SEM725 - Additive Manufacturing: A Review of Alumina Processing
VerifiedAdded on 2023/03/31
|12
|2207
|195
Literature Review
AI Summary
This literature review provides a comprehensive overview of additive manufacturing techniques for alumina components, with a specific focus on selective laser sintering/melting (SLS/M) and stereolithography (SLA) methods. It highlights the challenges and advancements in processing alumina, a widely used bioceramic material in biomedical applications. The review discusses the use of binders and chemical modifications to enhance the mechanical properties and absorptivity of alumina powders. It also explores various strategies to improve the density and dimensional accuracy of manufactured parts, including the use of slurry-based approaches and covered powders. The review further examines the application of SLA methods, focusing on slurry formulation and the optimization of process parameters to achieve high resolution and mechanical strength. Finally, the review concludes by discussing future perspectives, including the need for enhanced control over laser-material interactions and improvements in dimensional accuracy and surface finish, noting that Desklib provides access to similar solved assignments and study resources.
REVIEW OF ADDITIVE MANUFACTURING OF ALUMINA
By Name
Course
Instructor
Institution
Location
Date
By Name
Course
Instructor
Institution
Location
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Abstract
Investigation of the bioceramics components additive manufacturing began as early as 1980s.
This study provides an a summary current developments in manufacture of alumina components
by SLS/M of powder bed means as well as stereo lithography. Concentration is on this specific
material due to its widespread application in biomedical sector. It illustrates despite
manufacturing of components with such processes being attainable from the pure forms of
bioceramics, binder usage is need to attain adequate mechanical features.
Introduction
3D printing which was at first established as a method of rapid prototyping has undergone
immense and continuous evolution more than two decades now. It is also termed as additive
manufacturing as opposed to subtractive techniques that were utilized in the conventional times
in the fabrication of part through the removal of matter from the entire material. 3D printing is
elaborately and extensively applied with the impacts of its application having been witnessed in
the production of complicated designs that are hard to generate through the conventional
methods.
Ceramics is one of the most commonly known inorganic an solid strongly bonded substances and
brings on board a combination of properties including proper chemical resistance as well as the
ability to tolerate high temperatures (Chang et al., 2015). Nevertheless, hardness and brittleness
as well the need of high temperature processes render these materials hard to manufacture.
Hence, additive manufacturing of advanced ceramics has undergone extensive investigation to
offer an alternative method of production. The application areas for technical or advanced
ceramics may need complex geometries, fins structures as well as regulated pores sizes and
Investigation of the bioceramics components additive manufacturing began as early as 1980s.
This study provides an a summary current developments in manufacture of alumina components
by SLS/M of powder bed means as well as stereo lithography. Concentration is on this specific
material due to its widespread application in biomedical sector. It illustrates despite
manufacturing of components with such processes being attainable from the pure forms of
bioceramics, binder usage is need to attain adequate mechanical features.
Introduction
3D printing which was at first established as a method of rapid prototyping has undergone
immense and continuous evolution more than two decades now. It is also termed as additive
manufacturing as opposed to subtractive techniques that were utilized in the conventional times
in the fabrication of part through the removal of matter from the entire material. 3D printing is
elaborately and extensively applied with the impacts of its application having been witnessed in
the production of complicated designs that are hard to generate through the conventional
methods.
Ceramics is one of the most commonly known inorganic an solid strongly bonded substances and
brings on board a combination of properties including proper chemical resistance as well as the
ability to tolerate high temperatures (Chang et al., 2015). Nevertheless, hardness and brittleness
as well the need of high temperature processes render these materials hard to manufacture.
Hence, additive manufacturing of advanced ceramics has undergone extensive investigation to
offer an alternative method of production. The application areas for technical or advanced
ceramics may need complex geometries, fins structures as well as regulated pores sizes and
interconnectivity. Such features are hard to obtain even though attainable with the extensively
known as well as mastered conventional approaches. Conventional techniques for fabrication of
technical ceramic components include numerous various processes which need long as well as
expensive methods including mould making, pressing, extrusion, sintering, casting as well as
cold or hot isostatic pressing (Ferrage et al., 2017).
Additive manufacturing of bioceramics
A biomaterial is defines as a non-drug material ideal for information within systems that replace
or augment function of the organs or tissues of the body. The development of artificial materials
has been going on from the beginning of as early as more than a century back. The developed
have taken place to the extent they are able to substitute different human body components. Such
substances are able to be link with the fluids as well as tissues of the body for long periods of
time even as they show little or not at all any diverse effects or reactions with the body.
There are four main materials classes that are adopted in clinical sectors for use in biomedical
tools as well as plants (Liu, 2014). They may be grouped as biometals, biocomposites,
bioceramics as well as biopolymers. These material classes are made up of combinations of
features that are determined by the make up as well as the methods of production adopted even
as each of the groups comes along with its benefits and drawbacks.
Alumina
Aluminium oxide which is commonly known as alumina has been treated to be the most widely
applied oxide ceramic material. Aluminium oxide powder is generated in large volumes by the
Bayer process from the mineral bauxite and the applications are spread widely in biomedical
fields as well as engineering. As a result of the high hardness, ideal resistance to wear and
known as well as mastered conventional approaches. Conventional techniques for fabrication of
technical ceramic components include numerous various processes which need long as well as
expensive methods including mould making, pressing, extrusion, sintering, casting as well as
cold or hot isostatic pressing (Ferrage et al., 2017).
