Analysis of Industrial System Energy Consumption
VerifiedAdded on 2021/04/17
|14
|2177
|95
AI Summary
The assignment provided is about analyzing different detail levels of an industrial system by considering energy output such as waste energy, efficiency of energy conversion, and energy input into the industrial system. The report focuses on the beer brewing process, which involves various stages including milling, mashing, lautering, boiling, whirlpooling, cooling, fermenting, maturing, filtering, and packaging. The analysis highlights the use of steam, electricity, gas, air, compressed air, and hot water in the brewery process and discusses methods to enhance technologies for electricity system operation through upgrades, operational modifications, and implementation of new technologies. This is a comprehensive report on industrial system energy consumption.
Contribute Materials
Your contribution can guide someone’s learning journey. Share your
documents today.

Low Impact Manufacturing 1
Research Paper on the Low Impact Manufacturing
A Research Paper on Energy By
Student’s Name
Name of the Professor
Institutional Affiliation
City/State
Year/Month/Day
Research Paper on the Low Impact Manufacturing
A Research Paper on Energy By
Student’s Name
Name of the Professor
Institutional Affiliation
City/State
Year/Month/Day
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Low Impact Manufacturing 2
Executive Summary
This report paper is about the analysis of Brewery plant by considering the energy
output such as waste energy, the efficiency of the conversion of the energy, and the energy
input to the industrial system. There is need of the owner of the brewing company to carry
out an audit on the energy performance so as to improve the efficiency of the energy. Energy
is carried out around the brewing factory in numerous forms such as steam, electricity, gas,
air, compressed air, and hot water. The processes that take place during brewing process use
heat fed by steam and hot water from oil fired boilers. The major technique of reducing
energy consumption by the industry is to enhance technologies for electricity system
operation through system upgrades, operational modification, and implementation of new
technologies.
Executive Summary
This report paper is about the analysis of Brewery plant by considering the energy
output such as waste energy, the efficiency of the conversion of the energy, and the energy
input to the industrial system. There is need of the owner of the brewing company to carry
out an audit on the energy performance so as to improve the efficiency of the energy. Energy
is carried out around the brewing factory in numerous forms such as steam, electricity, gas,
air, compressed air, and hot water. The processes that take place during brewing process use
heat fed by steam and hot water from oil fired boilers. The major technique of reducing
energy consumption by the industry is to enhance technologies for electricity system
operation through system upgrades, operational modification, and implementation of new
technologies.
Low Impact Manufacturing 3
INTRODUCTION
This report paper is about the analysis of different detail levels of an industrial system
by considering the energy output such as waste energy, the efficiency of the conversion of the
energy, and the energy input to the industrial system. Energy within the industrial system can
be transmitted within the system in numerous forms such as steam, electricity, gas,
compressed air, and hot water. The flow of industrial energy can be complex like device for
conversion of energy such as boiler may be utilized in the industry for the purposes of
conversion of energy from chemical energy to heat energy.
The waste energy from the system may be re-used through the process of exportation
to heating system or converting it into electricity. The descriptions of the industry that have
been discussed in this paper include the description of the industry, identification of the
processes that require significant energy, the illustration of the major energy flow within the
factory, as well as suitability of technologies of energy conversion (Aganda, 2013).
Factory Description
For this industrial system, the type of product that the industry is dealing with is small
beer manufacturing industry with 150 employees. There is need by the owner of the brewing
company to carry out an audit on the energy performance so as to improve the efficiency of
the energy. The beer manufacturing company was constructed in the 1970s and serious
modification have not been done since then. The heating system of the company, as well as
the processes that use heat, are fed by hot water and steam from old oil boilers that are fired
and all the machinery such as conveyor, pumps, compressors, and chillers are powered using
electricity (Ahlstrom, 2012). The processes that are involved in the brewing process are as
shown in the figure below:
INTRODUCTION
This report paper is about the analysis of different detail levels of an industrial system
by considering the energy output such as waste energy, the efficiency of the conversion of the
energy, and the energy input to the industrial system. Energy within the industrial system can
be transmitted within the system in numerous forms such as steam, electricity, gas,
compressed air, and hot water. The flow of industrial energy can be complex like device for
conversion of energy such as boiler may be utilized in the industry for the purposes of
conversion of energy from chemical energy to heat energy.
The waste energy from the system may be re-used through the process of exportation
to heating system or converting it into electricity. The descriptions of the industry that have
been discussed in this paper include the description of the industry, identification of the
processes that require significant energy, the illustration of the major energy flow within the
factory, as well as suitability of technologies of energy conversion (Aganda, 2013).
