Faculty of Engineering: Advanced Maintenance Practices Report ENGM03
VerifiedAdded on 2021/05/31
|12
|2359
|23
Report
AI Summary
This report provides a detailed analysis of effective equipment maintenance strategies, focusing on a case study where a company faces significant maintenance challenges due to a weak, primarily reactive maintenance approach. The report highlights the limitations of reactive maintenance and proposes a shift towards a preventive maintenance strategy, emphasizing the use of Overall Equipment Effectiveness (OEE) as a key performance indicator. It breaks down the factors contributing to OEE, including performance, quality, and availability, and presents a table with calculated OEE values over a period. The report then explores condition-based maintenance techniques, including vibration analysis and thermographic analysis, and provides a detailed bearing maintenance strategy. It also outlines various maintenance methods such as preventive, corrective, operational, reliability-centered, condition-based, and run-to-failure maintenance, and discusses the benefits of a Computerized Maintenance Management System (CMMS) for efficient maintenance management. The report concludes by emphasizing the compatibility of CMMS and preventive maintenance techniques, along with the integration of Total Production Management and strategies like Kaizen for overall improvement.
UNIVERSITY OF SUNDERLAND
FACULTY OF Engineering and Advanced Manufacturing
ENGM03
ADVANCED MAINTENANCE PRACTICES
Individual Assessment 2
FACULTY OF Engineering and Advanced Manufacturing
ENGM03
ADVANCED MAINTENANCE PRACTICES
Individual Assessment 2
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
INTRODUCTION
The report hereinafter details the major aspects of effective equipment maintenance. From the given scenario, it is clear
that the company is facing serious maintenance problems courtesy of the weak maintenance strategy. Notably, reactive
maintenance, especially for a complex production system, is never a sure means of maintaining the system. It has got a
number of challenges such as: longer downtime adding onto cost of production, frequent machine and equipment
breakdown prompting the maintenance team to work on the system in a haphazard fashion hence contributing to low
quality of workmanship. Therefore, this report aims at highlighting some of the challenges that the existing strategy
possesses and consequently, a new maintenance strategy is proposed thereafter. Preventive Maintenance strategy is
therefore the better option. Notably, the governing parameter is OEE (overall equipment effectiveness)
OVERALL EQUIPMENT EFFECTIVENESS
The OEE is a parameter that is used to estimate the level of effectiveness of a plant. In this case, three factors are used to
arrive at the OEE value, namely: performance, quality and availability. Therefore OEE is a function of these factors.
Factors required to calculate OEE
(i) Performance
In this case, speed loss is considered such that it is given by the formula:
P = ideal cycle time/(operating time x total pieces ). Performance analysis is essential as it indicates the level of
production outcome in terms of number of pieces produced so far.
(ii) Quality – This considers the number of parts that have been produced and are non-defective. To arrive at this
factor, we will use the number of defective parts.
(iii) Availability
The report hereinafter details the major aspects of effective equipment maintenance. From the given scenario, it is clear
that the company is facing serious maintenance problems courtesy of the weak maintenance strategy. Notably, reactive
maintenance, especially for a complex production system, is never a sure means of maintaining the system. It has got a
number of challenges such as: longer downtime adding onto cost of production, frequent machine and equipment
breakdown prompting the maintenance team to work on the system in a haphazard fashion hence contributing to low
quality of workmanship. Therefore, this report aims at highlighting some of the challenges that the existing strategy
possesses and consequently, a new maintenance strategy is proposed thereafter. Preventive Maintenance strategy is
therefore the better option. Notably, the governing parameter is OEE (overall equipment effectiveness)
OVERALL EQUIPMENT EFFECTIVENESS
The OEE is a parameter that is used to estimate the level of effectiveness of a plant. In this case, three factors are used to
arrive at the OEE value, namely: performance, quality and availability. Therefore OEE is a function of these factors.
Factors required to calculate OEE
(i) Performance
In this case, speed loss is considered such that it is given by the formula:
P = ideal cycle time/(operating time x total pieces ). Performance analysis is essential as it indicates the level of
production outcome in terms of number of pieces produced so far.
(ii) Quality – This considers the number of parts that have been produced and are non-defective. To arrive at this
factor, we will use the number of defective parts.
