Aerospace System Manufacturer: Quality Failure Cost Analysis Report
VerifiedAdded on 2022/08/19
|10
|2253
|18
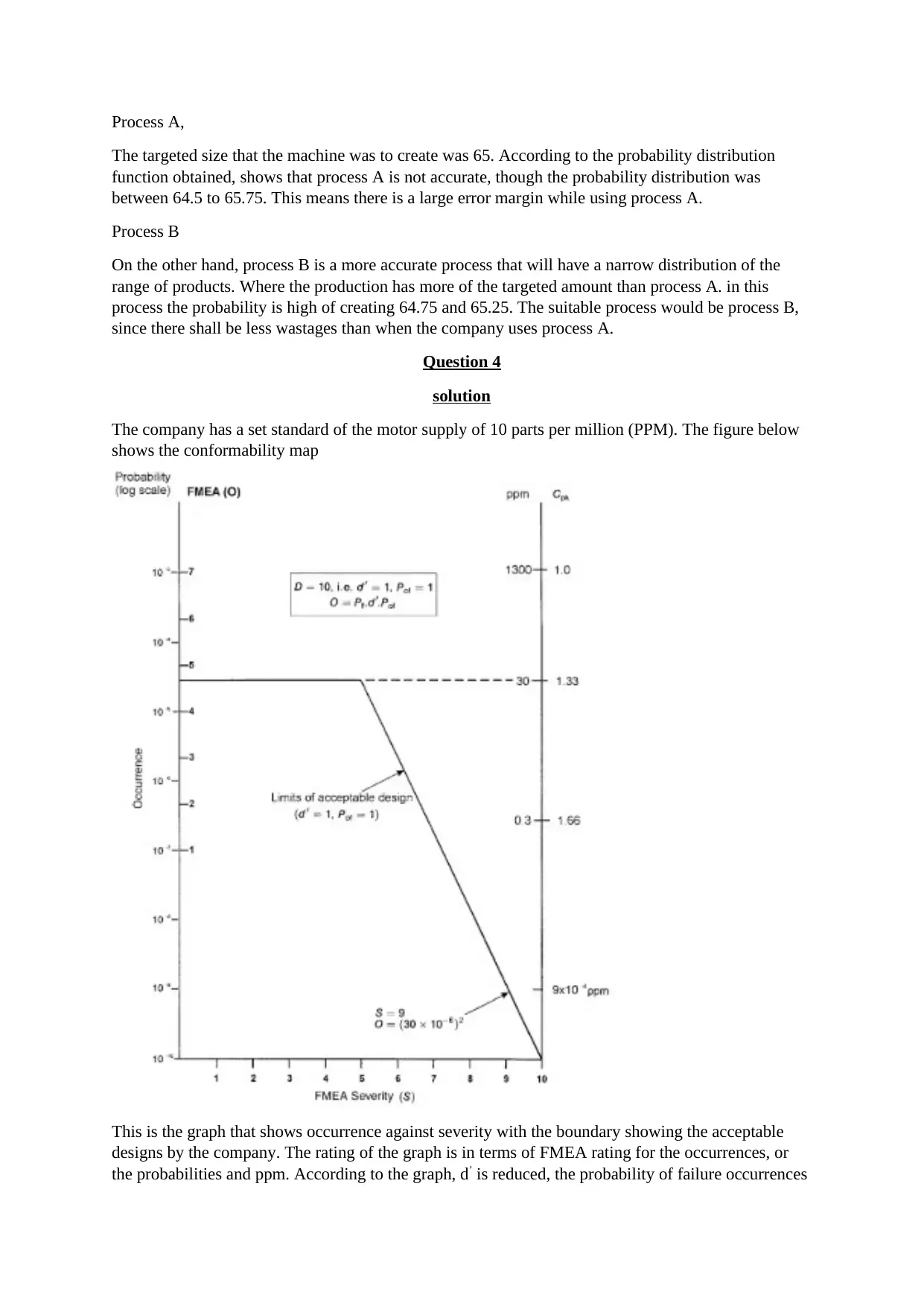
Report
AI Summary
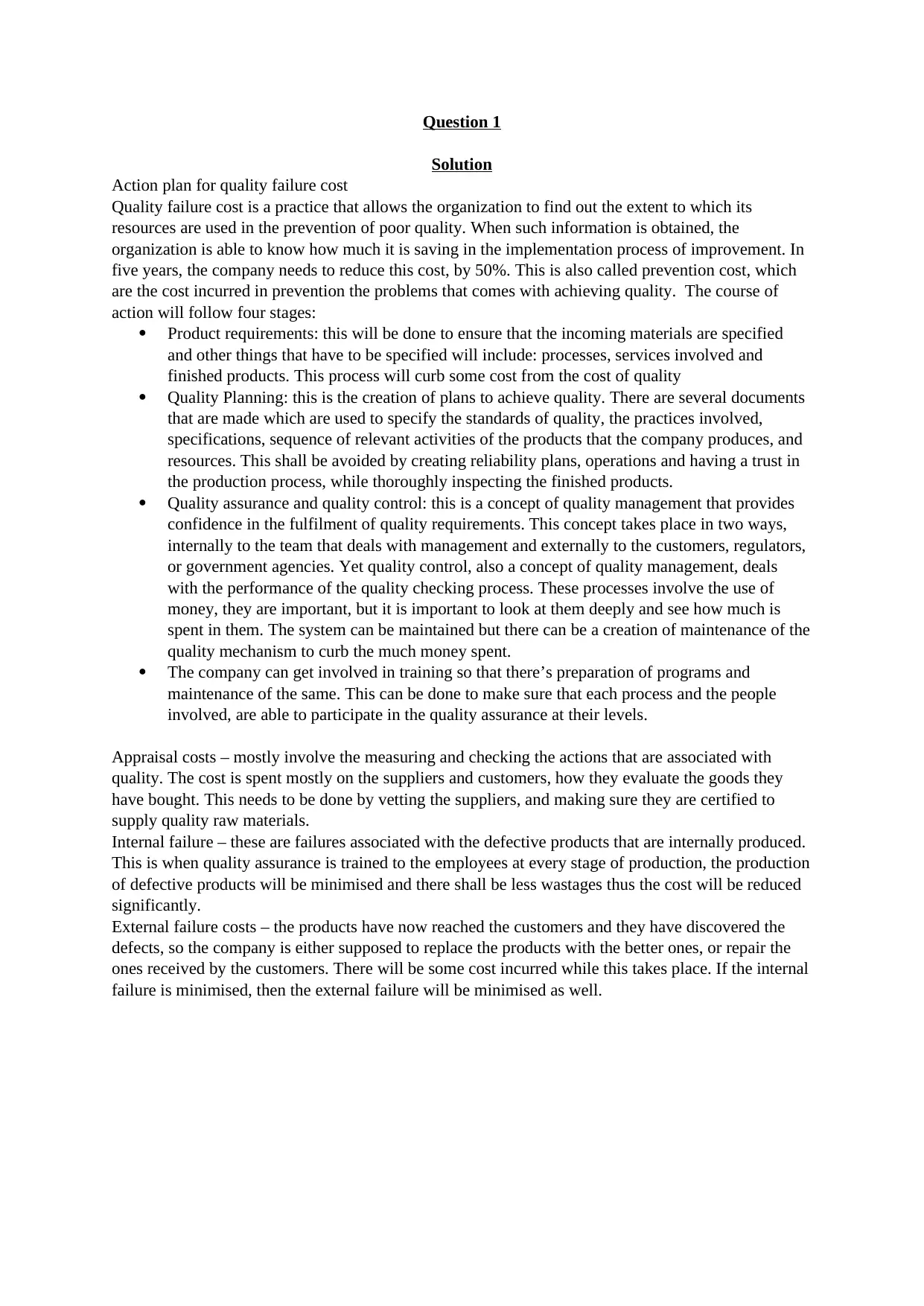
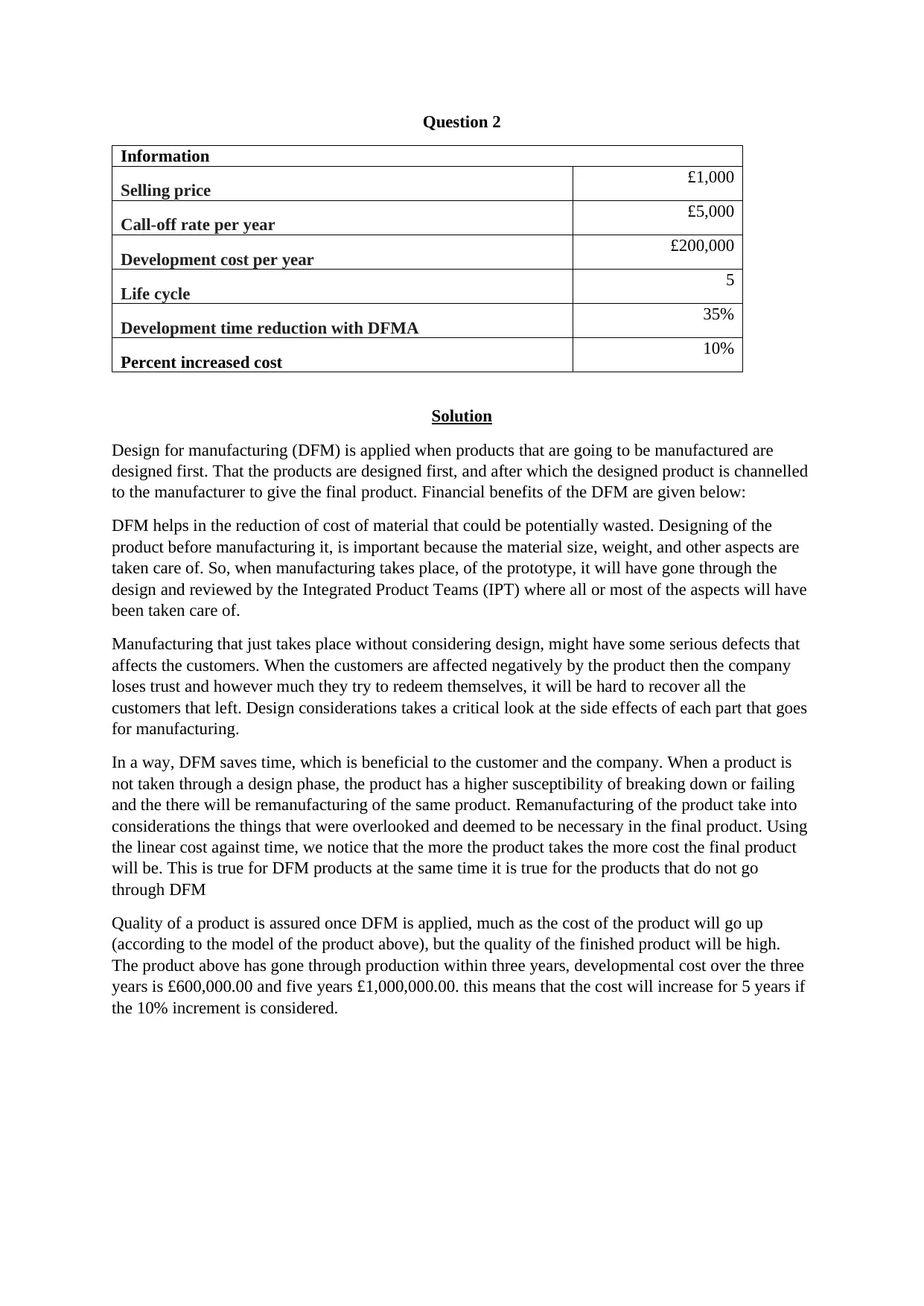
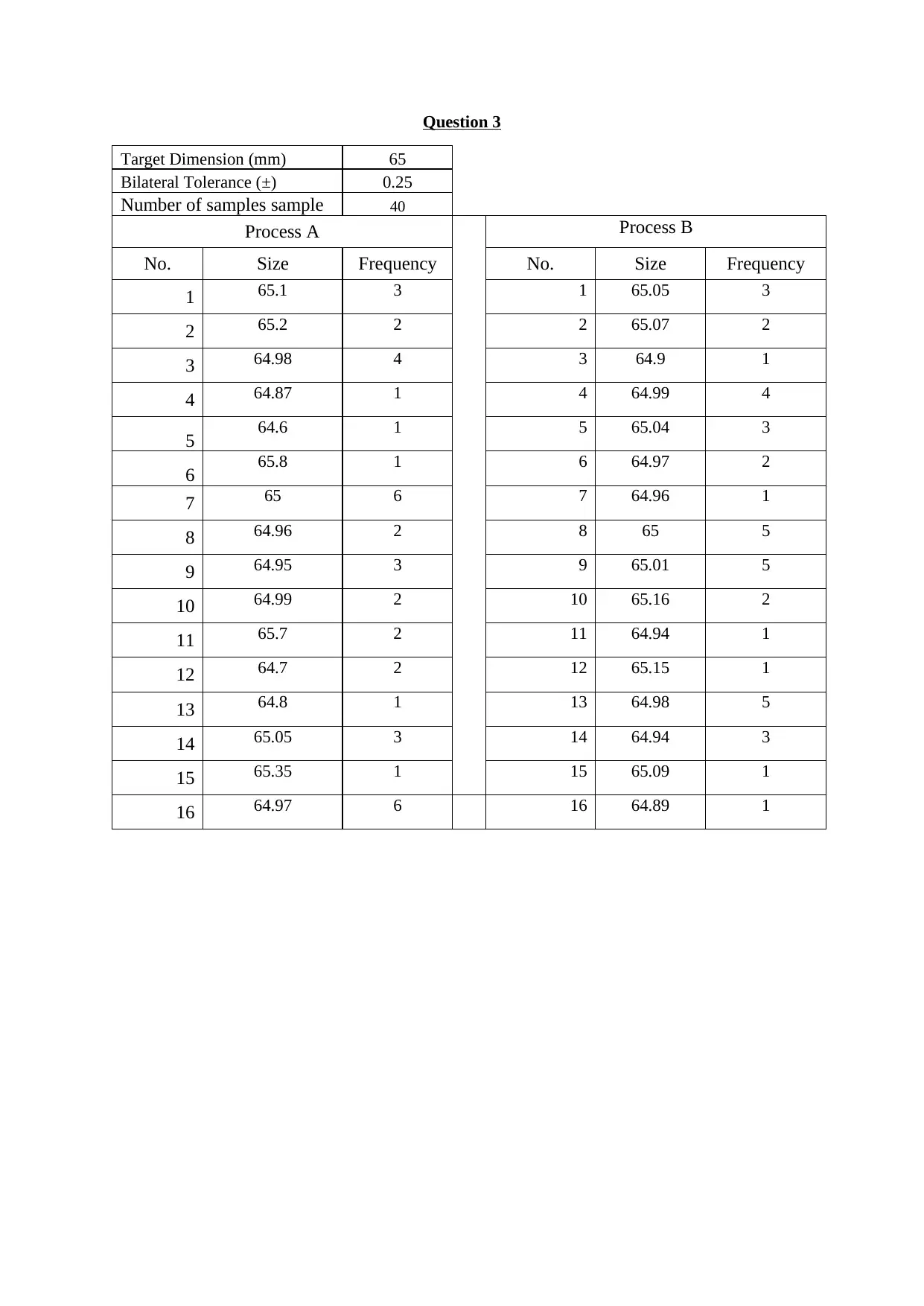
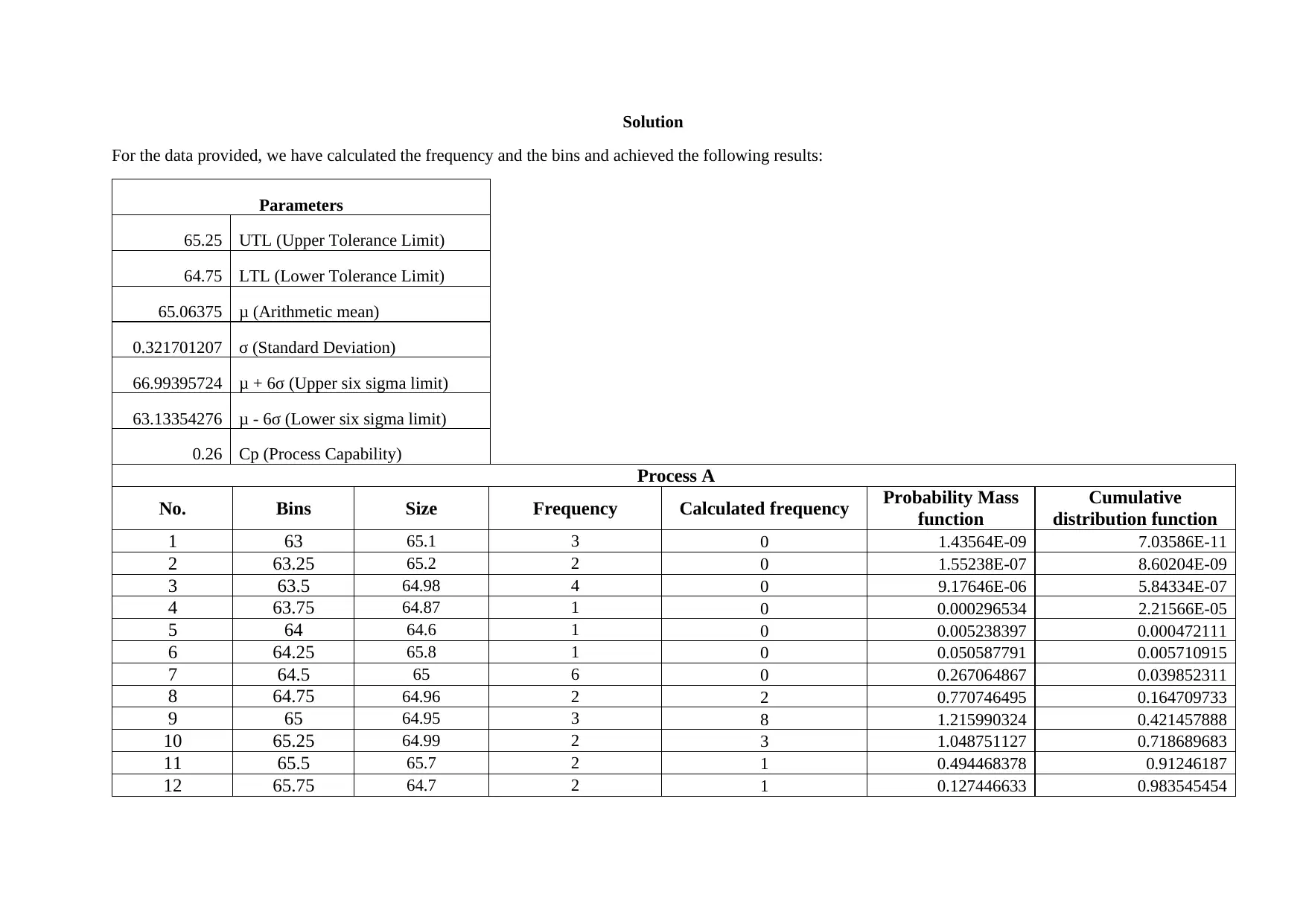
This report addresses the issue of high quality failure costs in a major aerospace system manufacturer, presenting a comprehensive action plan aimed at reducing these costs by 50% over five years. The plan focuses on four key stages: product requirements, quality planning, quality assurance and control, and appraisal costs. It also examines the implications for the three quality cost categories: prevention, appraisal, and failure costs, throughout the proposed period. The report further explores the financial benefits of Design for Manufacturing (DFM), estimating potential savings based on the provided data, and analyzes process capability using statistical methods, comparing two different processes (A and B) to determine the most accurate one. The analysis includes calculations for process capability (Cp) and six sigma limits. Additionally, the report investigates the impact of design choices on product quality and the importance of setting reasonable tolerance limits to mitigate the risk of product failure. Finally, the report discusses the benefits of integrating DFM and assembly into product development, highlighting its positive effects on market readiness and product design.
1 out of 10
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.