Productivity and Quality Improvement in Toyota Assignment
VerifiedAdded on 2021/08/19
|17
|5893
|201
AI Summary
Contribute Materials
Your contribution can guide someone’s learning journey. Share your
documents today.
Productivity and Quality Improvement of Port Installed Options Center in
Toyota
KAHDBM-F192F-013 R.K.A.D.D.E. Kodithuwakkuarachchi
KAHDBM-F192F-014 M.J. Jayananda
KAHDBM-F192F-015 S.M.G.I. Sooriyabandara
KAHDBM-F192F-016 R.S.M.D.U. Hithgoda
KAHDBM-F192F-017 A.H. Mubashshara
KAHDBM-F192F-018 D.H. Gunasekara
Productivity and Quality Management
Higher Diploma in Business Management 19.2
National Institute of Business Management
5th June 2020
Toyota
KAHDBM-F192F-013 R.K.A.D.D.E. Kodithuwakkuarachchi
KAHDBM-F192F-014 M.J. Jayananda
KAHDBM-F192F-015 S.M.G.I. Sooriyabandara
KAHDBM-F192F-016 R.S.M.D.U. Hithgoda
KAHDBM-F192F-017 A.H. Mubashshara
KAHDBM-F192F-018 D.H. Gunasekara
Productivity and Quality Management
Higher Diploma in Business Management 19.2
National Institute of Business Management
5th June 2020
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 2
Acknowledgement
We would like to express our special thanks of gratitude to our lecturer of the module quality and productivity
Management, Miss.Sayuri wijekoon for her guidance and support in completing our report. We pay our deep
sense of gratitude for her for the kind supervision given to us throughout the course which shaped the present
work as it shows.
We would also like to extend our gratitude to The National Institute of Business Management, for providing us
with all the facility that was required.
Also, we thank all of our group members who contributed to complete this report and to our parents for lending
us a hand and everyone else who helped us to complete this assignment and to make this a success.
THANK YOU VERY MUCH!
Acknowledgement
We would like to express our special thanks of gratitude to our lecturer of the module quality and productivity
Management, Miss.Sayuri wijekoon for her guidance and support in completing our report. We pay our deep
sense of gratitude for her for the kind supervision given to us throughout the course which shaped the present
work as it shows.
We would also like to extend our gratitude to The National Institute of Business Management, for providing us
with all the facility that was required.
Also, we thank all of our group members who contributed to complete this report and to our parents for lending
us a hand and everyone else who helped us to complete this assignment and to make this a success.
THANK YOU VERY MUCH!
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 3
Executive summary
The report mainly focuses on how quality concepts has been applied at the port installed options center (PIOC)
in Toyota motor corporation (TMC) Saudi Arabia which is an official dealership of TMC in the Kingdom of
Saudi Arabia, they function as a subsidiary dealer of TOYOTA MOTOR CORPORATION (TMC), the
company not only sells the TMC products but also acts as a center for installing gadgets and accessories to the
vehicles. The company has been planning to implement quality concepts for their operations, The TOYOTA
MOTOR CORPORATION’s quality or kaizen department has provided the company with necessary theoretical
knowledge and training and aid in implementing the quality concepts successfully.
PIOC has implemented the TOYOTA production system under which the concepts such as just in time, jidoka
were implemented. The company also successfully implemented kaizen, the seven MUDA and 5S system and
the KANBAN system. All these kaizen tools helped in understanding the system and the problems that are
prevailing within the system. This helped in identifying the gap between existing system and the TOYOTA
production system. After the gap is found a kaizen target was set by the company.
The target was to reduce the manpower needed and the extra facilities needed when the output increases due to
the increased market demand. The implementation of the above mentioned kaizen tools were supposed to
increase the efficiency and productivity of the installers (manpower) and operations department and machineries
at PIOC, in addition to this the quality measures were supposed to save millions of dollars for the company
which was being wasted due to inefficient and improper operations at PIOC. The kaizen implementation began
with the target of not having to invest in new facilities when the demand rises (13% increase in annual output)
and meanwhile reducing the manpower needed by 27%, the results of the kaizen implementation was as
follows: an improvement in the Associates Engagement Index , a potential inventory reduction due to the use
of Kanban system with just in time, a reduction in the number of vehicles damaged due to layout control and
savings of about US$ 3.33 million by not investing in new facilities or increasing in manpower when output
increased. All these improvements to the production line was appreciated and acknowledged by Toyota Motor
Corporation (TMC)
Executive summary
The report mainly focuses on how quality concepts has been applied at the port installed options center (PIOC)
in Toyota motor corporation (TMC) Saudi Arabia which is an official dealership of TMC in the Kingdom of
Saudi Arabia, they function as a subsidiary dealer of TOYOTA MOTOR CORPORATION (TMC), the
company not only sells the TMC products but also acts as a center for installing gadgets and accessories to the
vehicles. The company has been planning to implement quality concepts for their operations, The TOYOTA
MOTOR CORPORATION’s quality or kaizen department has provided the company with necessary theoretical
knowledge and training and aid in implementing the quality concepts successfully.
PIOC has implemented the TOYOTA production system under which the concepts such as just in time, jidoka
were implemented. The company also successfully implemented kaizen, the seven MUDA and 5S system and
the KANBAN system. All these kaizen tools helped in understanding the system and the problems that are
prevailing within the system. This helped in identifying the gap between existing system and the TOYOTA
production system. After the gap is found a kaizen target was set by the company.