(iii) Availability
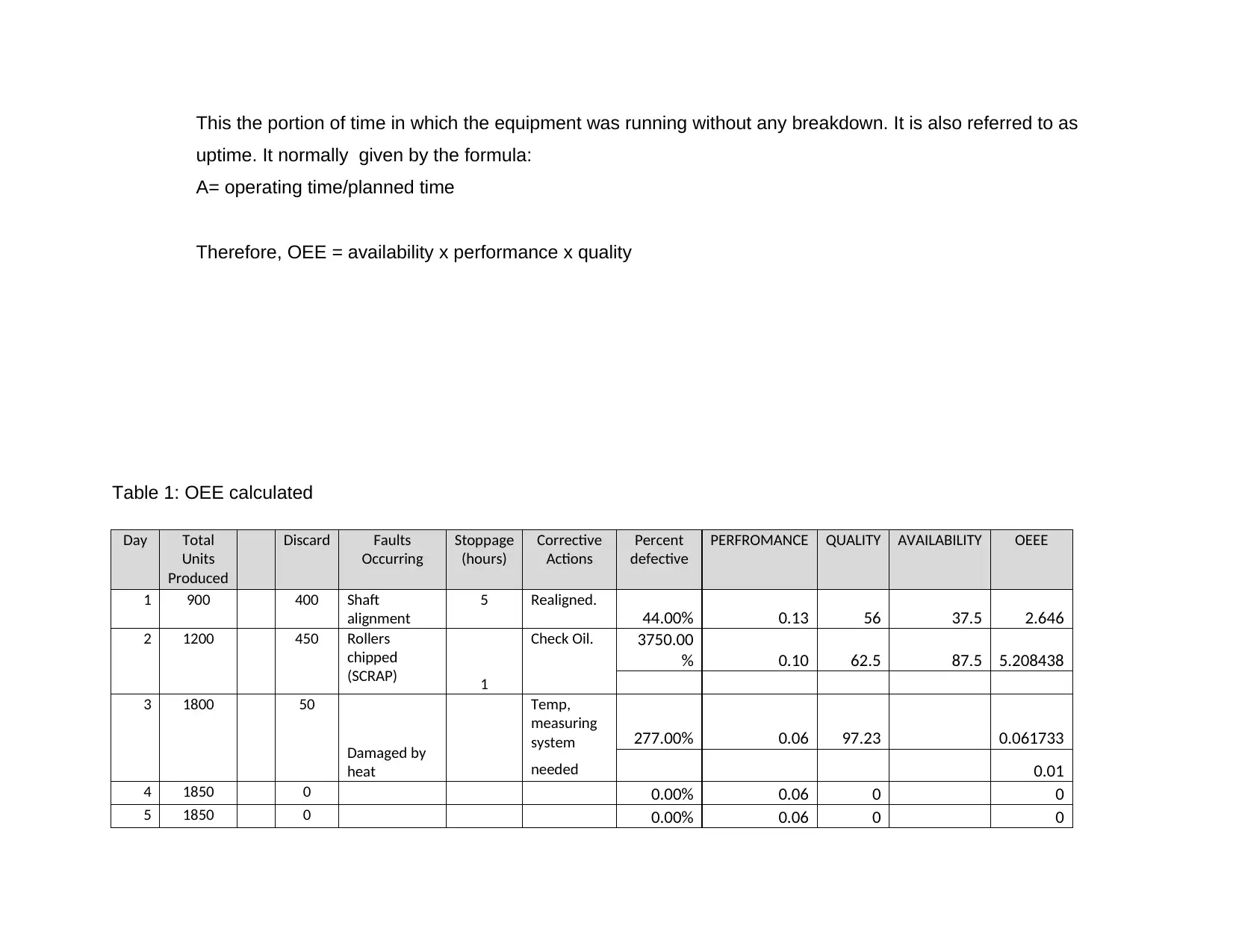
This the portion of time in which the equipment was running without any breakdown. It is also referred to as
uptime. It normally given by the formula:
A= operating time/planned time
Therefore, OEE = availability x performance x quality
Table 1: OEE calculated
Day Total
Units
Produced
Discard Faults
Occurring
Stoppage
(hours)
Corrective
Actions
Percent
defective
PERFROMANCE QUALITY AVAILABILITY OEEE
1 900 400 Shaft
alignment
5 Realigned.
44.00% 0.13 56 37.5 2.646
2 1200 450 Rollers
chipped
(SCRAP) 1
Check Oil. 3750.00
% 0.10 62.5 87.5 5.208438
3 1800 50
Damaged by
heat
Temp,
measuring
system
needed
277.00% 0.06 97.23 0.061733
0.01
4 1850 0 0.00% 0.06 0 0
5 1850 0 0.00% 0.06 0 0
uptime. It normally given by the formula:
A= operating time/planned time
Therefore, OEE = availability x performance x quality
Table 1: OEE calculated
Day Total
Units
Produced
Discard Faults
Occurring
Stoppage
(hours)
Corrective
Actions
Percent
defective
PERFROMANCE QUALITY AVAILABILITY OEEE
1 900 400 Shaft
alignment
5 Realigned.
44.00% 0.13 56 37.5 2.646
2 1200 450 Rollers
chipped
(SCRAP) 1
Check Oil. 3750.00
% 0.10 62.5 87.5 5.208438
3 1800 50
Damaged by
heat
Temp,
measuring
system
needed
277.00% 0.06 97.23 0.061733
0.01
4 1850 0 0.00% 0.06 0 0
5 1850 0 0.00% 0.06 0 0
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
6 800 150 Shaft
alignment
3 Realigned. 1875.00
% 0.14 81.25 62.5 7.251563
7 1850 0 0.00% 0.06 0 0
8 1000 550 Rollers
chipped
(SCRAP)