Additive manufacturing of bioceramics
A biomaterial is defines as a non-drug material ideal for information within systems that replace
or augment function of the organs or tissues of the body. The development of artificial materials
has been going on from the beginning of as early as more than a century back. The developed
have taken place to the extent they are able to substitute different human body components. Such
substances are able to be link with the fluids as well as tissues of the body for long periods of
time even as they show little or not at all any diverse effects or reactions with the body.
There are four main materials classes that are adopted in clinical sectors for use in biomedical
tools as well as plants (Liu, 2014). They may be grouped as biometals, biocomposites,
bioceramics as well as biopolymers. These material classes are made up of combinations of
features that are determined by the make up as well as the methods of production adopted even
as each of the groups comes along with its benefits and drawbacks.
Alumina
Aluminium oxide which is commonly known as alumina has been treated to be the most widely
applied oxide ceramic material. Aluminium oxide powder is generated in large volumes by the
Bayer process from the mineral bauxite and the applications are spread widely in biomedical
fields as well as engineering. As a result of the high hardness, ideal resistance to wear and
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
corrosion as well as low friction levels, alumina has been established to be ideal for use as
articulating parts especially in orthopaedic uses.
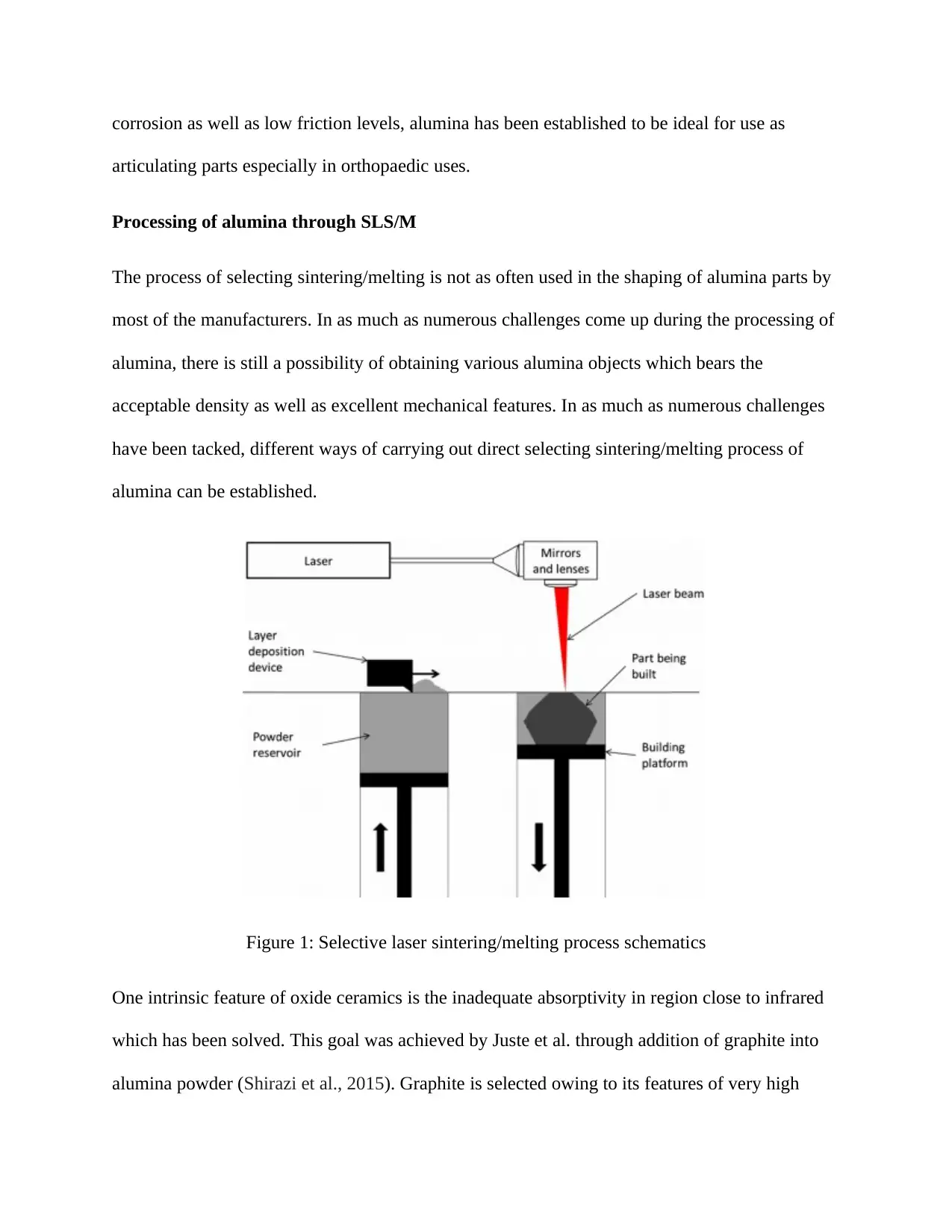
Processing of alumina through SLS/M
The process of selecting sintering/melting is not as often used in the shaping of alumina parts by
most of the manufacturers. In as much as numerous challenges come up during the processing of
alumina, there is still a possibility of obtaining various alumina objects which bears the
acceptable density as well as excellent mechanical features. In as much as numerous challenges
have been tacked, different ways of carrying out direct selecting sintering/melting process of
alumina can be established.
