Report: Results and Analysis of Questionnaire on Process Management
VerifiedAdded on 2023/06/05
|28
|8626
|383
Report
AI Summary
This report presents the results and analysis of a questionnaire conducted to assess the impact of process management on product quality within the semiconductor manufacturing industry. The study involved 100 participants, utilizing a Likert scale to gather data on various factors, including equipment stability, human error, and substandard materials. Statistical analyses, including Cronbach's Alpha and Chi-squared tests, were performed to evaluate the reliability and significance of the findings. The results indicate a strong correlation between effective process management and product quality, emphasizing the importance of employee training, equipment maintenance, and the use of high-quality materials. The report also discusses the descriptive statistics of the questionnaire outcomes, providing insights into the respondents' perceptions of quality management practices within their organization. The study concludes that effective process management is crucial for ensuring product quality and highlights areas for improvement, such as preventive maintenance and stringent material inspection procedures.
Chapter 4: Results and analysis
4.1 Introduction
All results from the questionnaire that were carried out by respondents was presented in an excel file in form of a
table. In order to have sufficient evidence, the original copies were filled. This was done in case further research
was necessary. The Questionnaire was attached in the appendix for reference purposes.
4.2 Results Summary
Thirteen statements were prepared for the questionnaire (Appendix A). The statements are directly related to
process management as well as the contributing attributes that could have an impact on product quality. In
making the statements, critical consideration was made especially in accordance to conceptual framework (Figure
3.1) to prove that effective quality management is important in the Semiconductor Manufacturing Industry as well
as show that the factors could cause variations in the process. The Likert scale format was utilized to design each
statement while providing options that range from "strongly disagree" to "strongly agree" as well as from scale1 to
5. For the purposes of displaying statistical results as well as conducting the analysis, the response provided by
the respondents was tabulated and charts created. This was done to better comprehend and understand before
handling the discussion in chapter five.
4.2.1 Demographics information
The study was positively conducted and the participants gave their responses within 2 weeks. Questionnaires
were given out in forms of hard copies to 100 individuals from the bottom management up to the senior
management of the organization of interest. The ages of the employees lie between 20 and 59 years. Since 100
participants gave their responses, this translates to a responsive rate of 100%. As shown in the chart below
(Figure 4.1), males are the majority with 56% responsive rate compare to the females who had a responsive rate
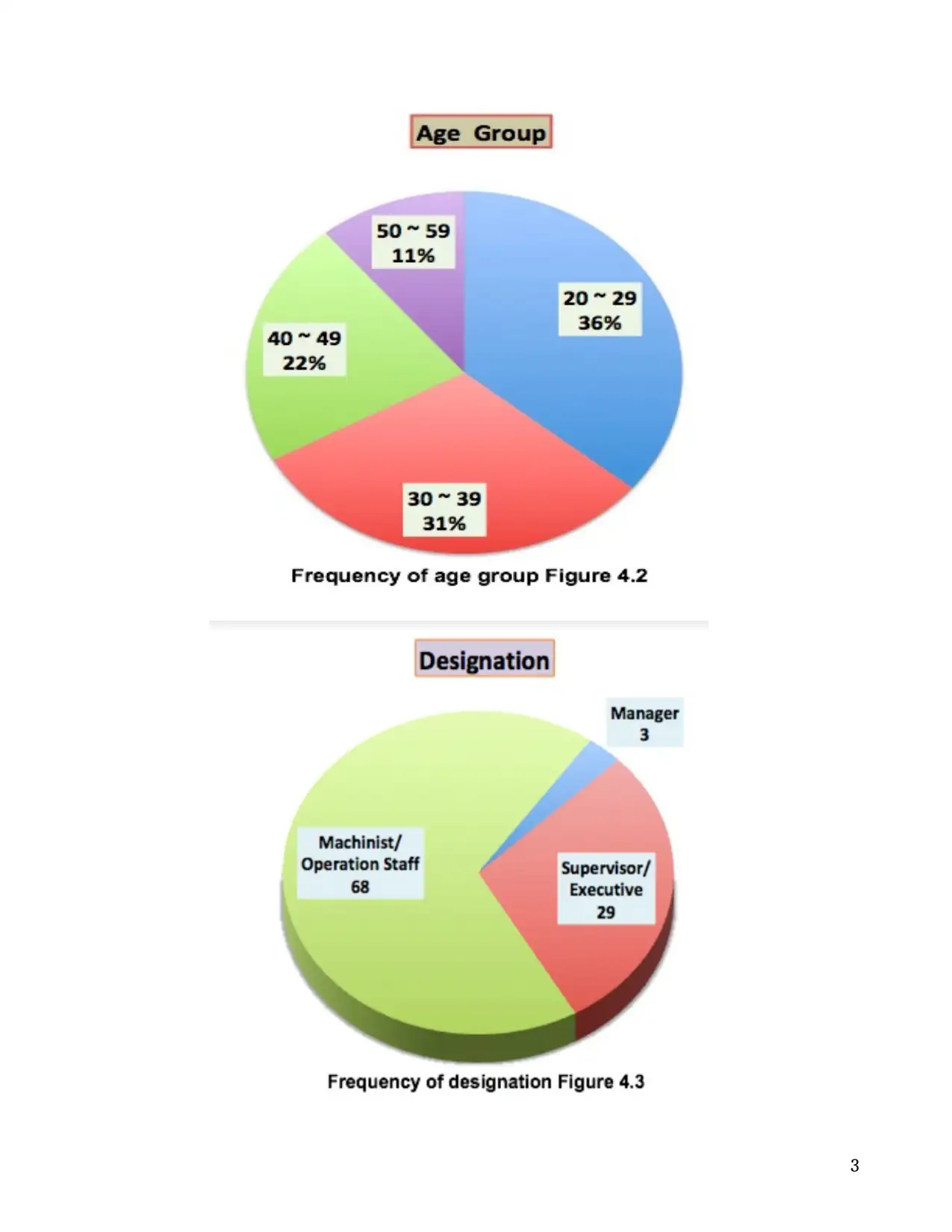
of 44%. This indicates that the company of interests is particular male dominated. As shown in figure 4.2 many of
the respondents are between the ages of 20 and 29 and followed by those of the ages of 30 to 39 which shows
the young workforce of the company has a higher percentage compared to the older work force. Many of these
young individuals are college graduates who do not have sufficient experience in matter to do with quality
management. Most of the respondents were obtained from the ground level workers like operators, machinist, as
well as technicians who are always working in the manufacturing line (Figure 4.3). The respondents in the middle
management like production supervisors, quality and manufacturing engineers, as well as office executives
comprise of approximately 29% of the participants. The other respondents came from the management. The
1
4.1 Introduction
All results from the questionnaire that were carried out by respondents was presented in an excel file in form of a
table. In order to have sufficient evidence, the original copies were filled. This was done in case further research
was necessary. The Questionnaire was attached in the appendix for reference purposes.