The target was to reduce the manpower needed and the extra facilities needed when the output increases due to
the increased market demand. The implementation of the above mentioned kaizen tools were supposed to
increase the efficiency and productivity of the installers (manpower) and operations department and machineries
at PIOC, in addition to this the quality measures were supposed to save millions of dollars for the company
which was being wasted due to inefficient and improper operations at PIOC. The kaizen implementation began
with the target of not having to invest in new facilities when the demand rises (13% increase in annual output)
and meanwhile reducing the manpower needed by 27%, the results of the kaizen implementation was as
follows: an improvement in the Associates Engagement Index , a potential inventory reduction due to the use
of Kanban system with just in time, a reduction in the number of vehicles damaged due to layout control and
savings of about US$ 3.33 million by not investing in new facilities or increasing in manpower when output
increased. All these improvements to the production line was appreciated and acknowledged by Toyota Motor
Corporation (TMC)
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 4
Contents
Acknowledgement ..............................................................................................................................................2
Executive summary ............................................................................................................................................3
Company background .........................................................................................................................................5
01. Kaizen and its important principles ..........................................................................................................6
02. Toyota production system (TPS) and its principles ...................................................................................6
03. The quality/productivity concepts used by PICO ......................................................................................7
04. Improving quality and productivity at PICO .............................................................................................8
04. I. The Toyota production system (TPS) .....................................................................................................8
04. II. Muda system.........................................................................................................................................8
04. III. Just in time ..........................................................................................................................................9
04. IV. The 5 s system .....................................................................................................................................9
04. V. Jidoka ...................................................................................................................................................9
05. Problem description .................................................................................................................................9
06. Gap analysis........................................................................................................................................... 11
07. Kaizen target .......................................................................................................................................... 11
08. Kaizen implementation .......................................................................................................................... 11
09. Results of implementing the kaizen principles ........................................................................................ 12
10. Financial impact of implementing the kaizen principles ......................................................................... 13
Conclusion ....................................................................................................................................................... 14
Appendices ....................................................................................................................................................... 15
References ........................................................................................................................................................ 17
Contents
Acknowledgement ..............................................................................................................................................2
Executive summary ............................................................................................................................................3
Company background .........................................................................................................................................5
01. Kaizen and its important principles ..........................................................................................................6
02. Toyota production system (TPS) and its principles ...................................................................................6
03. The quality/productivity concepts used by PICO ......................................................................................7
04. Improving quality and productivity at PICO .............................................................................................8
04. I. The Toyota production system (TPS) .....................................................................................................8
04. II. Muda system.........................................................................................................................................8
04. III. Just in time ..........................................................................................................................................9
04. IV. The 5 s system .....................................................................................................................................9
04. V. Jidoka ...................................................................................................................................................9
05. Problem description .................................................................................................................................9
06. Gap analysis........................................................................................................................................... 11
07. Kaizen target .......................................................................................................................................... 11
08. Kaizen implementation .......................................................................................................................... 11
09. Results of implementing the kaizen principles ........................................................................................ 12
10. Financial impact of implementing the kaizen principles ......................................................................... 13
Conclusion ....................................................................................................................................................... 14
Appendices ....................................................................................................................................................... 15
References ........................................................................................................................................................ 17
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 5
Company background
The quest of port installed options center (PIOC) began, with the desire to meet the expanding need for
consumer choice in transportation where they opened their first automobile outlet in Jeddah, Saudi Arabia. The
(PIOC) understood the importance of personal transportation to the people of Saudi Arabia. Before, there were many
paved roads, they saw the benefits of introducing 4x4 vehicles which would allow customers to navigate the terrain
of the country. PIOC first order of four "BJ" model 4x4 vehicles was the start of a long-standing relationship with
Toyota Motor Corporation.
The Product Portfolio of Toyota expands among Automobile, Material handling equipment and textile machinery.
Automobile: Toyota engage in the development and manufacturing of automobiles and automobile-related
products, such as vehicles, engines, car air-conditioning compressors, car electronics components and devices,
and stamping dies.
Vehicles Engines
Car-air conditioning
Compressors
Car electronics
Stamping Dies
Material handling equipment: Toyota Industries develops, manufactures, and markets industrial vehicles,
such as lift trucks, and other materials handling equipment and systems related to transportation, storage, and
sorting of goods.
Textile Machinery: Toyota Industries' Textile Machinery Business has developed, manufactured, and marketed
textile machinery, the majority of which has been supplied to customers outside Japan.
The Toyota market share in the year 2019, they lead the car sales in Saudi Arabia with 27.7 percent.
According to the positioning model, the Toyota market positioning in Saudi Arabia is economic and the cars are
high quality and used for family purposes.As of December 31, 2011, Toyota has built a solid global sales
network of 172 overseas distributors. Toyota is operating so many distributors just like PIOC around the world.
PIOC execute sales strategies that are highly sensitive to the needs of local consumers in Saudi. PIOC perform a
crucial role in keeping all Toyota quickly in tune with market changes of Saudi Arabia. The PIOC is functioning
under the Gulf States Toyota Inc.
Company background
The quest of port installed options center (PIOC) began, with the desire to meet the expanding need for
consumer choice in transportation where they opened their first automobile outlet in Jeddah, Saudi Arabia. The
(PIOC) understood the importance of personal transportation to the people of Saudi Arabia. Before, there were many
paved roads, they saw the benefits of introducing 4x4 vehicles which would allow customers to navigate the terrain
of the country. PIOC first order of four "BJ" model 4x4 vehicles was the start of a long-standing relationship with
Toyota Motor Corporation.
The Product Portfolio of Toyota expands among Automobile, Material handling equipment and textile machinery.
Automobile: Toyota engage in the development and manufacturing of automobiles and automobile-related
products, such as vehicles, engines, car air-conditioning compressors, car electronics components and devices,
and stamping dies.
Vehicles Engines
Car-air conditioning
Compressors
Car electronics
Stamping Dies
Material handling equipment: Toyota Industries develops, manufactures, and markets industrial vehicles,
such as lift trucks, and other materials handling equipment and systems related to transportation, storage, and
sorting of goods.
Textile Machinery: Toyota Industries' Textile Machinery Business has developed, manufactured, and marketed
textile machinery, the majority of which has been supplied to customers outside Japan.
The Toyota market share in the year 2019, they lead the car sales in Saudi Arabia with 27.7 percent.
According to the positioning model, the Toyota market positioning in Saudi Arabia is economic and the cars are
high quality and used for family purposes.As of December 31, 2011, Toyota has built a solid global sales
network of 172 overseas distributors. Toyota is operating so many distributors just like PIOC around the world.
PIOC execute sales strategies that are highly sensitive to the needs of local consumers in Saudi. PIOC perform a
crucial role in keeping all Toyota quickly in tune with market changes of Saudi Arabia. The PIOC is functioning
under the Gulf States Toyota Inc.
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 6
01. Kaizen and its important principles
The concept of Kaizen is often explained as a principle of continuous improvement. According to the
Kaizen philosophy, a series of small improvements made continuously over an extended period of your
time may result in drastic improvement in business processes. One of the main characteristics of Kaizen is
on finding the root cause of mistakes made and correcting them. Kaizen is more process-focused than
results-focused. Kaizen also seeks to enhance the systems instead of the human resources. In a Kaizen
environment, when an employee errors in his job, it is not seen as an occasion to blame, but is seen as a
chance to find out what went wrong with the process. Thus, Kaizen focuses on incremental
improvements instead of exact solutions to problems. The Kaizen philosophy of labor is to
worry employee participation in deciding process. Every employee is considered as a link in the process of
continuous improvement.