Factory Description
For this industrial system, the type of product that the industry is dealing with is small
beer manufacturing industry with 150 employees. There is need by the owner of the brewing
company to carry out an audit on the energy performance so as to improve the efficiency of
the energy. The beer manufacturing company was constructed in the 1970s and serious
modification have not been done since then. The heating system of the company, as well as
the processes that use heat, are fed by hot water and steam from old oil boilers that are fired
and all the machinery such as conveyor, pumps, compressors, and chillers are powered using
electricity (Ahlstrom, 2012). The processes that are involved in the brewing process are as
shown in the figure below:
Low Impact Manufacturing 4
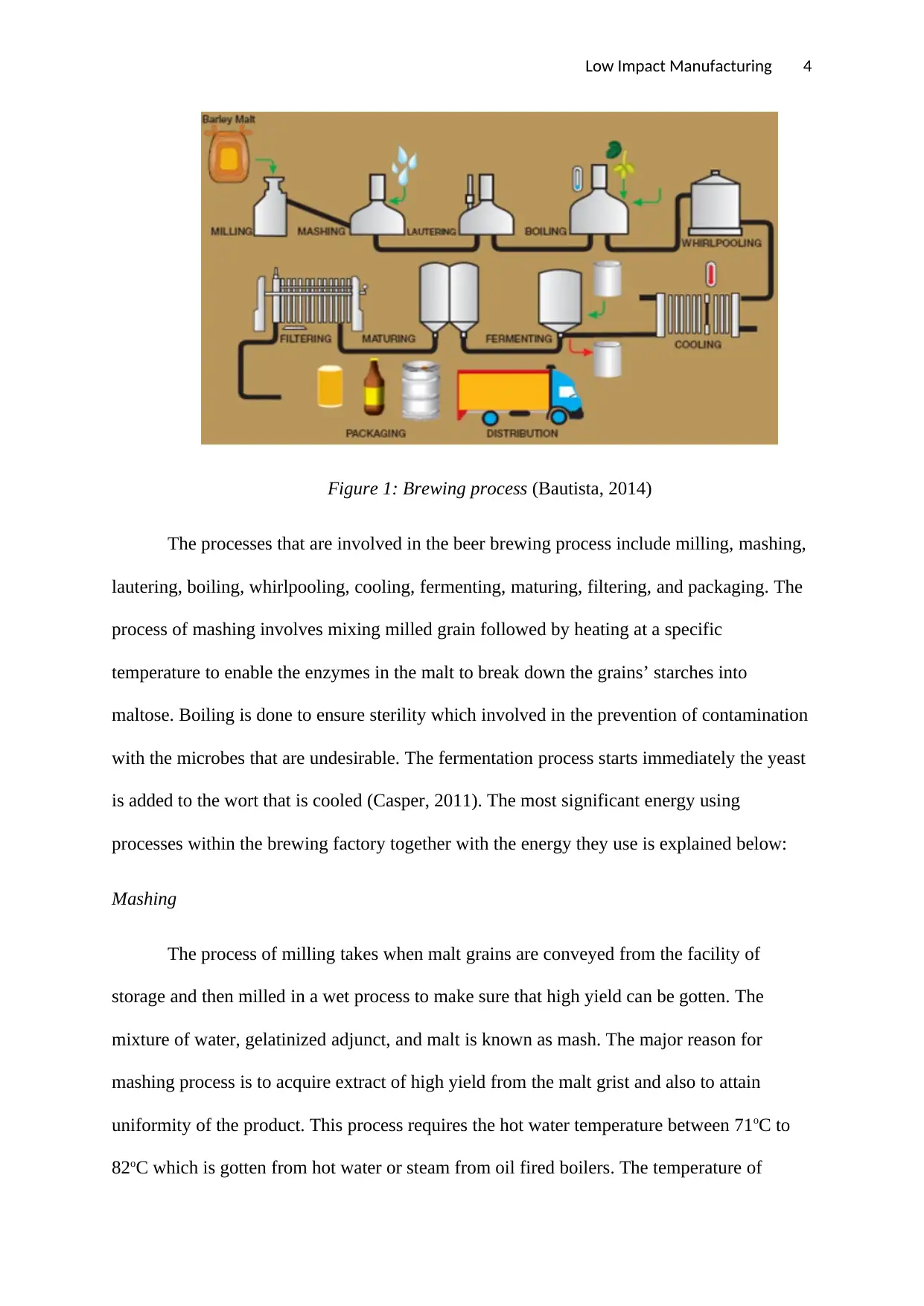
Figure 1: Brewing process (Bautista, 2014)
The processes that are involved in the beer brewing process include milling, mashing,
lautering, boiling, whirlpooling, cooling, fermenting, maturing, filtering, and packaging. The
process of mashing involves mixing milled grain followed by heating at a specific
temperature to enable the enzymes in the malt to break down the grains’ starches into
maltose. Boiling is done to ensure sterility which involved in the prevention of contamination
with the microbes that are undesirable. The fermentation process starts immediately the yeast
is added to the wort that is cooled (Casper, 2011). The most significant energy using
processes within the brewing factory together with the energy they use is explained below:
Mashing
The process of milling takes when malt grains are conveyed from the facility of
storage and then milled in a wet process to make sure that high yield can be gotten. The
mixture of water, gelatinized adjunct, and malt is known as mash. The major reason for
mashing process is to acquire extract of high yield from the malt grist and also to attain
uniformity of the product. This process requires the hot water temperature between 71oC to
82oC which is gotten from hot water or steam from oil fired boilers. The temperature of
Figure 1: Brewing process (Bautista, 2014)
The processes that are involved in the beer brewing process include milling, mashing,
lautering, boiling, whirlpooling, cooling, fermenting, maturing, filtering, and packaging. The
process of mashing involves mixing milled grain followed by heating at a specific
temperature to enable the enzymes in the malt to break down the grains’ starches into
maltose. Boiling is done to ensure sterility which involved in the prevention of contamination
with the microbes that are undesirable. The fermentation process starts immediately the yeast
is added to the wort that is cooled (Casper, 2011). The most significant energy using
processes within the brewing factory together with the energy they use is explained below:
Mashing
The process of milling takes when malt grains are conveyed from the facility of
storage and then milled in a wet process to make sure that high yield can be gotten. The
mixture of water, gelatinized adjunct, and malt is known as mash. The major reason for
mashing process is to acquire extract of high yield from the malt grist and also to attain
uniformity of the product. This process requires the hot water temperature between 71oC to
82oC which is gotten from hot water or steam from oil fired boilers. The temperature of
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Low Impact Manufacturing 5
mashing depends on wort heating by the use of jackets or steam coils. The mashing process
requires an estimated energy of 13 MJ/hl for this brewing industry (Cervinka, 2015).
