Report on Operations Management at Bet-Ker-OY: Analysis and Solutions
VerifiedAdded on 2020/04/07
|19
|4235
|53
Report
AI Summary
This report provides a comprehensive analysis of the operations management challenges faced by Bet-Ker-OY, a private manufacturing company specializing in refractory materials. The study focuses on identifying and addressing inefficiencies within the manufacturing processes, particularly those stemming from fluctuating customer demands and underutilized machine capacity. The report employs tools such as the Fishbone diagram and the Theory of Constraints (TOC) to pinpoint bottlenecks and root causes, including inadequate milling capacity and silo management. It then compares these findings with the company's existing manufacturing processes to propose targeted recommendations for improvement. These recommendations include optimizing the silo system, enhancing milling capacity, and streamlining storage arrangements. The report concludes with actionable strategies to enhance overall operational efficiency, reduce costs, and maximize resource utilization, with the goal of improving profitability and better meeting customer needs. It emphasizes the importance of continuous improvement and the application of management theories to achieve sustainable operational excellence.
Operations Management
[Document subtitle]
[DATE]
HP
[Company address]
[Document subtitle]
[DATE]
HP
[Company address]
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Running Head: Report
Contents
Introduction...........................................................................................................................................2
About the company................................................................................................................................3
Manufacturing process of the company.................................................................................................5
Theories to analyse causes of the problem.............................................................................................6
Fishbone diagram..............................................................................................................................6
Comparison of Fishbone diagram with the manufacturing process................................................7
Theory of Constraints (TOC).............................................................................................................9
Comparison of Theory of constraint with the problem at Bet-Ker-OY........................................10
Application to understand how potential changes would improve the quality of the process..............12
Recommendations for improvement....................................................................................................15
Conclusion...........................................................................................................................................16
References...........................................................................................................................................17
1
Contents
Introduction...........................................................................................................................................2
About the company................................................................................................................................3
Manufacturing process of the company.................................................................................................5
Theories to analyse causes of the problem.............................................................................................6
Fishbone diagram..............................................................................................................................6
Comparison of Fishbone diagram with the manufacturing process................................................7
Theory of Constraints (TOC).............................................................................................................9
Comparison of Theory of constraint with the problem at Bet-Ker-OY........................................10
Application to understand how potential changes would improve the quality of the process..............12
Recommendations for improvement....................................................................................................15
Conclusion...........................................................................................................................................16
References...........................................................................................................................................17
1
Running Head: Report
Introduction
The purpose of this document is to analyse the processes of manufacturing department of
Bet-Ker OY. The study is conducted as the machines are not being utilized to its maximum
capacity. The company used to manufacture the product as per the customer needs and the
customer needs were changing from one demand to the other which was causing problems in
adapting to the frequent changes in the demand and hence leading to operational process
problems.
The analysis will lead to specific problem areas and then apply theories to eliminate the
bottlenecks from the specific areas using applicable tools and recommendations.
The manufacturing function of an organization includes managing product design, processes,
services, supply chain, and quality. Efficient management utilizes all the resources to achieve
customer requirements along with making profit and organization’s growth. Efficient, cost
management is a tedious and challenging task in today’s competitive business environment.
A well designed manufacturing management is able to reduce total cost, reduce working
capital, increase profit and makes maximum utilization of resources. Similarly, an operations
manager is able to make decisions that support mission and overall strategy of the
organization.
Operations management involves planning, organizing, and supervising the productions,
manufacturing or the services of an organization. It focuses on the end result and hence
ensures that the inputs in the organization get efficiently converted into outputs of the
required form. The operations ensure that the output is as per the requirement of the
customer. The inputs could be material, machinery, equipment, technology, etc. Entire
process of input to the output comes under the operations and hence problem or issues can be
in any particular step of this management. The operational problem could even be the
2
Introduction
The purpose of this document is to analyse the processes of manufacturing department of
Bet-Ker OY. The study is conducted as the machines are not being utilized to its maximum
capacity. The company used to manufacture the product as per the customer needs and the
customer needs were changing from one demand to the other which was causing problems in
adapting to the frequent changes in the demand and hence leading to operational process
problems.
The analysis will lead to specific problem areas and then apply theories to eliminate the
bottlenecks from the specific areas using applicable tools and recommendations.
