Applications of Microfiltration and Ultrafiltration in Dairy Processes
VerifiedAdded on 2022/11/25
|28
|7349
|449
Report
AI Summary
This report delves into the application of microfiltration and ultrafiltration in the dairy industry, examining these membrane separation processes used to fractionate milk components. It details the differences between microfiltration and ultrafiltration, including pore sizes and applications, such as bacterial and somatic cell removal, milk standardization, and cheese production. The report outlines the membrane types used, working conditions, and equipment configurations, including tubular and spiral wound systems, and the importance of cross-flow velocity and transmembrane pressure. It also covers the history, evolution, and cleaning methods of membrane filters, highlighting the benefits of these technologies in enhancing product safety, quality, and shelf life, while also discussing aspects like whey processing and the manipulation of cheese composition. The report concludes by emphasizing the efficiency of these processes in improving dairy product quality.

MICROFILTRATION AND ULTRAFILTRATION 1
MICROFILTRATION AND ULTRAFILTRATION
By
[Name]
Course
Professor’s Name
Institution
Location of Institution
Date
MICROFILTRATION AND ULTRAFILTRATION
By
[Name]
Course
Professor’s Name
Institution
Location of Institution
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
MICROFILTRATION AND ULTRAFILTRATION 2
Application of microfiltration and ultrafiltration in the dairy industry
Introduction
Microfiltration is a membrane separation process used in nanotechnology. It allows the
separation of different components of the liquid. The liquid which remains on top of the filter is
called retentate. It usually contains elements that have a larger diameter than the size of the pores
on the membrane. The liquid that passes through is called permeate. It includes components that
have either the same size of diameter or a smaller diameter than the pores of the membrane. The
flow of liquid through the membrane filters is governed by pressure gradients across the
concentration gradient, which is known as transmembrane pressure. Microfiltration membrane
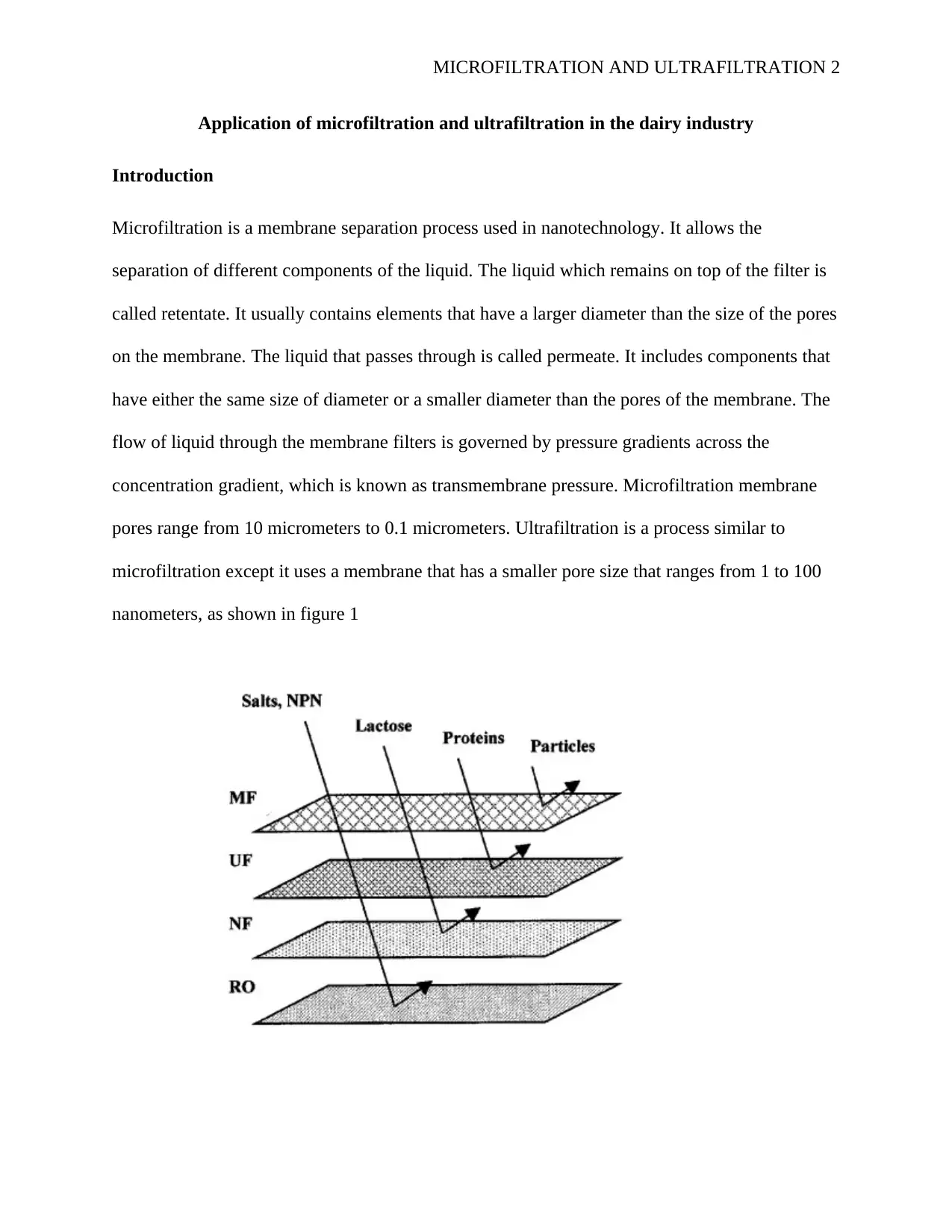
pores range from 10 micrometers to 0.1 micrometers. Ultrafiltration is a process similar to
microfiltration except it uses a membrane that has a smaller pore size that ranges from 1 to 100
nanometers, as shown in figure 1
Application of microfiltration and ultrafiltration in the dairy industry
Introduction
Microfiltration is a membrane separation process used in nanotechnology. It allows the
separation of different components of the liquid. The liquid which remains on top of the filter is
called retentate. It usually contains elements that have a larger diameter than the size of the pores
on the membrane. The liquid that passes through is called permeate. It includes components that
have either the same size of diameter or a smaller diameter than the pores of the membrane. The
flow of liquid through the membrane filters is governed by pressure gradients across the
concentration gradient, which is known as transmembrane pressure. Microfiltration membrane
pores range from 10 micrometers to 0.1 micrometers. Ultrafiltration is a process similar to
microfiltration except it uses a membrane that has a smaller pore size that ranges from 1 to 100
nanometers, as shown in figure 1
MICROFILTRATION AND ULTRAFILTRATION 3
Figure 1 Example of the various types of membranes and their pore size. MF- Micro filter, UF-
ultra filter, NF- Nano filter, and RO- reverse osmosis (Galvão 2018, p 163).
Milk is considered an ideal food, especially to vegetarians because of the unique composition of
nutrients found in milk. Microfiltration and ultrafiltration are used in a variety of processes in the
dairy industry; this ranges from the time the milk enters the factory up to wastewater treatment.