4.2 Results Summary
Thirteen statements were prepared for the questionnaire (Appendix A). The statements are directly related to
process management as well as the contributing attributes that could have an impact on product quality. In
making the statements, critical consideration was made especially in accordance to conceptual framework (Figure
3.1) to prove that effective quality management is important in the Semiconductor Manufacturing Industry as well
as show that the factors could cause variations in the process. The Likert scale format was utilized to design each
statement while providing options that range from "strongly disagree" to "strongly agree" as well as from scale1 to
5. For the purposes of displaying statistical results as well as conducting the analysis, the response provided by
the respondents was tabulated and charts created. This was done to better comprehend and understand before
handling the discussion in chapter five.
4.2.1 Demographics information
The study was positively conducted and the participants gave their responses within 2 weeks. Questionnaires
were given out in forms of hard copies to 100 individuals from the bottom management up to the senior
management of the organization of interest. The ages of the employees lie between 20 and 59 years. Since 100
participants gave their responses, this translates to a responsive rate of 100%. As shown in the chart below
(Figure 4.1), males are the majority with 56% responsive rate compare to the females who had a responsive rate
of 44%. This indicates that the company of interests is particular male dominated. As shown in figure 4.2 many of
the respondents are between the ages of 20 and 29 and followed by those of the ages of 30 to 39 which shows
the young workforce of the company has a higher percentage compared to the older work force. Many of these
young individuals are college graduates who do not have sufficient experience in matter to do with quality
management. Most of the respondents were obtained from the ground level workers like operators, machinist, as
well as technicians who are always working in the manufacturing line (Figure 4.3). The respondents in the middle
management like production supervisors, quality and manufacturing engineers, as well as office executives
comprise of approximately 29% of the participants. The other respondents came from the management. The
1
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

insights created by this last group was essential in the research for collecting and analysing different viewpoints
from different hierarchical levels.
2
from different hierarchical levels.
2
3
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide

4.2.2 Cronbach’s Alpha reliability test
Establishing the performance of Cronbach's Alpha Reliability Test is essential in determining whether a number of
particular items in a questionnaire tend to measure up with similar features or rather, similar constructs. With this
information, an analysis can be conducted to establish whether a correlation is possible. Cronbach’s Alpha is
applied in the study for the purpose of analysing the results to make sure that they are reliable and consistent. It
can be noted that having a high rate of Cronbach’s Alpha means that there is a descent reliability in the variables
to be measured (Gliem & Gliem, 2003). For the purposes of this study, one hundred participants are used to
ensure that the reliability coefficient for the variable goes beyond the 0.700 mark.
The variable are subdivided into four sections which include equipment stability, process management that is
efficient, standard materials as well as human error (Table 4.4). Cronbach’s alpha outcomes for every individual
group was tabulated as shown. The table shows that for and effective process management, Cronbach’s alpha
has to have a stable score of about 0.700. This is the acceptable number since human error as well as materials
with substandard score is not as recommended (<=0.700). According to Pallant Julie’s book on SPSS Survival,
she suggests that for scales that have a small quantity of items, it is hard to establish a reasonable Cronbach’s
alpha value. Alternatively, the mean inter-item correlation values could be reported. (Pallant, 2007). The Inter-item
correlation value representing human error can be identified to be 0.454 as the value ranges from 0.223 to 0.729,
on the other hand the inter-item correlation values for the substandard material can be established to be 0.446 as
the value ranges from 0.400 to about 0.495, which suggests a strong and ideal relationship between the items.
Group Items Cronbach's alpha
Dependent Variable Process Management (Effective) .726
Independent Variable 1 Equipment stability .748
Independent Variable 2 Human error .685
Independent Variable 3 Substandard materials .700
Table 4.4: Cronbach's alpha - Reliability test
4
Establishing the performance of Cronbach's Alpha Reliability Test is essential in determining whether a number of
particular items in a questionnaire tend to measure up with similar features or rather, similar constructs. With this
information, an analysis can be conducted to establish whether a correlation is possible. Cronbach’s Alpha is
applied in the study for the purpose of analysing the results to make sure that they are reliable and consistent. It
can be noted that having a high rate of Cronbach’s Alpha means that there is a descent reliability in the variables
to be measured (Gliem & Gliem, 2003). For the purposes of this study, one hundred participants are used to
ensure that the reliability coefficient for the variable goes beyond the 0.700 mark.
The variable are subdivided into four sections which include equipment stability, process management that is
efficient, standard materials as well as human error (Table 4.4). Cronbach’s alpha outcomes for every individual
group was tabulated as shown. The table shows that for and effective process management, Cronbach’s alpha
has to have a stable score of about 0.700. This is the acceptable number since human error as well as materials
with substandard score is not as recommended (<=0.700). According to Pallant Julie’s book on SPSS Survival,
she suggests that for scales that have a small quantity of items, it is hard to establish a reasonable Cronbach’s
alpha value. Alternatively, the mean inter-item correlation values could be reported. (Pallant, 2007). The Inter-item
correlation value representing human error can be identified to be 0.454 as the value ranges from 0.223 to 0.729,
on the other hand the inter-item correlation values for the substandard material can be established to be 0.446 as
the value ranges from 0.400 to about 0.495, which suggests a strong and ideal relationship between the items.