The manufacturing function of an organization includes managing product design, processes,
services, supply chain, and quality. Efficient management utilizes all the resources to achieve
customer requirements along with making profit and organization’s growth. Efficient, cost
management is a tedious and challenging task in today’s competitive business environment.
A well designed manufacturing management is able to reduce total cost, reduce working
capital, increase profit and makes maximum utilization of resources. Similarly, an operations
manager is able to make decisions that support mission and overall strategy of the
organization.
Operations management involves planning, organizing, and supervising the productions,
manufacturing or the services of an organization. It focuses on the end result and hence
ensures that the inputs in the organization get efficiently converted into outputs of the
required form. The operations ensure that the output is as per the requirement of the
customer. The inputs could be material, machinery, equipment, technology, etc. Entire
process of input to the output comes under the operations and hence problem or issues can be
in any particular step of this management. The operational problem could even be the
2
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Running Head: Report
analysis for taking a particular high amount investment for expansion or repairing work.
Fundamentally an operation manager’s fundamental work is to plan, implement and monitor
the processes. He uses the latest technologies to be efficient in the work and gain competitive
advantage in the market. To get an efficient running process, the people involved in the entire
operations process should work under a single objective and should always be motivated
towards continuous improvement (Bet-Ker Oy Team, 2017).
About the company
Bet-Ker-OY is the private manufacturing company of refractory material and has customers
from the steel industry, metal smelting industry, etc. The products of this company are
castables and pre-shapes, bond coating material, spray mixes, and repair and finishing
material. They manufacture the product as per the customer needs and the customer needs
were changing from one demand to the other which was causing problems in adapting to the
frequent changes in the demand and hence leading to operational process problems.
The company’s location is well connected to the road and railways as well as to the harbor.
Its monolithic refractory and the pre-shapes were manufactured on a computer controlled
plant which has an annual output of 40,000 metric tons. The company produces the mixed
material as per the customer requirement and delivers it to the customer in silos or in paper
bags or in big bags (Panjiva, 2017).
The pre-shapes were produced as per customer needs and the company had provision to dry
and fire these shapes as per the customer requirements but the swift arrangement was an
issue. The different works that the company does include grinding, mixing, drying, firing, etc.
The customer also at times quality inspects the product in the plant itself to get proper
attention to the customer specifications and requirements.
3
analysis for taking a particular high amount investment for expansion or repairing work.
Fundamentally an operation manager’s fundamental work is to plan, implement and monitor
the processes. He uses the latest technologies to be efficient in the work and gain competitive
advantage in the market. To get an efficient running process, the people involved in the entire
operations process should work under a single objective and should always be motivated
towards continuous improvement (Bet-Ker Oy Team, 2017).
About the company
Bet-Ker-OY is the private manufacturing company of refractory material and has customers
from the steel industry, metal smelting industry, etc. The products of this company are
castables and pre-shapes, bond coating material, spray mixes, and repair and finishing
material. They manufacture the product as per the customer needs and the customer needs
were changing from one demand to the other which was causing problems in adapting to the
frequent changes in the demand and hence leading to operational process problems.
The company’s location is well connected to the road and railways as well as to the harbor.
Its monolithic refractory and the pre-shapes were manufactured on a computer controlled
plant which has an annual output of 40,000 metric tons. The company produces the mixed
material as per the customer requirement and delivers it to the customer in silos or in paper
bags or in big bags (Panjiva, 2017).
The pre-shapes were produced as per customer needs and the company had provision to dry
and fire these shapes as per the customer requirements but the swift arrangement was an
issue. The different works that the company does include grinding, mixing, drying, firing, etc.
The customer also at times quality inspects the product in the plant itself to get proper
attention to the customer specifications and requirements.
3
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Running Head: Report
The company was going through numerous constraints that was causing loss of profit and
also affecting the efficiency of the processes. The constraints were that of material, process
and equipment’s.
The material constraint is in terms of poor management of inventory, inefficient suppliers,
planning, inappropriate finance, frequent changes in product mixes. The issue in one of these
factors leads to reduction in overall production capacity, increases the cost and also increase
the lead time (Timilsina, 2012).
The equipment constraint is in terms of meeting the changing demands. The machines and
equipment is not flexible enough that could meet the future increased demands. This
constraint also is affected due to machine breakdown, improper maintenance, in case of no
proper planning, worn out machines being used, etc.
The process constraint is due to quality problem, poor layout of the plant, no proper
management of resources, and rigid processes which cannot be tweaked.