According to data collected by researchers, about two-thirds of the membranes installed in a
dairy factory are used in whey processing. The remaining one third is used in milk processes
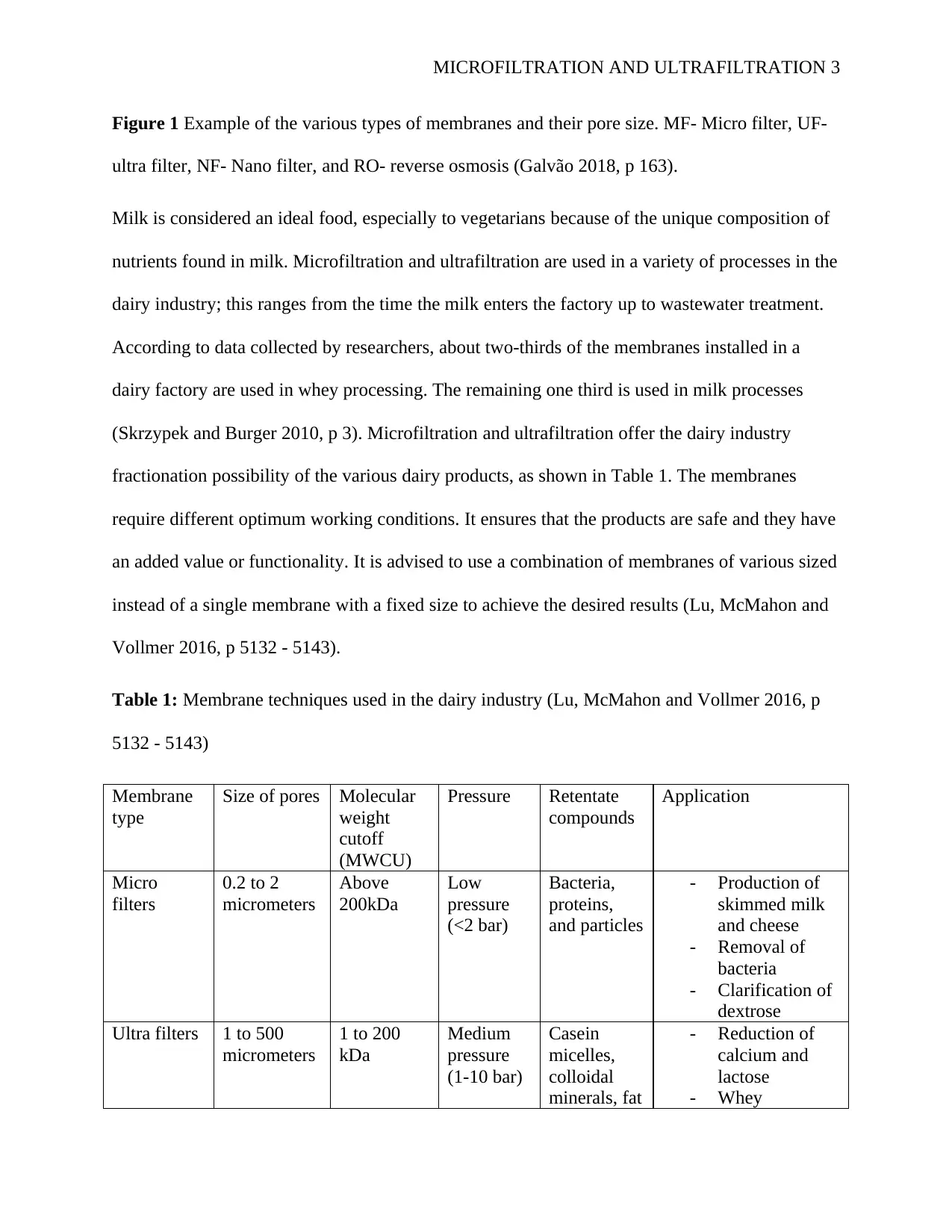
(Skrzypek and Burger 2010, p 3). Microfiltration and ultrafiltration offer the dairy industry
fractionation possibility of the various dairy products, as shown in Table 1. The membranes
require different optimum working conditions. It ensures that the products are safe and they have
an added value or functionality. It is advised to use a combination of membranes of various sized
instead of a single membrane with a fixed size to achieve the desired results (Lu, McMahon and
Vollmer 2016, p 5132 - 5143).
Table 1: Membrane techniques used in the dairy industry (Lu, McMahon and Vollmer 2016, p
5132 - 5143)
Membrane
type
Size of pores Molecular
weight
cutoff
(MWCU)
Pressure Retentate
compounds
Application
Micro
filters
0.2 to 2
micrometers
Above
200kDa
Low
pressure
(<2 bar)
Bacteria,
proteins,
and particles
- Production of
skimmed milk
and cheese
- Removal of
bacteria
- Clarification of
dextrose
Ultra filters 1 to 500
micrometers
1 to 200
kDa
Medium
pressure
(1-10 bar)
Casein
micelles,
colloidal
minerals, fat
- Reduction of
calcium and
lactose
- Whey
Figure 1 Example of the various types of membranes and their pore size. MF- Micro filter, UF-
ultra filter, NF- Nano filter, and RO- reverse osmosis (Galvão 2018, p 163).
Milk is considered an ideal food, especially to vegetarians because of the unique composition of
nutrients found in milk. Microfiltration and ultrafiltration are used in a variety of processes in the
dairy industry; this ranges from the time the milk enters the factory up to wastewater treatment.
According to data collected by researchers, about two-thirds of the membranes installed in a
dairy factory are used in whey processing. The remaining one third is used in milk processes
(Skrzypek and Burger 2010, p 3). Microfiltration and ultrafiltration offer the dairy industry
fractionation possibility of the various dairy products, as shown in Table 1. The membranes
require different optimum working conditions. It ensures that the products are safe and they have
an added value or functionality. It is advised to use a combination of membranes of various sized
instead of a single membrane with a fixed size to achieve the desired results (Lu, McMahon and
Vollmer 2016, p 5132 - 5143).
