Career Episode 2 Report: Soap Sprayer and Dryer Control System Project
VerifiedAdded on 2020/03/16
|13
|1685
|58
Report
AI Summary
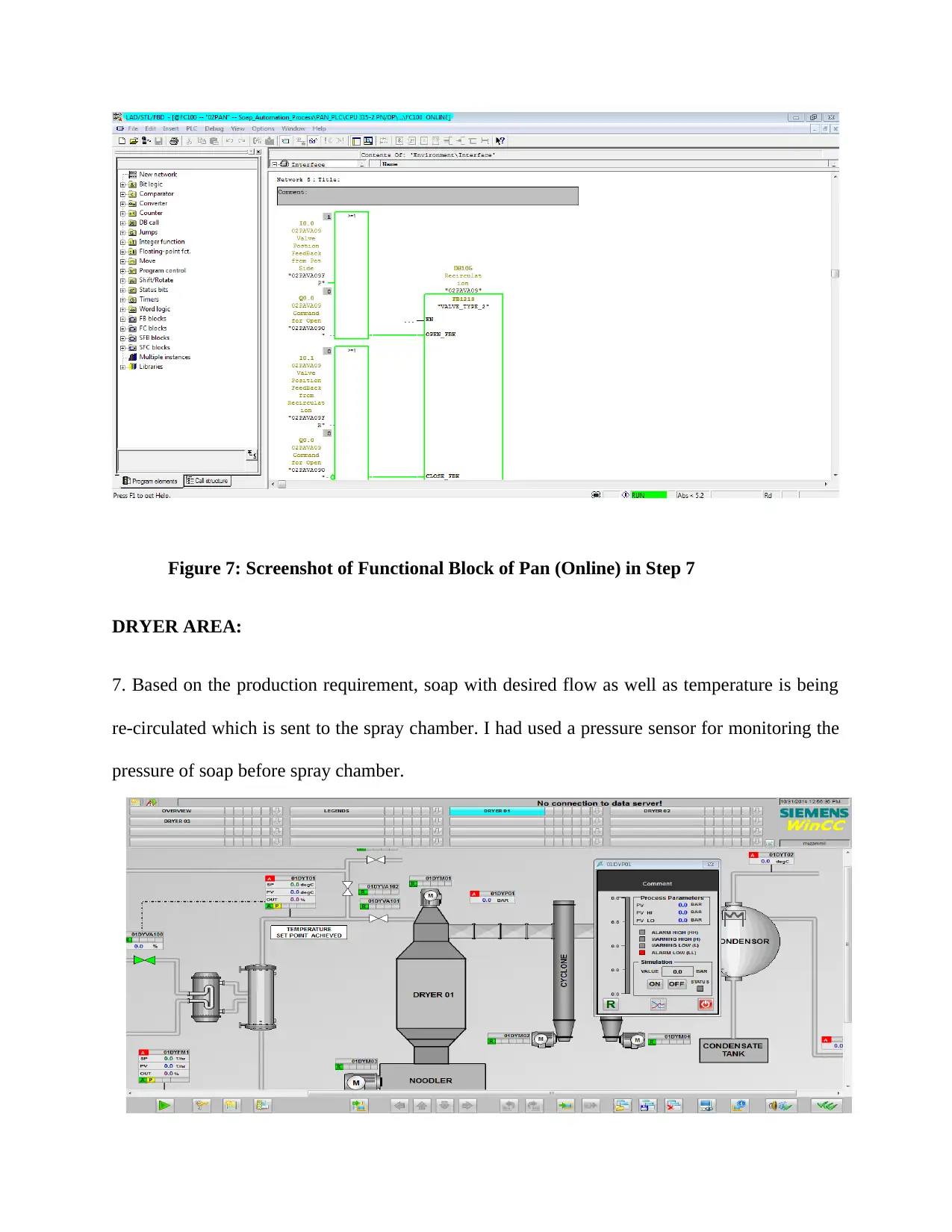
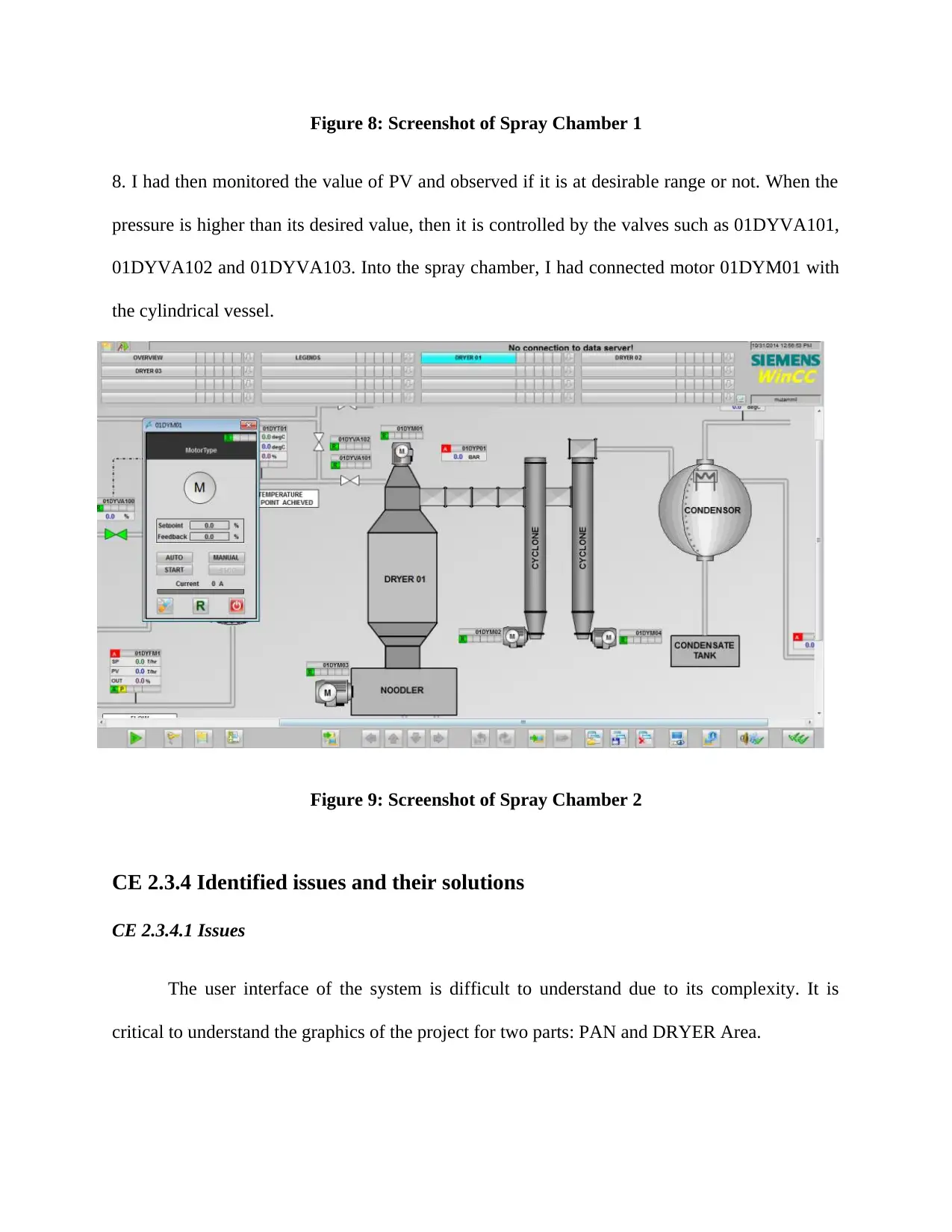
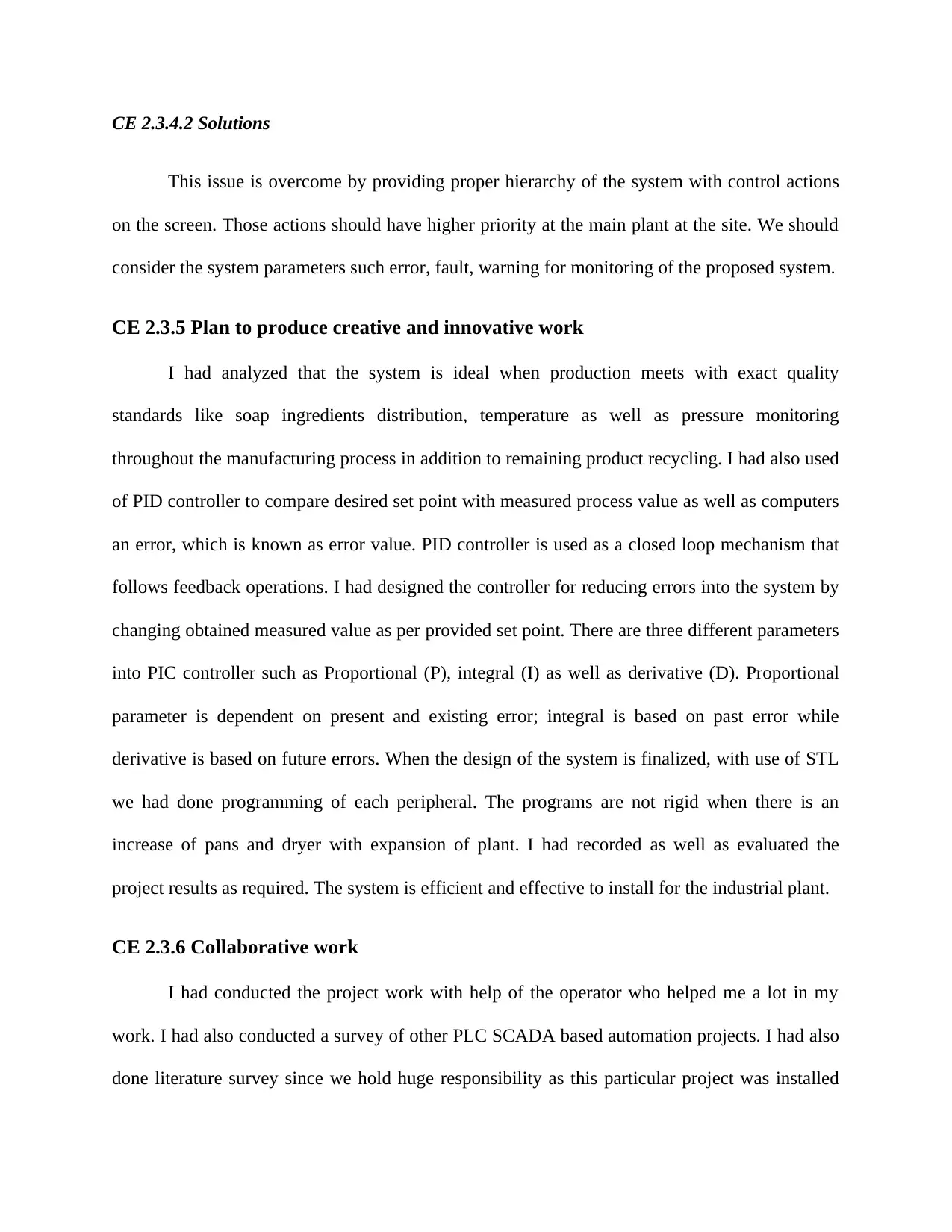
This report details a student's project on the development of a soap sprayer and dryer control system for an industrial plant, focusing on the application of Programmable Logic Controllers (PLCs) and Human Machine Interfaces (HMIs) to automate the soap production process. The project, conducted at N.E.D University of Engineering and Technology, involved designing a system to collect data from various points in the plant, monitor, control, and set off alarms. The student, acting as Team Leader, used SIMATIC S7-300 PLC and STEP7 programming software with ladder logic to automate electrochemical procedures. The report covers the project's objectives, which included designing the control system, collecting plant data, utilizing PLC for automation, and surveying other automation projects. The student's responsibilities included PLC configuration, hardware implementation, and HMI graphic design for both the pan and dryer areas. The report also addresses identified issues, such as the complexity of the user interface, and provides solutions like implementing a proper system hierarchy. The project incorporated PID controllers for precise control of soap ingredients, temperature, and pressure. The report concludes with a review of the project's contribution to increased production efficiency and reduced human errors, highlighting the use of collaborative work and literature surveys to enhance the student's knowledge in electronics engineering.

1 out of 13
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.