1 Check Oil.
5500.00
% 0.11 45 87.5 4.496625
9 1850 0 0.00% 0.06 0 0
10 1000 850 Shaft
alignment
4 Realigned.
Vibration
system
required
8500.00
% 0.11 15 50 0.8565
11 1850 0 0.00% 0.07 0 0
12 1850 0 0.00% 0.07 0 0
13 1200 550 Rollers
chipped
(SCRAP)
1 Check Oil.
Oil analyses
needed
4583.00
% 0.10 54.17 87.5 4.512361
14 1850 0 0.00% 0.07 0 0
15 1000 850 Shaft
alignment
3 Realigned. 8500.00
% 0.11 15 62.5 1.070625
16 1850 0 0.00% 0.06 0 0
17 1850 0 0.00% 0.06 0 0
18 1850 0 0.00% 0.06 0 0
19 1850 0 0.00% 0.06 0 0
20 1850 0 0.00% 0.06 0 0
Tota
l
31100 3850 18 (hrs)
26.11384
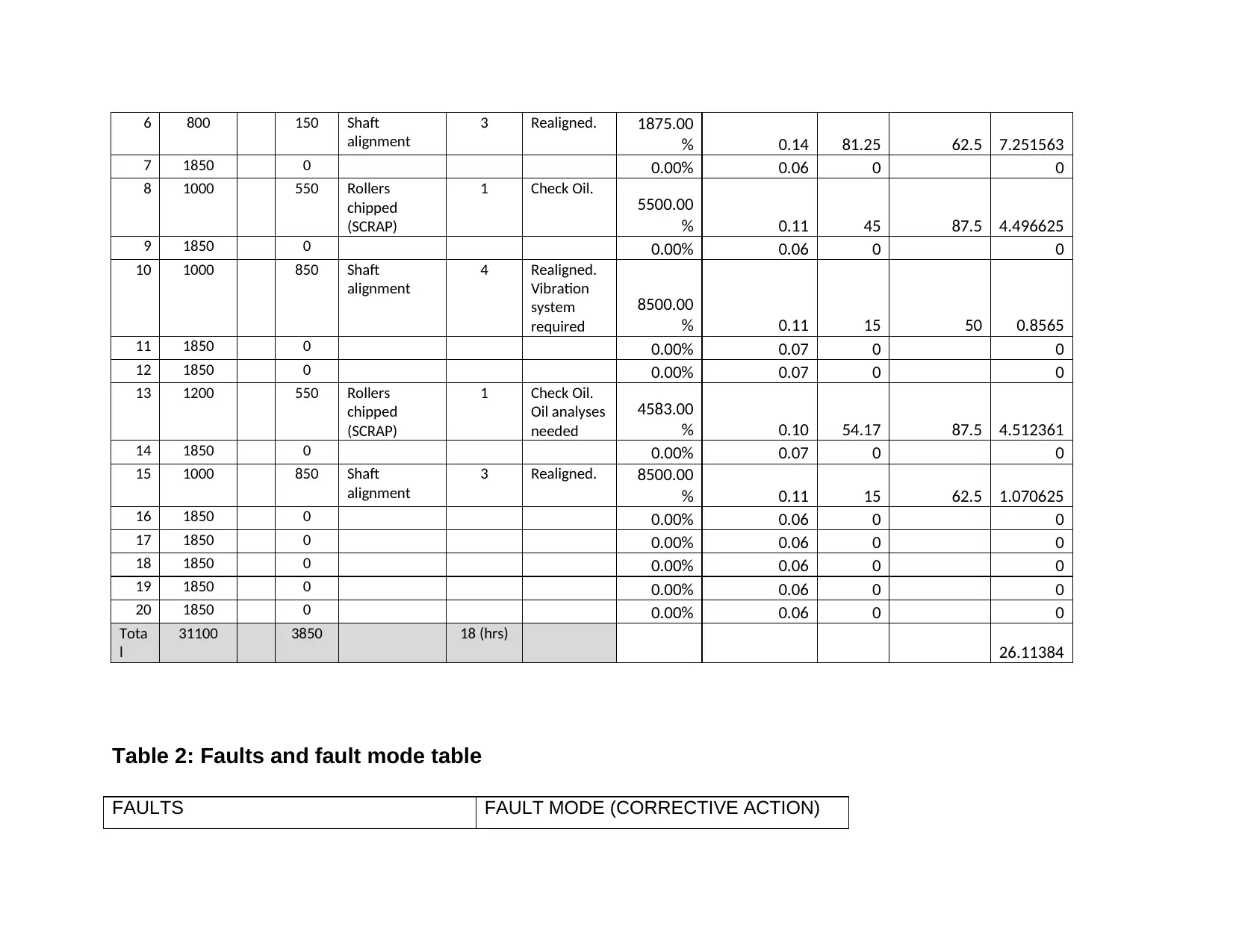
Table 2: Faults and fault mode table
FAULTS FAULT MODE (CORRECTIVE ACTION)
alignment
3 Realigned. 1875.00
% 0.14 81.25 62.5 7.251563
7 1850 0 0.00% 0.06 0 0
8 1000 550 Rollers
chipped
(SCRAP)