Table 1: Membrane techniques used in the dairy industry (Lu, McMahon and Vollmer 2016, p
5132 - 5143)
Membrane
type
Size of pores Molecular
weight
cutoff
(MWCU)
Pressure Retentate
compounds
Application
Micro
filters
0.2 to 2
micrometers
Above
200kDa
Low
pressure
(<2 bar)
Bacteria,
proteins,
and particles
- Production of
skimmed milk
and cheese
- Removal of
bacteria
- Clarification of
dextrose
Ultra filters 1 to 500
micrometers
1 to 200
kDa
Medium
pressure
(1-10 bar)
Casein
micelles,
colloidal
minerals, fat
- Reduction of
calcium and
lactose
- Whey
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
MICROFILTRATION AND ULTRAFILTRATION 4
globules,
somatic
cells and
bacteria
concentration
- Milk
standardization
Aspects of Microfiltration
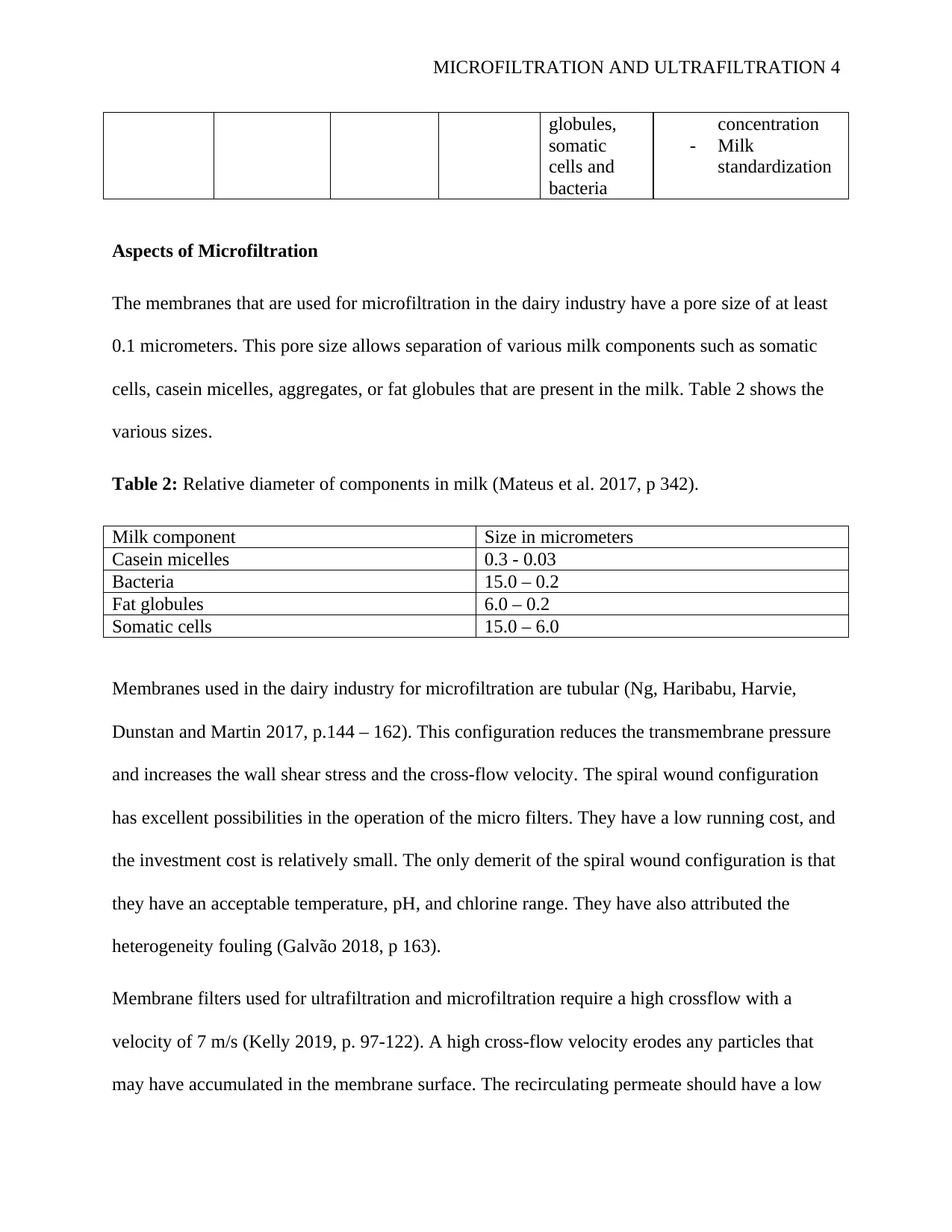
The membranes that are used for microfiltration in the dairy industry have a pore size of at least
0.1 micrometers. This pore size allows separation of various milk components such as somatic
cells, casein micelles, aggregates, or fat globules that are present in the milk. Table 2 shows the
various sizes.
Table 2: Relative diameter of components in milk (Mateus et al. 2017, p 342).
Milk component Size in micrometers
Casein micelles 0.3 - 0.03
Bacteria 15.0 – 0.2
Fat globules 6.0 – 0.2
Somatic cells 15.0 – 6.0
Membranes used in the dairy industry for microfiltration are tubular (Ng, Haribabu, Harvie,
Dunstan and Martin 2017, p.144 – 162). This configuration reduces the transmembrane pressure
and increases the wall shear stress and the cross-flow velocity. The spiral wound configuration
has excellent possibilities in the operation of the micro filters. They have a low running cost, and
the investment cost is relatively small. The only demerit of the spiral wound configuration is that
they have an acceptable temperature, pH, and chlorine range. They have also attributed the
heterogeneity fouling (Galvão 2018, p 163).
Membrane filters used for ultrafiltration and microfiltration require a high crossflow with a
velocity of 7 m/s (Kelly 2019, p. 97-122). A high cross-flow velocity erodes any particles that
may have accumulated in the membrane surface. The recirculating permeate should have a low
globules,
somatic
cells and
bacteria
concentration
- Milk
standardization
Aspects of Microfiltration
The membranes that are used for microfiltration in the dairy industry have a pore size of at least
0.1 micrometers. This pore size allows separation of various milk components such as somatic
cells, casein micelles, aggregates, or fat globules that are present in the milk. Table 2 shows the
various sizes.
Table 2: Relative diameter of components in milk (Mateus et al. 2017, p 342).
Milk component Size in micrometers
Casein micelles 0.3 - 0.03
Bacteria 15.0 – 0.2
Fat globules 6.0 – 0.2
Somatic cells 15.0 – 6.0
Membranes used in the dairy industry for microfiltration are tubular (Ng, Haribabu, Harvie,
Dunstan and Martin 2017, p.144 – 162). This configuration reduces the transmembrane pressure
and increases the wall shear stress and the cross-flow velocity. The spiral wound configuration
has excellent possibilities in the operation of the micro filters. They have a low running cost, and
the investment cost is relatively small. The only demerit of the spiral wound configuration is that
they have an acceptable temperature, pH, and chlorine range. They have also attributed the
heterogeneity fouling (Galvão 2018, p 163).
Membrane filters used for ultrafiltration and microfiltration require a high crossflow with a
velocity of 7 m/s (Kelly 2019, p. 97-122). A high cross-flow velocity erodes any particles that
may have accumulated in the membrane surface. The recirculating permeate should have a low
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
MICROFILTRATION AND ULTRAFILTRATION 5
transmembrane pressure that is uniform. A low Transmembrane pressure helps the filtration
process to occur in a pressure depended region thus favoring optimal production (Al-Shammari,
Bou-Hamad, Al-Saffar, Salman and Al-Sairafi 2015, p 107-118). During filtration, velocity
increases with increase in pressure up to a limiting value. Beyond this value, the permeate rate
does not increase, and the process becomes pressure-independent. Any increase in pressure does
not increase flux (Monti, Donati, Zambrini and Contarini 2018, p.121 – 128).A lot of energy is
consumed, and gel is formed at the surface, making cleaning difficult. A tubular configuration
helps to maintain low transmembrane pressure. Although this configuration is primarily used in
the dairy industry, it has resulted in high running cost, which leads to satisfactory performance.