Figure 1: Selective laser sintering/melting process schematics
One intrinsic feature of oxide ceramics is the inadequate absorptivity in region close to infrared
which has been solved. This goal was achieved by Juste et al. through addition of graphite into
alumina powder (Shirazi et al., 2015). Graphite is selected owing to its features of very high
articulating parts especially in orthopaedic uses.
Processing of alumina through SLS/M
The process of selecting sintering/melting is not as often used in the shaping of alumina parts by
most of the manufacturers. In as much as numerous challenges come up during the processing of
alumina, there is still a possibility of obtaining various alumina objects which bears the
acceptable density as well as excellent mechanical features. In as much as numerous challenges
have been tacked, different ways of carrying out direct selecting sintering/melting process of
alumina can be established.
Figure 1: Selective laser sintering/melting process schematics
One intrinsic feature of oxide ceramics is the inadequate absorptivity in region close to infrared
which has been solved. This goal was achieved by Juste et al. through addition of graphite into
alumina powder (Shirazi et al., 2015). Graphite is selected owing to its features of very high
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
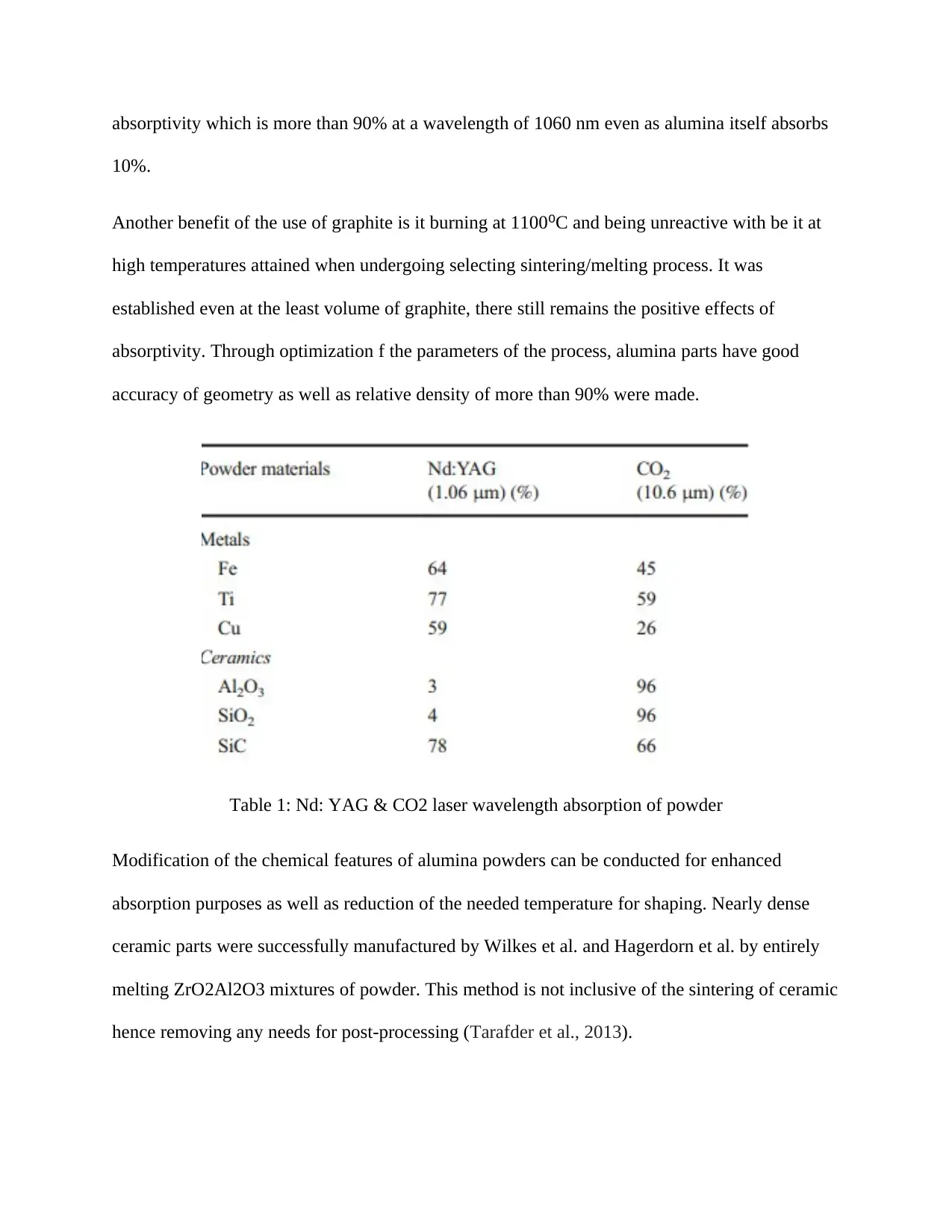
absorptivity which is more than 90% at a wavelength of 1060 nm even as alumina itself absorbs
10%.
Another benefit of the use of graphite is it burning at 1100⁰C and being unreactive with be it at
high temperatures attained when undergoing selecting sintering/melting process. It was
established even at the least volume of graphite, there still remains the positive effects of
absorptivity. Through optimization f the parameters of the process, alumina parts have good
accuracy of geometry as well as relative density of more than 90% were made.
Table 1: Nd: YAG & CO2 laser wavelength absorption of powder
Modification of the chemical features of alumina powders can be conducted for enhanced
absorption purposes as well as reduction of the needed temperature for shaping. Nearly dense
ceramic parts were successfully manufactured by Wilkes et al. and Hagerdorn et al. by entirely
melting ZrO2Al2O3 mixtures of powder. This method is not inclusive of the sintering of ceramic
hence removing any needs for post-processing (Tarafder et al., 2013).