4
The company was going through numerous constraints that was causing loss of profit and
also affecting the efficiency of the processes. The constraints were that of material, process
and equipment’s.
The material constraint is in terms of poor management of inventory, inefficient suppliers,
planning, inappropriate finance, frequent changes in product mixes. The issue in one of these
factors leads to reduction in overall production capacity, increases the cost and also increase
the lead time (Timilsina, 2012).
The equipment constraint is in terms of meeting the changing demands. The machines and
equipment is not flexible enough that could meet the future increased demands. This
constraint also is affected due to machine breakdown, improper maintenance, in case of no
proper planning, worn out machines being used, etc.
The process constraint is due to quality problem, poor layout of the plant, no proper
management of resources, and rigid processes which cannot be tweaked.
4
Running Head: Report
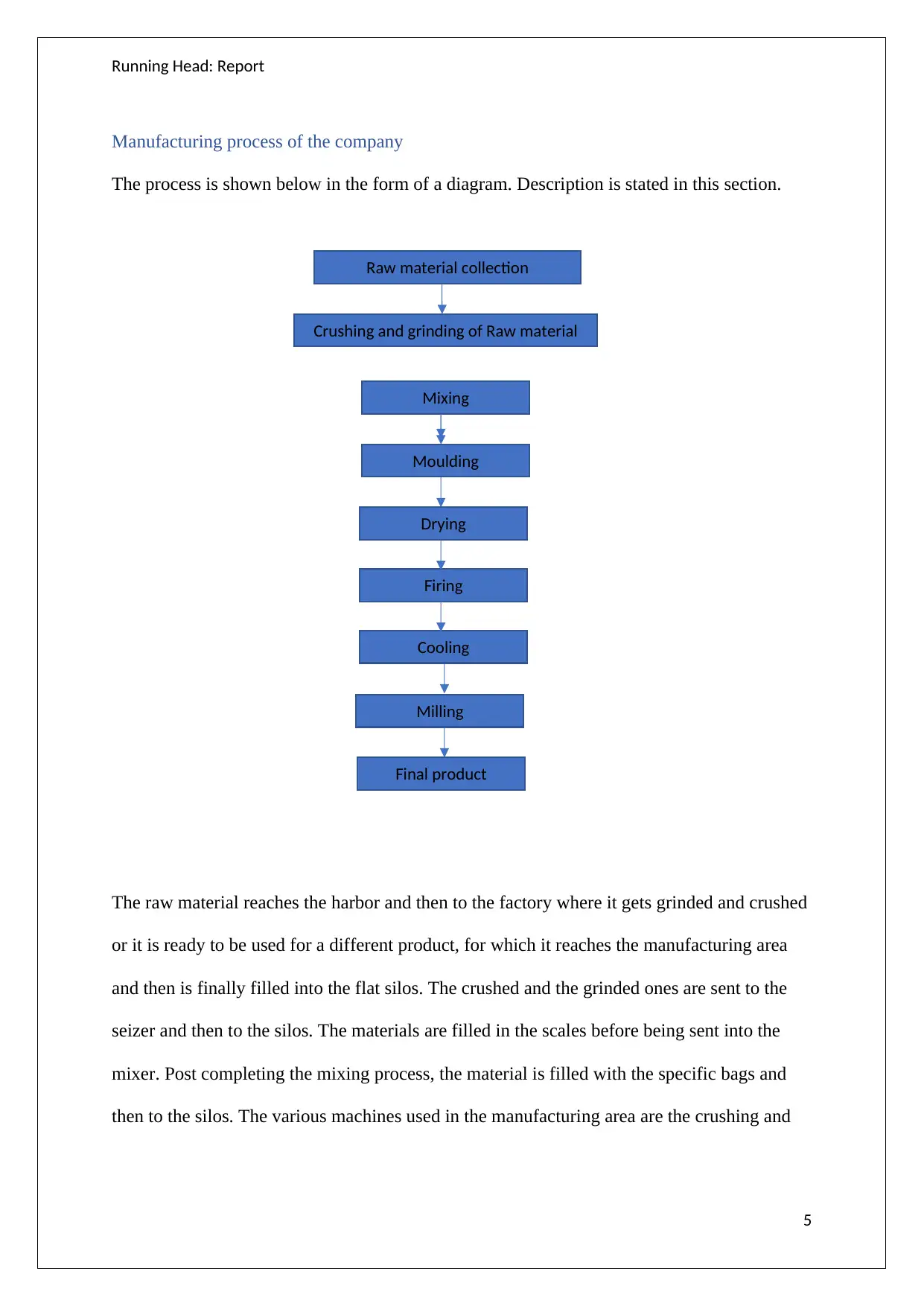
Manufacturing process of the company
The process is shown below in the form of a diagram. Description is stated in this section.