02. Toyota production system (TPS) and its principles
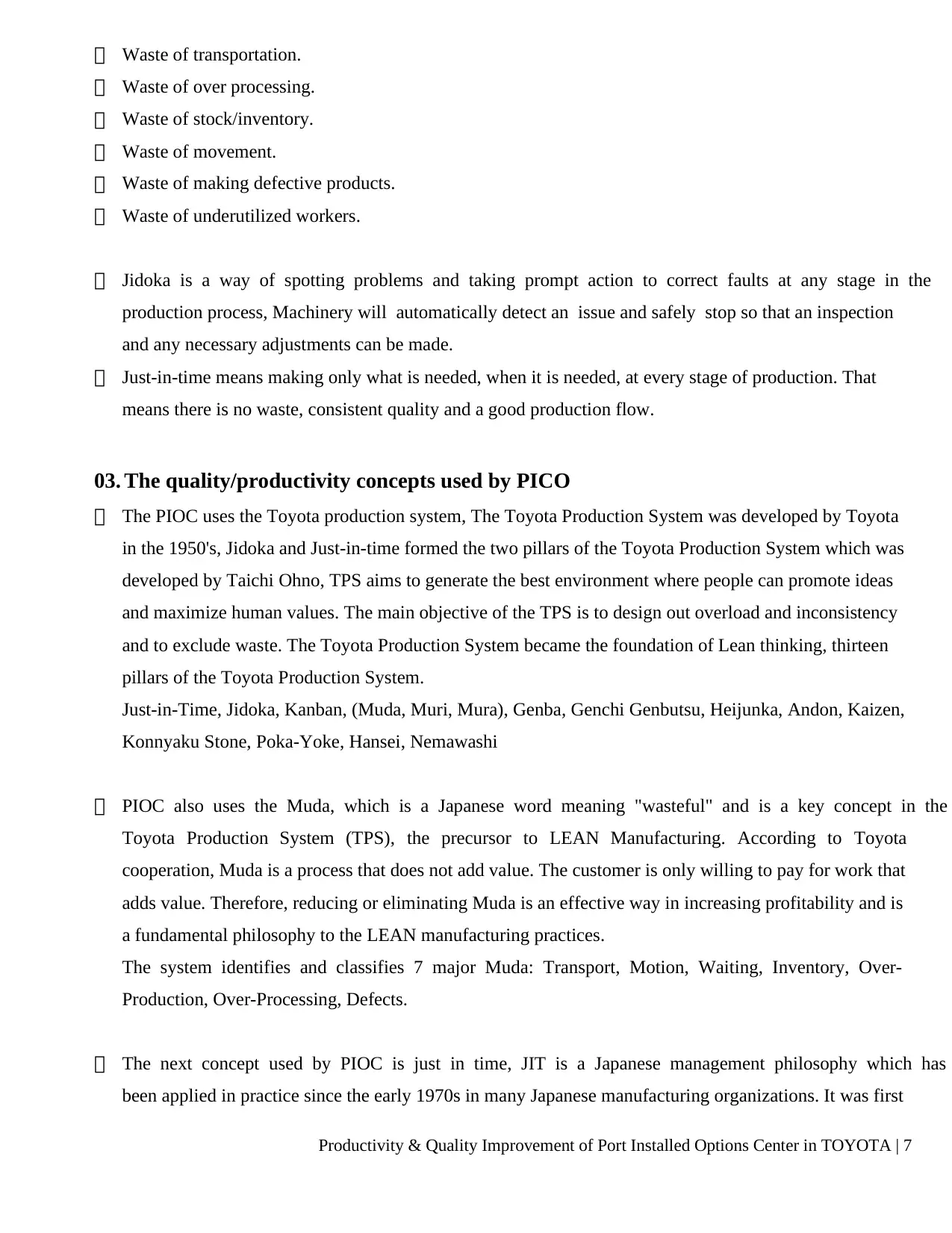
The Toyota Production system is a major precursor of Lean Manufacturing. TPS is predicted on two concepts:
jidoka and just-in-time. Jidoka, a Japanese term that can be translated as ―automation with a human touch‖ is a
method for quickly identifying and correcting any issues that could lead to faulty production. Just-in-time is
about co-coordinating each production process so that it only produces what is required by the next process in
the sequence.
By applying these concepts, we are able to produce vehicles quickly and efficiently,
The main target of the Toyota Production is to eliminate 3 key issues: Overburden, Inconsistency, and Waste -
or 'Muri', 'Mura' and 'Muda', respectively.
- A process is made that is easily repeated, and provides results smoothly, thus eliminating Inconsistency in the
assembly line (Muri).
- This reduction in Inconsistency minimizes Stress, or Overburden (Mura), as there are less mistakes being
made.
- The lack of Stress in turn massively reduces Waste
(Muda), which is reflected to occur in 8 forms:
Waste of overproduction (this is the worst kind of
Muda).
Waste of time on hand (waiting for responses or
products or parts).
01. Kaizen and its important principles
The concept of Kaizen is often explained as a principle of continuous improvement. According to the
Kaizen philosophy, a series of small improvements made continuously over an extended period of your
time may result in drastic improvement in business processes. One of the main characteristics of Kaizen is
on finding the root cause of mistakes made and correcting them. Kaizen is more process-focused than
results-focused. Kaizen also seeks to enhance the systems instead of the human resources. In a Kaizen
environment, when an employee errors in his job, it is not seen as an occasion to blame, but is seen as a
chance to find out what went wrong with the process. Thus, Kaizen focuses on incremental
improvements instead of exact solutions to problems. The Kaizen philosophy of labor is to
worry employee participation in deciding process. Every employee is considered as a link in the process of
continuous improvement.
02. Toyota production system (TPS) and its principles
The Toyota Production system is a major precursor of Lean Manufacturing. TPS is predicted on two concepts:
jidoka and just-in-time. Jidoka, a Japanese term that can be translated as ―automation with a human touch‖ is a
method for quickly identifying and correcting any issues that could lead to faulty production. Just-in-time is
about co-coordinating each production process so that it only produces what is required by the next process in
the sequence.
By applying these concepts, we are able to produce vehicles quickly and efficiently,
The main target of the Toyota Production is to eliminate 3 key issues: Overburden, Inconsistency, and Waste -
or 'Muri', 'Mura' and 'Muda', respectively.
- A process is made that is easily repeated, and provides results smoothly, thus eliminating Inconsistency in the
assembly line (Muri).
- This reduction in Inconsistency minimizes Stress, or Overburden (Mura), as there are less mistakes being
made.
- The lack of Stress in turn massively reduces Waste
(Muda), which is reflected to occur in 8 forms:
Waste of overproduction (this is the worst kind of
Muda).
Waste of time on hand (waiting for responses or
products or parts).
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 7
Waste of transportation.
Waste of over processing.
Waste of stock/inventory.
Waste of movement.
Waste of making defective products.
Waste of underutilized workers.
Jidoka is a way of spotting problems and taking prompt action to correct faults at any stage in the
production process, Machinery will automatically detect an issue and safely stop so that an inspection
and any necessary adjustments can be made.
Just-in-time means making only what is needed, when it is needed, at every stage of production. That
means there is no waste, consistent quality and a good production flow.
03. The quality/productivity concepts used by PICO
The PIOC uses the Toyota production system, The Toyota Production System was developed by Toyota
in the 1950's, Jidoka and Just-in-time formed the two pillars of the Toyota Production System which was
developed by Taichi Ohno, TPS aims to generate the best environment where people can promote ideas
and maximize human values. The main objective of the TPS is to design out overload and inconsistency
and to exclude waste. The Toyota Production System became the foundation of Lean thinking, thirteen
pillars of the Toyota Production System.