10%.
Another benefit of the use of graphite is it burning at 1100⁰C and being unreactive with be it at
high temperatures attained when undergoing selecting sintering/melting process. It was
established even at the least volume of graphite, there still remains the positive effects of
absorptivity. Through optimization f the parameters of the process, alumina parts have good
accuracy of geometry as well as relative density of more than 90% were made.
Table 1: Nd: YAG & CO2 laser wavelength absorption of powder
Modification of the chemical features of alumina powders can be conducted for enhanced
absorption purposes as well as reduction of the needed temperature for shaping. Nearly dense
ceramic parts were successfully manufactured by Wilkes et al. and Hagerdorn et al. by entirely
melting ZrO2Al2O3 mixtures of powder. This method is not inclusive of the sintering of ceramic
hence removing any needs for post-processing (Tarafder et al., 2013).
Direct selecting sintering/melting process was used by Deckers et al. in the manufacture of parts
of pure alumina from a highly fine powder. This was a possibility through the use of slurry
rather than a regular powder bed.
Shahzad et al. utilized the temperature-actuated stage detachment system to create composite
powder as well as acquire wanted shape of powder. When the SLS is carried out on such
powders, green parts created with PP as well as PA network indicated unobtrusive densities. In
this manner, even upon debinding alongside sintering steps, the thickness still should be
enhanced. Strategies for example, invasion or warm isostatic pressing (WIP) may be utilized for
such reason. Deckers et al. suggested an alternative technique to enhance density of alumina
components delivered via SLS of alumina-PA composite powder. The thought comprised in
different laser checking of every layer with adjusted dimensions, in this way thickness
enhancement will occur straightforwardly amid SLS process and will not speak to post-preparing
step. In any case, it was demonstrated this system just enhanced green density, yet not thickness
of last part.
Wu et al. studied another method of layering submicron-sized particles of alumina with an
aerosol-assisted deposition of spray. In this case, alumina having a mean grain size of
approximately 0.45μm was set in suspension with the use of polyacrylic acid as a dispersant.
Droplets of alumina were generated by an electrostatic atomiser as well as prepare powder bed.
Upon optimization of parameters of process, it was possible to attain the alumina components.
Similar investigations concerning improvement in density were manufactured using alumina
components produced using covered powders. A last density of about 96% was come to by Liu
et al. utilizing a blend of procedures upon aberrant SLS was carried out on alumina powder
covered using polyvinyl-alcohol (PVA). In reality, renewable components were initially treated
of pure alumina from a highly fine powder. This was a possibility through the use of slurry
rather than a regular powder bed.
Shahzad et al. utilized the temperature-actuated stage detachment system to create composite
powder as well as acquire wanted shape of powder. When the SLS is carried out on such
powders, green parts created with PP as well as PA network indicated unobtrusive densities. In
this manner, even upon debinding alongside sintering steps, the thickness still should be
enhanced. Strategies for example, invasion or warm isostatic pressing (WIP) may be utilized for
such reason. Deckers et al. suggested an alternative technique to enhance density of alumina
components delivered via SLS of alumina-PA composite powder. The thought comprised in
different laser checking of every layer with adjusted dimensions, in this way thickness
enhancement will occur straightforwardly amid SLS process and will not speak to post-preparing
step. In any case, it was demonstrated this system just enhanced green density, yet not thickness
of last part.
Wu et al. studied another method of layering submicron-sized particles of alumina with an
aerosol-assisted deposition of spray. In this case, alumina having a mean grain size of
approximately 0.45μm was set in suspension with the use of polyacrylic acid as a dispersant.
Droplets of alumina were generated by an electrostatic atomiser as well as prepare powder bed.
Upon optimization of parameters of process, it was possible to attain the alumina components.
Similar investigations concerning improvement in density were manufactured using alumina
components produced using covered powders. A last density of about 96% was come to by Liu
et al. utilizing a blend of procedures upon aberrant SLS was carried out on alumina powder
covered using polyvinyl-alcohol (PVA). In reality, renewable components were initially treated
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
using cold isostatic pressing (CIP). A heater sintering procedure was finished; hot isostatic
pressing (HIP) was thereafter utilized to get components with a thickness near 96%. Shockingly
improved outcomes can be gotten by joining utilization of covered powder and utilization of
slurry to layers that are spread. For such situation, after the warm present handling required on
evacuate the natural cover and to sinter the fired stage, mean density of 98% was accomplished,
also, spread were observed to be free of splits as well as delamination
Alumina processed using SLA methods
Numerous research groups have done research on alumina slurries formulation since it was one
of most challenging issues to be used in stereo lithography. Hinczewski et al did some research
work on diacrylate-based resin that contains about alumina powder 53 wt. %; they brought
together two opinions in obtaining low viscosity needed for SLA (Zocca et al., 2015). A
dispersant that acts as an electrostatic as well steric repulsive agent must be at first utilized in
obtaining a homogenous suspension. Then, to the tune of 30 wt.% of monomer resin was
substituted using diluent as well as temperature was enhanced to about 60⁰C to attain viscosity of
about 6 Pa:s in range of values of viscosity suitable for SLA use. Chartier et al. in another study
include in the same suspension of alumina both a thickener and dispersant. The thickener has a
role to play during the process operation; on one hand as well as helps supports various parts
during the process of fabrication on other hand alongside aiding in preventing settling of
particles (Travitzky et al., 2014).
