PROD 1024 Project: Lean Manufacturing and Value Stream Mapping for FEI
VerifiedAdded on 2022/09/10
|14
|2966
|24
Project
AI Summary
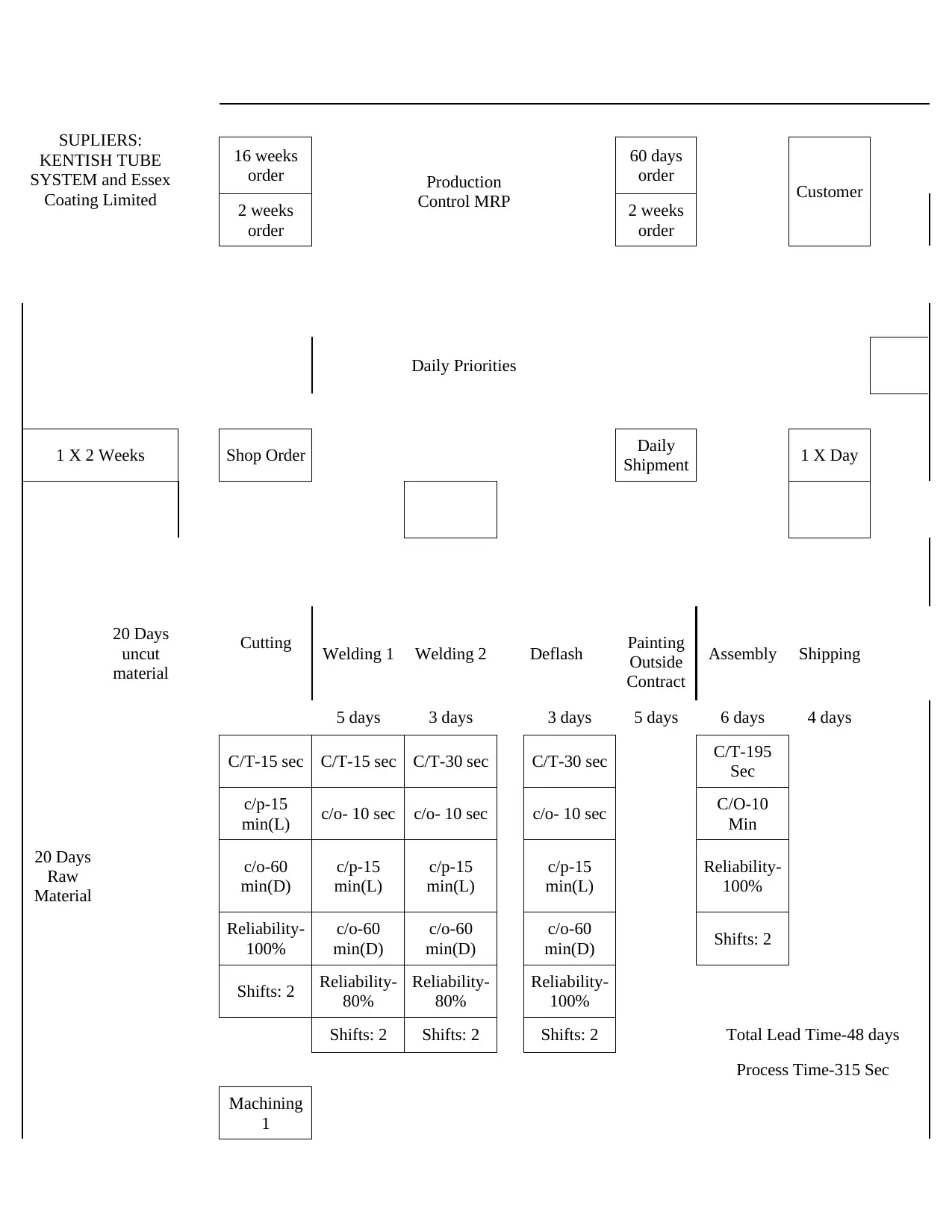
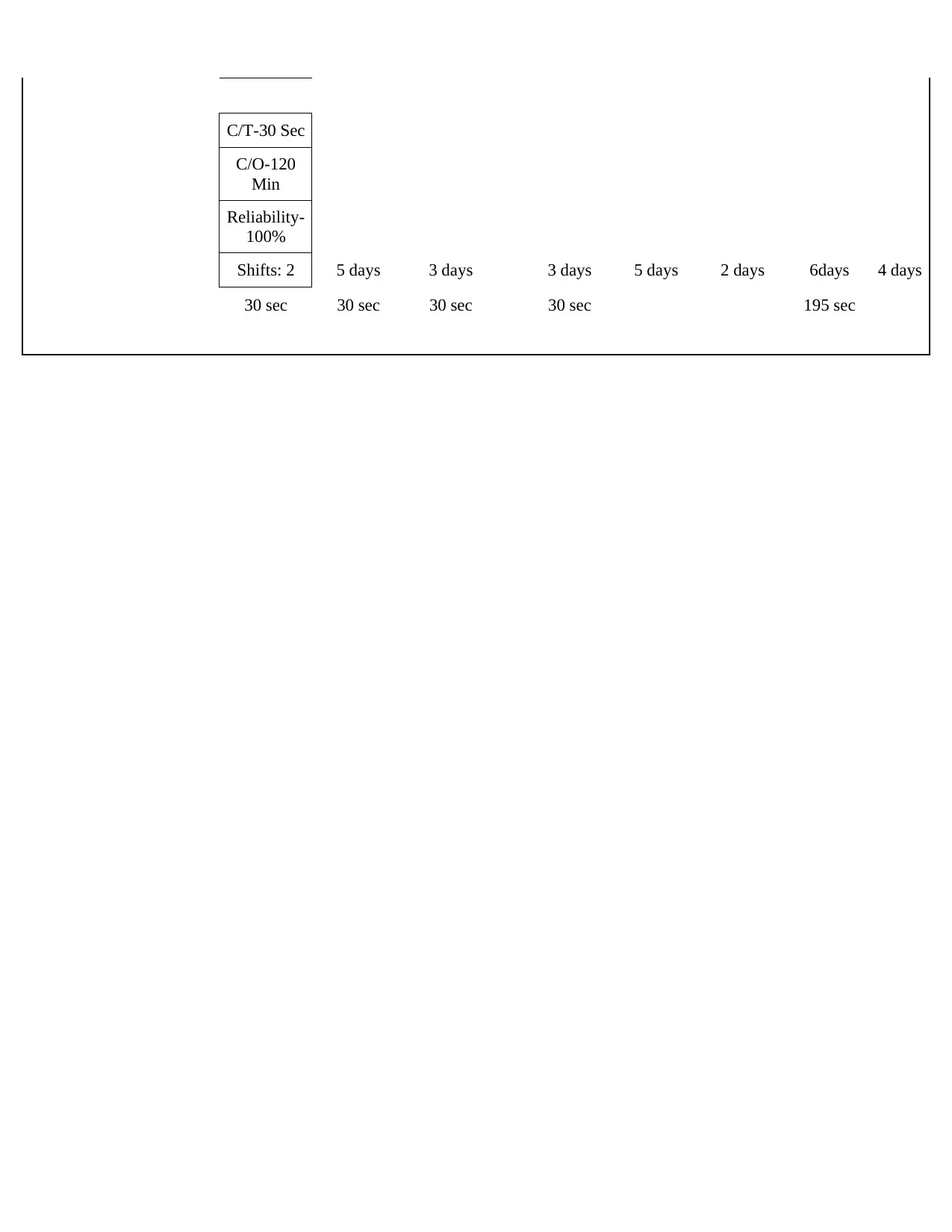
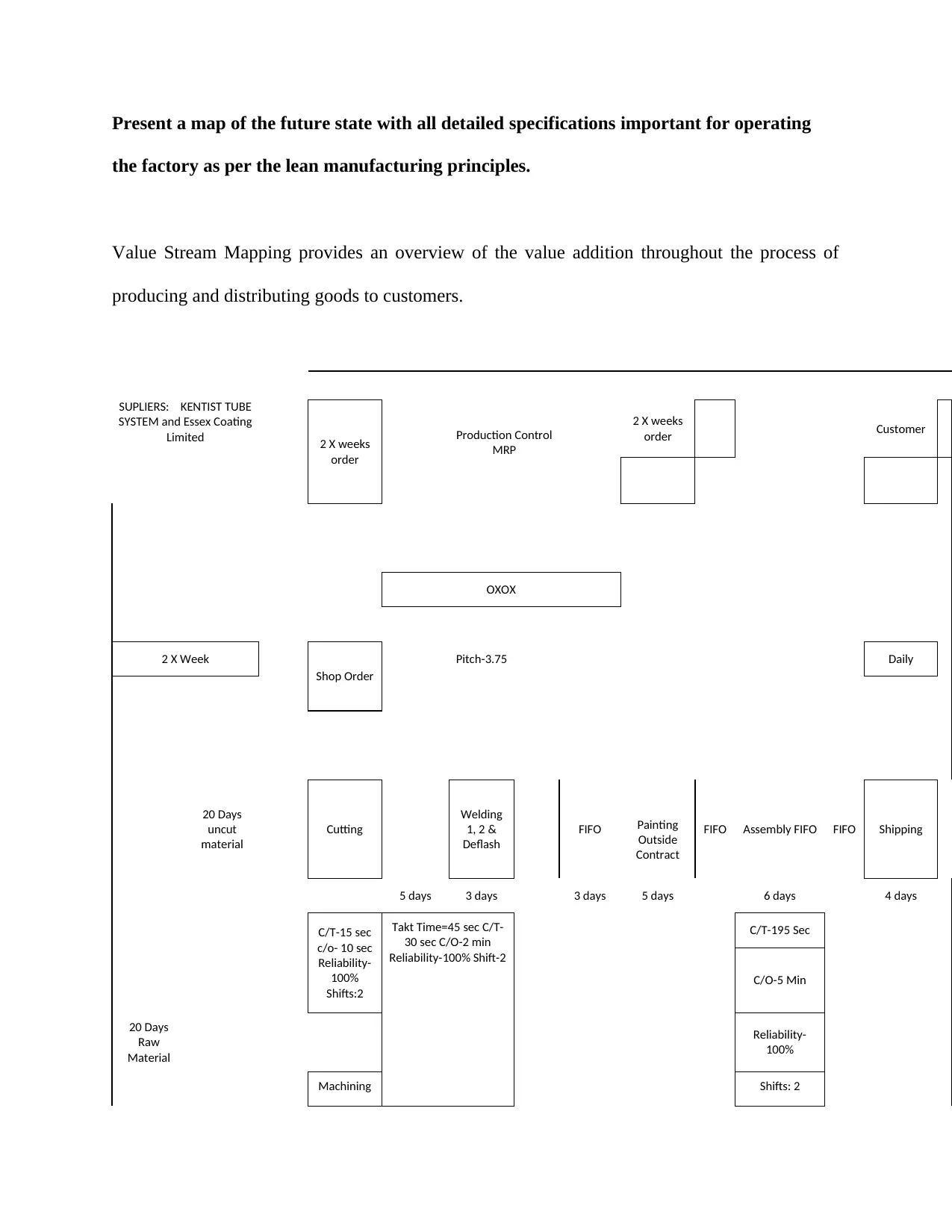
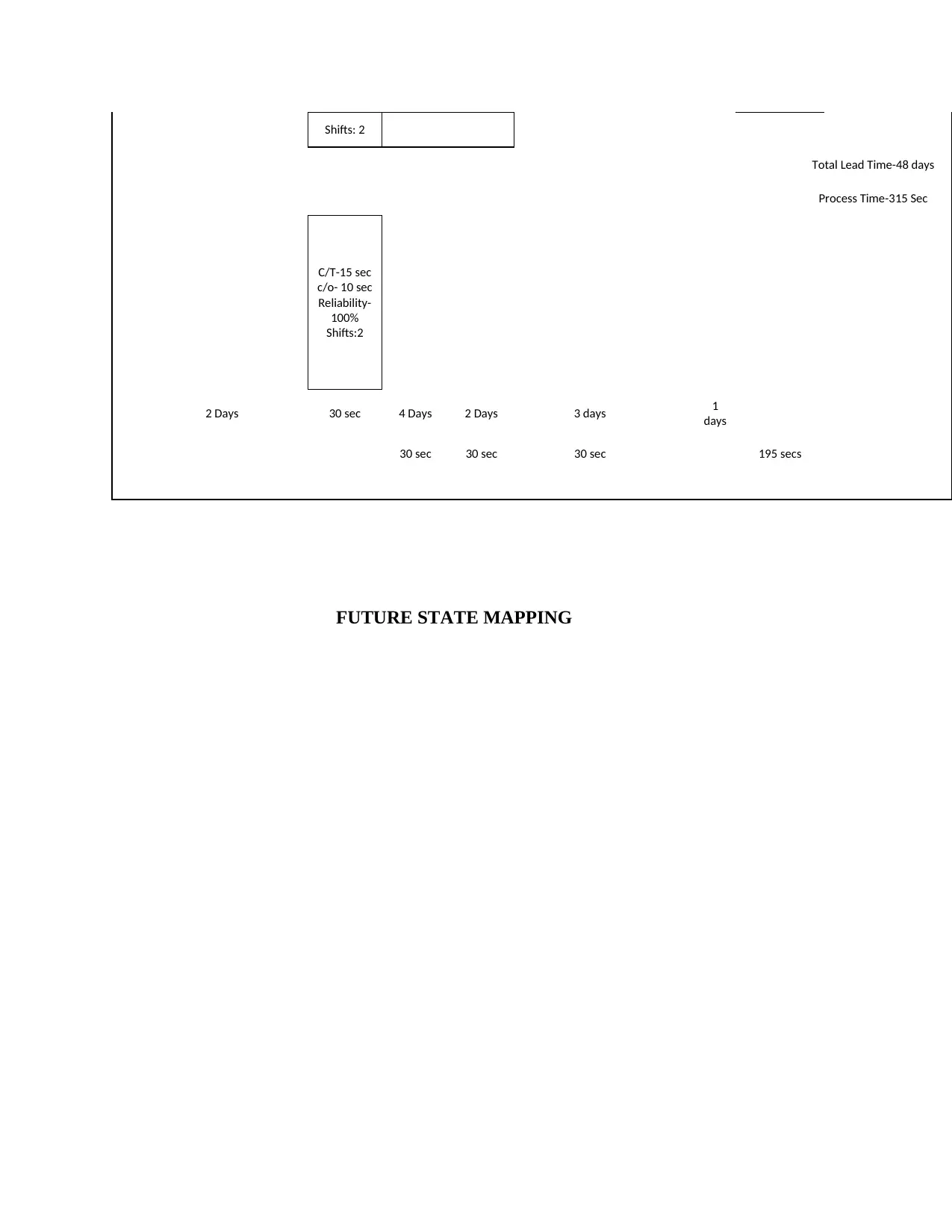
This project presents a comprehensive analysis of Farm Equipment International (FEI), focusing on lean manufacturing principles. The assignment begins with a detailed value stream map of the current manufacturing processes, identifying key areas for improvement. It then addresses eight critical questions related to future state design, including the calculation of takt time, the implementation of FIFO and Kanban systems, and the optimization of production flow. The project culminates in the creation of a future state map, outlining the processes necessary to operate the factory according to lean principles, and an implementation plan to transition from the present to the future state. The analysis covers various aspects of production, including cutting, welding, machining, painting, assembly, and shipping, with a focus on reducing lead times, eliminating waste, and improving overall efficiency. The solution provides detailed calculations, process analysis, and recommendations for optimizing the manufacturing workflow at FEI.

1 out of 14
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.