Group Items Cronbach's alpha
Dependent Variable Process Management (Effective) .726
Independent Variable 1 Equipment stability .748
Independent Variable 2 Human error .685
Independent Variable 3 Substandard materials .700
Table 4.4: Cronbach's alpha - Reliability test
4
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
4.2.3 Descriptive statistics of questionnaire outcome
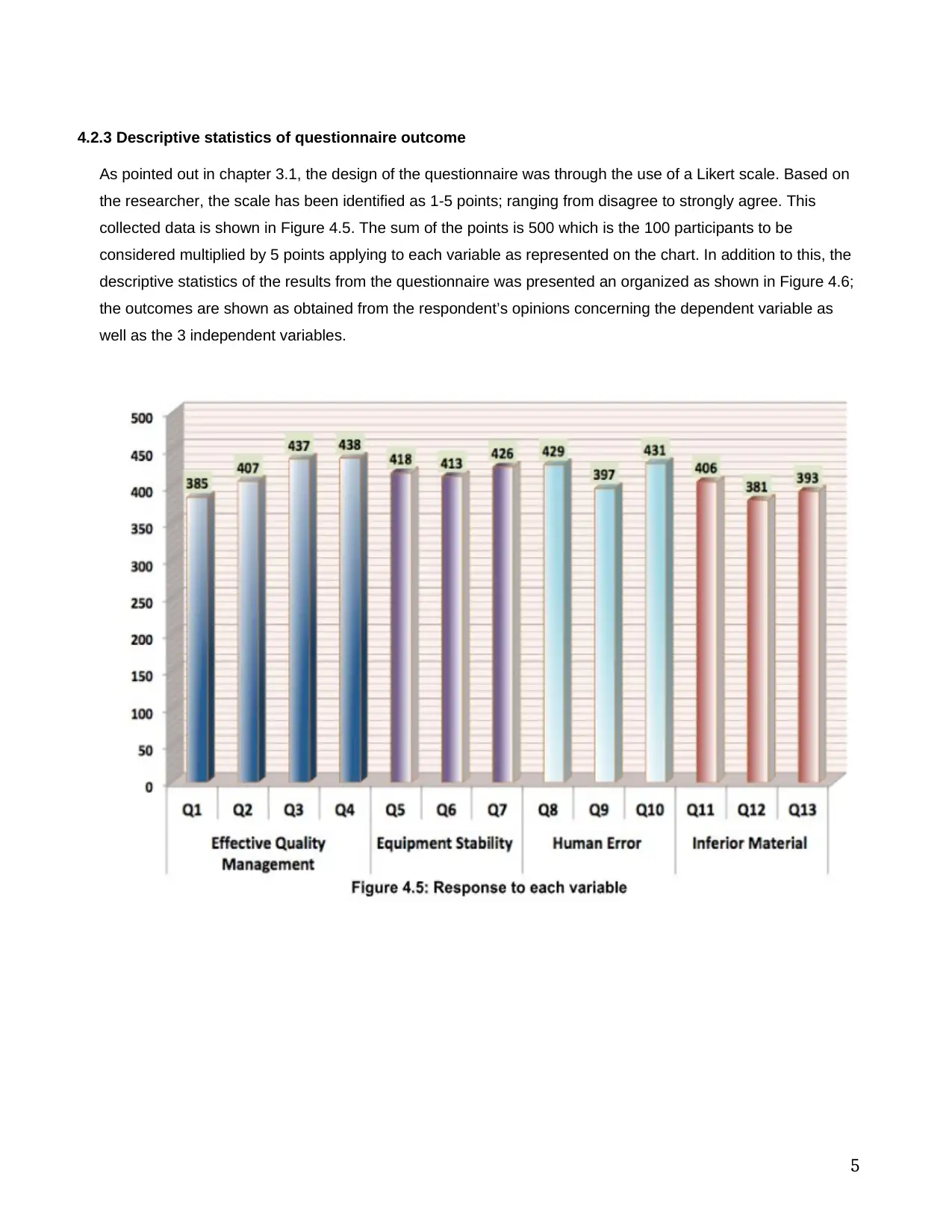
As pointed out in chapter 3.1, the design of the questionnaire was through the use of a Likert scale. Based on
the researcher, the scale has been identified as 1-5 points; ranging from disagree to strongly agree. This
collected data is shown in Figure 4.5. The sum of the points is 500 which is the 100 participants to be
considered multiplied by 5 points applying to each variable as represented on the chart. In addition to this, the
descriptive statistics of the results from the questionnaire was presented an organized as shown in Figure 4.6;
the outcomes are shown as obtained from the respondent’s opinions concerning the dependent variable as
well as the 3 independent variables.
5
As pointed out in chapter 3.1, the design of the questionnaire was through the use of a Likert scale. Based on
the researcher, the scale has been identified as 1-5 points; ranging from disagree to strongly agree. This
collected data is shown in Figure 4.5. The sum of the points is 500 which is the 100 participants to be
considered multiplied by 5 points applying to each variable as represented on the chart. In addition to this, the
descriptive statistics of the results from the questionnaire was presented an organized as shown in Figure 4.6;
the outcomes are shown as obtained from the respondent’s opinions concerning the dependent variable as
well as the 3 independent variables.
5
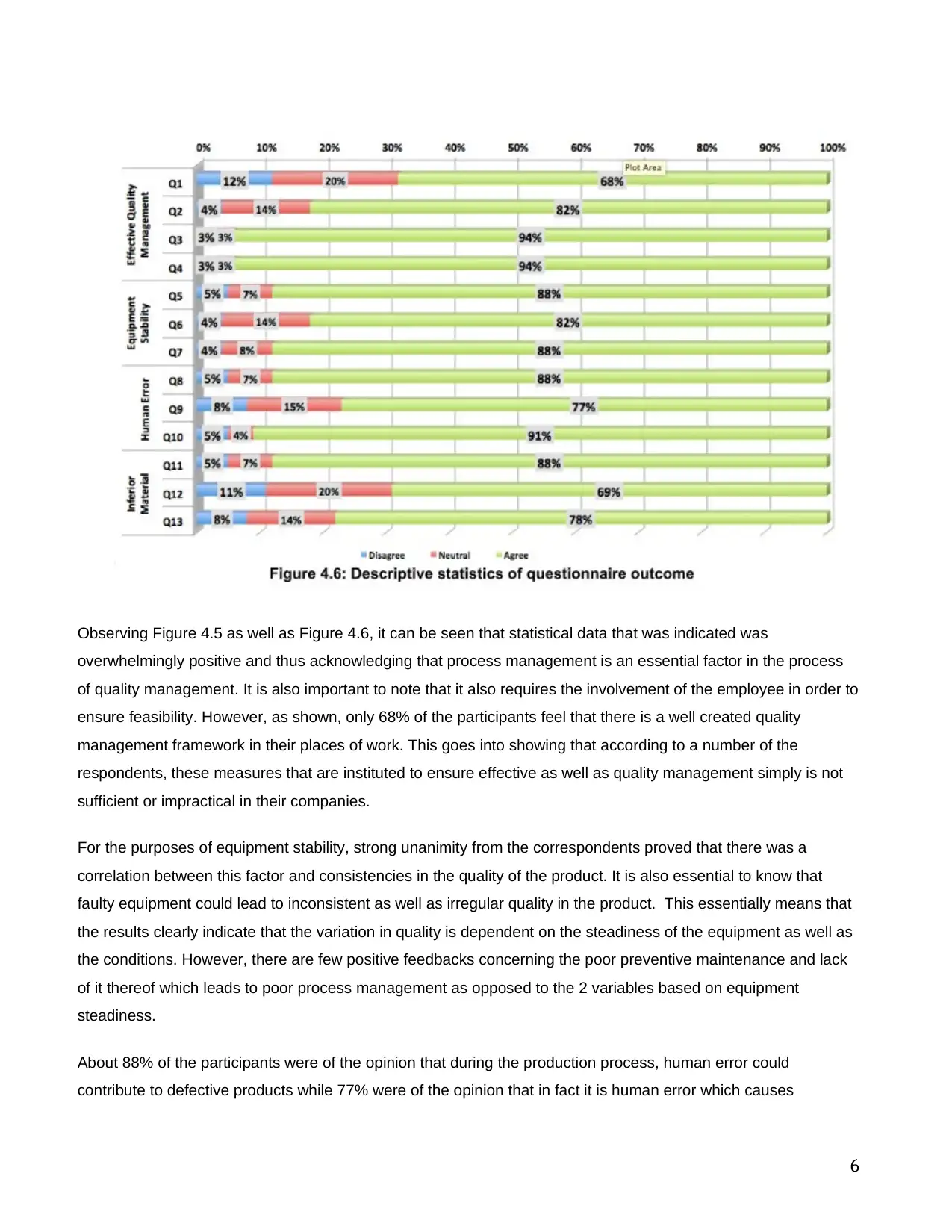
Observing Figure 4.5 as well as Figure 4.6, it can be seen that statistical data that was indicated was
overwhelmingly positive and thus acknowledging that process management is an essential factor in the process
of quality management. It is also important to note that it also requires the involvement of the employee in order to
ensure feasibility. However, as shown, only 68% of the participants feel that there is a well created quality
management framework in their places of work. This goes into showing that according to a number of the
respondents, these measures that are instituted to ensure effective as well as quality management simply is not
sufficient or impractical in their companies.