pressing (HIP) was thereafter utilized to get components with a thickness near 96%. Shockingly
improved outcomes can be gotten by joining utilization of covered powder and utilization of
slurry to layers that are spread. For such situation, after the warm present handling required on
evacuate the natural cover and to sinter the fired stage, mean density of 98% was accomplished,
also, spread were observed to be free of splits as well as delamination
Alumina processed using SLA methods
Numerous research groups have done research on alumina slurries formulation since it was one
of most challenging issues to be used in stereo lithography. Hinczewski et al did some research
work on diacrylate-based resin that contains about alumina powder 53 wt. %; they brought
together two opinions in obtaining low viscosity needed for SLA (Zocca et al., 2015). A
dispersant that acts as an electrostatic as well steric repulsive agent must be at first utilized in
obtaining a homogenous suspension. Then, to the tune of 30 wt.% of monomer resin was
substituted using diluent as well as temperature was enhanced to about 60⁰C to attain viscosity of
about 6 Pa:s in range of values of viscosity suitable for SLA use. Chartier et al. in another study
include in the same suspension of alumina both a thickener and dispersant. The thickener has a
role to play during the process operation; on one hand as well as helps supports various parts
during the process of fabrication on other hand alongside aiding in preventing settling of
particles (Travitzky et al., 2014).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
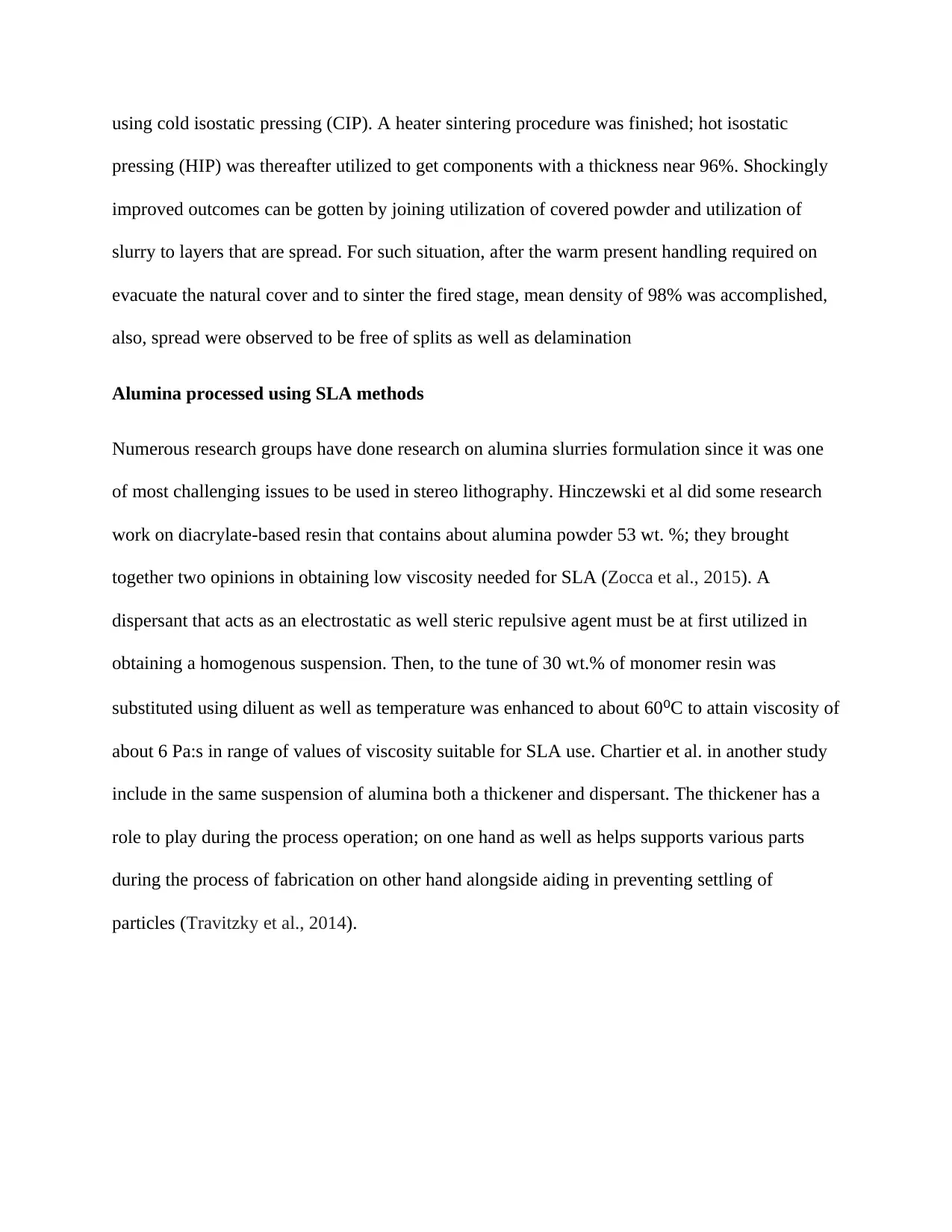
Figure 3: Stereo lithography schematic process
The best attainable dimension resolution was also reported by Chartier et al. where fine alumina
particles were used. Layers of various thicknesses have been spread and polymerized
successfully down to thickness of 25 μm. A limited resolution of about 170 μm was attained by
optimization of the thickness as well as the density of illuminating light energy. The adhesion
between the various layers is predicted to likely improve good enough to enable a multilayers
part fabrication suppose lower energy density was adopted. It has as well been shown the depth
as well as width of cure tend to decrease with an increase in the concentration of powder within
the slurry and as a result leading to an increase in the dimensional resolution (Vlasea, Pilliar and
Toyserkani, 2015).