1 Check Oil.
5500.00
% 0.11 45 87.5 4.496625
9 1850 0 0.00% 0.06 0 0
10 1000 850 Shaft
alignment
4 Realigned.
Vibration
system
required
8500.00
% 0.11 15 50 0.8565
11 1850 0 0.00% 0.07 0 0
12 1850 0 0.00% 0.07 0 0
13 1200 550 Rollers
chipped
(SCRAP)
1 Check Oil.
Oil analyses
needed
4583.00
% 0.10 54.17 87.5 4.512361
14 1850 0 0.00% 0.07 0 0
15 1000 850 Shaft
alignment
3 Realigned. 8500.00
% 0.11 15 62.5 1.070625
16 1850 0 0.00% 0.06 0 0
17 1850 0 0.00% 0.06 0 0
18 1850 0 0.00% 0.06 0 0
19 1850 0 0.00% 0.06 0 0
20 1850 0 0.00% 0.06 0 0
Tota
l
31100 3850 18 (hrs)
26.11384
Table 2: Faults and fault mode table
FAULTS FAULT MODE (CORRECTIVE ACTION)
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
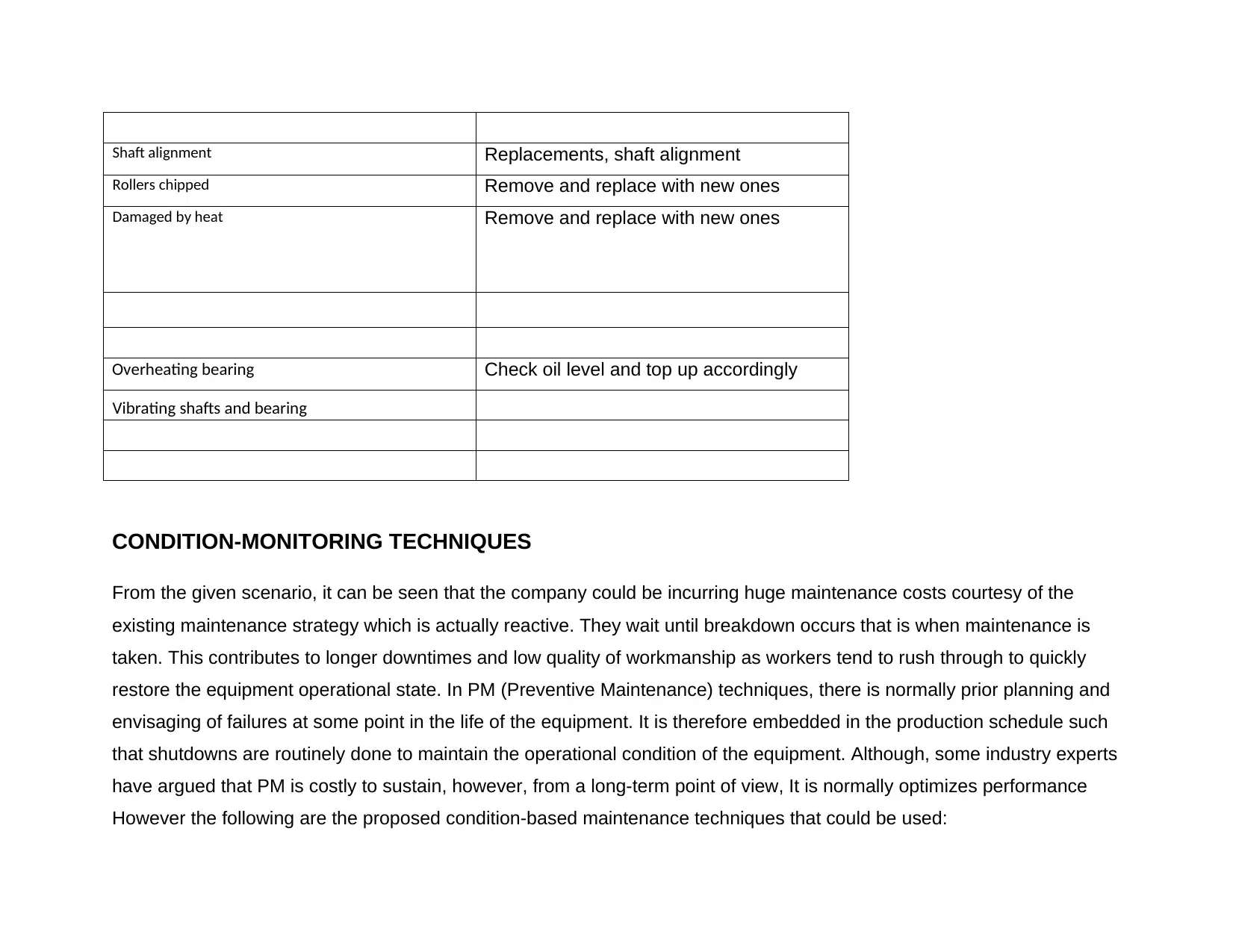
Shaft alignment Replacements, shaft alignment
Rollers chipped Remove and replace with new ones
Damaged by heat Remove and replace with new ones
Overheating bearing Check oil level and top up accordingly
Vibrating shafts and bearing
CONDITION-MONITORING TECHNIQUES
From the given scenario, it can be seen that the company could be incurring huge maintenance costs courtesy of the
existing maintenance strategy which is actually reactive. They wait until breakdown occurs that is when maintenance is
taken. This contributes to longer downtimes and low quality of workmanship as workers tend to rush through to quickly
restore the equipment operational state. In PM (Preventive Maintenance) techniques, there is normally prior planning and
envisaging of failures at some point in the life of the equipment. It is therefore embedded in the production schedule such
that shutdowns are routinely done to maintain the operational condition of the equipment. Although, some industry experts
have argued that PM is costly to sustain, however, from a long-term point of view, It is normally optimizes performance
However the following are the proposed condition-based maintenance techniques that could be used:
Rollers chipped Remove and replace with new ones
Damaged by heat Remove and replace with new ones
Overheating bearing Check oil level and top up accordingly
Vibrating shafts and bearing
CONDITION-MONITORING TECHNIQUES
From the given scenario, it can be seen that the company could be incurring huge maintenance costs courtesy of the
existing maintenance strategy which is actually reactive. They wait until breakdown occurs that is when maintenance is
taken. This contributes to longer downtimes and low quality of workmanship as workers tend to rush through to quickly
restore the equipment operational state. In PM (Preventive Maintenance) techniques, there is normally prior planning and