For the purposes of equipment stability, strong unanimity from the correspondents proved that there was a
correlation between this factor and consistencies in the quality of the product. It is also essential to know that
faulty equipment could lead to inconsistent as well as irregular quality in the product. This essentially means that
the results clearly indicate that the variation in quality is dependent on the steadiness of the equipment as well as
the conditions. However, there are few positive feedbacks concerning the poor preventive maintenance and lack
of it thereof which leads to poor process management as opposed to the 2 variables based on equipment
steadiness.
About 88% of the participants were of the opinion that during the production process, human error could
contribute to defective products while 77% were of the opinion that in fact it is human error which causes
6
overwhelmingly positive and thus acknowledging that process management is an essential factor in the process
of quality management. It is also important to note that it also requires the involvement of the employee in order to
ensure feasibility. However, as shown, only 68% of the participants feel that there is a well created quality
management framework in their places of work. This goes into showing that according to a number of the
respondents, these measures that are instituted to ensure effective as well as quality management simply is not
sufficient or impractical in their companies.
For the purposes of equipment stability, strong unanimity from the correspondents proved that there was a
correlation between this factor and consistencies in the quality of the product. It is also essential to know that
faulty equipment could lead to inconsistent as well as irregular quality in the product. This essentially means that
the results clearly indicate that the variation in quality is dependent on the steadiness of the equipment as well as
the conditions. However, there are few positive feedbacks concerning the poor preventive maintenance and lack
of it thereof which leads to poor process management as opposed to the 2 variables based on equipment
steadiness.
About 88% of the participants were of the opinion that during the production process, human error could
contribute to defective products while 77% were of the opinion that in fact it is human error which causes
6
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
problems in quality of products. An agreement was thus made by 91% of the participants who argued that training
the employees is a great way of avoiding human error. For this reason, conclusion can be made suggesting that
of the 3 factors of human error, the outcome show the importance of training employees in the appropriate way to
prevent any mistakes that could create quality concerns.
Based on the substandard materials which affect the quality of a product, only about 69% of the participants
agree that inferior materials are responsible for the breakdown of equipment while 88% of the respondents were
of the opinion that defective materials have the potential of causing irregular quality as well as defective outputs.
Making a comparison with the other 2 independent variables, the perception given to substandard materials might
create poor quality in products which is lower since each and every one of the 4 factors made a score of lesser
than 400 points (Figure 4.5).
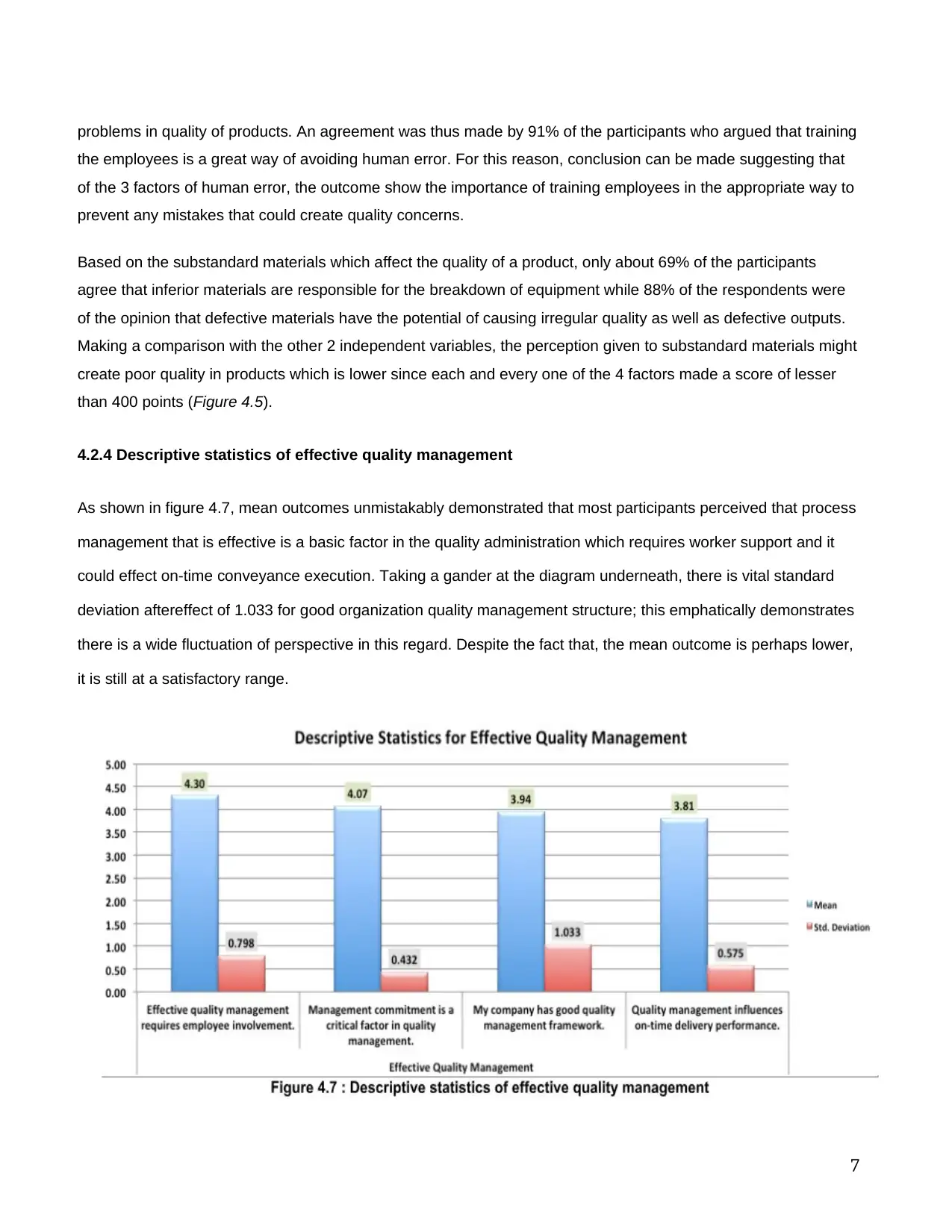
4.2.4 Descriptive statistics of effective quality management
As shown in figure 4.7, mean outcomes unmistakably demonstrated that most participants perceived that process
management that is effective is a basic factor in the quality administration which requires worker support and it
could effect on-time conveyance execution. Taking a gander at the diagram underneath, there is vital standard
deviation aftereffect of 1.033 for good organization quality management structure; this emphatically demonstrates
there is a wide fluctuation of perspective in this regard. Despite the fact that, the mean outcome is perhaps lower,
it is still at a satisfactory range.
