Implementation of CMM Technology in Production Industries Report
VerifiedAdded on 2023/04/11
|13
|1920
|260
Report
AI Summary
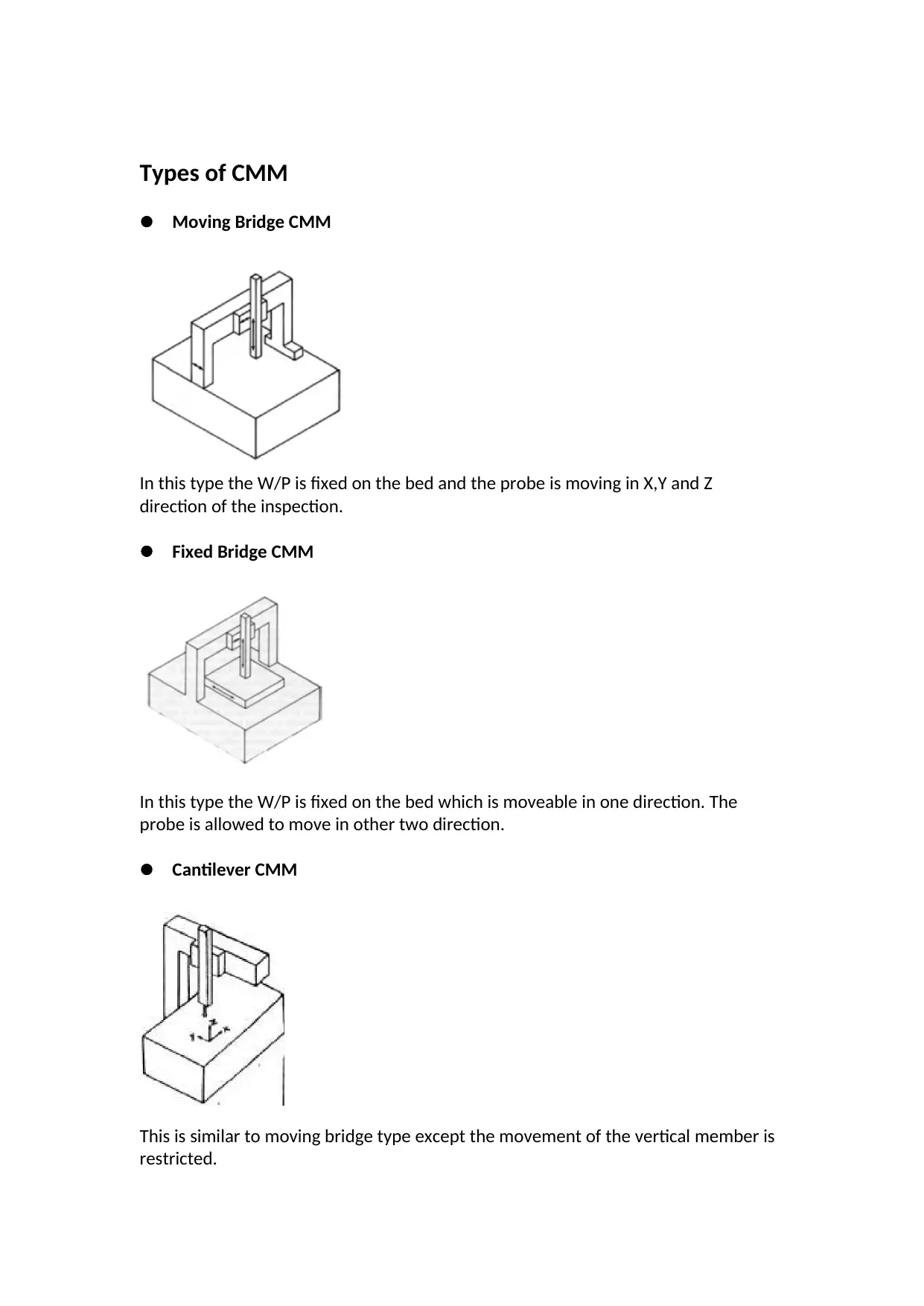
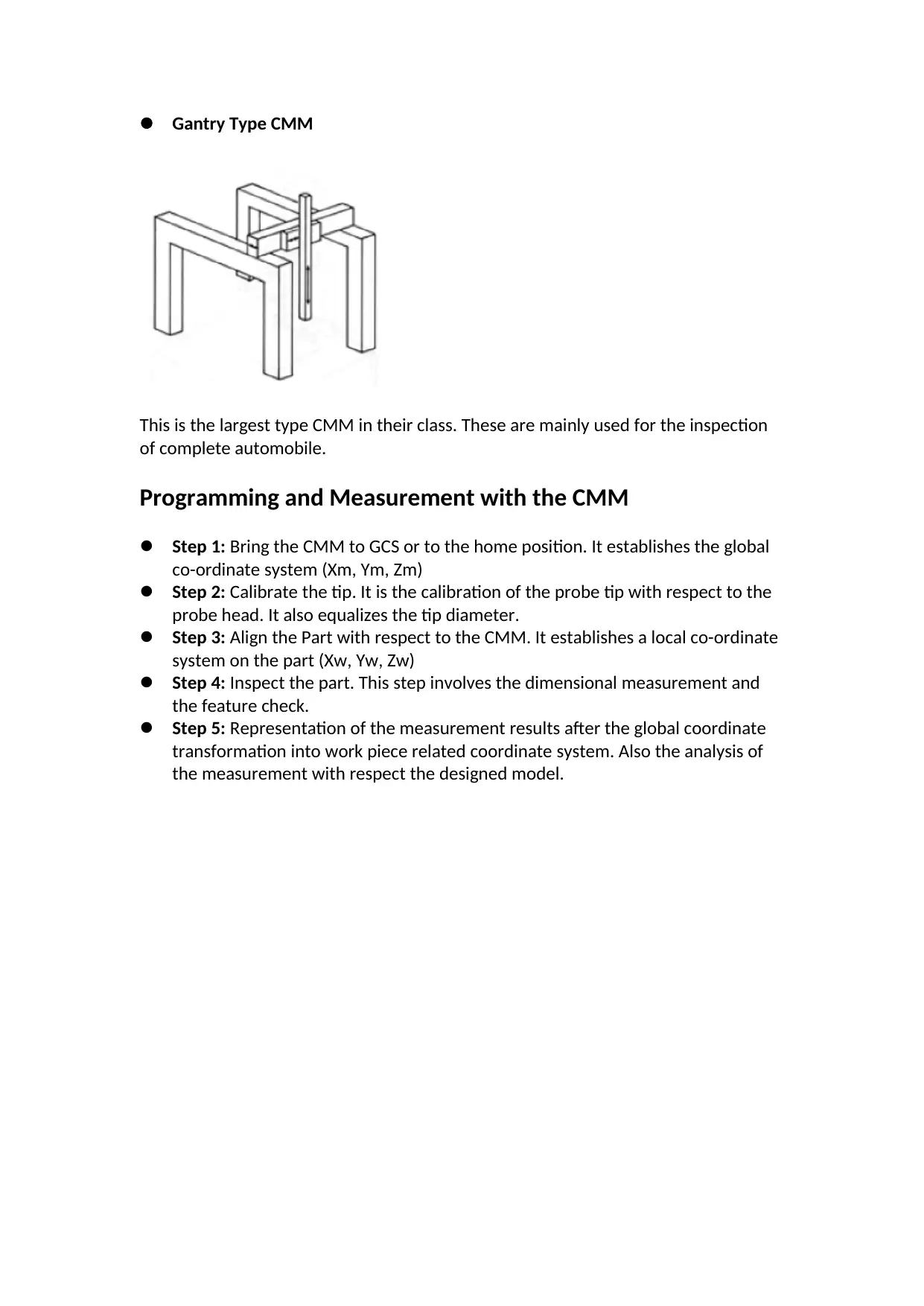
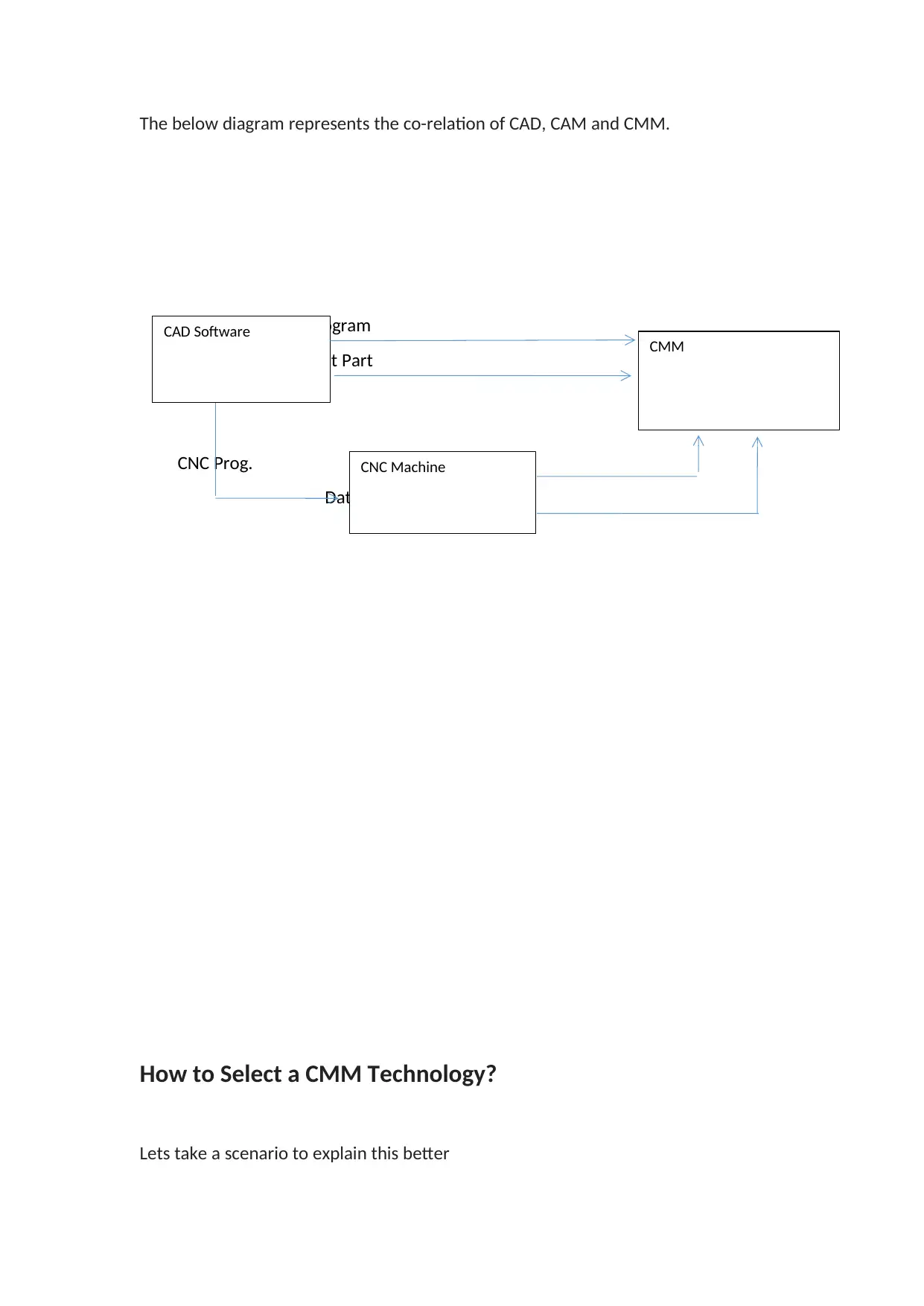
This report delves into the implementation of Coordinate Measuring Machine (CMM) technology within production industries, examining its significance in achieving higher accuracy, speed, and functionality in inspection methodologies. The report begins with an introduction highlighting the importance of CMM in modern manufacturing, emphasizing its role in dimensional inspection and feature checks. It then explores various types of CMMs, including moving bridge, fixed bridge, cantilever, and gantry types, detailing their working principles and capabilities. The report outlines the programming and measurement processes involved with CMMs, including calibration, alignment, and inspection steps. It also covers CMM capabilities such as dimensional measurement, profile capture, angle measurement, and digitizing. Furthermore, the report analyzes the integration of CMMs with Computer-Aided Manufacturing (CAM) to enhance product quality and profitability. A critical aspect of the report is the selection of appropriate CMM technology based on specific scenarios, considering factors like component size, production volume, and tolerance requirements. The report concludes by emphasizing the growing CMM market and recommending a Bridge Type Stationary CMM with specific probe and software configurations for the given scenario, along with references to relevant sources.
1 out of 13
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.