The thickness gradient and the porosity gradient of the membrane are designed for a precise
selectivity and flux (dos Santos, Scherer, Cassini, Marczak and Tessaro 2016, p 34-41)
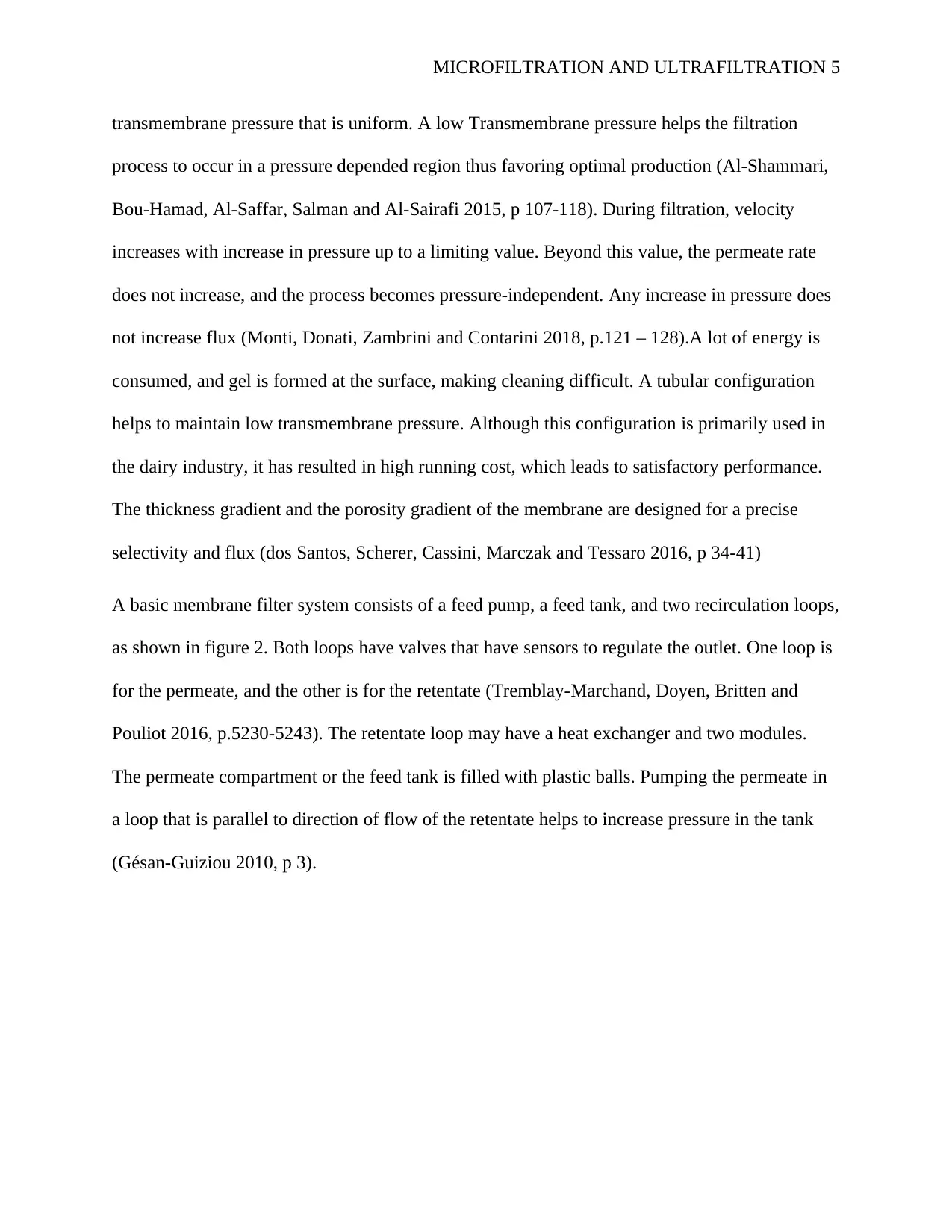
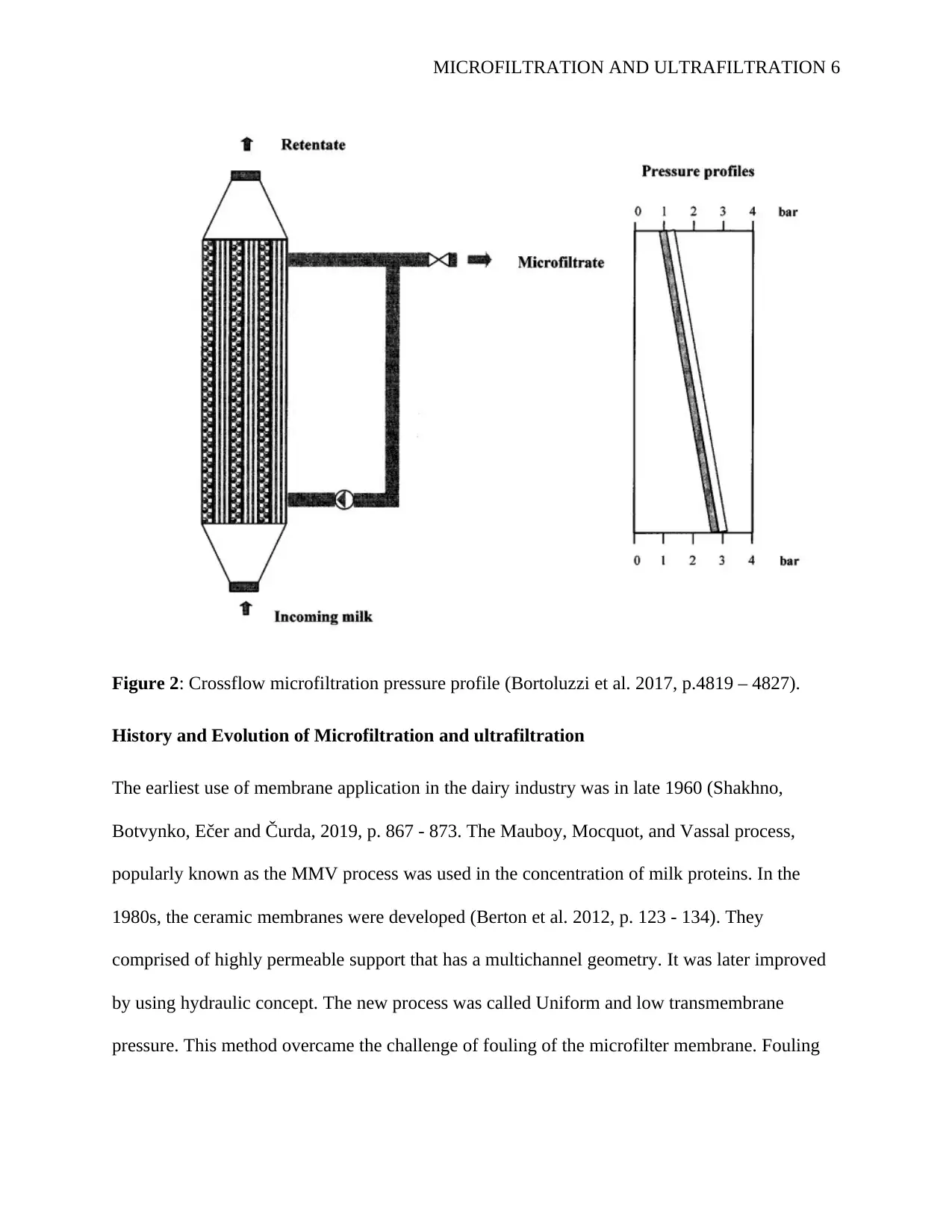
A basic membrane filter system consists of a feed pump, a feed tank, and two recirculation loops,
as shown in figure 2. Both loops have valves that have sensors to regulate the outlet. One loop is
for the permeate, and the other is for the retentate (Tremblay-Marchand, Doyen, Britten and
Pouliot 2016, p.5230-5243). The retentate loop may have a heat exchanger and two modules.