Wort Boiling
This step involves the evaporation and boiling of the wort for a duration of one hour
and a rate evaporation of approximately 6%. The boil is a step that is fuel intensive and is
made of a strong boil that is rolling. The estimated energy used for the process of wort
boiling is 56 MJ/hl for the conventional system. The boiling process helps in the sterilization
of the wort, coagulation of the grain protein, prevention of activity of the enzyme, driving off
compounds that are volatile, as well as extraction of substances from hops and cultivating
flavour and colour. The estimated quantity of energy recovered potentially from the wort
during the cooling stages by the heat exchanger is 44 MJ/hl (Fletcher, 2011).
Pasteurization
This is the process through which the beer is cleaned of the bacteria that are harmful
before packaging. This is done through heating the beer up to 60oC with to kill all the
contaminants that are biological in nature. The estimated energy required for this process is
22 kWh for every 1000 bottles passing through the systems of pasteurization tunnel (Funk,
2010).
Factory Heating System
The whole factory is required to be at a specific temperature which is conducive to
working with the employees as well as a good condition for the production of beer. There is
need to continuously heat or cool the factory on a frequent basis depending on the
atmospheric condition. The estimated energy that requests for heating the factory is 4 MJ/hl
(Hackensellner, 2014).
mashing depends on wort heating by the use of jackets or steam coils. The mashing process
requires an estimated energy of 13 MJ/hl for this brewing industry (Cervinka, 2015).
Wort Boiling
This step involves the evaporation and boiling of the wort for a duration of one hour
and a rate evaporation of approximately 6%. The boil is a step that is fuel intensive and is
made of a strong boil that is rolling. The estimated energy used for the process of wort
boiling is 56 MJ/hl for the conventional system. The boiling process helps in the sterilization
of the wort, coagulation of the grain protein, prevention of activity of the enzyme, driving off
compounds that are volatile, as well as extraction of substances from hops and cultivating
flavour and colour. The estimated quantity of energy recovered potentially from the wort
during the cooling stages by the heat exchanger is 44 MJ/hl (Fletcher, 2011).
Pasteurization
This is the process through which the beer is cleaned of the bacteria that are harmful
before packaging. This is done through heating the beer up to 60oC with to kill all the
contaminants that are biological in nature. The estimated energy required for this process is
22 kWh for every 1000 bottles passing through the systems of pasteurization tunnel (Funk,
2010).
Factory Heating System
The whole factory is required to be at a specific temperature which is conducive to
working with the employees as well as a good condition for the production of beer. There is
need to continuously heat or cool the factory on a frequent basis depending on the
atmospheric condition. The estimated energy that requests for heating the factory is 4 MJ/hl
(Hackensellner, 2014).
Low Impact Manufacturing 6
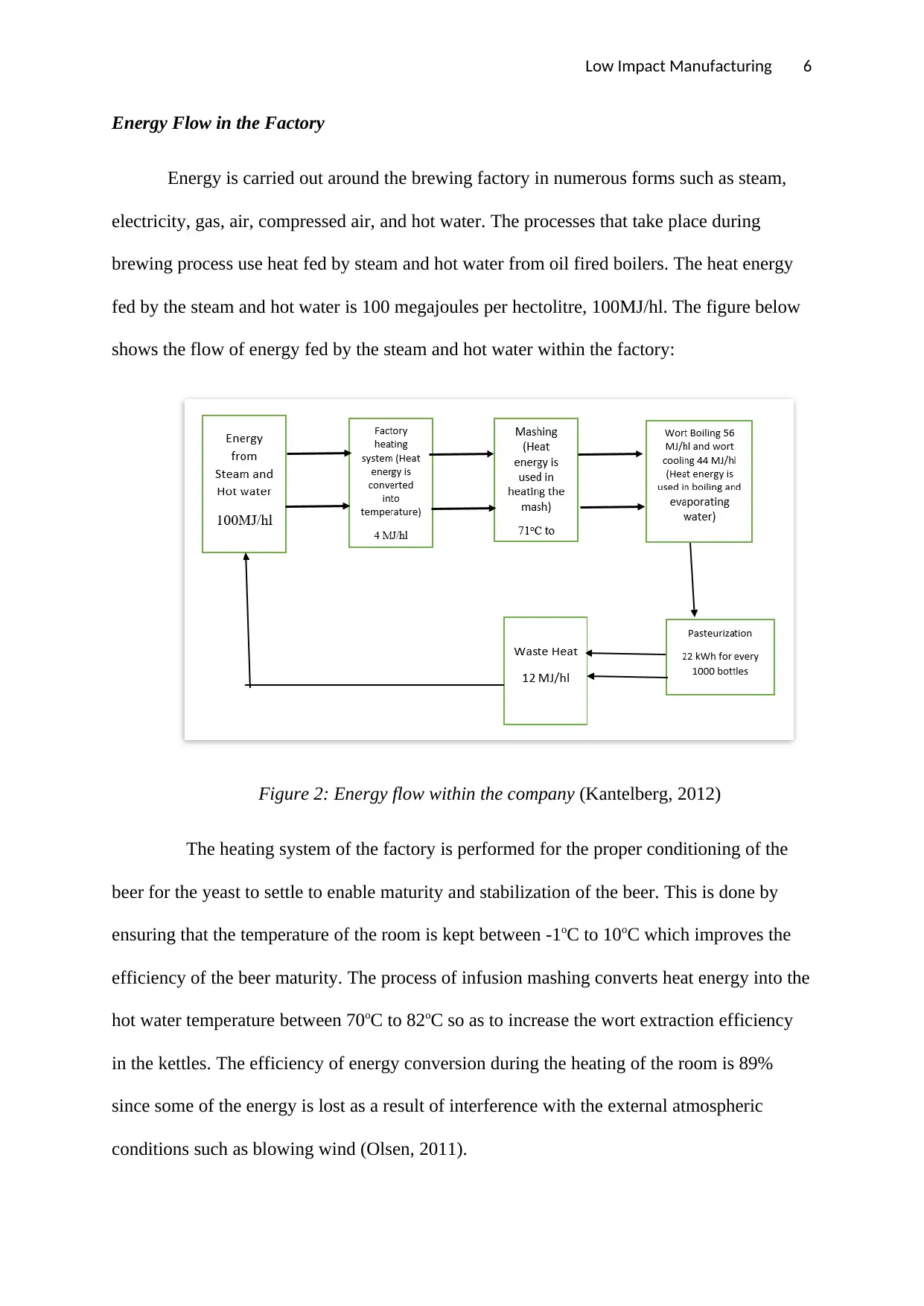
Energy Flow in the Factory
Energy is carried out around the brewing factory in numerous forms such as steam,
electricity, gas, air, compressed air, and hot water. The processes that take place during
brewing process use heat fed by steam and hot water from oil fired boilers. The heat energy
fed by the steam and hot water is 100 megajoules per hectolitre, 100MJ/hl. The figure below
shows the flow of energy fed by the steam and hot water within the factory:
Figure 2: Energy flow within the company (Kantelberg, 2012)
The heating system of the factory is performed for the proper conditioning of the
beer for the yeast to settle to enable maturity and stabilization of the beer. This is done by
ensuring that the temperature of the room is kept between -1oC to 10oC which improves the
efficiency of the beer maturity. The process of infusion mashing converts heat energy into the