The raw material reaches the harbor and then to the factory where it gets grinded and crushed
or it is ready to be used for a different product, for which it reaches the manufacturing area
and then is finally filled into the flat silos. The crushed and the grinded ones are sent to the
seizer and then to the silos. The materials are filled in the scales before being sent into the
mixer. Post completing the mixing process, the material is filled with the specific bags and
then to the silos. The various machines used in the manufacturing area are the crushing and
5
Final product
Milling
Cooling
Firing
Drying
Moulding
Mixing
Crushing and grinding of Raw material
Raw material collection
Manufacturing process of the company
The process is shown below in the form of a diagram. Description is stated in this section.
The raw material reaches the harbor and then to the factory where it gets grinded and crushed
or it is ready to be used for a different product, for which it reaches the manufacturing area
and then is finally filled into the flat silos. The crushed and the grinded ones are sent to the
seizer and then to the silos. The materials are filled in the scales before being sent into the
mixer. Post completing the mixing process, the material is filled with the specific bags and
then to the silos. The various machines used in the manufacturing area are the crushing and
5
Final product
Milling
Cooling
Firing
Drying
Moulding
Mixing
Crushing and grinding of Raw material
Raw material collection
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Running Head: Report
grinding machine, mixers or various kinds, sieving machine, various conveyors, and the
elevators.
All the machines in manufacturing unit are set as per their capacity and time, employees
cannot make any changes to these. When the machines work to full capacity, it can produce
110mt in a day. Only a small amount of products gets produced in this factory as ready goods
through advanced forecasting.
Theories to analyse causes of the problem
Fishbone diagram
The Fishbone diagram is a method to identify the cause of a problem in a team, also called
the cause and effect diagram. It helps to display multiple potential causes of a problem or
effect. It helps in situations when little quantitative data is available for analysis. As per this
approach there has to be a cause to see the effect, hence, to find that, various data is collected
which related to the problem. Then data analysis is done to find the root cause for the
problem.
This method was originally a quality control tool, but it can be used in other ways as well
like, to identify the root cause of a problem, to identify the bottlenecks in the process, or to
identify where and why the failure is occurring in a particular process (Manufacturer, 2009).
The tool fist identifies the problem and then identify the linking factors that could be a part of
the problem. These factors could be people, machinery, environment, etc. Then under each
factor brainstorm to identify the possible causes of the problem that could be a relating factor.
These could be the sub-causes. Depending on the problem complexity, all the possible factors
come in a single diagram for analysis and further brainstorming. This process can further lead
6
grinding machine, mixers or various kinds, sieving machine, various conveyors, and the
elevators.
All the machines in manufacturing unit are set as per their capacity and time, employees
cannot make any changes to these. When the machines work to full capacity, it can produce
110mt in a day. Only a small amount of products gets produced in this factory as ready goods
through advanced forecasting.
Theories to analyse causes of the problem
Fishbone diagram
The Fishbone diagram is a method to identify the cause of a problem in a team, also called
the cause and effect diagram. It helps to display multiple potential causes of a problem or
effect. It helps in situations when little quantitative data is available for analysis. As per this
approach there has to be a cause to see the effect, hence, to find that, various data is collected
which related to the problem. Then data analysis is done to find the root cause for the
problem.
This method was originally a quality control tool, but it can be used in other ways as well
like, to identify the root cause of a problem, to identify the bottlenecks in the process, or to
identify where and why the failure is occurring in a particular process (Manufacturer, 2009).
The tool fist identifies the problem and then identify the linking factors that could be a part of
the problem. These factors could be people, machinery, environment, etc. Then under each
factor brainstorm to identify the possible causes of the problem that could be a relating factor.
These could be the sub-causes. Depending on the problem complexity, all the possible factors
come in a single diagram for analysis and further brainstorming. This process can further lead
6
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Running Head: Report
to more investigations if required, this would help to understand which one of the potential
causes is the actual one that is leading to the problem.
