CHEM101 Research Assignment: Sulphuric Acid and Haber Process
VerifiedAdded on 2023/06/04
|8
|1536
|134
Report
AI Summary
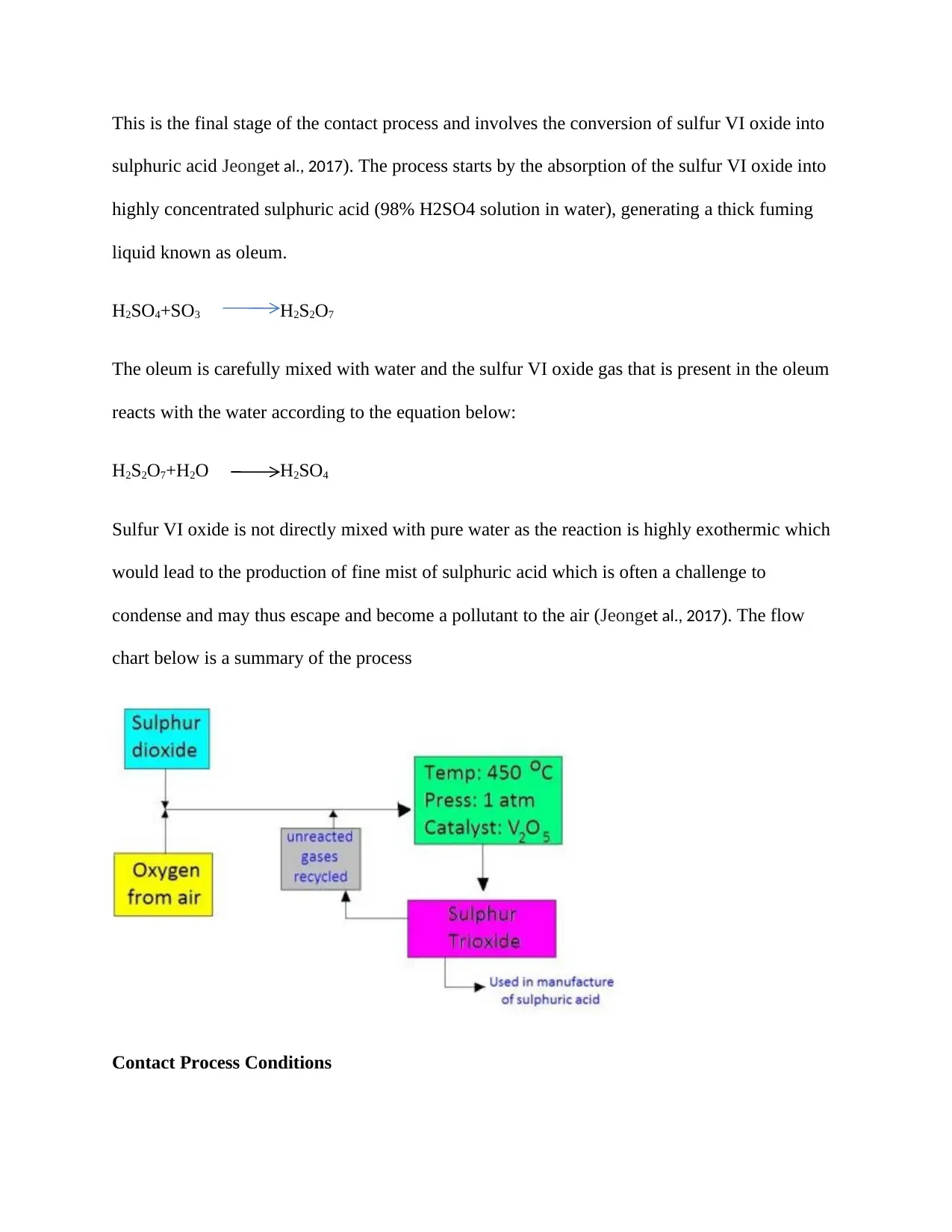
This chemistry research report delves into two crucial industrial processes: the contact process for the production of sulphuric acid and the Haber process for the synthesis of ammonia. The report details the stages involved in the contact process, including sulfur dioxide production, its conversion to sulfur trioxide using a vanadium (V) oxide catalyst, and the final conversion to sulphuric acid. It also outlines the Haber process, describing the combination of nitrogen and hydrogen under high pressure and temperature, facilitated by an iron catalyst, to produce ammonia. The report discusses the reaction conditions, including temperature and pressure, and explores the industrial applications of both sulphuric acid and ammonia, such as in fertilizer production and chemical manufacturing. The report also provides a flowchart summarizing each process and includes references to relevant research papers. The report also highlights the exothermic and reversible nature of the reactions involved. This assignment is contributed by a student and is available on Desklib, a platform providing AI-based study tools for students.
1 out of 8

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.