Just-in-Time, Jidoka, Kanban, (Muda, Muri, Mura), Genba, Genchi Genbutsu, Heijunka, Andon, Kaizen,
Konnyaku Stone, Poka-Yoke, Hansei, Nemawashi
PIOC also uses the Muda, which is a Japanese word meaning "wasteful" and is a key concept in the
Toyota Production System (TPS), the precursor to LEAN Manufacturing. According to Toyota
cooperation, Muda is a process that does not add value. The customer is only willing to pay for work that
adds value. Therefore, reducing or eliminating Muda is an effective way in increasing profitability and is
a fundamental philosophy to the LEAN manufacturing practices.
The system identifies and classifies 7 major Muda: Transport, Motion, Waiting, Inventory, Over-
Production, Over-Processing, Defects.
The next concept used by PIOC is just in time, JIT is a Japanese management philosophy which has
been applied in practice since the early 1970s in many Japanese manufacturing organizations. It was first
Waste of transportation.
Waste of over processing.
Waste of stock/inventory.
Waste of movement.
Waste of making defective products.
Waste of underutilized workers.
Jidoka is a way of spotting problems and taking prompt action to correct faults at any stage in the
production process, Machinery will automatically detect an issue and safely stop so that an inspection
and any necessary adjustments can be made.
Just-in-time means making only what is needed, when it is needed, at every stage of production. That
means there is no waste, consistent quality and a good production flow.
03. The quality/productivity concepts used by PICO
The PIOC uses the Toyota production system, The Toyota Production System was developed by Toyota
in the 1950's, Jidoka and Just-in-time formed the two pillars of the Toyota Production System which was
developed by Taichi Ohno, TPS aims to generate the best environment where people can promote ideas
and maximize human values. The main objective of the TPS is to design out overload and inconsistency
and to exclude waste. The Toyota Production System became the foundation of Lean thinking, thirteen
pillars of the Toyota Production System.
Just-in-Time, Jidoka, Kanban, (Muda, Muri, Mura), Genba, Genchi Genbutsu, Heijunka, Andon, Kaizen,
Konnyaku Stone, Poka-Yoke, Hansei, Nemawashi
PIOC also uses the Muda, which is a Japanese word meaning "wasteful" and is a key concept in the
Toyota Production System (TPS), the precursor to LEAN Manufacturing. According to Toyota
cooperation, Muda is a process that does not add value. The customer is only willing to pay for work that
adds value. Therefore, reducing or eliminating Muda is an effective way in increasing profitability and is
a fundamental philosophy to the LEAN manufacturing practices.
The system identifies and classifies 7 major Muda: Transport, Motion, Waiting, Inventory, Over-
Production, Over-Processing, Defects.
The next concept used by PIOC is just in time, JIT is a Japanese management philosophy which has
been applied in practice since the early 1970s in many Japanese manufacturing organizations. It was first
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 8
developed within the Toyota manufacturing plants by Taiichi Ohno as a means of meeting consumer
demands with minimum delays, basically indicating a manufacturing system in which materials or
components are delivered immediately before they are required in order to minimize storage costs.
PIOC also uses 5s system, The 5S system of visual management has improved organization and
efficiency in many workplaces including manufacturing environments and offices. This system consists
of five pillars—Sort, Set in Order, Shine, Standardize, sustain—that results in maintaining the workplace
in a better condition. In Japanese, the five S's are Seiri, Seiton, Seiso, Seiketsu, and Shitsuke.
In addition to all these PIOC uses Jidoka, this is a Lean manufacturing principle that ensures that quality
is automatically built into a production process. With the help of this concept, it is possible to
immediately identify and correct deviations in the production process. When something goes wrong in
the automation process, this will lead to a build-up of faulty production. Jidoka pause the production
process as soon as an error arises, so there will not be a build-up of errors. Both the employee and the
machine have the autonomy to pause a production process when a defect has been signaled.
04. Improving quality and productivity at PICO
04. I. The Toyota production system (TPS)
TPS improves quality in products and processes. Uses several lean methods. These tools help
workers spot inefficiencies, errors, and stop the assembly line so that defects are not included in
the final product.
TPS reduces waste. Just-In-Time (JIT), Kanban, Taki-Time, and Kaizen are used to spot waste.
Areas that have wasted are identified and improved until waste is eliminated.
TPS improves customer satisfaction by providing products that are free of defects. The
company’s effort to reduce costs enables the company to deliver at a price customer can afford.
TPS improves all aspects of safety. TPS is a safety-conscious system. 5S helps employees spot
and eliminate hazards, Kaizen to stop the production line and eliminate errors that may increase
risks while driving.
04. II. Muda system
The cost of waste reduces profit margins and drives up consumer costs, reduces quality, and
decreases customer and staff satisfaction. Eliminating waste has many benefits, including higher
developed within the Toyota manufacturing plants by Taiichi Ohno as a means of meeting consumer
demands with minimum delays, basically indicating a manufacturing system in which materials or
components are delivered immediately before they are required in order to minimize storage costs.
PIOC also uses 5s system, The 5S system of visual management has improved organization and
efficiency in many workplaces including manufacturing environments and offices. This system consists
of five pillars—Sort, Set in Order, Shine, Standardize, sustain—that results in maintaining the workplace
in a better condition. In Japanese, the five S's are Seiri, Seiton, Seiso, Seiketsu, and Shitsuke.
In addition to all these PIOC uses Jidoka, this is a Lean manufacturing principle that ensures that quality
is automatically built into a production process. With the help of this concept, it is possible to
immediately identify and correct deviations in the production process. When something goes wrong in
the automation process, this will lead to a build-up of faulty production. Jidoka pause the production
process as soon as an error arises, so there will not be a build-up of errors. Both the employee and the
machine have the autonomy to pause a production process when a defect has been signaled.
04. Improving quality and productivity at PICO
04. I. The Toyota production system (TPS)
TPS improves quality in products and processes. Uses several lean methods. These tools help
workers spot inefficiencies, errors, and stop the assembly line so that defects are not included in
the final product.
TPS reduces waste. Just-In-Time (JIT), Kanban, Taki-Time, and Kaizen are used to spot waste.
Areas that have wasted are identified and improved until waste is eliminated.
TPS improves customer satisfaction by providing products that are free of defects. The
company’s effort to reduce costs enables the company to deliver at a price customer can afford.
TPS improves all aspects of safety. TPS is a safety-conscious system. 5S helps employees spot
and eliminate hazards, Kaizen to stop the production line and eliminate errors that may increase
risks while driving.
04. II. Muda system
The cost of waste reduces profit margins and drives up consumer costs, reduces quality, and
decreases customer and staff satisfaction. Eliminating waste has many benefits, including higher
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 9
quality goods and services, improved delivery times, improved employee productivity, happier
staff and customers, and competitive prices.
04. III. Just in time
Reduction in storage and waiting time
Pull-method
Employee satisfaction and stronger relationships
Reliable vendors
Waste reduction
Smaller investments
04. IV. The 5 s system
Optimized Organization: decreasing the time wasted looking for, determining how to use items,
parts and tools are housed in a way that makes them more easily accessible and utilizable.