hot water temperature between 70oC to 82oC so as to increase the wort extraction efficiency
in the kettles. The efficiency of energy conversion during the heating of the room is 89%
since some of the energy is lost as a result of interference with the external atmospheric
conditions such as blowing wind (Olsen, 2011).
Energy Flow in the Factory
Energy is carried out around the brewing factory in numerous forms such as steam,
electricity, gas, air, compressed air, and hot water. The processes that take place during
brewing process use heat fed by steam and hot water from oil fired boilers. The heat energy
fed by the steam and hot water is 100 megajoules per hectolitre, 100MJ/hl. The figure below
shows the flow of energy fed by the steam and hot water within the factory:
Figure 2: Energy flow within the company (Kantelberg, 2012)
The heating system of the factory is performed for the proper conditioning of the
beer for the yeast to settle to enable maturity and stabilization of the beer. This is done by
ensuring that the temperature of the room is kept between -1oC to 10oC which improves the
efficiency of the beer maturity. The process of infusion mashing converts heat energy into the
hot water temperature between 70oC to 82oC so as to increase the wort extraction efficiency
in the kettles. The efficiency of energy conversion during the heating of the room is 89%
since some of the energy is lost as a result of interference with the external atmospheric
conditions such as blowing wind (Olsen, 2011).
Low Impact Manufacturing 7
The efficiencies of the mashing and wort boiling processes are estimated to be 85%
due to heat energy lost when heating the boilers and other utilities that are containing the
mash. The overall efficiency of the energy conversion by the whole system is estimated to be
82% after putting into consideration the energy lost during transmission. Electrical energy
from the rid is fed into the system and is majorly used to power conveyors, pumps,
compressors, and chillers. The major consumers of electricity in the breweries are
compressed air (10%), packaging (20%), and refrigeration (44%). The electricity demand of
the brewing industry is 7.5KWh (Opila, 2016).
Renewable Energy Technologies
The renewable energy technologies that have been put in place in the brewery industry
is the steam and hot water from boilers. The water is heated by the steam that carries a lot of
energy to be used in boiling and evaporation of substances within the system. After energy
from the steam has been converted into other forms within the system, the steam will then be
converted into water through condensation and then recycled back into the boilers for
heating. The water lost is very minimal since a huge percentage of water is harvested back
into the boilers to be heated again into steam (Parsons, 2013).
This energy renewal technology is very important since the industry spends low on the
energy source. The heat energy from steam is also known to be a clean source of energy and
there is minimal pollution by the plant compared to other sources of energy which produces
harmful waste into the environment such as nuclear. These two critical advantages make the
heat energy from steam to be very suitable to be used within the factory. The major
disadvantage of the heat energy from the steam is that the oil used in heating the boilers is
exhaustible and require constant top up (Ahlstrom, 2012).
The efficiencies of the mashing and wort boiling processes are estimated to be 85%
due to heat energy lost when heating the boilers and other utilities that are containing the
mash. The overall efficiency of the energy conversion by the whole system is estimated to be
82% after putting into consideration the energy lost during transmission. Electrical energy
from the rid is fed into the system and is majorly used to power conveyors, pumps,
compressors, and chillers. The major consumers of electricity in the breweries are
compressed air (10%), packaging (20%), and refrigeration (44%). The electricity demand of
the brewing industry is 7.5KWh (Opila, 2016).