envisaging of failures at some point in the life of the equipment. It is therefore embedded in the production schedule such
that shutdowns are routinely done to maintain the operational condition of the equipment. Although, some industry experts
have argued that PM is costly to sustain, however, from a long-term point of view, It is normally optimizes performance
However the following are the proposed condition-based maintenance techniques that could be used:
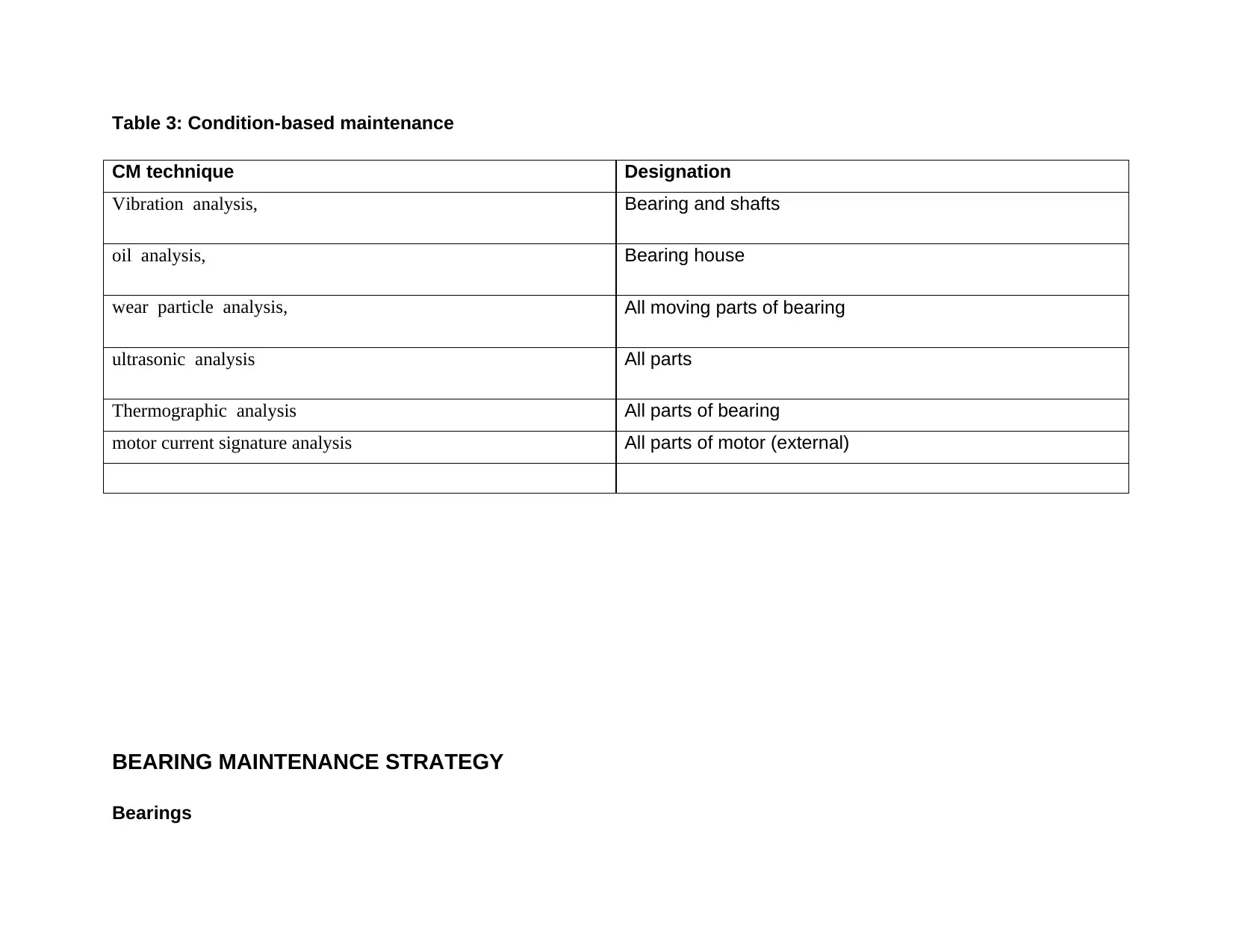
Table 3: Condition-based maintenance
CM technique Designation
Vibration analysis, Bearing and shafts
oil analysis, Bearing house
wear particle analysis, All moving parts of bearing
ultrasonic analysis All parts
Thermographic analysis All parts of bearing
motor current signature analysis All parts of motor (external)
BEARING MAINTENANCE STRATEGY
Bearings
CM technique Designation
Vibration analysis, Bearing and shafts
oil analysis, Bearing house
wear particle analysis, All moving parts of bearing
ultrasonic analysis All parts
Thermographic analysis All parts of bearing
motor current signature analysis All parts of motor (external)
BEARING MAINTENANCE STRATEGY
Bearings
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
These machine elements allow relative motion between two surfaces, one moving over a stationary one, it can be metal to
metal contact or under hydrodynamic conditions. The bearings are of different types, most commonly used is the roller
type.
Notably, bearing lifespan greatly depends on the conditions surrounding it and routine maintenance practices being
adopted on regular basis. Bearings working under difficult environment like high temperature are prone to fail.
Contamination of the lubricant also greatly impacts negatively on the working of the bearing. Lastly, poorly installed
bearings are likely not to last longer.
The safest maintenance practices of all bearings include:
Proper and correct installation
- Where special lifting equipments are required, they must be availed.
An experienced technician should install the bearing.
Regular and timely inspection of the bearings is key;
While inspecting, check for: -overheating, loose labyrinth, vibrations among others.
-The condition of bolts and nuts on the Plummer block
-the condition of the lubricant whether grease or oil is used.
During storage of new bearings, they must be free from any
Contamination
-regularly change its sitting position to ensure uniform distribution of stress.
metal contact or under hydrodynamic conditions. The bearings are of different types, most commonly used is the roller
type.
Notably, bearing lifespan greatly depends on the conditions surrounding it and routine maintenance practices being