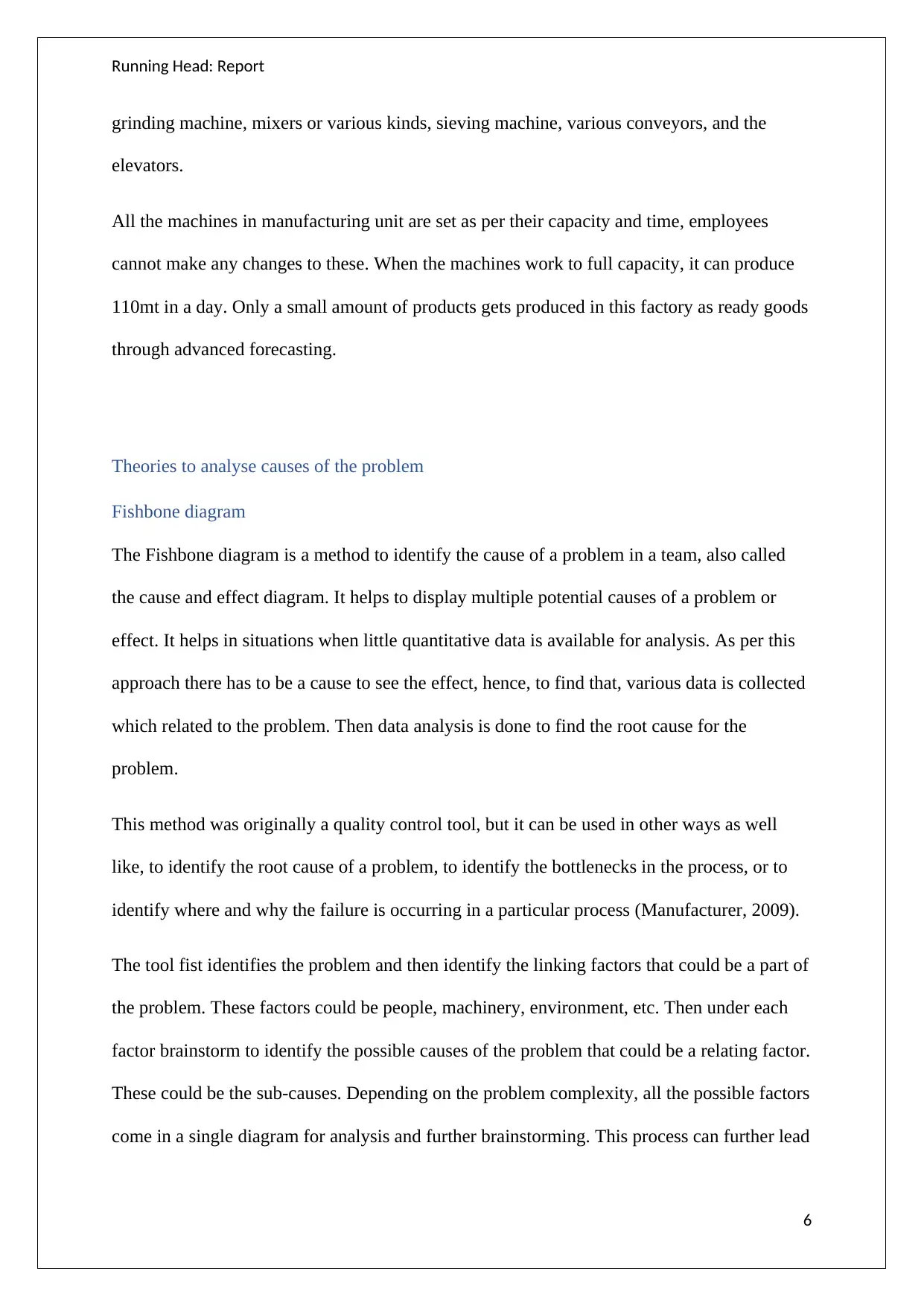
Comparison of Fishbone diagram with the manufacturing process
This method also has an ancillary benefit, as it helps to get to thoroughly exploring the issues
behind a problem and hence puts aside the human factor in determining how to solve the
problem. Hence in this situation, the entire team can brainstorm and come forward with the
possible causes, so as to reach to a robust solution.