7
the employees is a great way of avoiding human error. For this reason, conclusion can be made suggesting that
of the 3 factors of human error, the outcome show the importance of training employees in the appropriate way to
prevent any mistakes that could create quality concerns.
Based on the substandard materials which affect the quality of a product, only about 69% of the participants
agree that inferior materials are responsible for the breakdown of equipment while 88% of the respondents were
of the opinion that defective materials have the potential of causing irregular quality as well as defective outputs.
Making a comparison with the other 2 independent variables, the perception given to substandard materials might
create poor quality in products which is lower since each and every one of the 4 factors made a score of lesser
than 400 points (Figure 4.5).
4.2.4 Descriptive statistics of effective quality management
As shown in figure 4.7, mean outcomes unmistakably demonstrated that most participants perceived that process
management that is effective is a basic factor in the quality administration which requires worker support and it
could effect on-time conveyance execution. Taking a gander at the diagram underneath, there is vital standard
deviation aftereffect of 1.033 for good organization quality management structure; this emphatically demonstrates
there is a wide fluctuation of perspective in this regard. Despite the fact that, the mean outcome is perhaps lower,
it is still at a satisfactory range.
7
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
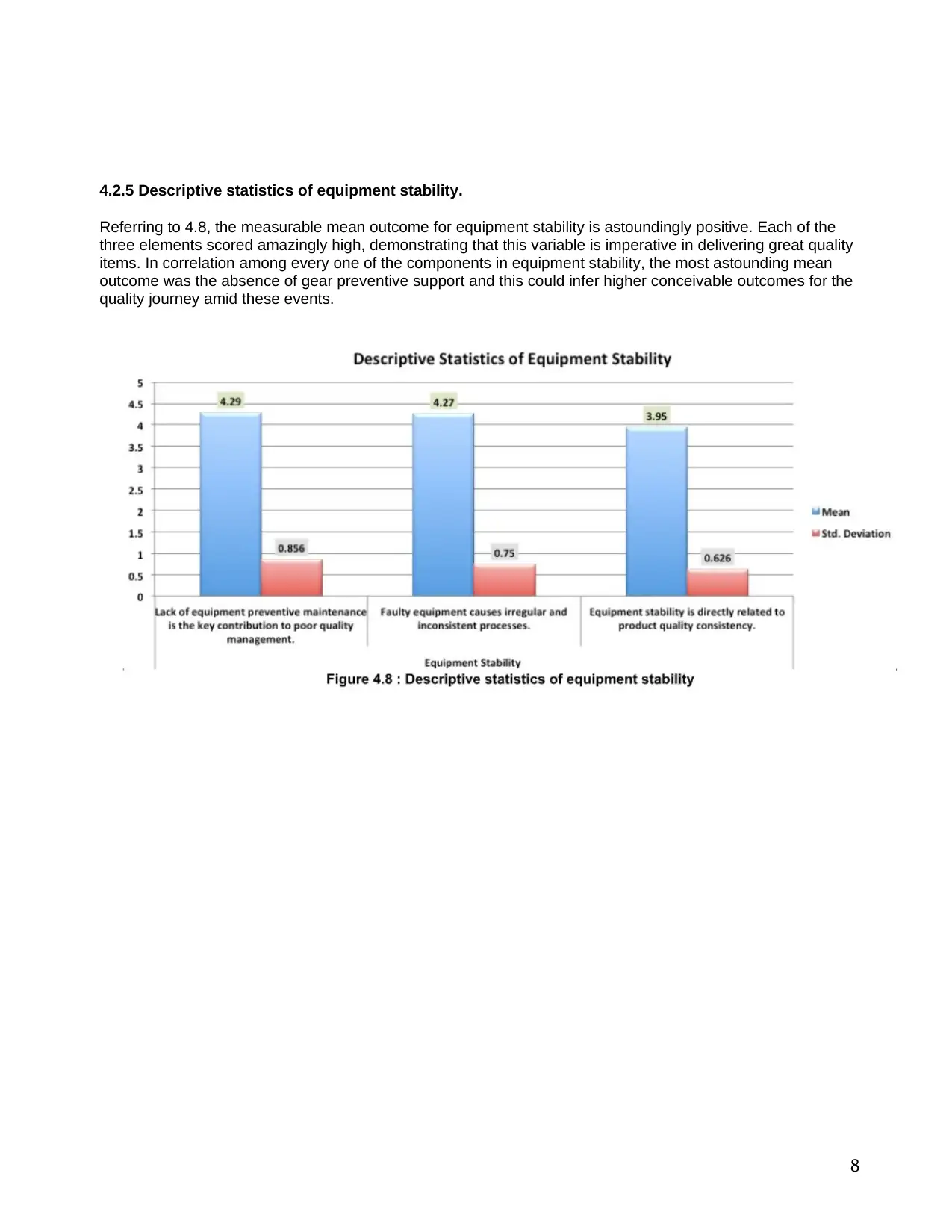
4.2.5 Descriptive statistics of equipment stability.
Referring to 4.8, the measurable mean outcome for equipment stability is astoundingly positive. Each of the
three elements scored amazingly high, demonstrating that this variable is imperative in delivering great quality
items. In correlation among every one of the components in equipment stability, the most astounding mean
outcome was the absence of gear preventive support and this could infer higher conceivable outcomes for the
quality journey amid these events.
8
Referring to 4.8, the measurable mean outcome for equipment stability is astoundingly positive. Each of the
three elements scored amazingly high, demonstrating that this variable is imperative in delivering great quality
items. In correlation among every one of the components in equipment stability, the most astounding mean
outcome was the absence of gear preventive support and this could infer higher conceivable outcomes for the
quality journey amid these events.