adopted on regular basis. Bearings working under difficult environment like high temperature are prone to fail.
Contamination of the lubricant also greatly impacts negatively on the working of the bearing. Lastly, poorly installed
bearings are likely not to last longer.
The safest maintenance practices of all bearings include:
Proper and correct installation
- Where special lifting equipments are required, they must be availed.
An experienced technician should install the bearing.
Regular and timely inspection of the bearings is key;
While inspecting, check for: -overheating, loose labyrinth, vibrations among others.
-The condition of bolts and nuts on the Plummer block
-the condition of the lubricant whether grease or oil is used.
During storage of new bearings, they must be free from any
Contamination
-regularly change its sitting position to ensure uniform distribution of stress.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Bearing selection as an effective maintenance strategy
Lastly, selection of bearings for a particular job should be done accurately. The loads to be supported by the bearing must
be determined before acquiring one. A standard selection chart is normally availed at the workshop to make it easier for
the engineers to select bearing with the most optimized performance that is likely to cause less downtime due to failure
(some of the failures as highlighted earlier).
BEARING MAINTENANCE PROGRAM
For plant to be up and running without serious technical breakdowns that could negatively impact on the Production, a
clear and well informed management strategy on maintenance is highly recommended. The company technician staff
should be well disciplined and know the consequences of failing to meet the production expectations.
Therefore, clear maintenance methods have been designed and Tailor-made to operationalize the maintenance activities
based on the ground situation. Admittedly, PM strategy to be adopted would often involve a number of PM strategies and
these will include:
1. PREVENTIVE MAINTENANCE
It involves systematic inspections, detection and correction of incipient failures either before they occur or before they
develop into major defects which can cause total production failure. Includes testing, measuring, adjusting and replacing;
performed specifically to prevent faults from occurring. The primary aim is to mitigate the consequences of failure before it
actually occurs. May include partial or complete overhaul at specified periods such as lubrication routines, oil engine
changes etc. However, this method is highly precarious as there is always a possibility of human failure which could incur
extra production cost.
