Additive Manufacturing: Processes, Materials, and Applications Report
VerifiedAdded on 2021/05/31
|6
|1992
|58
Report
AI Summary
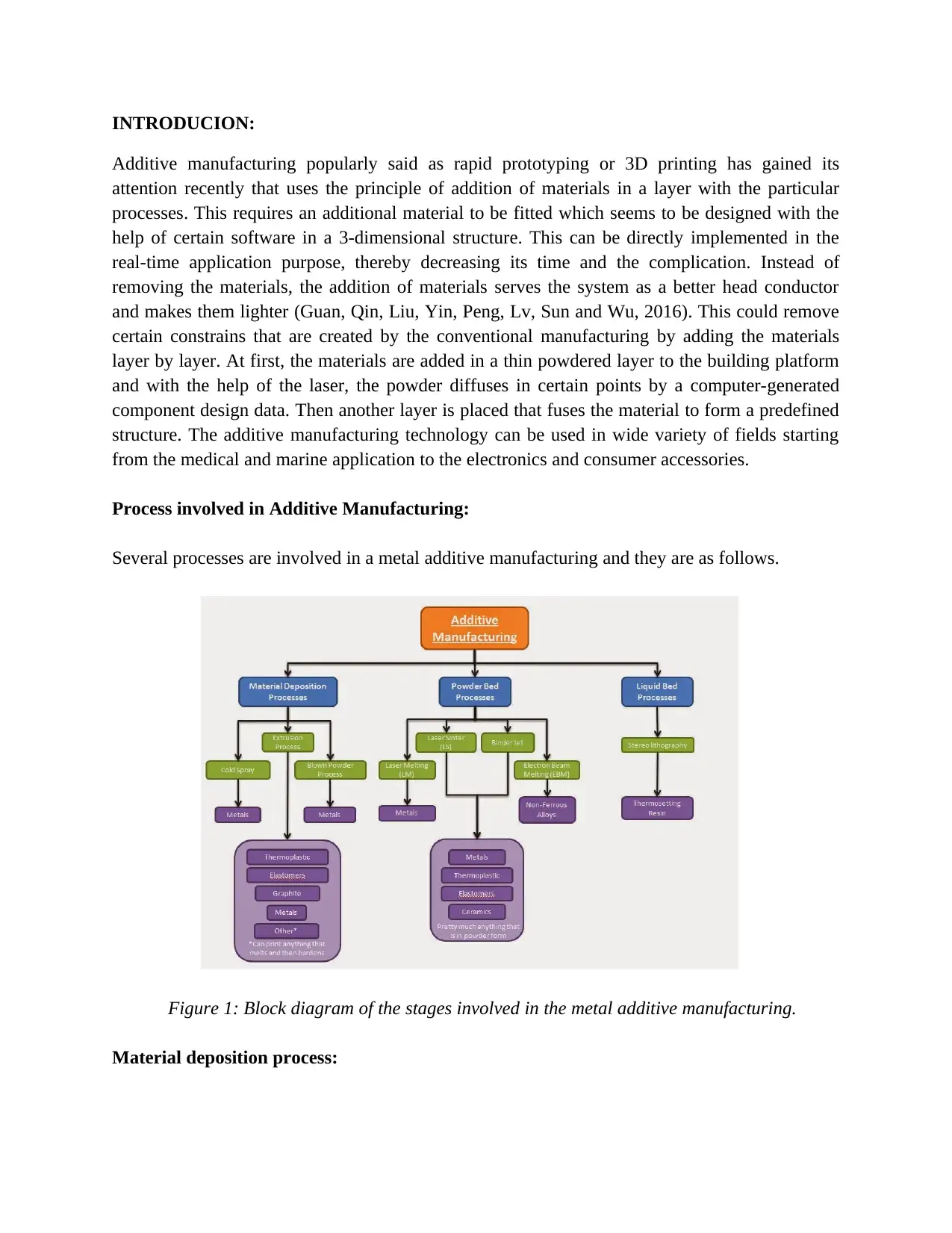
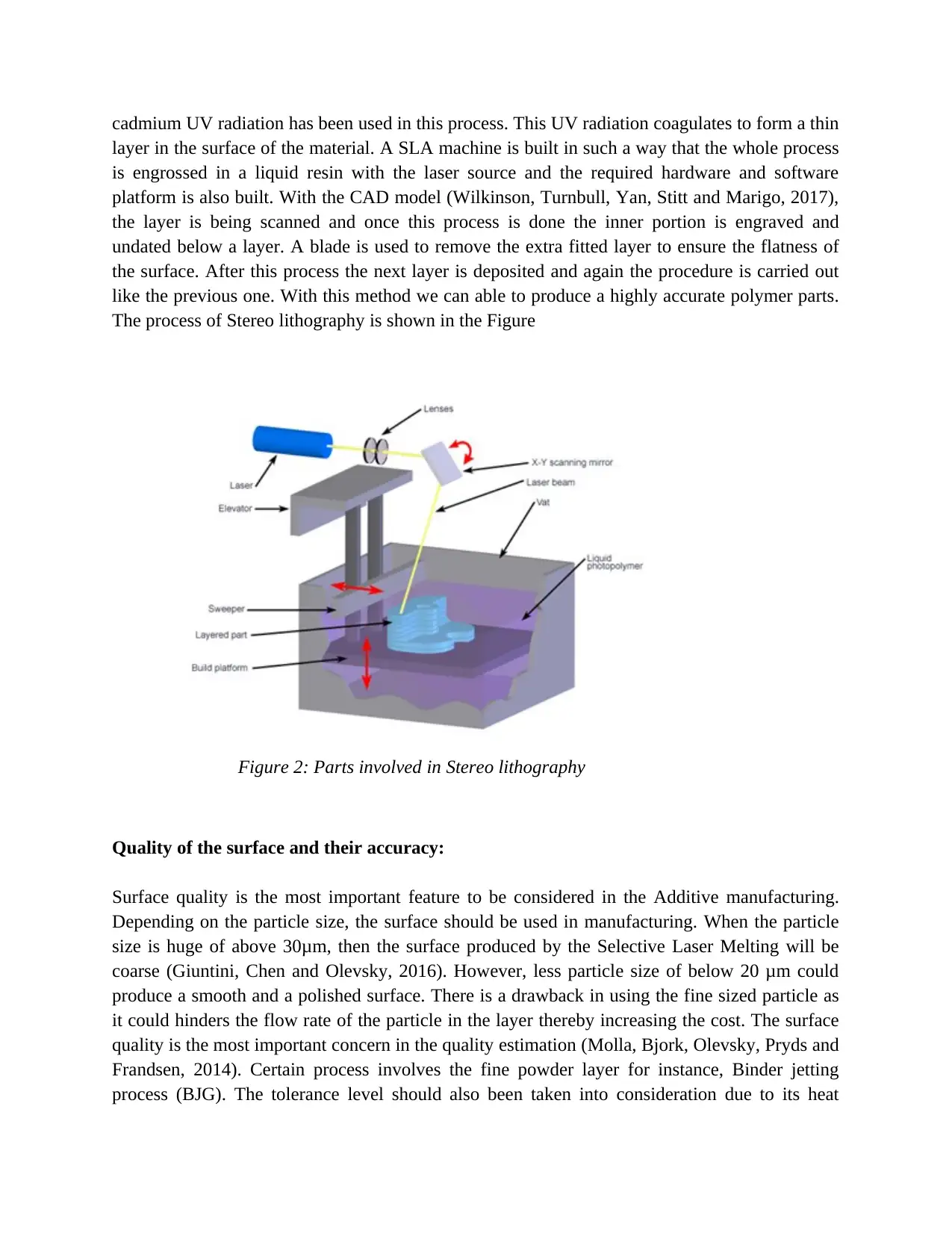
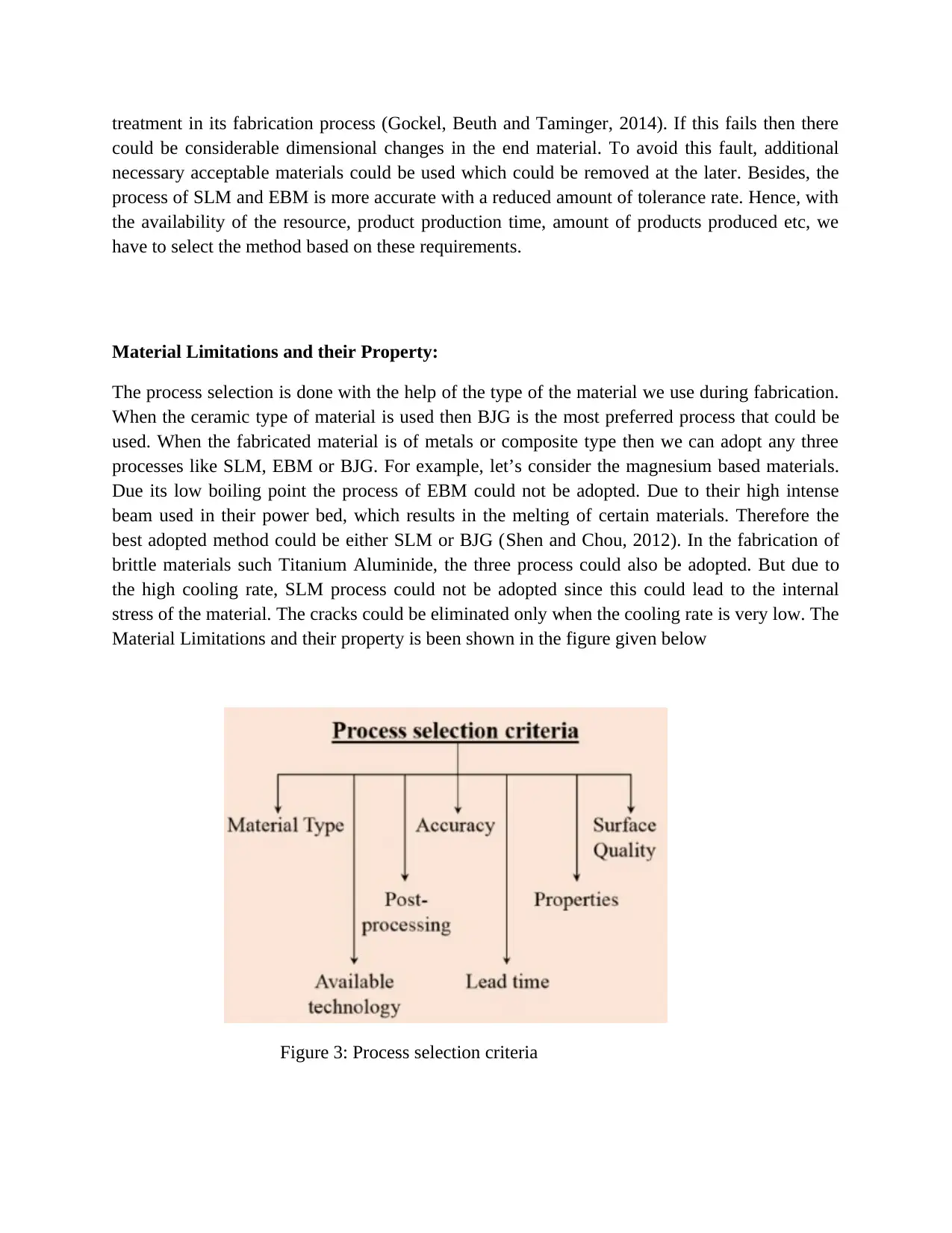
This report provides a comprehensive overview of additive manufacturing, also known as 3D printing. It begins with an introduction to the concept, highlighting its advantages over traditional manufacturing methods, such as the ability to build complex geometries and use lighter materials. The report then delves into the core processes involved in metal additive manufacturing, including material deposition (cold spray, extrusion, blown powder), powder bed processes (laser beam melting, electron beam melting), and liquid bed processes (stereo lithography). Each process is explained in detail, including the specific technologies used, their working principles, and their applications. The report also discusses the importance of surface quality and accuracy, factors that significantly impact the final product. It further addresses material limitations, detailing how the choice of material influences the selection of the manufacturing process. The report concludes by summarizing the key points and emphasizing the importance of considering various process variables and material properties for successful additive manufacturing. References to relevant research papers are also included.

1 out of 6
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.