Cause Effect
Time
(Simon, 2017)
The above mentioned factors are linked to the manufacturing process and the issue would lie
in one or more of the factors, which leads to the main problem or effect. With brainstorming
7
Equipment
People
Process
Materials
Environme
Management
Problem
to more investigations if required, this would help to understand which one of the potential
causes is the actual one that is leading to the problem.
Comparison of Fishbone diagram with the manufacturing process
This method also has an ancillary benefit, as it helps to get to thoroughly exploring the issues
behind a problem and hence puts aside the human factor in determining how to solve the
problem. Hence in this situation, the entire team can brainstorm and come forward with the
possible causes, so as to reach to a robust solution.
Cause Effect
Time
(Simon, 2017)
The above mentioned factors are linked to the manufacturing process and the issue would lie
in one or more of the factors, which leads to the main problem or effect. With brainstorming
7
Equipment
People
Process
Materials
Environme
Management
Problem
Running Head: Report
on the various parameters under each cause factors, the root cause gets analysed, and hence
leads to forming a solution or method to eliminate the cause.
Through the analysis using this methodology, the company had issues in the inadequate
management of the silo system. The company requires more number of silos, especially for
the powder silos as the situation needs to handle the increasing amount of reclaimed raw
material. Adding new silos means financial investment, but is the requirement to handle the
situation.
The milling capacity is also identified to be inadequate as there were two ball mills, one big
and one small. More number of failures occur with the smaller one and also, because of the
size it it has a limited capacity, hence cannot cater to the big demands. A few arrangements
can be done by the storage of raw materials, ready mixes and pre-shapes can be used (CS
Odessa Corp., 2017). Arrangements are required in the two bag storehouses to get more
benefit of space. A new storage can also be used in the cases of high demands.
In doing the brainstorming on various factors and sub-factors of the causes, the ratings to
various factors can be provided as below table
Factors Ratings
Materials 3
Equipment 2
Process 4
Management 4
Policy 3
Environment 3
8
on the various parameters under each cause factors, the root cause gets analysed, and hence
leads to forming a solution or method to eliminate the cause.
Through the analysis using this methodology, the company had issues in the inadequate
management of the silo system. The company requires more number of silos, especially for
the powder silos as the situation needs to handle the increasing amount of reclaimed raw
material. Adding new silos means financial investment, but is the requirement to handle the
situation.
The milling capacity is also identified to be inadequate as there were two ball mills, one big
and one small. More number of failures occur with the smaller one and also, because of the
size it it has a limited capacity, hence cannot cater to the big demands. A few arrangements
can be done by the storage of raw materials, ready mixes and pre-shapes can be used (CS
Odessa Corp., 2017). Arrangements are required in the two bag storehouses to get more
benefit of space. A new storage can also be used in the cases of high demands.
In doing the brainstorming on various factors and sub-factors of the causes, the ratings to
various factors can be provided as below table
Factors Ratings
Materials 3
Equipment 2
Process 4
Management 4
Policy 3
Environment 3
8
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Running Head: Report
People 4
Here, the basis of rating 1 as Poor, 2 as needs change, 3 as average, 4 as good, 5 as excellent.
The entire manufacturing process might seem to be running fine, but there are certain areas
that require modification. These areas after improvement would increase the profitability and
would also lead to maximum utilization of all available resources and reduce waste and scrap.
The machines are identified not to be getting utilized to its maximum capacity, the production
is not even done to half the level of its potential, minor customers have readily available
goods in their stock, the marketing team needs to work aggressively to increase the big
customer base of the organization, very few silos are there for different materials like the one
on the powder site and for the ones in the storage.
Theory of Constraints (TOC)
The theory of Constraints is a methodology to identify the limiting factor (constraint) that
restricts or comes in the way of achieving a goal, and it helps to further improve the limiting
factor until it no longer remains a limiting factor. In manufacturing, the limiting factor or
constraint is generally referred to as bottleneck. This method follows a scientific approach to
improvement. This method hypothesizes that the manufacturing processes have multiple
linked activities, one out of these activities acts as a constraint in the entire process. The
theory of constraints helps to achieve the final goal of making profit through continuous
improvement. It keeps the current constraint as top most priority and works towards
improving it. A successful implementation of the theory of constraints helps in achieving
9
People 4
Here, the basis of rating 1 as Poor, 2 as needs change, 3 as average, 4 as good, 5 as excellent.