From a mechanical strength perspective, alumina parts obtained through SLA portray excellent
features. Chartier et al. established flexural strength of about 275 MPa with optimized
The best attainable dimension resolution was also reported by Chartier et al. where fine alumina
particles were used. Layers of various thicknesses have been spread and polymerized
successfully down to thickness of 25 μm. A limited resolution of about 170 μm was attained by
optimization of the thickness as well as the density of illuminating light energy. The adhesion
between the various layers is predicted to likely improve good enough to enable a multilayers
part fabrication suppose lower energy density was adopted. It has as well been shown the depth
as well as width of cure tend to decrease with an increase in the concentration of powder within
the slurry and as a result leading to an increase in the dimensional resolution (Vlasea, Pilliar and
Toyserkani, 2015).
From a mechanical strength perspective, alumina parts obtained through SLA portray excellent
features. Chartier et al. established flexural strength of about 275 MPa with optimized
parameters which is the same as strength of a component fabricated using classical sintering and
uniaxial pressing.
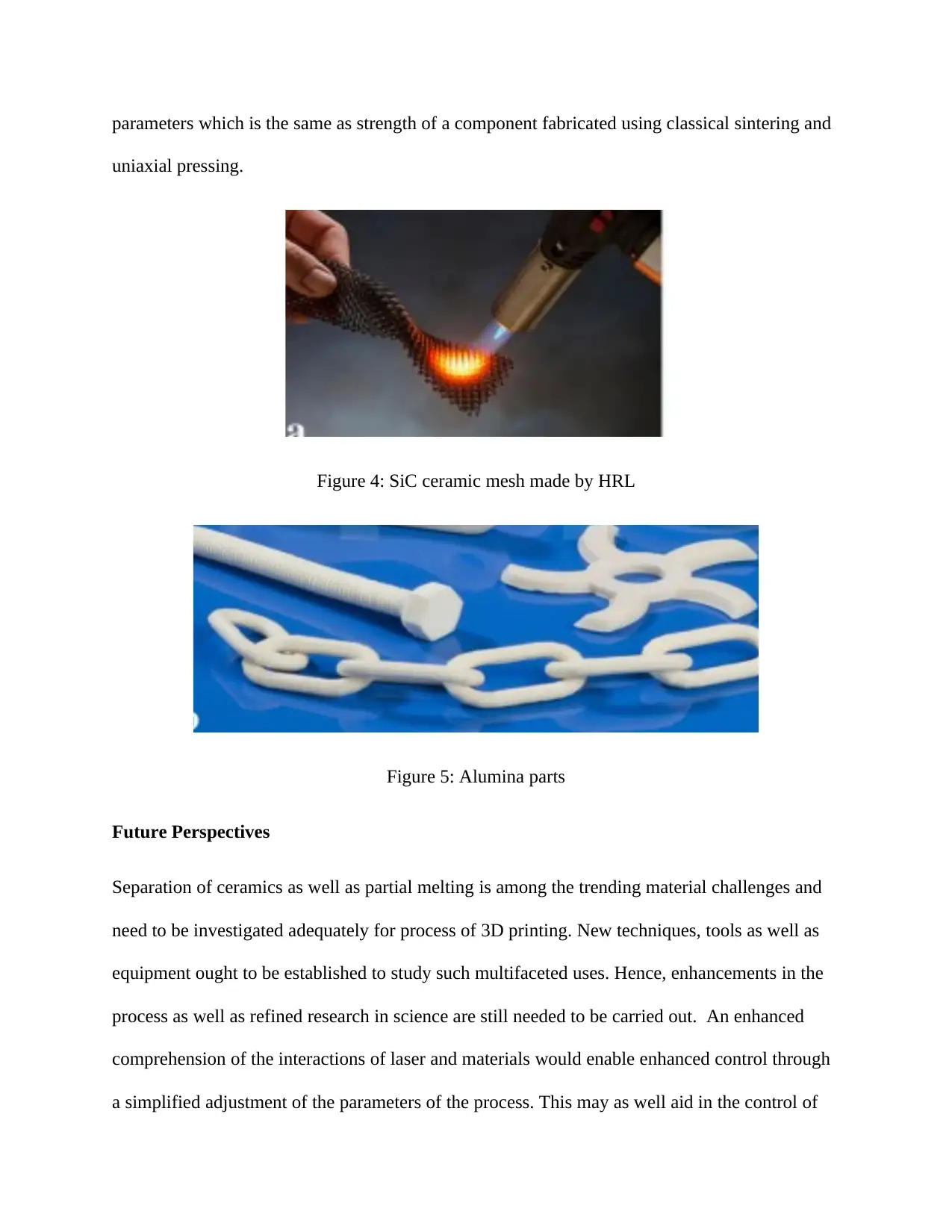
Figure 4: SiC ceramic mesh made by HRL
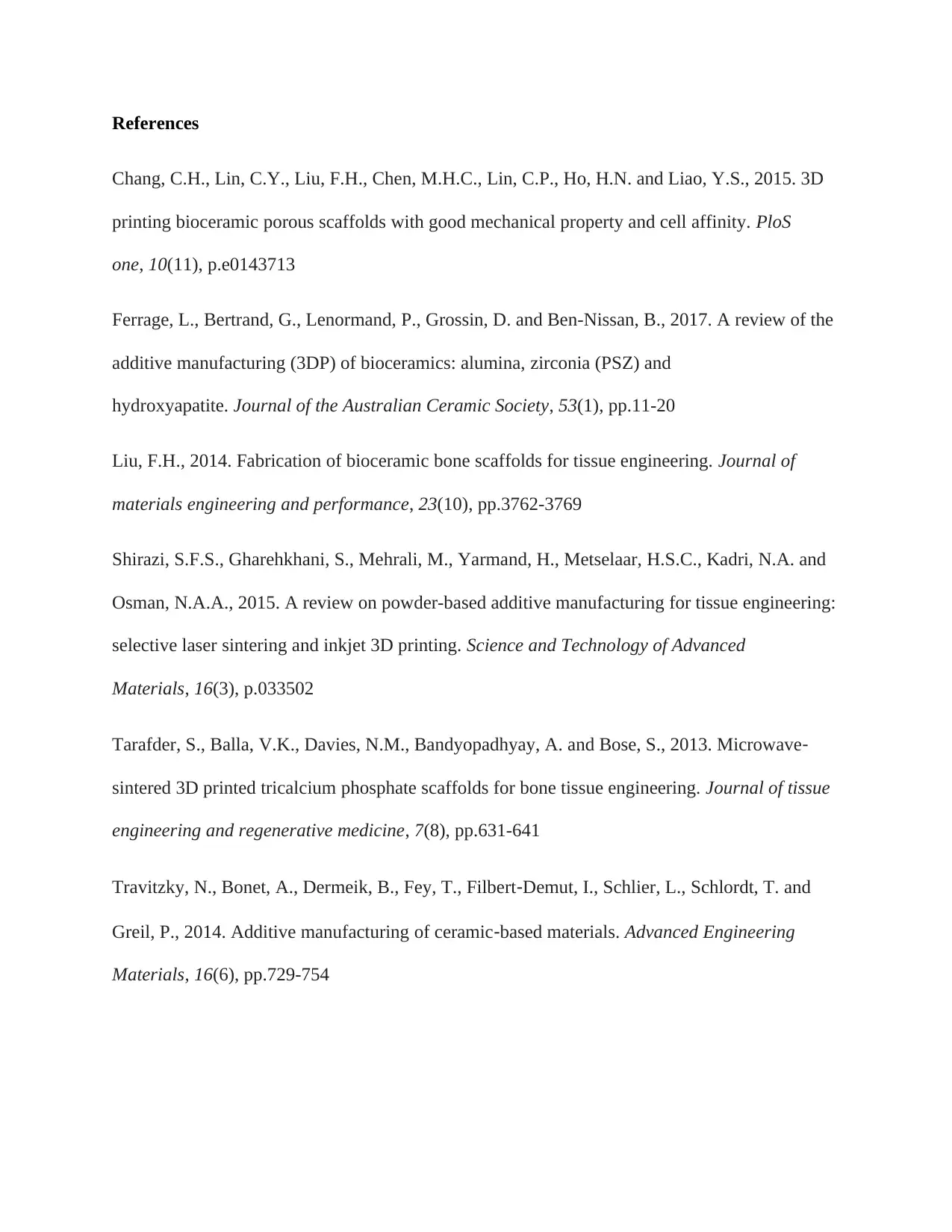
Figure 5: Alumina parts
Future Perspectives
Separation of ceramics as well as partial melting is among the trending material challenges and
need to be investigated adequately for process of 3D printing. New techniques, tools as well as
equipment ought to be established to study such multifaceted uses. Hence, enhancements in the
process as well as refined research in science are still needed to be carried out. An enhanced
comprehension of the interactions of laser and materials would enable enhanced control through
a simplified adjustment of the parameters of the process. This may as well aid in the control of