The permeate compartment or the feed tank is filled with plastic balls. Pumping the permeate in
a loop that is parallel to direction of flow of the retentate helps to increase pressure in the tank
(Gésan-Guiziou 2010, p 3).
transmembrane pressure that is uniform. A low Transmembrane pressure helps the filtration
process to occur in a pressure depended region thus favoring optimal production (Al-Shammari,
Bou-Hamad, Al-Saffar, Salman and Al-Sairafi 2015, p 107-118). During filtration, velocity
increases with increase in pressure up to a limiting value. Beyond this value, the permeate rate
does not increase, and the process becomes pressure-independent. Any increase in pressure does
not increase flux (Monti, Donati, Zambrini and Contarini 2018, p.121 – 128).A lot of energy is
consumed, and gel is formed at the surface, making cleaning difficult. A tubular configuration
helps to maintain low transmembrane pressure. Although this configuration is primarily used in
the dairy industry, it has resulted in high running cost, which leads to satisfactory performance.
The thickness gradient and the porosity gradient of the membrane are designed for a precise
selectivity and flux (dos Santos, Scherer, Cassini, Marczak and Tessaro 2016, p 34-41)
A basic membrane filter system consists of a feed pump, a feed tank, and two recirculation loops,
as shown in figure 2. Both loops have valves that have sensors to regulate the outlet. One loop is
for the permeate, and the other is for the retentate (Tremblay-Marchand, Doyen, Britten and
Pouliot 2016, p.5230-5243). The retentate loop may have a heat exchanger and two modules.
The permeate compartment or the feed tank is filled with plastic balls. Pumping the permeate in
a loop that is parallel to direction of flow of the retentate helps to increase pressure in the tank
(Gésan-Guiziou 2010, p 3).
MICROFILTRATION AND ULTRAFILTRATION 6
Figure 2: Crossflow microfiltration pressure profile (Bortoluzzi et al. 2017, p.4819 – 4827).
History and Evolution of Microfiltration and ultrafiltration
The earliest use of membrane application in the dairy industry was in late 1960 (Shakhno,
Botvynko, Ečer and Čurda, 2019, p. 867 - 873. The Mauboy, Mocquot, and Vassal process,
popularly known as the MMV process was used in the concentration of milk proteins. In the
1980s, the ceramic membranes were developed (Berton et al. 2012, p. 123 - 134). They
comprised of highly permeable support that has a multichannel geometry. It was later improved
by using hydraulic concept. The new process was called Uniform and low transmembrane
pressure. This method overcame the challenge of fouling of the microfilter membrane. Fouling
Figure 2: Crossflow microfiltration pressure profile (Bortoluzzi et al. 2017, p.4819 – 4827).
History and Evolution of Microfiltration and ultrafiltration
The earliest use of membrane application in the dairy industry was in late 1960 (Shakhno,
Botvynko, Ečer and Čurda, 2019, p. 867 - 873. The Mauboy, Mocquot, and Vassal process,
popularly known as the MMV process was used in the concentration of milk proteins. In the
1980s, the ceramic membranes were developed (Berton et al. 2012, p. 123 - 134). They
comprised of highly permeable support that has a multichannel geometry. It was later improved
by using hydraulic concept. The new process was called Uniform and low transmembrane
pressure. This method overcame the challenge of fouling of the microfilter membrane. Fouling
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
MICROFILTRATION AND ULTRAFILTRATION 7
was caused by high cross-flow velocity to obtain selectivity and high permeation flux (Kujawa,
Chrzanowska and Kujawski 2019, p 565-582)
The UTP was later replaced with the cross-flow microfiltration (CFMF), which is being used
today. This method allowed the dairy plant to remove bacteria from the milk, daft whey, and
enrich the micelle casein. With a few modifications, cross-flow microfiltration somatic cells
could be removed, fat globules could be isolated, and the milk could undergo fractionation to
obtain the various components of milk.
Using a Membrane Filter Equipment
A membrane filter must be used with care to avoid bio fouling at the membrane. Fill the
equipment with warm water that is about 50 degrees Celsius and open the exhaust valve to allow
any air bubbles to escape. The hydraulic circulation parameters are adjusted according to the
requirements of the milk. The water is circulated. Milk that has been preheated to 50 degrees for
20 minutes is introduced into the membrane filter progressively. The hydraulic parameters are
then readjusted to run sanitary conditions.
Cleaning of the Membrane filters
Membrane filters are cleaned depending on the membrane material and the use of the membrane
(Samtlebe et al. 2015, p.38-45). Water used in the cleaning process should not contain any
suspended materials or microorganisms to prevent blocking of the pores or introduction of
contamination into the membrane equipment. Hard water should be softened before use. It is
recommended that the water to be used in the cleaning process should be micro filtered on a
membrane filter with a pore size of 0.2 micrometers before it can be used for cleaning (Lutz
2015, p.1-2).
was caused by high cross-flow velocity to obtain selectivity and high permeation flux (Kujawa,
Chrzanowska and Kujawski 2019, p 565-582)
The UTP was later replaced with the cross-flow microfiltration (CFMF), which is being used
today. This method allowed the dairy plant to remove bacteria from the milk, daft whey, and
enrich the micelle casein. With a few modifications, cross-flow microfiltration somatic cells
could be removed, fat globules could be isolated, and the milk could undergo fractionation to
obtain the various components of milk.
Using a Membrane Filter Equipment
A membrane filter must be used with care to avoid bio fouling at the membrane. Fill the
equipment with warm water that is about 50 degrees Celsius and open the exhaust valve to allow
any air bubbles to escape. The hydraulic circulation parameters are adjusted according to the
requirements of the milk. The water is circulated. Milk that has been preheated to 50 degrees for
20 minutes is introduced into the membrane filter progressively. The hydraulic parameters are
then readjusted to run sanitary conditions.
Cleaning of the Membrane filters
Membrane filters are cleaned depending on the membrane material and the use of the membrane
(Samtlebe et al. 2015, p.38-45). Water used in the cleaning process should not contain any
suspended materials or microorganisms to prevent blocking of the pores or introduction of
contamination into the membrane equipment. Hard water should be softened before use. It is
recommended that the water to be used in the cleaning process should be micro filtered on a
membrane filter with a pore size of 0.2 micrometers before it can be used for cleaning (Lutz
2015, p.1-2).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
MICROFILTRATION AND ULTRAFILTRATION 8
Heat the water to be used for cleaning to 50 degrees Celsius and use it to rinse the membrane
filter to be cleaned. Clean the filter using an alkaline cleaning detergent that has a concentration
of 0.5 to 1.0% at 70 degrees Celsius for 20 minutes. Rinse the filter with water that is at 50
degrees Celsius (Cheng 2018, P 3). Sanitize using ClONa for 15 minutes at 200 ppm and 20
degrees Celsius. Clean the filter with NO3H at 50 degrees Celsius for 20 minutes. Rinse with
water at a temperature of 50 degrees Celsius (Renhe, Indris and Corredig 2018, p.4-10).
The efficiency of the cleaning processes can be checked using water flow in a defined condition.