Efficiency: eliminate waste from the manufacturing process, consequently lowering costs.
Bigger Storage Density: The system involves getting rid of unnecessary items from the
production facilities – freeing up space that can be used more effectively.
Heightened Safety: ―Waste‖ to be eliminated– like a box of supplies left in a heavily-trafficked
area potentially causing a worker to trip and get injured.
Increased workplace morale: This practice improves the chances of avoiding dark, dirty,
disorganized workplaces, which can foster lower morale among employees.
04. V. Jidoka
No defective products produced
To minimize poor quality
To have problems clearly identified so that Kaizen can be accomplished
To give the employee responsibility and authority to stop production
To prevent equipment breakdown
High-quality products and improvement in productivity.
05. Problem description
Implementing Kaizen principles at Port Installed Options Center (PICO) in Toyota Saudi Arabia to improve the
efficiency of the business. The kaizen division of the Toyota motor corporation (TMC) agreed to support the
Toyota Saudi Arabia (Toyota dealership based in the kingdom of Saudi Arabia) in implementing the kaizen
successfully in Saudi Arabia, TMC Kaizen Team gave theoretical and on the job Training to PIOC. The
quality goods and services, improved delivery times, improved employee productivity, happier
staff and customers, and competitive prices.
04. III. Just in time
Reduction in storage and waiting time
Pull-method
Employee satisfaction and stronger relationships
Reliable vendors
Waste reduction
Smaller investments
04. IV. The 5 s system
Optimized Organization: decreasing the time wasted looking for, determining how to use items,
parts and tools are housed in a way that makes them more easily accessible and utilizable.
Efficiency: eliminate waste from the manufacturing process, consequently lowering costs.
Bigger Storage Density: The system involves getting rid of unnecessary items from the
production facilities – freeing up space that can be used more effectively.
Heightened Safety: ―Waste‖ to be eliminated– like a box of supplies left in a heavily-trafficked
area potentially causing a worker to trip and get injured.
Increased workplace morale: This practice improves the chances of avoiding dark, dirty,
disorganized workplaces, which can foster lower morale among employees.
04. V. Jidoka
No defective products produced
To minimize poor quality
To have problems clearly identified so that Kaizen can be accomplished
To give the employee responsibility and authority to stop production
To prevent equipment breakdown
High-quality products and improvement in productivity.
05. Problem description
Implementing Kaizen principles at Port Installed Options Center (PICO) in Toyota Saudi Arabia to improve the
efficiency of the business. The kaizen division of the Toyota motor corporation (TMC) agreed to support the
Toyota Saudi Arabia (Toyota dealership based in the kingdom of Saudi Arabia) in implementing the kaizen
successfully in Saudi Arabia, TMC Kaizen Team gave theoretical and on the job Training to PIOC. The

Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 10
organization sets a target and this target is set after identification of the critical problem areas and tries to
achieve this target through implementation of kaizen principles, particularly the Toyota production system. In
addition to the Toyota production system the organization also implements other kaizen tools such as 5S and the
7 Muda that enables the understanding of the system, the Kaizen target was fixed after analyzing the problems
and identifying the gaps between the existing outdated system and the TPS. At the PICO Toyota, a huge number
of installers were being needed when the vehicle sales eventually increase there was a massive need for more
and more installers and facility which was not possible to meet. In 2007, the vehicle sale was 188,000 units and
312 workers were required to achieve this. The target was set for 212,400 vehicles in 2008, which required 349
installers. The increase in sales volume required directly increasing the production capacity, facilities, and
number of installers. However, the increase could not be met because of the design and setup of the stalls. This
problem had to be addressed by the company and the kaizen tools were implemented to overcome this issue
prevailing within the company.
The accessorized volume was produced in PIOC using an old stall-type production method which is a push
system that was employed in the period 1990-2007. A vehicle was parked in a stall (place or working area) and
one or more workers installed all accessory items in it. The installer had to collect the parts from the warehouse
and assemble them in the accessorizing area. To avoid repeated trips, installers often brought extra parts in
advance for the next few days. This often resulted in damaged parts. Furthermore, these extra parts took up
valuable space in the accessorizing area. The facilities of each stall were neither designed nor suitable for an
annual production of more than 180,000 meaning that the figure of 212,400 vehicles for 2008 could not be met.
As a result, it was necessary to build new facilities or plants (factories) to achieve this.
The main disadvantages and problems of the stall-type production method before applying Kaizen can be
summarized as follows:
A low production rate of not more than 188,000 vehicles per year (50 vehicles per installer monthly).
Poor space utilization of not more than 63 vehicles per stall monthly.
Difficulty in controlling manpower movement
A low Associates Engagement Index
A large discrepancy in incentives for installers
Muda causing time lost for installers, arranging tools, vehicles and collecting parts from warehouse.
Weak and poor planning for both part preparation and movement of vehicle.
Low quality resulting from the difficulties in final quality inspection and the lack of quality control
during the process.
A higher number of vehicles were damaged due to poor layout and flow (480 vehicles in 2007). This
number was estimated to be about 30% of the total vehicles.
organization sets a target and this target is set after identification of the critical problem areas and tries to
achieve this target through implementation of kaizen principles, particularly the Toyota production system. In
addition to the Toyota production system the organization also implements other kaizen tools such as 5S and the
7 Muda that enables the understanding of the system, the Kaizen target was fixed after analyzing the problems
and identifying the gaps between the existing outdated system and the TPS. At the PICO Toyota, a huge number
of installers were being needed when the vehicle sales eventually increase there was a massive need for more
and more installers and facility which was not possible to meet. In 2007, the vehicle sale was 188,000 units and
312 workers were required to achieve this. The target was set for 212,400 vehicles in 2008, which required 349
installers. The increase in sales volume required directly increasing the production capacity, facilities, and
number of installers. However, the increase could not be met because of the design and setup of the stalls. This
problem had to be addressed by the company and the kaizen tools were implemented to overcome this issue
prevailing within the company.
The accessorized volume was produced in PIOC using an old stall-type production method which is a push
system that was employed in the period 1990-2007. A vehicle was parked in a stall (place or working area) and
one or more workers installed all accessory items in it. The installer had to collect the parts from the warehouse
and assemble them in the accessorizing area. To avoid repeated trips, installers often brought extra parts in
advance for the next few days. This often resulted in damaged parts. Furthermore, these extra parts took up
valuable space in the accessorizing area. The facilities of each stall were neither designed nor suitable for an
annual production of more than 180,000 meaning that the figure of 212,400 vehicles for 2008 could not be met.
As a result, it was necessary to build new facilities or plants (factories) to achieve this.
The main disadvantages and problems of the stall-type production method before applying Kaizen can be
summarized as follows:
A low production rate of not more than 188,000 vehicles per year (50 vehicles per installer monthly).
Poor space utilization of not more than 63 vehicles per stall monthly.