Lastly, selection of bearings for a particular job should be done accurately. The loads to be supported by the bearing must
be determined before acquiring one. A standard selection chart is normally availed at the workshop to make it easier for
the engineers to select bearing with the most optimized performance that is likely to cause less downtime due to failure
(some of the failures as highlighted earlier).
BEARING MAINTENANCE PROGRAM
For plant to be up and running without serious technical breakdowns that could negatively impact on the Production, a
clear and well informed management strategy on maintenance is highly recommended. The company technician staff
should be well disciplined and know the consequences of failing to meet the production expectations.
Therefore, clear maintenance methods have been designed and Tailor-made to operationalize the maintenance activities
based on the ground situation. Admittedly, PM strategy to be adopted would often involve a number of PM strategies and
these will include:
1. PREVENTIVE MAINTENANCE
It involves systematic inspections, detection and correction of incipient failures either before they occur or before they
develop into major defects which can cause total production failure. Includes testing, measuring, adjusting and replacing;
performed specifically to prevent faults from occurring. The primary aim is to mitigate the consequences of failure before it
actually occurs. May include partial or complete overhaul at specified periods such as lubrication routines, oil engine
changes etc. However, this method is highly precarious as there is always a possibility of human failure which could incur
extra production cost.
2. CORRECTIVE MAINTENANCE
In this method, mainly aimed at ensuring equipment works again after minor breakdown tasks performed include
identification, isolations and rectification so that failed equipment, machine or system can be restored to an operational
condition within the tolerances or limits established for in service operations.
Mainly divided into;
I. Immediate corrective maintenance where work starts immediately after maintenance
II. Deferred corrective maintenance where work is delayed in conformance to a given set of maintenance rules.
3. OPERATIONAL MAINTENANCE
This method involves maintaining equipment or machine while in use. It involves minor maintenance procedures which do
not require technical knowledge of the equipment or systems functions or design. Consist of inspection, cleaning,
servicing, preserving, lubricating and adjusting the bearing. It will be done by the respective operators.
4. RELIABILITY CENTRED MAINTENANCE (RCM)
This method is aimed at ensuring the machines and systems continue to do what their operators require in their
respective operating context. It is used to achieve minimum maintenance changes to operating procedures and strategies.
Successful implementation often guarantees maximum machine uptime.
In this method, mainly aimed at ensuring equipment works again after minor breakdown tasks performed include
identification, isolations and rectification so that failed equipment, machine or system can be restored to an operational
condition within the tolerances or limits established for in service operations.
Mainly divided into;
I. Immediate corrective maintenance where work starts immediately after maintenance
II. Deferred corrective maintenance where work is delayed in conformance to a given set of maintenance rules.
3. OPERATIONAL MAINTENANCE
This method involves maintaining equipment or machine while in use. It involves minor maintenance procedures which do
not require technical knowledge of the equipment or systems functions or design. Consist of inspection, cleaning,
servicing, preserving, lubricating and adjusting the bearing. It will be done by the respective operators.
4. RELIABILITY CENTRED MAINTENANCE (RCM)
This method is aimed at ensuring the machines and systems continue to do what their operators require in their
respective operating context. It is used to achieve minimum maintenance changes to operating procedures and strategies.
Successful implementation often guarantees maximum machine uptime.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
5. CONDITION-BASED MAINTENANCE
This type of maintenance should be done only when need arises, especially after one or more indicators show that
equipment is going to fail or that equipment performance is deteriorating. It is only applicable in critical systems whose
deteriorating performance can greatly compromise the safety of the user and machine itself. It is an expensive method
since initial costs are always high. Besides, it may face a lot of resistance in an established organization. However, with
systems becoming more costly and information and instrumentation becoming cheaper, CBM can be a great tool of
overall systems performance improvement.
6. RUN TO FAILURE MAINTENANCE (RTF)
In this case, machines are allowed to run until they breakdown and no longer can they be used. At this point, reactive
maintenance is usually performed. A plan is usually in the pipeline to limit on the production losses should the failure
occur unknowingly. Spare parts must always be available in the store. However, the method would involve minimum
planning.
Since we are dealing with a complex plant system, it may be necessary to digitize the maintenance management system
for efficient troubleshooting, spares retrieval and quick replacements hence maximizing on equipment uptime and
production performance. Briefly, CMMS is discussed in the next section:
(II) COMPUTER SOFTWARE MAINTENANCE MANAGEMENT SYSTEM (CMMS)
For a better management of each of the maintenance methods discussed on the immediate previous section, a software
system has been designed to make operationalization possible.
This type of maintenance should be done only when need arises, especially after one or more indicators show that
equipment is going to fail or that equipment performance is deteriorating. It is only applicable in critical systems whose
deteriorating performance can greatly compromise the safety of the user and machine itself. It is an expensive method
since initial costs are always high. Besides, it may face a lot of resistance in an established organization. However, with
systems becoming more costly and information and instrumentation becoming cheaper, CBM can be a great tool of
overall systems performance improvement.