Alternatively, the bacteriological quantity of the water used in the last rinse can be analyzed. The
water should have 0 CFU/ ml (Anand, Hassan and Avadhanula 2012, p 451–455).
Applications
1. Bacterial and somatic cell removal
Milk is highly perishable. Its properties provide favorable media for the growth of
microorganism, which alters the structure and chemical composites (Gavazzi-April, Benoit,
Doyen, Britten and Pouliot 2018, p.9670-9679). In light of this information, it is necessary to
remove any bacteria that are in the milk before packaging to aid in preservation. It is possible to
remove the bacteria in the milk and to control bacterial growth during processing using
microfiltration. For the microfiltration process, a multi-channel ceramic membrane or Uniform
Trans membranes Pressure (UTP) system is used; the pore size of the membrane is 0.14μm;
cross-flow velocity of 6-9m/s-1 ; temperature range of 35 and 50 °C; transmembrane pressure of
<0.5bar. For ultrafiltration, the pore size of the membrane is 100 nm, temperature of 50 – 60
degrees Celsius and 40 psig. Microfiltration offers a better alternative to centrifugation or heat
treatment. Heat alters the structure of fat making it difficult to separate it from the bacteria. Milk
is first skimmed before microfiltration. This is because the size the microorganisms usually
Heat the water to be used for cleaning to 50 degrees Celsius and use it to rinse the membrane
filter to be cleaned. Clean the filter using an alkaline cleaning detergent that has a concentration
of 0.5 to 1.0% at 70 degrees Celsius for 20 minutes. Rinse the filter with water that is at 50
degrees Celsius (Cheng 2018, P 3). Sanitize using ClONa for 15 minutes at 200 ppm and 20
degrees Celsius. Clean the filter with NO3H at 50 degrees Celsius for 20 minutes. Rinse with
water at a temperature of 50 degrees Celsius (Renhe, Indris and Corredig 2018, p.4-10).
The efficiency of the cleaning processes can be checked using water flow in a defined condition.
Alternatively, the bacteriological quantity of the water used in the last rinse can be analyzed. The
water should have 0 CFU/ ml (Anand, Hassan and Avadhanula 2012, p 451–455).
Applications
1. Bacterial and somatic cell removal
Milk is highly perishable. Its properties provide favorable media for the growth of
microorganism, which alters the structure and chemical composites (Gavazzi-April, Benoit,
Doyen, Britten and Pouliot 2018, p.9670-9679). In light of this information, it is necessary to
remove any bacteria that are in the milk before packaging to aid in preservation. It is possible to
remove the bacteria in the milk and to control bacterial growth during processing using
microfiltration. For the microfiltration process, a multi-channel ceramic membrane or Uniform
Trans membranes Pressure (UTP) system is used; the pore size of the membrane is 0.14μm;
cross-flow velocity of 6-9m/s-1 ; temperature range of 35 and 50 °C; transmembrane pressure of
<0.5bar. For ultrafiltration, the pore size of the membrane is 100 nm, temperature of 50 – 60
degrees Celsius and 40 psig. Microfiltration offers a better alternative to centrifugation or heat
treatment. Heat alters the structure of fat making it difficult to separate it from the bacteria. Milk
is first skimmed before microfiltration. This is because the size the microorganisms usually
MICROFILTRATION AND ULTRAFILTRATION 9
overlaps the size. (Glenn III, Garoutte, Hu, Thompson and Maldonado 2017, p 51) The skimmed
mile undergoes microfiltration, and the retentate is discharged separately. The retentate consist of
bacteria. These bacteria can be harnessed and used in the manufacture of other dairy products
such as yogurt and cheese. Alternatively the retentate can be blended with cream to produce
other dairy products. A second microfiltration stage can be added (Macedo, Pulido and Fragoso
2018, p 65).
The somatic cell count in milk increases when the cow is suffering from mastitis. A high somatic
cell count affects the composition and quality of milk. Microfiltration reduces the somatic cell
count of 100%. This process can be followed by high heat treatment. This process is more
efficient than the direct epifluorescent filter technique (DEFT) or bactofugation method.
Through microfiltration, dairy products can extend their shelf life. The microfiltered milk
undergoes pasteurization as the last step improving its shelf life to up to five weeks (Hoffmann
2018, p 12)
In some dairy production plants, microfiltration has been used as a pretreatment method for Ultra
Heat treated (UHT) milk. The plants used a microfilter of 1.4 micrometers. This decreases the
intensity of the heat treatment procedure, and the taste of the final product has a less cooked taste
(Lucey, Jarto, Smith and Damodaran 2017, p 54).
2. Production of cheese
Microfiltration and ultrafiltration have also been used in the production of cheese. It allows
manipulation of the overall composition, improves nutrition quality, and increases the number of
solids. Membrane filter technology also reduces the concentration of starter culture and rennet
required (Schäfer, Schubert and Atamer 2019, p.222-229).
overlaps the size. (Glenn III, Garoutte, Hu, Thompson and Maldonado 2017, p 51) The skimmed
mile undergoes microfiltration, and the retentate is discharged separately. The retentate consist of
bacteria. These bacteria can be harnessed and used in the manufacture of other dairy products
such as yogurt and cheese. Alternatively the retentate can be blended with cream to produce
other dairy products. A second microfiltration stage can be added (Macedo, Pulido and Fragoso
2018, p 65).
The somatic cell count in milk increases when the cow is suffering from mastitis. A high somatic
cell count affects the composition and quality of milk. Microfiltration reduces the somatic cell
count of 100%. This process can be followed by high heat treatment. This process is more
efficient than the direct epifluorescent filter technique (DEFT) or bactofugation method.
Through microfiltration, dairy products can extend their shelf life. The microfiltered milk
undergoes pasteurization as the last step improving its shelf life to up to five weeks (Hoffmann
2018, p 12)
In some dairy production plants, microfiltration has been used as a pretreatment method for Ultra
Heat treated (UHT) milk. The plants used a microfilter of 1.4 micrometers. This decreases the
intensity of the heat treatment procedure, and the taste of the final product has a less cooked taste
(Lucey, Jarto, Smith and Damodaran 2017, p 54).
2. Production of cheese
Microfiltration and ultrafiltration have also been used in the production of cheese. It allows
manipulation of the overall composition, improves nutrition quality, and increases the number of
solids. Membrane filter technology also reduces the concentration of starter culture and rennet
required (Schäfer, Schubert and Atamer 2019, p.222-229).
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
MICROFILTRATION AND ULTRAFILTRATION 10
The cheese is made from milk that has been passed through a 1.4-micrometer ultra-filter
membrane and also pasteurized cream. The milk is concentrated to a factor of 2 or 1.2 times. The
membrane removes the water content allowing the cheese to be made without whey. Membrane
filtration removed the cumbersome process of whey extraction, draining, and purification.
Cheeses made from this method are safe and hygienic (Kezia, Lee, Weeks and Kentish 2015,
p.167-177). In addition, acidic milk that has a pH of 4.4 can be passed through an ultrafilter to
make fresh cheese that is a better quality form traditional cheese. Camembert cheese is made
from raw milk that has been micro-filtered. This cheese has a slight difference in its texture and
flavor as compared to cheese made in the traditional method. In addition the presence of excess
whey proteins results in a decrease in proteolysis which slows down the ripening of hard and
semi-hard cheese (Zeman, and Zydney 2017, p23).