Difficulty in controlling manpower movement
A low Associates Engagement Index
A large discrepancy in incentives for installers
Muda causing time lost for installers, arranging tools, vehicles and collecting parts from warehouse.
Weak and poor planning for both part preparation and movement of vehicle.
Low quality resulting from the difficulties in final quality inspection and the lack of quality control
during the process.
A higher number of vehicles were damaged due to poor layout and flow (480 vehicles in 2007). This
number was estimated to be about 30% of the total vehicles.
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 11
06. Gap analysis
As per 2007 business plan, US$ 4,000,000 was budgeted to establish additional facilities and recruit about 37
installers to reach the target of 212,400 sales in 2008 using stall-type production.
07. Kaizen target
The Kaizen target was to implement Toyota production system (TPS) to meet the sales target of 212,400 for
2008 without having to build any additional facilities or recruit additional manpower. To achieve this, there
were certain objectives established. These objectives were slow small and continuous improvements to achieve
the final target set. The kaizen tool was achieved by gradually putting these objectives into action. Under the
kaizen tools the 5S and the 7 Muda are also included in these objectives during the process of achieving the
ultimate kaizen target.
Increase the production rate or productivity by 13% (65 vehicles per installer monthly)
P=(P2-P1)/(P1) = (212,400-188,000)/ (188,000) =13%
Enhance space utilization to be (71 vehicles per stall monthly)
Reduce the variance in incentive for installers and enhance teamwork.
Apply JIT principle, especially for parts supply
Eliminate Muda causing time lost for installers, arranging tools, vehicles and collecting parts from the
warehouse
Improve the quality and apply quality control during the process
Improve the planning for vehicles and parts.
Reduce the number of vehicles damaged by at least 50% and improve the layout and flow.
08. Kaizen implementation
The implementation of TPS was set by designing a timeline for the stages of TPS and Kaizen
implementation in PIOC.
The layout of the plant was changed from the old stall-type production, which is a push system, into a
Toyota Production System (TPS) line, which is a pull system. (figure 03)
The TPS is line consisting of many stages each of which has 2 to 3 installers. The workers install the
parts without interference in their movement and work.
The vehicle and the trolley that carries the accessory items or parts move together from one stage to
another till the Final stage
Initially, vehicles are parked in the pre-accessorized area near the TPS line (accessorizing area) ready to
be pulled into the TPS line (figure 01)
06. Gap analysis
As per 2007 business plan, US$ 4,000,000 was budgeted to establish additional facilities and recruit about 37
installers to reach the target of 212,400 sales in 2008 using stall-type production.
07. Kaizen target
The Kaizen target was to implement Toyota production system (TPS) to meet the sales target of 212,400 for
2008 without having to build any additional facilities or recruit additional manpower. To achieve this, there
were certain objectives established. These objectives were slow small and continuous improvements to achieve
the final target set. The kaizen tool was achieved by gradually putting these objectives into action. Under the
kaizen tools the 5S and the 7 Muda are also included in these objectives during the process of achieving the
ultimate kaizen target.
Increase the production rate or productivity by 13% (65 vehicles per installer monthly)
P=(P2-P1)/(P1) = (212,400-188,000)/ (188,000) =13%
Enhance space utilization to be (71 vehicles per stall monthly)
Reduce the variance in incentive for installers and enhance teamwork.
Apply JIT principle, especially for parts supply
Eliminate Muda causing time lost for installers, arranging tools, vehicles and collecting parts from the
warehouse
Improve the quality and apply quality control during the process
Improve the planning for vehicles and parts.
Reduce the number of vehicles damaged by at least 50% and improve the layout and flow.
08. Kaizen implementation
The implementation of TPS was set by designing a timeline for the stages of TPS and Kaizen
implementation in PIOC.
The layout of the plant was changed from the old stall-type production, which is a push system, into a
Toyota Production System (TPS) line, which is a pull system. (figure 03)
The TPS is line consisting of many stages each of which has 2 to 3 installers. The workers install the
parts without interference in their movement and work.
The vehicle and the trolley that carries the accessory items or parts move together from one stage to
another till the Final stage
Initially, vehicles are parked in the pre-accessorized area near the TPS line (accessorizing area) ready to
be pulled into the TPS line (figure 01)

Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 12
Preparation area for the parts which are collected from the warehouse using JIT principle, and prepared
for the daily production (figure 02)
These parts are carried in the trolley to the trolley buffer area. (Figure 04) clarifies the new trolley
design, which includes all the necessary parts for each vehicle. This is a big improvement for TPS using
JIT.
(Figure 05) shows the trolley buffer area, where the trolley is parked ready to be pulled into the TPS line
at the same time as the vehicle is pulled into the TPS line from the pre-accessorized area.
The principle of Just-in-time (JIT) parts supply is represented in (Figure 06) where the vehicle and its
trolley are parked in the TPS line. They are moved together along each step of the line until finished.
(Figure 07) shows the final quality check which is a rope test to ensure that no accessorizing comes
loose.
While applying Kaizen, the seven classes of waste (Muda) were addressed.
09. Results of implementing the kaizen principles
It is clear from this table that the monthly production rate (productivity) has increased form 50 vehicles
per installer to 65 vehicles per installer, which is an increase of 13%. Where the spaces were utilized
more efficiently, hence, the monthly space utilization increases from 63 Vehicle/stall to 71
Vehicles/stall.
The yearly plan of 212,400 for the year 2008 was achieved by implementing TPS and using the same
facilities instead of building new ones. Not investing in new facilities to meet the increase in the demand
in the market was an important result of implementing Kaizen
All types of Muda causing time lost for installers, arranging tools, and vehicles were eliminated by using
JIT parts supply and implementing the 7 Muda principles
Moreover, controlling manpower movement becomes easier and more obvious as the installer does not
need to collect parts from warehouse. Furthermore, a potential for inventory reduction was made
obvious due to the use of Kanban system with just-in-time production.
Preparation area for the parts which are collected from the warehouse using JIT principle, and prepared
for the daily production (figure 02)
These parts are carried in the trolley to the trolley buffer area. (Figure 04) clarifies the new trolley
design, which includes all the necessary parts for each vehicle. This is a big improvement for TPS using
JIT.
(Figure 05) shows the trolley buffer area, where the trolley is parked ready to be pulled into the TPS line
at the same time as the vehicle is pulled into the TPS line from the pre-accessorized area.
The principle of Just-in-time (JIT) parts supply is represented in (Figure 06) where the vehicle and its
trolley are parked in the TPS line. They are moved together along each step of the line until finished.
(Figure 07) shows the final quality check which is a rope test to ensure that no accessorizing comes
loose.
While applying Kaizen, the seven classes of waste (Muda) were addressed.
09. Results of implementing the kaizen principles
It is clear from this table that the monthly production rate (productivity) has increased form 50 vehicles
per installer to 65 vehicles per installer, which is an increase of 13%. Where the spaces were utilized
more efficiently, hence, the monthly space utilization increases from 63 Vehicle/stall to 71
Vehicles/stall.