8
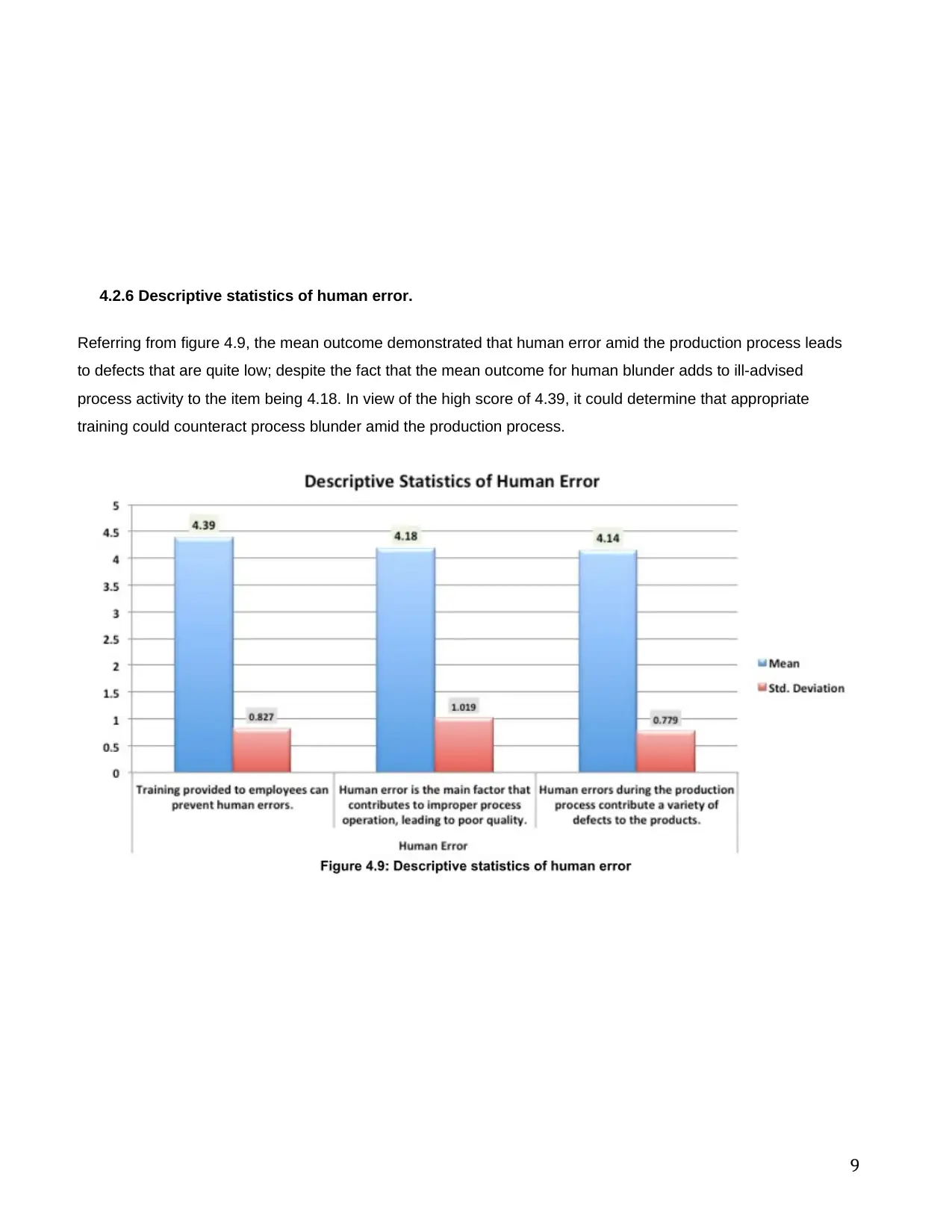
4.2.6 Descriptive statistics of human error.
Referring from figure 4.9, the mean outcome demonstrated that human error amid the production process leads
to defects that are quite low; despite the fact that the mean outcome for human blunder adds to ill-advised
process activity to the item being 4.18. In view of the high score of 4.39, it could determine that appropriate
training could counteract process blunder amid the production process.
9
Referring from figure 4.9, the mean outcome demonstrated that human error amid the production process leads
to defects that are quite low; despite the fact that the mean outcome for human blunder adds to ill-advised
process activity to the item being 4.18. In view of the high score of 4.39, it could determine that appropriate
training could counteract process blunder amid the production process.
9
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
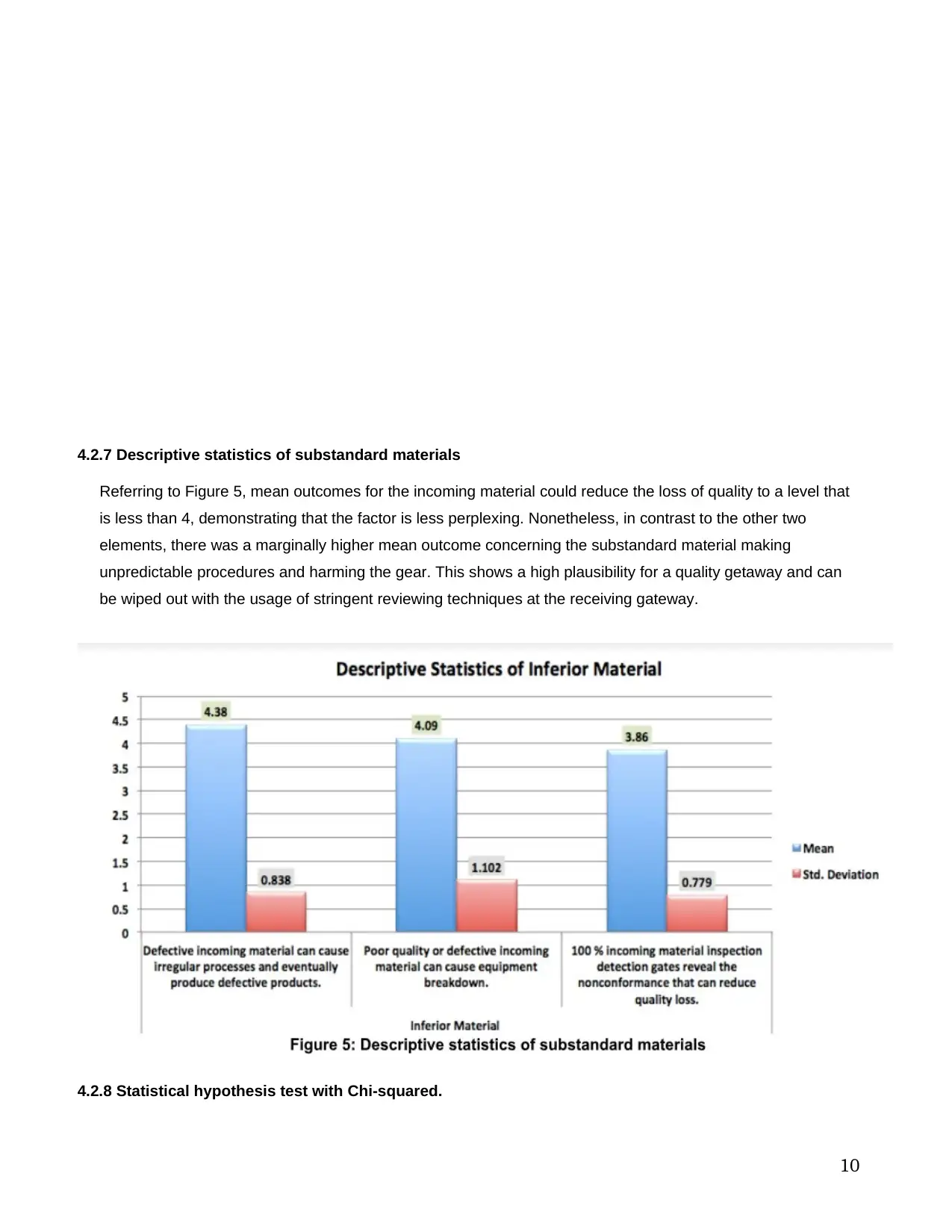
4.2.7 Descriptive statistics of substandard materials
Referring to Figure 5, mean outcomes for the incoming material could reduce the loss of quality to a level that
is less than 4, demonstrating that the factor is less perplexing. Nonetheless, in contrast to the other two
elements, there was a marginally higher mean outcome concerning the substandard material making
unpredictable procedures and harming the gear. This shows a high plausibility for a quality getaway and can
be wiped out with the usage of stringent reviewing techniques at the receiving gateway.