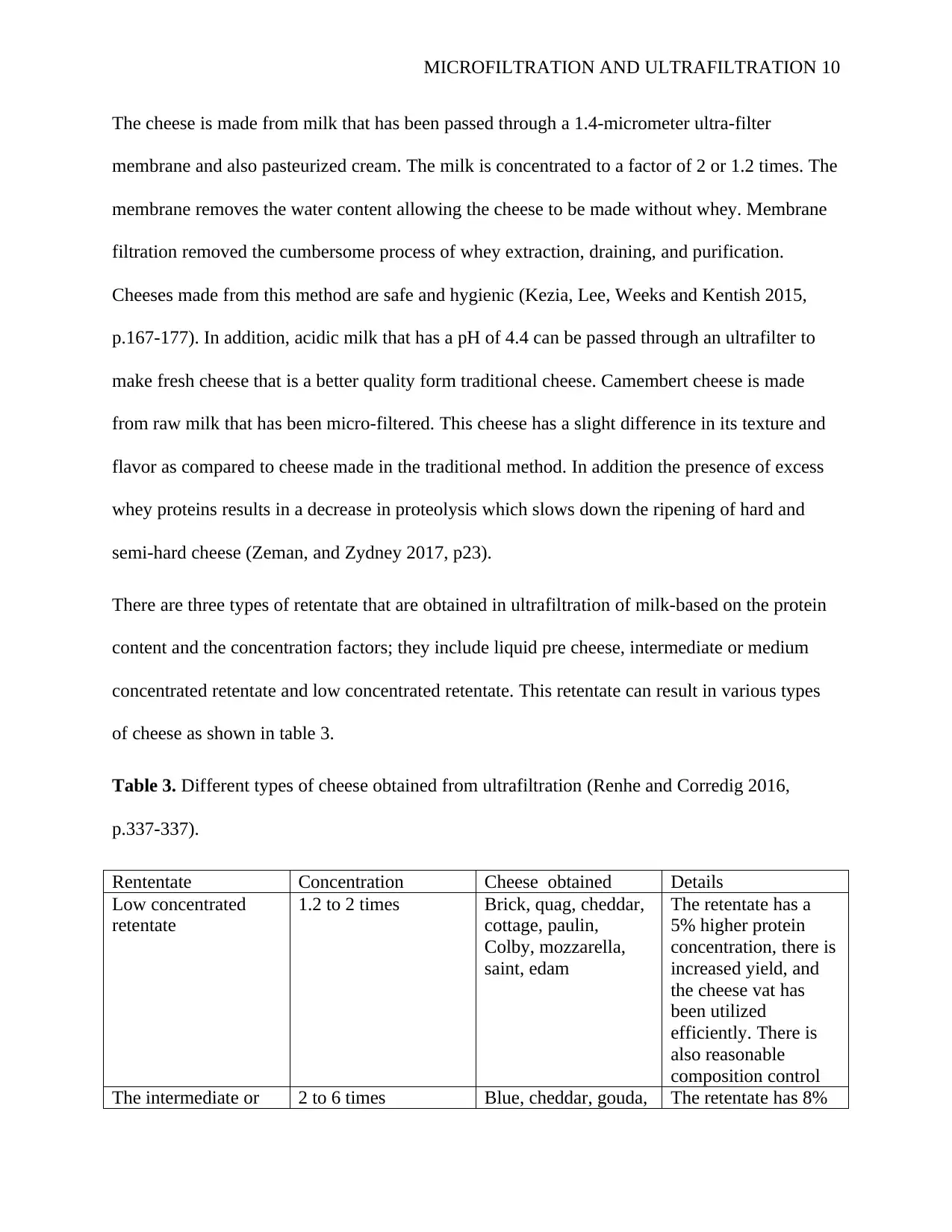
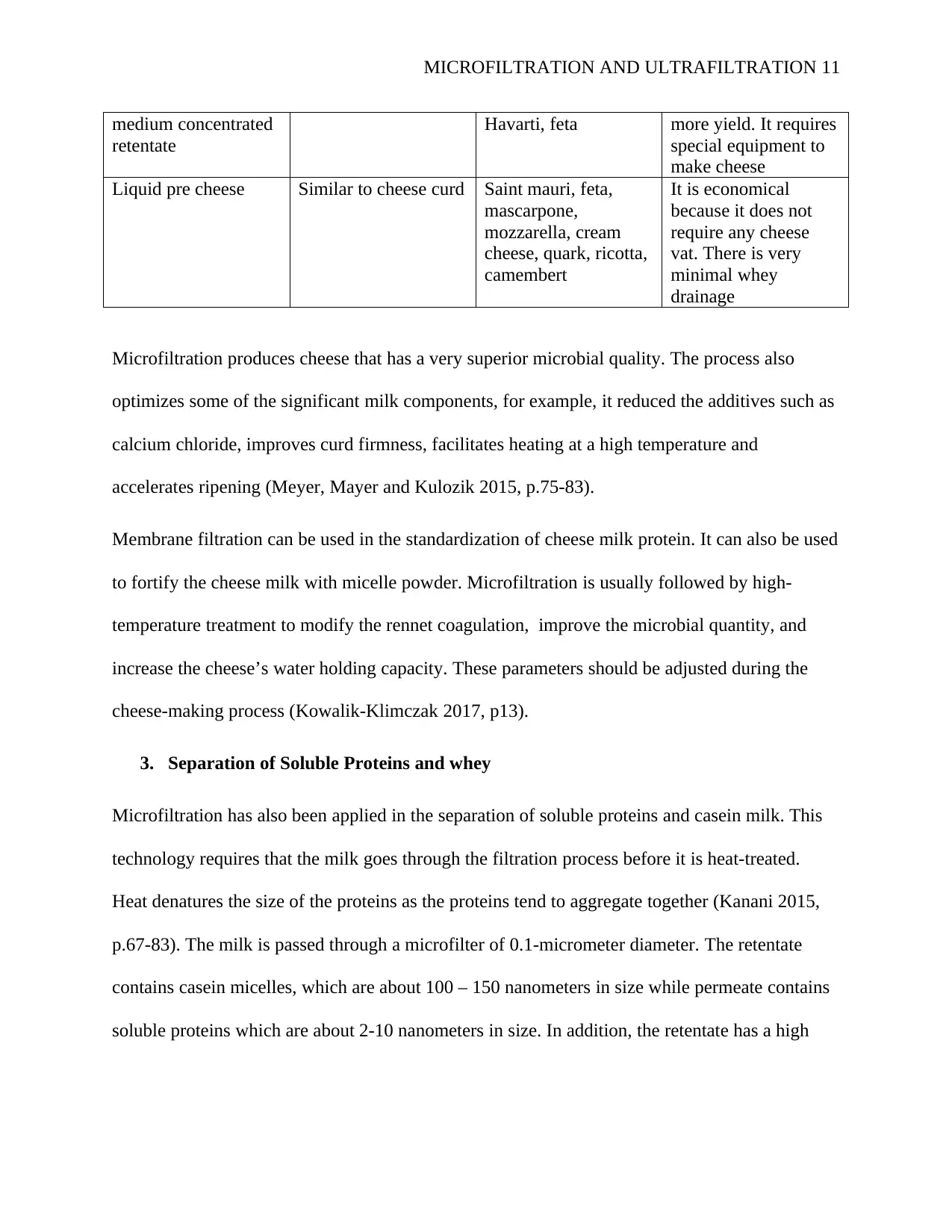
There are three types of retentate that are obtained in ultrafiltration of milk-based on the protein
content and the concentration factors; they include liquid pre cheese, intermediate or medium
concentrated retentate and low concentrated retentate. This retentate can result in various types
of cheese as shown in table 3.