uniaxial pressing.
Figure 4: SiC ceramic mesh made by HRL
Figure 5: Alumina parts
Future Perspectives
Separation of ceramics as well as partial melting is among the trending material challenges and
need to be investigated adequately for process of 3D printing. New techniques, tools as well as
equipment ought to be established to study such multifaceted uses. Hence, enhancements in the
process as well as refined research in science are still needed to be carried out. An enhanced
comprehension of the interactions of laser and materials would enable enhanced control through
a simplified adjustment of the parameters of the process. This may as well aid in the control of
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide

the residual thermal stress that is at moment resulting in formation of cracks in a good number of
generated components of ceramic as even at times their crumbling (Wen et al., 2017).
There is also a need to enhance dimensional accuracy as well as surface finish. The post thermal
treatments that are normally needed upon SLS and SLA may lead to dimensional shrinkage
which might be a challenge to foretell and the finished parts surface may suffer staircase effect as
the parts are built in form of layers where each of the layer must have the lowest thickness
possible so it may not be distinguished from the other.
Conclusion
Additive manufacturing more specifically through selective sintering/melting process and stereo
lithography present some of the reliable methods for their applications in the industry. They may
be perceived as methods of rapid prototyping as well as real manufacturing processes. Various
advancements have been witnessed in the additive manufacturing process for alumina that has
seen the excellent properties applied in various medical applications.
generated components of ceramic as even at times their crumbling (Wen et al., 2017).