The yearly plan of 212,400 for the year 2008 was achieved by implementing TPS and using the same
facilities instead of building new ones. Not investing in new facilities to meet the increase in the demand
in the market was an important result of implementing Kaizen
All types of Muda causing time lost for installers, arranging tools, and vehicles were eliminated by using
JIT parts supply and implementing the 7 Muda principles
Moreover, controlling manpower movement becomes easier and more obvious as the installer does not
need to collect parts from warehouse. Furthermore, a potential for inventory reduction was made
obvious due to the use of Kanban system with just-in-time production.
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 13
Strict planning was implemented for the movement of vehicles and preparation of parts. The main
objective of this important improvement in solid planning is to ensure that the vehicles arrive at the same
time with the necessary parts to be pulled into the accessorizing area of the TPS line.
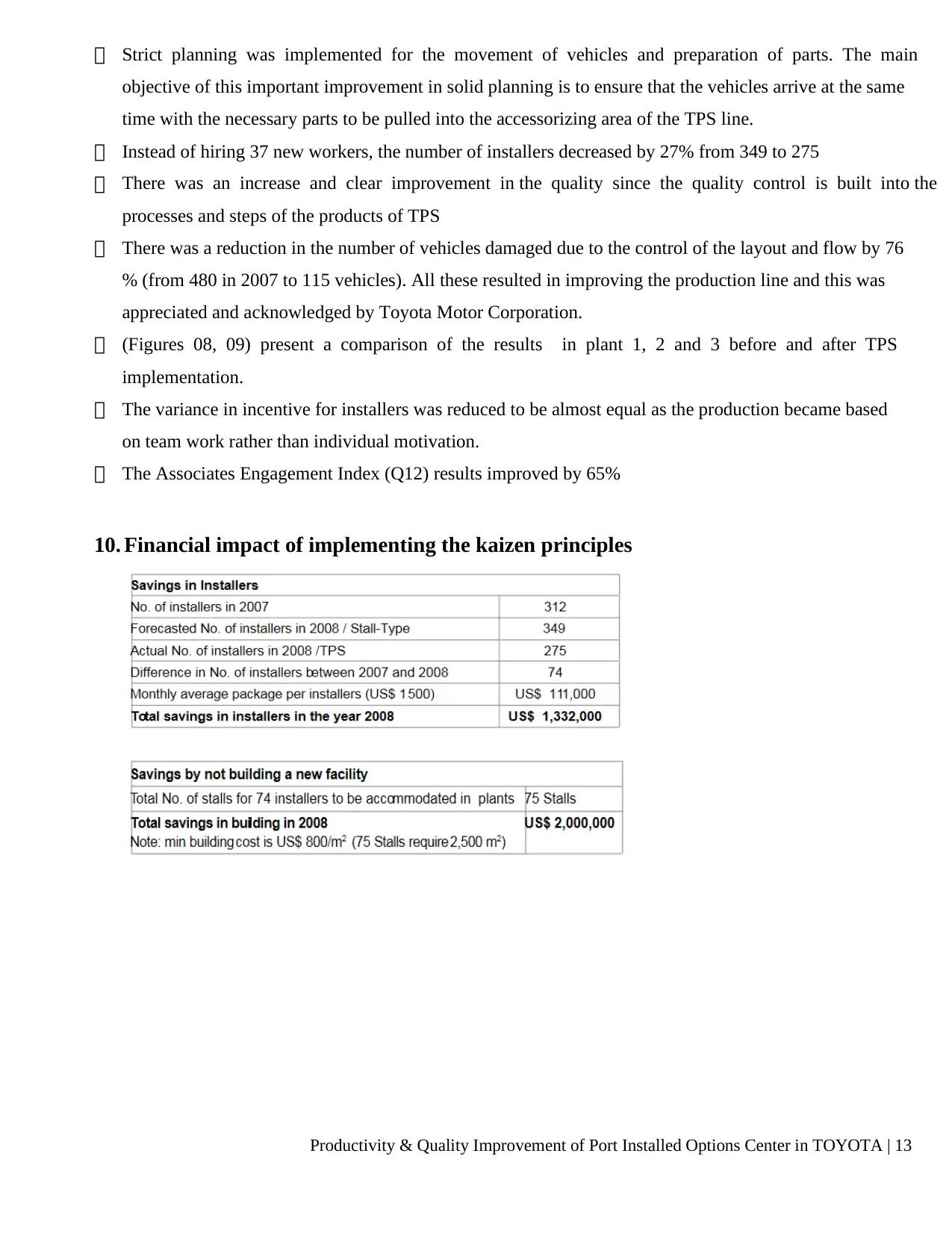
Instead of hiring 37 new workers, the number of installers decreased by 27% from 349 to 275
There was an increase and clear improvement in the quality since the quality control is built into the
processes and steps of the products of TPS
There was a reduction in the number of vehicles damaged due to the control of the layout and flow by 76
% (from 480 in 2007 to 115 vehicles). All these resulted in improving the production line and this was
appreciated and acknowledged by Toyota Motor Corporation.
(Figures 08, 09) present a comparison of the results in plant 1, 2 and 3 before and after TPS
implementation.
The variance in incentive for installers was reduced to be almost equal as the production became based
on team work rather than individual motivation.
The Associates Engagement Index (Q12) results improved by 65%
10. Financial impact of implementing the kaizen principles
Strict planning was implemented for the movement of vehicles and preparation of parts. The main
objective of this important improvement in solid planning is to ensure that the vehicles arrive at the same
time with the necessary parts to be pulled into the accessorizing area of the TPS line.
Instead of hiring 37 new workers, the number of installers decreased by 27% from 349 to 275
There was an increase and clear improvement in the quality since the quality control is built into the
processes and steps of the products of TPS
There was a reduction in the number of vehicles damaged due to the control of the layout and flow by 76
% (from 480 in 2007 to 115 vehicles). All these resulted in improving the production line and this was
appreciated and acknowledged by Toyota Motor Corporation.
(Figures 08, 09) present a comparison of the results in plant 1, 2 and 3 before and after TPS
implementation.
The variance in incentive for installers was reduced to be almost equal as the production became based
on team work rather than individual motivation.
The Associates Engagement Index (Q12) results improved by 65%
10. Financial impact of implementing the kaizen principles
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 14
Conclusion
The results of implementing the Kaizen principles at Port Installed Options Center (PIOC) in Toyota, Saudi
Arabia were achieved by using relevant Kaizen tools including Toyota Production System (TPS), 5S and the
seven Muda. First the problem was analyzed and the gap between the old system and the TPS was identified and
based on that the target was set. This has greatly improved the business excellence making it more efficient and
profitable. The guidelines, training and theoretical knowledge was given by the Toyota motor corporation
(TMC) and the successful implementation was also appreciated by TMC. The kaizen measure saved millions of
dollars for the PIOC and it improved the employee motivation and brought about a favorable environment for
PIOC, the PIOC also received appreciation and acknowledgement by Toyota Motor Corporation of these
resulting improvements.
