, N., Li, R., & Yuan, S. (2015, June). Commitment works on inventory turnover in supply
chain: Evidence from empirical data. In 2015 12th International Conference on Service
Systems and Service Management (ICSSSM) (pp. 1-6). IEEE.
Online
Approved suppliers programs. 2019. [Online]. Available Through:
<http://www.melbourneqa.com/2016/05/22/approved-supplier-program/>
Food safety development plan, 2019. [Online] Available through
<https://www.cfs.gov.hk/english/programme/programme_haccp/popup_fspbooklet2002.
html>
Maintenance Program. 2019. [Online]. Available Through:
<https://www.qualityassurancemag.com/article/preventive-maintenance>
32
244.
Shih, C. W., & Wang, C. H. (2016). Integrating wireless sensor networks with statistical quality
control to develop a cold chain system in food industries. Computer Standards &
Interfaces. 45. 62-78.
Wu, L., & Zhao, Q. (2016, July). Study on decisions of centralized and decentralized inventory
control of fresh food dual-channel. In 2016 International Conference on Logistics,
Informatics and Service Sciences (LISS) (pp. 1-5). IEEE.
Zhang, H. & et.al (2015). The effect of active packaging on minimizing food losses: Life cycle
assessment (LCA) of essential oil component‐enabled packaging for fresh
beef. Packaging Technology and Science. 28(9). 761-774.
Zhang, N., Li, R., & Yuan, S. (2015, June). Commitment works on inventory turnover in supply
chain: Evidence from empirical data. In 2015 12th International Conference on Service
Systems and Service Management (ICSSSM) (pp. 1-6). IEEE.
Online
Approved suppliers programs. 2019. [Online]. Available Through:
<http://www.melbourneqa.com/2016/05/22/approved-supplier-program/>
Food safety development plan, 2019. [Online] Available through
<https://www.cfs.gov.hk/english/programme/programme_haccp/popup_fspbooklet2002.
html>
Maintenance Program. 2019. [Online]. Available Through:
<https://www.qualityassurancemag.com/article/preventive-maintenance>
32
1 out of 34
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.