There is also a need to enhance dimensional accuracy as well as surface finish. The post thermal
treatments that are normally needed upon SLS and SLA may lead to dimensional shrinkage
which might be a challenge to foretell and the finished parts surface may suffer staircase effect as
the parts are built in form of layers where each of the layer must have the lowest thickness
possible so it may not be distinguished from the other.
Conclusion
Additive manufacturing more specifically through selective sintering/melting process and stereo
lithography present some of the reliable methods for their applications in the industry. They may
be perceived as methods of rapid prototyping as well as real manufacturing processes. Various
advancements have been witnessed in the additive manufacturing process for alumina that has
seen the excellent properties applied in various medical applications.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
References
Chang, C.H., Lin, C.Y., Liu, F.H., Chen, M.H.C., Lin, C.P., Ho, H.N. and Liao, Y.S., 2015. 3D
printing bioceramic porous scaffolds with good mechanical property and cell affinity. PloS
one, 10(11), p.e0143713
Ferrage, L., Bertrand, G., Lenormand, P., Grossin, D. and Ben-Nissan, B., 2017. A review of the
additive manufacturing (3DP) of bioceramics: alumina, zirconia (PSZ) and
hydroxyapatite. Journal of the Australian Ceramic Society, 53(1), pp.11-20
Liu, F.H., 2014. Fabrication of bioceramic bone scaffolds for tissue engineering. Journal of
materials engineering and performance, 23(10), pp.3762-3769
Shirazi, S.F.S., Gharehkhani, S., Mehrali, M., Yarmand, H., Metselaar, H.S.C., Kadri, N.A. and
Osman, N.A.A., 2015. A review on powder-based additive manufacturing for tissue engineering:
selective laser sintering and inkjet 3D printing. Science and Technology of Advanced
Materials, 16(3), p.033502
Tarafder, S., Balla, V.K., Davies, N.M., Bandyopadhyay, A. and Bose, S., 2013. Microwave‐
sintered 3D printed tricalcium phosphate scaffolds for bone tissue engineering. Journal of tissue
engineering and regenerative medicine, 7(8), pp.631-641
Travitzky, N., Bonet, A., Dermeik, B., Fey, T., Filbert‐Demut, I., Schlier, L., Schlordt, T. and
Greil, P., 2014. Additive manufacturing of ceramic‐based materials. Advanced Engineering
Materials, 16(6), pp.729-754
Chang, C.H., Lin, C.Y., Liu, F.H., Chen, M.H.C., Lin, C.P., Ho, H.N. and Liao, Y.S., 2015. 3D
printing bioceramic porous scaffolds with good mechanical property and cell affinity. PloS
one, 10(11), p.e0143713
Ferrage, L., Bertrand, G., Lenormand, P., Grossin, D. and Ben-Nissan, B., 2017. A review of the
additive manufacturing (3DP) of bioceramics: alumina, zirconia (PSZ) and
hydroxyapatite. Journal of the Australian Ceramic Society, 53(1), pp.11-20
Liu, F.H., 2014. Fabrication of bioceramic bone scaffolds for tissue engineering. Journal of
materials engineering and performance, 23(10), pp.3762-3769
Shirazi, S.F.S., Gharehkhani, S., Mehrali, M., Yarmand, H., Metselaar, H.S.C., Kadri, N.A. and
Osman, N.A.A., 2015. A review on powder-based additive manufacturing for tissue engineering:
selective laser sintering and inkjet 3D printing. Science and Technology of Advanced
Materials, 16(3), p.033502
Tarafder, S., Balla, V.K., Davies, N.M., Bandyopadhyay, A. and Bose, S., 2013. Microwave‐
sintered 3D printed tricalcium phosphate scaffolds for bone tissue engineering. Journal of tissue
engineering and regenerative medicine, 7(8), pp.631-641
Travitzky, N., Bonet, A., Dermeik, B., Fey, T., Filbert‐Demut, I., Schlier, L., Schlordt, T. and
Greil, P., 2014. Additive manufacturing of ceramic‐based materials. Advanced Engineering
Materials, 16(6), pp.729-754
Vlasea, M., Pilliar, R. and Toyserkani, E., 2015. Control of structural and mechanical properties
in bioceramic bone substitutes via additive manufacturing layer stacking orientation. Additive
Manufacturing, 6, pp.30-38
Wen, Y., Xun, S., Haoye, M., Baichuan, S., Peng, C., Xuejian, L., Kaihong, Z., Xuan, Y., Jiang,
P. and Shibi, L., 2017. 3D printed porous ceramic scaffolds for bone tissue engineering: a
review. Biomaterials science, 5(9), pp.1690-1698
Zocca, A., Colombo, P., Gomes, C.M. and Günster, J., 2015. Additive manufacturing of
ceramics: issues, potentialities, and opportunities. Journal of the American Ceramic
Society, 98(7), pp.1983-2001
in bioceramic bone substitutes via additive manufacturing layer stacking orientation. Additive
Manufacturing, 6, pp.30-38
Wen, Y., Xun, S., Haoye, M., Baichuan, S., Peng, C., Xuejian, L., Kaihong, Z., Xuan, Y., Jiang,
P. and Shibi, L., 2017. 3D printed porous ceramic scaffolds for bone tissue engineering: a
review. Biomaterials science, 5(9), pp.1690-1698
Zocca, A., Colombo, P., Gomes, C.M. and Günster, J., 2015. Additive manufacturing of
ceramics: issues, potentialities, and opportunities. Journal of the American Ceramic
Society, 98(7), pp.1983-2001
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 12


Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.