Table 3. Different types of cheese obtained from ultrafiltration (Renhe and Corredig 2016,
p.337-337).
Rententate Concentration Cheese obtained Details
Low concentrated
retentate
1.2 to 2 times Brick, quag, cheddar,
cottage, paulin,
Colby, mozzarella,
saint, edam
The retentate has a
5% higher protein
concentration, there is
increased yield, and
the cheese vat has
been utilized
efficiently. There is
also reasonable
composition control
The intermediate or 2 to 6 times Blue, cheddar, gouda, The retentate has 8%
The cheese is made from milk that has been passed through a 1.4-micrometer ultra-filter
membrane and also pasteurized cream. The milk is concentrated to a factor of 2 or 1.2 times. The
membrane removes the water content allowing the cheese to be made without whey. Membrane
filtration removed the cumbersome process of whey extraction, draining, and purification.
Cheeses made from this method are safe and hygienic (Kezia, Lee, Weeks and Kentish 2015,
p.167-177). In addition, acidic milk that has a pH of 4.4 can be passed through an ultrafilter to
make fresh cheese that is a better quality form traditional cheese. Camembert cheese is made
from raw milk that has been micro-filtered. This cheese has a slight difference in its texture and
flavor as compared to cheese made in the traditional method. In addition the presence of excess
whey proteins results in a decrease in proteolysis which slows down the ripening of hard and
semi-hard cheese (Zeman, and Zydney 2017, p23).
There are three types of retentate that are obtained in ultrafiltration of milk-based on the protein
content and the concentration factors; they include liquid pre cheese, intermediate or medium
concentrated retentate and low concentrated retentate. This retentate can result in various types
of cheese as shown in table 3.
Table 3. Different types of cheese obtained from ultrafiltration (Renhe and Corredig 2016,
p.337-337).
Rententate Concentration Cheese obtained Details
Low concentrated
retentate
1.2 to 2 times Brick, quag, cheddar,
cottage, paulin,
Colby, mozzarella,
saint, edam
The retentate has a
5% higher protein
concentration, there is
increased yield, and
the cheese vat has
been utilized
efficiently. There is
also reasonable
composition control
The intermediate or 2 to 6 times Blue, cheddar, gouda, The retentate has 8%
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
MICROFILTRATION AND ULTRAFILTRATION 11
medium concentrated
retentate
Havarti, feta more yield. It requires
special equipment to
make cheese
Liquid pre cheese Similar to cheese curd Saint mauri, feta,
mascarpone,
mozzarella, cream
cheese, quark, ricotta,
camembert
It is economical
because it does not
require any cheese
vat. There is very
minimal whey
drainage
Microfiltration produces cheese that has a very superior microbial quality. The process also
optimizes some of the significant milk components, for example, it reduced the additives such as
calcium chloride, improves curd firmness, facilitates heating at a high temperature and
accelerates ripening (Meyer, Mayer and Kulozik 2015, p.75-83).
Membrane filtration can be used in the standardization of cheese milk protein. It can also be used
to fortify the cheese milk with micelle powder. Microfiltration is usually followed by high-
temperature treatment to modify the rennet coagulation, improve the microbial quantity, and
increase the cheese’s water holding capacity. These parameters should be adjusted during the
cheese-making process (Kowalik-Klimczak 2017, p13).
3. Separation of Soluble Proteins and whey
Microfiltration has also been applied in the separation of soluble proteins and casein milk. This
technology requires that the milk goes through the filtration process before it is heat-treated.
Heat denatures the size of the proteins as the proteins tend to aggregate together (Kanani 2015,
p.67-83). The milk is passed through a microfilter of 0.1-micrometer diameter. The retentate
contains casein micelles, which are about 100 – 150 nanometers in size while permeate contains
soluble proteins which are about 2-10 nanometers in size. In addition, the retentate has a high
medium concentrated
retentate
Havarti, feta more yield. It requires
special equipment to
make cheese
Liquid pre cheese Similar to cheese curd Saint mauri, feta,
mascarpone,
mozzarella, cream
cheese, quark, ricotta,
camembert
It is economical
because it does not
require any cheese
vat. There is very
minimal whey
drainage
Microfiltration produces cheese that has a very superior microbial quality. The process also
optimizes some of the significant milk components, for example, it reduced the additives such as
calcium chloride, improves curd firmness, facilitates heating at a high temperature and
accelerates ripening (Meyer, Mayer and Kulozik 2015, p.75-83).
Membrane filtration can be used in the standardization of cheese milk protein. It can also be used
to fortify the cheese milk with micelle powder. Microfiltration is usually followed by high-
temperature treatment to modify the rennet coagulation, improve the microbial quantity, and
increase the cheese’s water holding capacity. These parameters should be adjusted during the
cheese-making process (Kowalik-Klimczak 2017, p13).
3. Separation of Soluble Proteins and whey
Microfiltration has also been applied in the separation of soluble proteins and casein milk. This
technology requires that the milk goes through the filtration process before it is heat-treated.
Heat denatures the size of the proteins as the proteins tend to aggregate together (Kanani 2015,
p.67-83). The milk is passed through a microfilter of 0.1-micrometer diameter. The retentate
contains casein micelles, which are about 100 – 150 nanometers in size while permeate contains
soluble proteins which are about 2-10 nanometers in size. In addition, the retentate has a high
MICROFILTRATION AND ULTRAFILTRATION 12
diameter content, colloidal calcium, and nitrogen matter. Rententate has been used in the cheese-
making process and in improving the rennet coagulability of the casein (Crowley 2016, p 54).
The permeate is usually clear and is often referred to as Ideal whey. This is because its
composition is similar to sweet whey, however, permeate is free from residual fat, rennet by-
product glycomacropeptite and microorganisms (Mestre Beltrán, Gozalbo Nebot, Lorente Ayza
and Sánchez-Vilches 2019, p 7. It has a higher pH than regular whey. If the milk used to obtain
permeate was not heat-treated, the ideal whey would contain lactose, minerals, and soluble
proteins. Ideal whey is used in the preparation of whey protein concentrates.
diameter content, colloidal calcium, and nitrogen matter. Rententate has been used in the cheese-
making process and in improving the rennet coagulability of the casein (Crowley 2016, p 54).
The permeate is usually clear and is often referred to as Ideal whey. This is because its
composition is similar to sweet whey, however, permeate is free from residual fat, rennet by-
product glycomacropeptite and microorganisms (Mestre Beltrán, Gozalbo Nebot, Lorente Ayza
and Sánchez-Vilches 2019, p 7. It has a higher pH than regular whey. If the milk used to obtain
permeate was not heat-treated, the ideal whey would contain lactose, minerals, and soluble
proteins. Ideal whey is used in the preparation of whey protein concentrates.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 28
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.