6. RUN TO FAILURE MAINTENANCE (RTF)
In this case, machines are allowed to run until they breakdown and no longer can they be used. At this point, reactive
maintenance is usually performed. A plan is usually in the pipeline to limit on the production losses should the failure
occur unknowingly. Spare parts must always be available in the store. However, the method would involve minimum
planning.
Since we are dealing with a complex plant system, it may be necessary to digitize the maintenance management system
for efficient troubleshooting, spares retrieval and quick replacements hence maximizing on equipment uptime and
production performance. Briefly, CMMS is discussed in the next section:
(II) COMPUTER SOFTWARE MAINTENANCE MANAGEMENT SYSTEM (CMMS)
For a better management of each of the maintenance methods discussed on the immediate previous section, a software
system has been designed to make operationalization possible.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
The system is a database of information on the organization maintenance operations. It is intended to aid the
maintenance workers do the job most effectively. Normally, it can determine which machines require maintenance (where,
what, how, when questions can be answered...). It also used to verify regulatory compliance. The software package is
usually web-based such that the co-selling of the product is done outside server.
Among the jobs done include creation of a work order where a maintenance worker goes to the IT person and describes
the details and nature of work before he can be slotted for a job. The work order also contains relevant information such
as the cause of the problem and recommendations for future action. Because of the ‘footprint nature’ of software systems,
equipment performance can be monitored in a continuous fashion and solutions to common problems can be sealed at
the next available opportune time. The system allows for faster retrieval of spares and parts from a more complex web of
system components and parts. It enables maintenance planners to stay abreast on the plant equipment spares inventory
hence minimizing on the cost of frequent supply. Besides, the system monitors the quality of workmanship by tagging the
maintenance personnel to a specific task assigned such that quick referencing can be undertaken and job verification
done. Therefore, it supports Total Production Management philosophy.
However, just like any other system, CMMS has got some limitations. Normally, it is prone to malicious attacks from
outside sources as it is online. These attackers should they gain access to the system, can alter it and cause system
malfunctioning which may lead to loss of confidential data and even incur unnecessary financial losses. It is required that
the system be barricaded with a strong firewall and an up-to date antivirus.
CONCLUSION
CMMS and PM techniques perfectly do match. In this case, CMMS is briefly discussed. However, most of preventive
techniques are supported by the software system and this makes it more compatible for implementation with the CMMS.
maintenance workers do the job most effectively. Normally, it can determine which machines require maintenance (where,
what, how, when questions can be answered...). It also used to verify regulatory compliance. The software package is
usually web-based such that the co-selling of the product is done outside server.
Among the jobs done include creation of a work order where a maintenance worker goes to the IT person and describes
the details and nature of work before he can be slotted for a job. The work order also contains relevant information such
as the cause of the problem and recommendations for future action. Because of the ‘footprint nature’ of software systems,
equipment performance can be monitored in a continuous fashion and solutions to common problems can be sealed at
the next available opportune time. The system allows for faster retrieval of spares and parts from a more complex web of
system components and parts. It enables maintenance planners to stay abreast on the plant equipment spares inventory
hence minimizing on the cost of frequent supply. Besides, the system monitors the quality of workmanship by tagging the
maintenance personnel to a specific task assigned such that quick referencing can be undertaken and job verification
done. Therefore, it supports Total Production Management philosophy.
However, just like any other system, CMMS has got some limitations. Normally, it is prone to malicious attacks from
outside sources as it is online. These attackers should they gain access to the system, can alter it and cause system
malfunctioning which may lead to loss of confidential data and even incur unnecessary financial losses. It is required that
the system be barricaded with a strong firewall and an up-to date antivirus.
CONCLUSION
CMMS and PM techniques perfectly do match. In this case, CMMS is briefly discussed. However, most of preventive
techniques are supported by the software system and this makes it more compatible for implementation with the CMMS.
Besides, TPM philosophy is normally used to house all the elements involved in maintenance and production.
Additionally, strategies such as Kaizen can be included in the plan to fine-tune the proposed strategy. Kaizen mostly
focuses on eliminating wastes and ensuring that operations are handled in an efficient manner with minimum backlash.
However, the proposed strategy, as mentioned earlier, must be carefully evaluated before implementation. There are
many factors at play that may inhibit its successful implementation. The needs of the workers must be considered so that
the system is not sabotaged at its inception. Admittedly, however, PM techniques, under proper management, can
substantially improve the production performance and quality of production. It is therefore recommended for further
consideration by the management of the said company.
Additionally, strategies such as Kaizen can be included in the plan to fine-tune the proposed strategy. Kaizen mostly
focuses on eliminating wastes and ensuring that operations are handled in an efficient manner with minimum backlash.
However, the proposed strategy, as mentioned earlier, must be carefully evaluated before implementation. There are
many factors at play that may inhibit its successful implementation. The needs of the workers must be considered so that
the system is not sabotaged at its inception. Admittedly, however, PM techniques, under proper management, can
substantially improve the production performance and quality of production. It is therefore recommended for further
consideration by the management of the said company.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 12
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.