Report on PLC Programming using Modicon Telemecanique Software
VerifiedAdded on 2023/06/15
|12
|1485
|101
Report
AI Summary
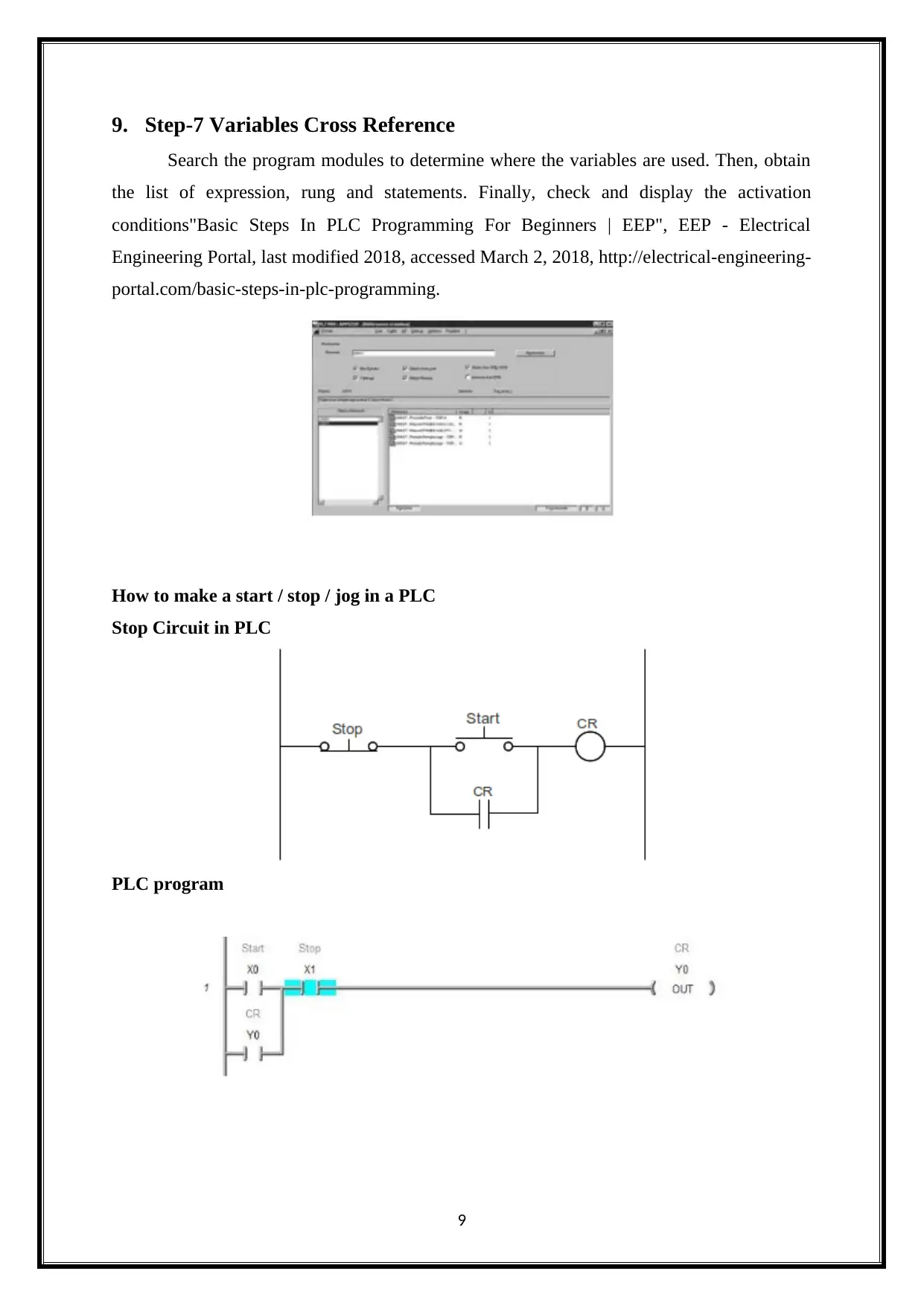
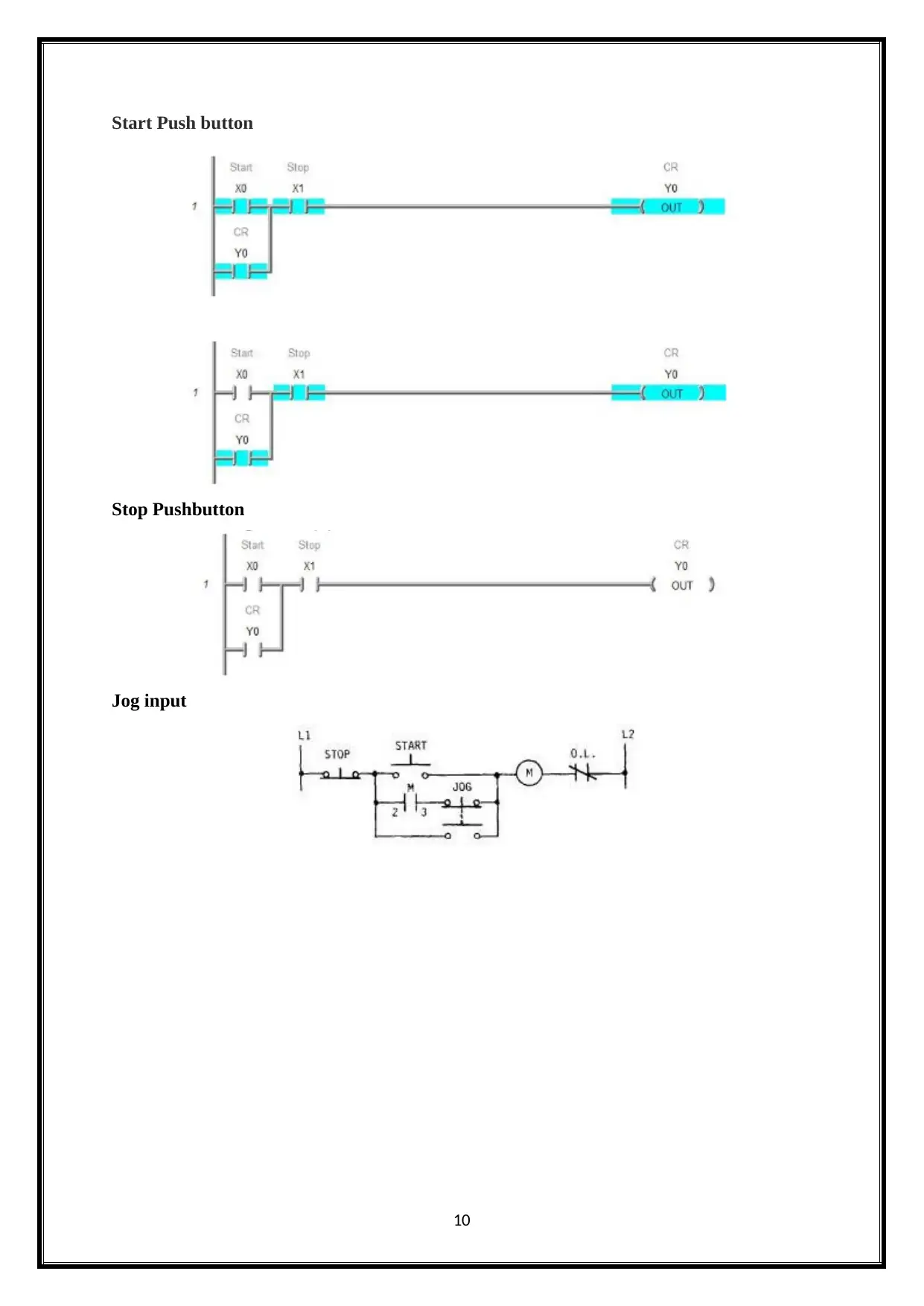
This report provides a comprehensive overview of PLC programming using Modicon Telemecanique software, focusing on key steps and tools. It begins with an introduction to Programmable Logic Controllers and their applications in industrial automation. The report then delves into the specifics of PLC programming using Modicon Telemecanique software, detailing the implementation process through Ladder Language (LD), Structured Text Language (ST), Grafcet Language (SFC), and Instruction List Language (IL). Furthermore, it covers DFB Function Blocks, variable editors, animation tables, and documentation editors. The report also highlights debugging tools, including animation of program elements and variable cross-referencing, to ensure effective program diagnostics and modifications. The document concludes with references to support the information presented.


1 out of 12
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.