Renewable Energy Technologies
The renewable energy technologies that have been put in place in the brewery industry
is the steam and hot water from boilers. The water is heated by the steam that carries a lot of
energy to be used in boiling and evaporation of substances within the system. After energy
from the steam has been converted into other forms within the system, the steam will then be
converted into water through condensation and then recycled back into the boilers for
heating. The water lost is very minimal since a huge percentage of water is harvested back
into the boilers to be heated again into steam (Parsons, 2013).
This energy renewal technology is very important since the industry spends low on the
energy source. The heat energy from steam is also known to be a clean source of energy and
there is minimal pollution by the plant compared to other sources of energy which produces
harmful waste into the environment such as nuclear. These two critical advantages make the
heat energy from steam to be very suitable to be used within the factory. The major
disadvantage of the heat energy from the steam is that the oil used in heating the boilers is
exhaustible and require constant top up (Ahlstrom, 2012).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Low Impact Manufacturing 8
Ways of Reducing Energy Consumption
The first major technique of reducing energy consumption by the industry is to
enhance technologies for electricity system operation through system upgrades, operational
modification, and implementation of new technologies. These can be achieved through
improvements in the intelligence of electricity distribution and transmission, expansion of
transmission capacity, and storage of electricity within the factory. Some of the energy
storage devices include the compressed air energy storage device, batteries, and flywheel
energy storage system. The industry should also consider the implementation of other
renewable sources of energy such as wind power and solar photovoltaic power. The solar PV
can be installed strategically on the top of the constructions of the company to harvest solar
energy maximally (Casper, 2011).
Conclusion
This report paper is about the analysis of different detail levels of an industrial
system by considering the energy output such as waste energy, the efficiency of the
conversion of the energy, and the energy input to the industrial system. The processes that are
involved in the beer brewing process include milling, mashing, lautering, boiling,
whirlpooling, cooling, fermenting, maturing, filtering, and packaging. Energy is carried out
around the brewing factory in numerous forms such as steam, electricity, gas, air, compressed
air, and hot water. The first major technique of reducing energy consumption by the industry
is to enhance technologies for electricity system operation through system upgrades,
operational modification, and implementation of new technologies.
Ways of Reducing Energy Consumption
The first major technique of reducing energy consumption by the industry is to
enhance technologies for electricity system operation through system upgrades, operational
modification, and implementation of new technologies. These can be achieved through
improvements in the intelligence of electricity distribution and transmission, expansion of
transmission capacity, and storage of electricity within the factory. Some of the energy
storage devices include the compressed air energy storage device, batteries, and flywheel
energy storage system. The industry should also consider the implementation of other
renewable sources of energy such as wind power and solar photovoltaic power. The solar PV
can be installed strategically on the top of the constructions of the company to harvest solar
energy maximally (Casper, 2011).
Conclusion
This report paper is about the analysis of different detail levels of an industrial
system by considering the energy output such as waste energy, the efficiency of the
conversion of the energy, and the energy input to the industrial system. The processes that are
involved in the beer brewing process include milling, mashing, lautering, boiling,
whirlpooling, cooling, fermenting, maturing, filtering, and packaging. Energy is carried out
around the brewing factory in numerous forms such as steam, electricity, gas, air, compressed
air, and hot water. The first major technique of reducing energy consumption by the industry
is to enhance technologies for electricity system operation through system upgrades,
operational modification, and implementation of new technologies.
Low Impact Manufacturing 9
Bibliography
Agenda, C., 2013. team generation, utilization and waste heat recovery. New York: Siemens One
Energy Solution.
Ahlstrom, M., 2012. The future of wind forecasting and utility operations. Chicago: Power and Energy
Magazine.
Bautista, N., 2014. Choice of enzyme solution should determine the choice of raw materials and
process. Colorado: Presentation was given at World Brewing Conference.
Casper, M., 2011. Energy-Saving Techniques for the Food Industry. Michigan: Noyes Data
Corporation.
Cervenka, V., 2015. Energy and Food Production. Span: IPC Science and Technology Press.
Fletcher, E., 2011. Solar thermal processing. Perth: Journal of Solar Energy Engineering.
Funk, U., 2010. Efficient Use of Energy in the Brewhouse. Melbourne: Environmental Energy
Technologies Divisions.
Hackensellner, T., 2014. Efficient Energy Use in the Brewhouse. Michigan: The Huppman Group.
Kantelberg, B., 2012. Modern Wort Boiling. Berlin: Bracelet Internationa technical feature.
Olsen, H., 2011. Beer mashing process. London: Journal of Cleaner Production.
Opila, R., 2016. Energy for Food Processing. Melbourne: Food Technology in Australia.
Parsons, B., 2013. Grid impacts of wind power variability. New York: National Renewable Energy
Laboratory.
Bibliography
Agenda, C., 2013. team generation, utilization and waste heat recovery. New York: Siemens One
Energy Solution.
Ahlstrom, M., 2012. The future of wind forecasting and utility operations. Chicago: Power and Energy
Magazine.
Bautista, N., 2014. Choice of enzyme solution should determine the choice of raw materials and
process. Colorado: Presentation was given at World Brewing Conference.
Casper, M., 2011. Energy-Saving Techniques for the Food Industry. Michigan: Noyes Data
Corporation.
Cervenka, V., 2015. Energy and Food Production. Span: IPC Science and Technology Press.
Fletcher, E., 2011. Solar thermal processing. Perth: Journal of Solar Energy Engineering.
Funk, U., 2010. Efficient Use of Energy in the Brewhouse. Melbourne: Environmental Energy
Technologies Divisions.