The entire manufacturing process might seem to be running fine, but there are certain areas
that require modification. These areas after improvement would increase the profitability and
would also lead to maximum utilization of all available resources and reduce waste and scrap.
The machines are identified not to be getting utilized to its maximum capacity, the production
is not even done to half the level of its potential, minor customers have readily available
goods in their stock, the marketing team needs to work aggressively to increase the big
customer base of the organization, very few silos are there for different materials like the one
on the powder site and for the ones in the storage.
Theory of Constraints (TOC)
The theory of Constraints is a methodology to identify the limiting factor (constraint) that
restricts or comes in the way of achieving a goal, and it helps to further improve the limiting
factor until it no longer remains a limiting factor. In manufacturing, the limiting factor or
constraint is generally referred to as bottleneck. This method follows a scientific approach to
improvement. This method hypothesizes that the manufacturing processes have multiple
linked activities, one out of these activities acts as a constraint in the entire process. The
theory of constraints helps to achieve the final goal of making profit through continuous
improvement. It keeps the current constraint as top most priority and works towards
improving it. A successful implementation of the theory of constraints helps in achieving
9
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Running Head: Report
increased profits, system improvements, improved capacity, reduce the lead time, and
reduces the inventory (Rattner, 2006).
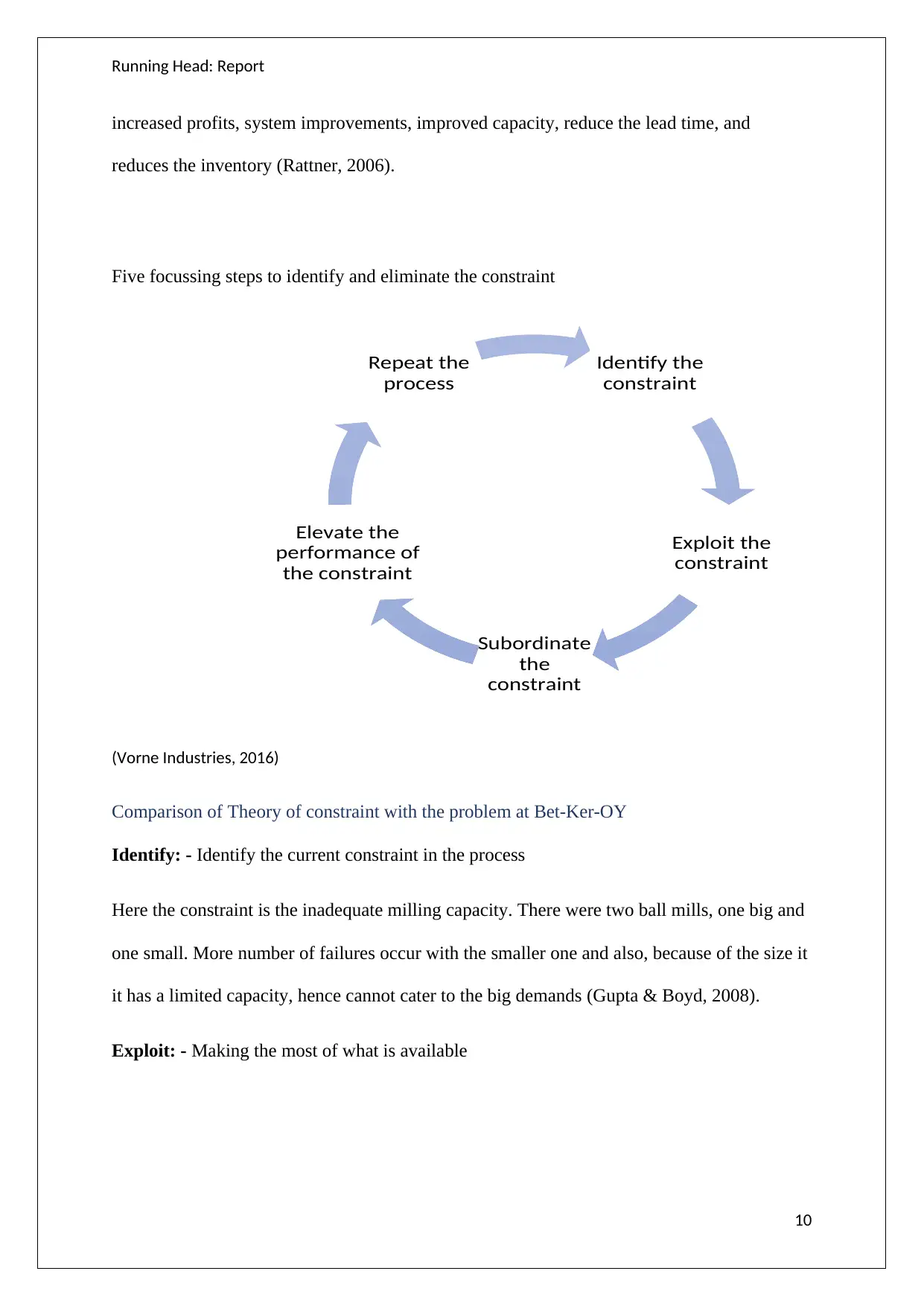
Five focussing steps to identify and eliminate the constraint
(Vorne Industries, 2016)
Comparison of Theory of constraint with the problem at Bet-Ker-OY
Identify: - Identify the current constraint in the process
Here the constraint is the inadequate milling capacity. There were two ball mills, one big and
one small. More number of failures occur with the smaller one and also, because of the size it
it has a limited capacity, hence cannot cater to the big demands (Gupta & Boyd, 2008).