4.2.8 Statistical hypothesis test with Chi-squared.
10
Referring to Figure 5, mean outcomes for the incoming material could reduce the loss of quality to a level that
is less than 4, demonstrating that the factor is less perplexing. Nonetheless, in contrast to the other two
elements, there was a marginally higher mean outcome concerning the substandard material making
unpredictable procedures and harming the gear. This shows a high plausibility for a quality getaway and can
be wiped out with the usage of stringent reviewing techniques at the receiving gateway.
4.2.8 Statistical hypothesis test with Chi-squared.
10
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
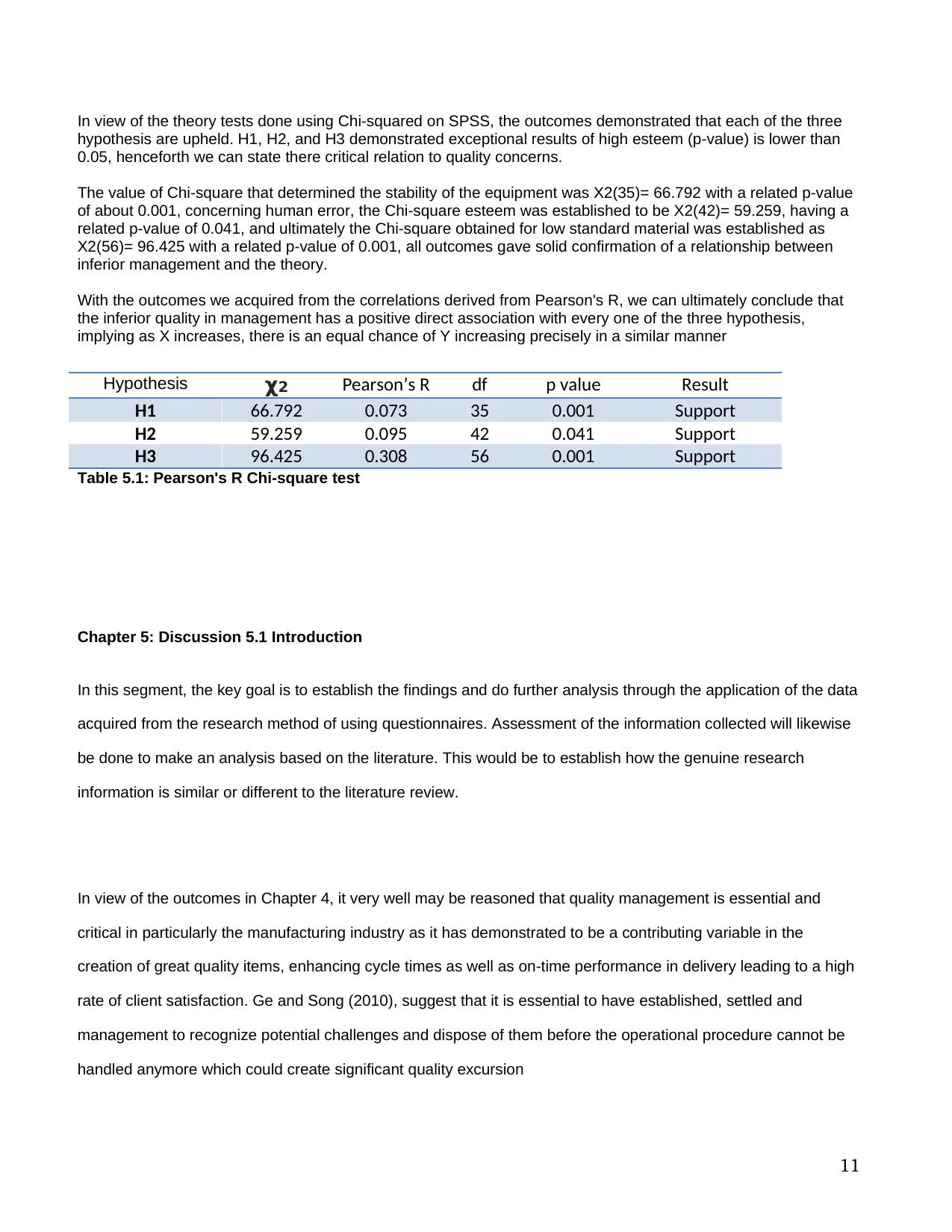
In view of the theory tests done using Chi-squared on SPSS, the outcomes demonstrated that each of the three
hypothesis are upheld. H1, H2, and H3 demonstrated exceptional results of high esteem (p-value) is lower than
0.05, henceforth we can state there critical relation to quality concerns.
The value of Chi-square that determined the stability of the equipment was X2(35)= 66.792 with a related p-value
of about 0.001, concerning human error, the Chi-square esteem was established to be X2(42)= 59.259, having a
related p-value of 0.041, and ultimately the Chi-square obtained for low standard material was established as
X2(56)= 96.425 with a related p-value of 0.001, all outcomes gave solid confirmation of a relationship between
inferior management and the theory.
With the outcomes we acquired from the correlations derived from Pearson's R, we can ultimately conclude that
the inferior quality in management has a positive direct association with every one of the three hypothesis,
implying as X increases, there is an equal chance of Y increasing precisely in a similar manner
Hypothesis χ2 Pearson’s R df p value Result
H1 66.792 0.073 35 0.001 Support
H2 59.259 0.095 42 0.041 Support
H3 96.425 0.308 56 0.001 Support
Table 5.1: Pearson's R Chi-square test
Chapter 5: Discussion 5.1 Introduction
In this segment, the key goal is to establish the findings and do further analysis through the application of the data
acquired from the research method of using questionnaires. Assessment of the information collected will likewise
be done to make an analysis based on the literature. This would be to establish how the genuine research
information is similar or different to the literature review.