Conclusion
The results of implementing the Kaizen principles at Port Installed Options Center (PIOC) in Toyota, Saudi
Arabia were achieved by using relevant Kaizen tools including Toyota Production System (TPS), 5S and the
seven Muda. First the problem was analyzed and the gap between the old system and the TPS was identified and
based on that the target was set. This has greatly improved the business excellence making it more efficient and
profitable. The guidelines, training and theoretical knowledge was given by the Toyota motor corporation
(TMC) and the successful implementation was also appreciated by TMC. The kaizen measure saved millions of
dollars for the PIOC and it improved the employee motivation and brought about a favorable environment for
PIOC, the PIOC also received appreciation and acknowledgement by Toyota Motor Corporation of these
resulting improvements.

Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 15
Appendices
The TPS Line (Figure 03) (Figure 01)
(Figure 02) (Figure 04)
(Figure 06)(Figure 05)
TPS Line including the stages for each step of part
installation
Appendices
The TPS Line (Figure 03) (Figure 01)
(Figure 02) (Figure 04)
(Figure 06)(Figure 05)
TPS Line including the stages for each step of part
installation

Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 16
(Figure 07) (Figure 08)
The final quality check (Rope test)
(Figure 09)
(Figure 07) (Figure 08)
The final quality check (Rope test)
(Figure 09)
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Productivity & Quality Improvement of Port Installed Options Center in TOYOTA | 17
References
Brighthubpm.com.2020. An Explanation of the Kaizen Principle. [Online] Available at :<
https://www.brighthubpm.com/project-planning/100172-explaining-the-kaizen-principle/> [Accessed 2 June
2020].
CEOpedia | Management online. 2020. Jidoka. [Online] Available at: <https://ceopedia.org/index.php/Jidoka>
[Accessed 3 June].
Creative Safety Supply. 2020. 5S Training and Research Page | Learn About 5S. [Online] Available at:
<https://www.creativesafetysupply.com/content/education-research/5S/index.html> [Accessed 2 June 2020].
Graphicproducts.com. 2020. Toyota Production System | Graphic Products. [Online] Available at:
<https://www.graphicproducts.com/articles/toyota-production-system/> [Accessed 3 June 2020].
Insights.btoes.com. 2020. An Introduction to the Toyota Production System and Principles. [Online] Available
at:<https://insights.btoes.com/lean-resources/toyota-production-system-principles-introduction-to-tps>
[Accessed 2 June 2020].
Listaintl.com. 2020. 5 Benefits of 5S Implementation in the Workplace. [Online] Available at:
<https://www.listaintl.com/articles/5-benefits-of-5s-implementation-in-the-workplace#.XtcuZm5uLIU>
[Accessed 3 June 2020].
OTTO Motors. 2020. LEAN Manufacturing: Tackling the 7 Muda in Materials Handling. [Online] Available at:
<https://ottomotors.com/blog/tackling-7-muda-lean-materials-handling> [Accessed 2 June 2020].
Ponomareff, D., 2020. The Toyota Production System (TPS) | Kanban Zone. [Online] Kanban Zone. Available
at: <https://kanbanzone.com/resources/lean/toyota-production-system/> [Accessed 2 June 2020].
Tools hero. 2020. What Is Jidoka? A Great Lean Manufacturing Principle | Tools hero. [Online] Available at:
<https://www.toolshero.com/quality-management/jidoka/> [Accessed 2 June 2020].
Toyota-forklifts.eu. 2020. Toyota Production System. [Online] Available at: <https://toyota-forklifts.eu/our-
offer/services-solutions/toyota-lean-academy/toyota-production-system/> [Accessed 2 June 2020].
Unleashed Software. 2020. The Benefits Of The Just-In-Time Approach - Unleashed Software. [Online]
Available at: <https://www.unleashedsoftware.com/blog/benefits-jit-system-approach> [Accessed 3 June 2020].
Us, C., Policy, P. and match, F., 2020. Toyota Production System - Maximizing Production Efficiency. [Online]
Toyota Motor Europe. Available at: <https://www.toyota-europe.com/world-of-toyota/this-is-toyota/toyota-
production-system> [Accessed 2 June 2020].
References
Brighthubpm.com.2020. An Explanation of the Kaizen Principle. [Online] Available at :<
https://www.brighthubpm.com/project-planning/100172-explaining-the-kaizen-principle/> [Accessed 2 June
2020].
CEOpedia | Management online. 2020. Jidoka. [Online] Available at: <https://ceopedia.org/index.php/Jidoka>
[Accessed 3 June].
Creative Safety Supply. 2020. 5S Training and Research Page | Learn About 5S. [Online] Available at:
<https://www.creativesafetysupply.com/content/education-research/5S/index.html> [Accessed 2 June 2020].
Graphicproducts.com. 2020. Toyota Production System | Graphic Products. [Online] Available at:
<https://www.graphicproducts.com/articles/toyota-production-system/> [Accessed 3 June 2020].
Insights.btoes.com. 2020. An Introduction to the Toyota Production System and Principles. [Online] Available
at:<https://insights.btoes.com/lean-resources/toyota-production-system-principles-introduction-to-tps>
[Accessed 2 June 2020].
Listaintl.com. 2020. 5 Benefits of 5S Implementation in the Workplace. [Online] Available at:
<https://www.listaintl.com/articles/5-benefits-of-5s-implementation-in-the-workplace#.XtcuZm5uLIU>
[Accessed 3 June 2020].
OTTO Motors. 2020. LEAN Manufacturing: Tackling the 7 Muda in Materials Handling. [Online] Available at:
<https://ottomotors.com/blog/tackling-7-muda-lean-materials-handling> [Accessed 2 June 2020].
Ponomareff, D., 2020. The Toyota Production System (TPS) | Kanban Zone. [Online] Kanban Zone. Available
at: <https://kanbanzone.com/resources/lean/toyota-production-system/> [Accessed 2 June 2020].
Tools hero. 2020. What Is Jidoka? A Great Lean Manufacturing Principle | Tools hero. [Online] Available at:
<https://www.toolshero.com/quality-management/jidoka/> [Accessed 2 June 2020].
Toyota-forklifts.eu. 2020. Toyota Production System. [Online] Available at: <https://toyota-forklifts.eu/our-
offer/services-solutions/toyota-lean-academy/toyota-production-system/> [Accessed 2 June 2020].
Unleashed Software. 2020. The Benefits Of The Just-In-Time Approach - Unleashed Software. [Online]
Available at: <https://www.unleashedsoftware.com/blog/benefits-jit-system-approach> [Accessed 3 June 2020].
Us, C., Policy, P. and match, F., 2020. Toyota Production System - Maximizing Production Efficiency. [Online]
Toyota Motor Europe. Available at: <https://www.toyota-europe.com/world-of-toyota/this-is-toyota/toyota-
production-system> [Accessed 2 June 2020].
1 out of 17
Related Documents

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.