Exploit: - Making the most of what is available
10
Identify the
constraint
Exploit the
constraint
Subordinate
the
constraint
Elevate the
performance of
the constraint
Repeat the
process
increased profits, system improvements, improved capacity, reduce the lead time, and
reduces the inventory (Rattner, 2006).
Five focussing steps to identify and eliminate the constraint
(Vorne Industries, 2016)
Comparison of Theory of constraint with the problem at Bet-Ker-OY
Identify: - Identify the current constraint in the process
Here the constraint is the inadequate milling capacity. There were two ball mills, one big and
one small. More number of failures occur with the smaller one and also, because of the size it
it has a limited capacity, hence cannot cater to the big demands (Gupta & Boyd, 2008).
Exploit: - Making the most of what is available
10
Identify the
constraint
Exploit the
constraint
Subordinate
the
constraint
Elevate the
performance of
the constraint
Repeat the
process
Running Head: Report
A few arrangements can be done with the storage of raw materials, ready mixes and pre-
shapes can be used. Arrangements are required in the two bag storehouses to get more benefit
of space. A new storage can also be used in the cases of high demands (Barnard, 2010).
Subordinate: - Reviewing all related activities so as to get maximum alignment with the
needs of the constraint
Different machines have different capacities. While the process is running, the machines run
over each other and different machines handle different quantity of material, not all material
is required to be crushed or grinded.
Elevate: - If the constraint still persists, consider factors how it can be eliminated
If the options of increasing storage do not work, the other solutions is of investing in new
machine. As it is the smaller one is more prone to failures, hence the storage solution does
not permanently eliminate the cause (TOCICO, 2016).
Repeat: - Once the constraint is resolves, then move on to the next constraint and repeat the
entire process to eliminate it.
After analysing the process using both the theories, other linking factors to achieve the goal
are as below:
Machines are not being utilized to its full capacity
Small batches of 30mt and 40mt are being manufactured
Only limited number of big customers available
Grinding mill is too small and has very limited capacity
Very few silos for various materials
11
A few arrangements can be done with the storage of raw materials, ready mixes and pre-
shapes can be used. Arrangements are required in the two bag storehouses to get more benefit
of space. A new storage can also be used in the cases of high demands (Barnard, 2010).
Subordinate: - Reviewing all related activities so as to get maximum alignment with the
needs of the constraint
Different machines have different capacities. While the process is running, the machines run
over each other and different machines handle different quantity of material, not all material
is required to be crushed or grinded.
Elevate: - If the constraint still persists, consider factors how it can be eliminated
If the options of increasing storage do not work, the other solutions is of investing in new
machine. As it is the smaller one is more prone to failures, hence the storage solution does
not permanently eliminate the cause (TOCICO, 2016).
Repeat: - Once the constraint is resolves, then move on to the next constraint and repeat the
entire process to eliminate it.
After analysing the process using both the theories, other linking factors to achieve the goal
are as below:
Machines are not being utilized to its full capacity
Small batches of 30mt and 40mt are being manufactured
Only limited number of big customers available
Grinding mill is too small and has very limited capacity
Very few silos for various materials
11
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 19
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.