Hackensellner, T., 2014. Efficient Energy Use in the Brewhouse. Michigan: The Huppman Group.
Kantelberg, B., 2012. Modern Wort Boiling. Berlin: Bracelet Internationa technical feature.
Olsen, H., 2011. Beer mashing process. London: Journal of Cleaner Production.
Opila, R., 2016. Energy for Food Processing. Melbourne: Food Technology in Australia.
Parsons, B., 2013. Grid impacts of wind power variability. New York: National Renewable Energy
Laboratory.
Low Impact Manufacturing 10
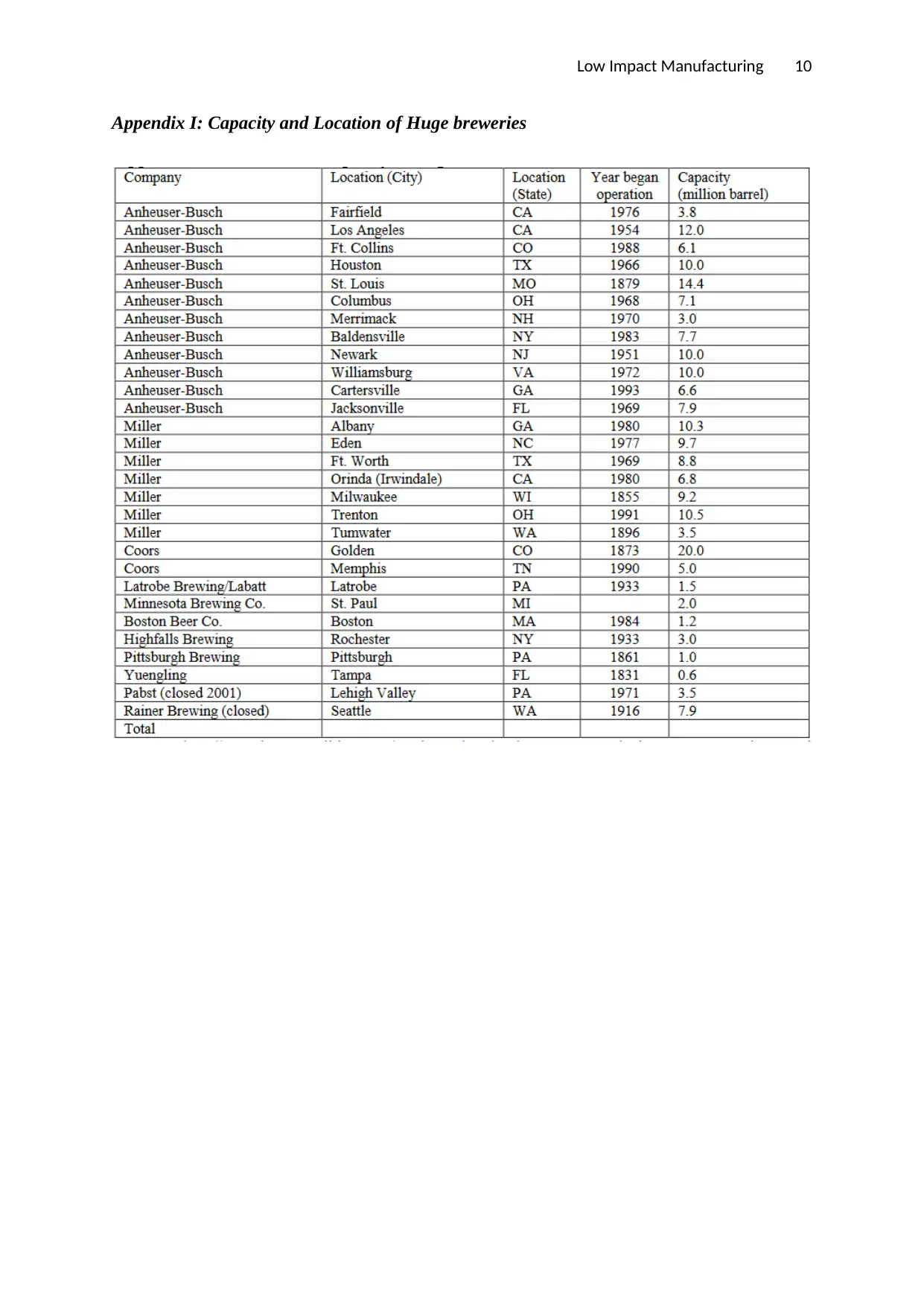
Appendix I: Capacity and Location of Huge breweries
Appendix I: Capacity and Location of Huge breweries
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Low Impact Manufacturing 11
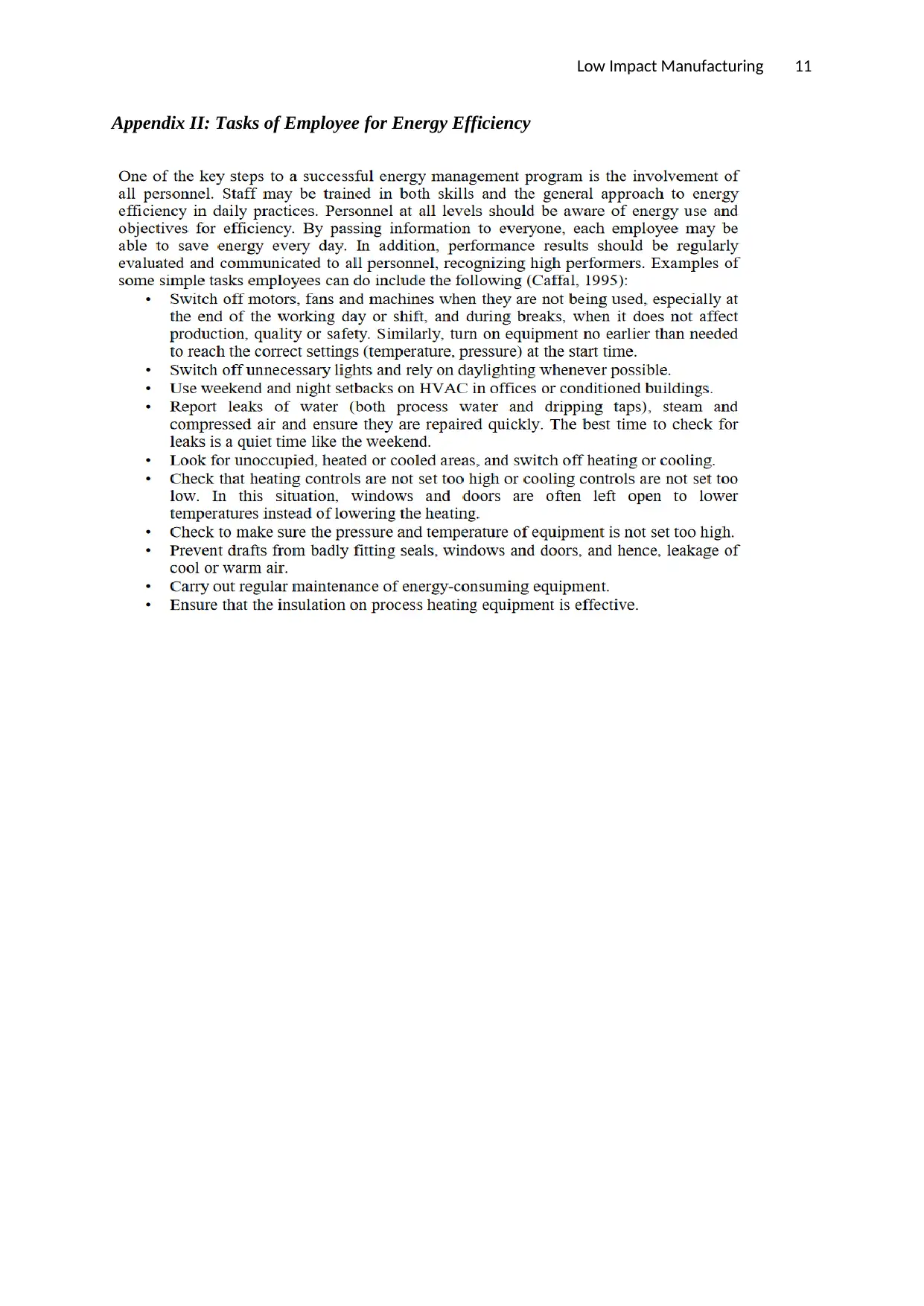