In view of the outcomes in Chapter 4, it very well may be reasoned that quality management is essential and
critical in particularly the manufacturing industry as it has demonstrated to be a contributing variable in the
creation of great quality items, enhancing cycle times as well as on-time performance in delivery leading to a high
rate of client satisfaction. Ge and Song (2010), suggest that it is essential to have established, settled and
management to recognize potential challenges and dispose of them before the operational procedure cannot be
handled anymore which could create significant quality excursion
11
hypothesis are upheld. H1, H2, and H3 demonstrated exceptional results of high esteem (p-value) is lower than
0.05, henceforth we can state there critical relation to quality concerns.
The value of Chi-square that determined the stability of the equipment was X2(35)= 66.792 with a related p-value
of about 0.001, concerning human error, the Chi-square esteem was established to be X2(42)= 59.259, having a
related p-value of 0.041, and ultimately the Chi-square obtained for low standard material was established as
X2(56)= 96.425 with a related p-value of 0.001, all outcomes gave solid confirmation of a relationship between
inferior management and the theory.
With the outcomes we acquired from the correlations derived from Pearson's R, we can ultimately conclude that
the inferior quality in management has a positive direct association with every one of the three hypothesis,
implying as X increases, there is an equal chance of Y increasing precisely in a similar manner
Hypothesis χ2 Pearson’s R df p value Result
H1 66.792 0.073 35 0.001 Support
H2 59.259 0.095 42 0.041 Support
H3 96.425 0.308 56 0.001 Support
Table 5.1: Pearson's R Chi-square test
Chapter 5: Discussion 5.1 Introduction
In this segment, the key goal is to establish the findings and do further analysis through the application of the data
acquired from the research method of using questionnaires. Assessment of the information collected will likewise
be done to make an analysis based on the literature. This would be to establish how the genuine research
information is similar or different to the literature review.
In view of the outcomes in Chapter 4, it very well may be reasoned that quality management is essential and
critical in particularly the manufacturing industry as it has demonstrated to be a contributing variable in the
creation of great quality items, enhancing cycle times as well as on-time performance in delivery leading to a high
rate of client satisfaction. Ge and Song (2010), suggest that it is essential to have established, settled and
management to recognize potential challenges and dispose of them before the operational procedure cannot be
handled anymore which could create significant quality excursion
11
5.2 Hypothesis 1: Equipment stability can affect product quality
Sloan and Shanthikumar (2002) suggested that equipment stability highly contributes to the last yield of the items.
Along these lines, equipment stability is essential to enhance task execution, the nature, and quality of the yield,
lessen lead-time as well as losses in production (Yao, Fernández-Gaucherand, Fu, and Marcus, 2004). Since
most of the machinery is operating without stopping in order to maximize on the efficiency, it is essential to
guarantee its accessibility as well as particular conditions so that there won't be any deferral in conveying the last
items to clients because of tool interruptions and quality concerns (Cohen, Ho, Ren, and Terwiesch, 2003). In
light of the statistical outcome gathered from the hypothesis test done using Chi-Squared and the questionnaire, it
could be concluded that the stability of an equipment is a direct determinant of whether quality products would be
produced.
Referring to the literature review in (Chapter 2.2.2), the outcomes essentially demonstrated that the connection
between quality concerns and stability of the equipment is legitimate. As indicated by Munga, Dauzère-Pérès,
Vialletelle, and Yugma (2011), well-maintained equipment as well as flexibility could help in maximizing yields and
also reducing losses in production. 2 of the 6 misfortunes featured by Nakajima showed that the instabilities in
equipment could lead to excursion as well as yield loss. Faria, Nunes, and Matos (2010), also suggested that a
sudden downtime created by equipment could result in irregular processes as well as unnecessary stoppages.
With great outcome demonstrating that flawed equipment causes sporadic and conflicting processes, it
uncovered that equipment heartiness is to a great degree imperative in accomplishing better quality of products
and enhancement of the manufacturing operation. Muchiri and Pintelon (2008) claimed that having insufficient
maintenance of the equipment could cause the creation of flawed items. The irregularity of the equipment can
negatively influence item quality (Ahuja and Khamba, 2008).
From the examination of the outcomes and comparing them to the academic theories found in chapter 2.2.2, the
two elements are unequivocally correlated to one another, having a p-value of 0.001. Along these lines, it is
significant for the contextual organization to focus on enhancing stability in their equipment.
5.3 Hypothesis 2: Human error can contribute defects to the outputs
12
Sloan and Shanthikumar (2002) suggested that equipment stability highly contributes to the last yield of the items.
Along these lines, equipment stability is essential to enhance task execution, the nature, and quality of the yield,
lessen lead-time as well as losses in production (Yao, Fernández-Gaucherand, Fu, and Marcus, 2004). Since
most of the machinery is operating without stopping in order to maximize on the efficiency, it is essential to
guarantee its accessibility as well as particular conditions so that there won't be any deferral in conveying the last
items to clients because of tool interruptions and quality concerns (Cohen, Ho, Ren, and Terwiesch, 2003). In
light of the statistical outcome gathered from the hypothesis test done using Chi-Squared and the questionnaire, it
could be concluded that the stability of an equipment is a direct determinant of whether quality products would be
produced.
Referring to the literature review in (Chapter 2.2.2), the outcomes essentially demonstrated that the connection
between quality concerns and stability of the equipment is legitimate. As indicated by Munga, Dauzère-Pérès,
Vialletelle, and Yugma (2011), well-maintained equipment as well as flexibility could help in maximizing yields and
also reducing losses in production. 2 of the 6 misfortunes featured by Nakajima showed that the instabilities in
equipment could lead to excursion as well as yield loss. Faria, Nunes, and Matos (2010), also suggested that a
sudden downtime created by equipment could result in irregular processes as well as unnecessary stoppages.
With great outcome demonstrating that flawed equipment causes sporadic and conflicting processes, it
uncovered that equipment heartiness is to a great degree imperative in accomplishing better quality of products
and enhancement of the manufacturing operation. Muchiri and Pintelon (2008) claimed that having insufficient
maintenance of the equipment could cause the creation of flawed items. The irregularity of the equipment can
negatively influence item quality (Ahuja and Khamba, 2008).
From the examination of the outcomes and comparing them to the academic theories found in chapter 2.2.2, the
two elements are unequivocally correlated to one another, having a p-value of 0.001. Along these lines, it is
significant for the contextual organization to focus on enhancing stability in their equipment.
5.3 Hypothesis 2: Human error can contribute defects to the outputs
12
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 28
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.