Appendix II: Tasks of Employee for Energy Efficiency
Appendix II: Tasks of Employee for Energy Efficiency
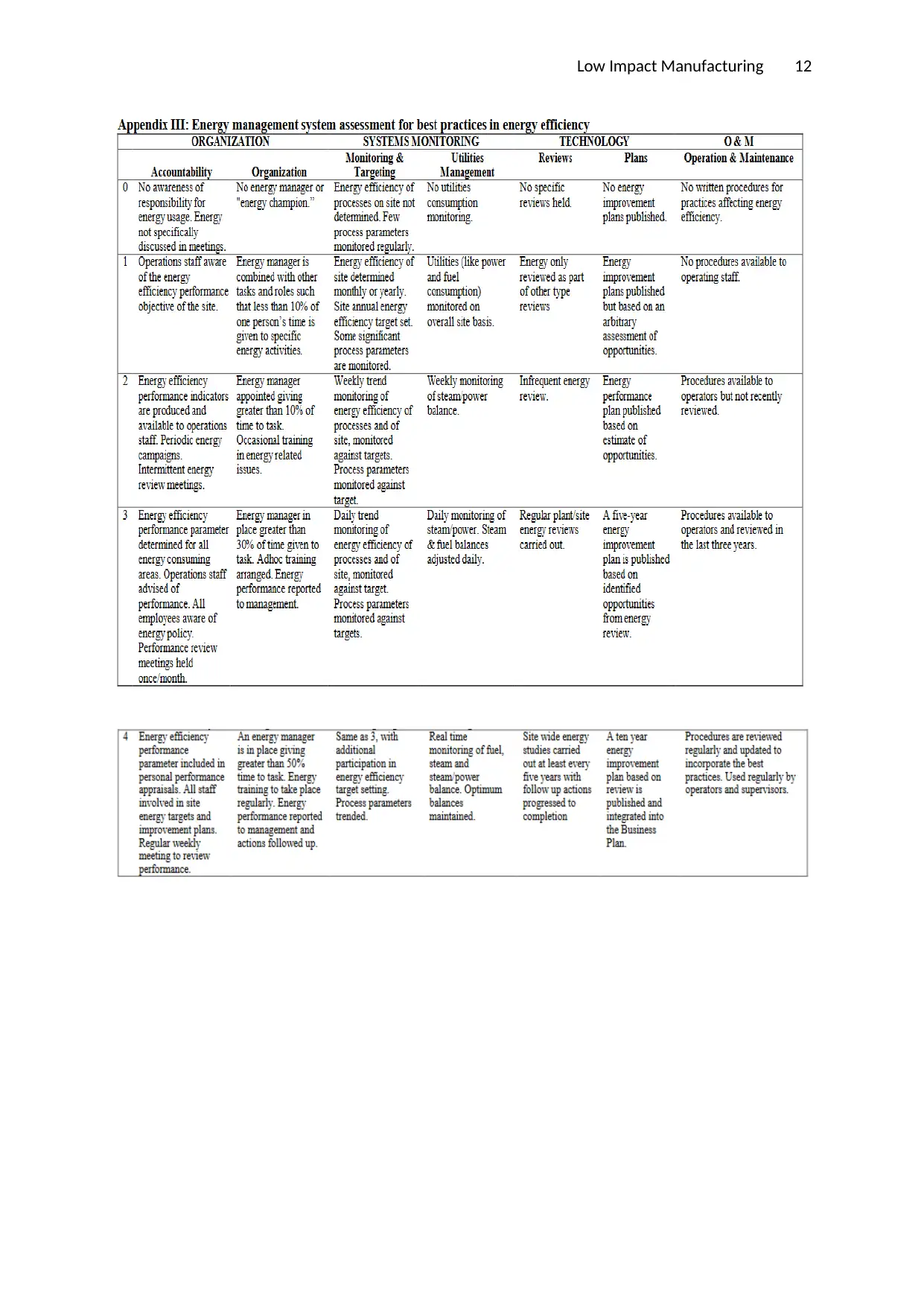
Low Impact Manufacturing 12
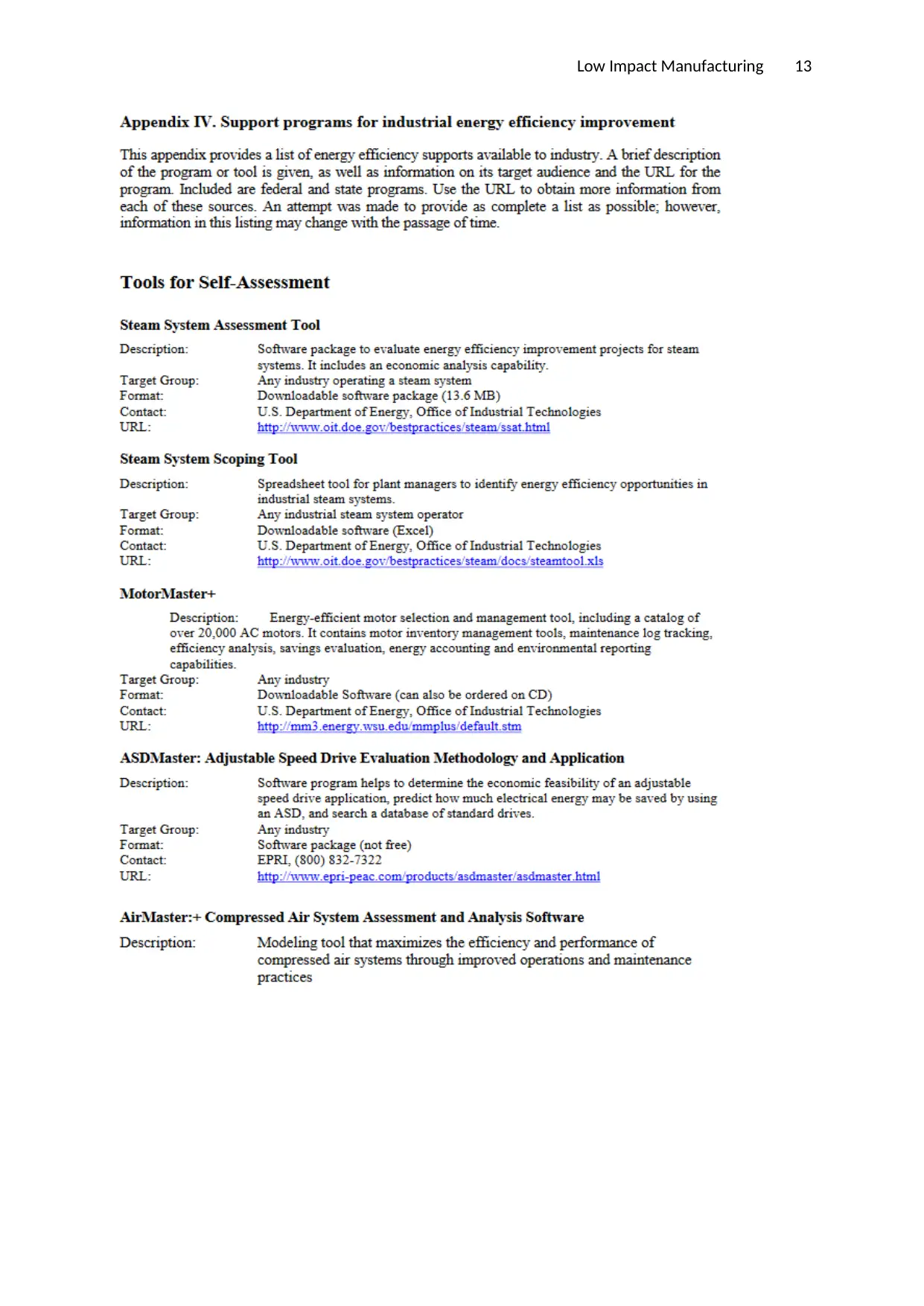
Low Impact Manufacturing 13
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Low Impact Manufacturing 14
1 out of 14
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.