Detailed Report: Implementing Autonomous Maintenance in Engineering
VerifiedAdded on 2023/06/04
|19
|4272
|298
Report
AI Summary
This report, prepared by a student, delves into the concept of Autonomous Maintenance (AM) within the framework of Total Productive Maintenance (TPM). It begins with an introduction to AM, defining it from the perspectives of multiple scholars, and outlines its core functions and objectives within an organization. The report then describes the methodology for conducting AM training, emphasizing the importance of operator education and skill development. A significant portion is dedicated to proposing an AM development program, detailing initial preparation steps such as team formation, time frame establishment, and equipment selection. The execution process is explained, covering preliminary cleaning, removal of pollution sources, inspection and control procedures, and the establishment of lubrication standards. Furthermore, the report addresses task transfer between maintenance teams and proposes an improvement plan incorporating the SMED strategy and Kaizen method to enhance the maintenance system. Finally, it evaluates the implications of the proposed plan, assessing how the strategies will positively impact the organization. The report provides a comprehensive overview of AM implementation and its benefits in enhancing equipment efficiency and overall productivity.

Maintenance 1
TOTAL PRODUCTIVE MAINTENANCE
Name
Institutional affiliation
TOTAL PRODUCTIVE MAINTENANCE
Name
Institutional affiliation
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Maintenance 2
Abstract
This research paper is about the autonomous maintenance and it falls under total productivity
maintained. The introduction of the AM is covered, its goals, objectives and functions are all
described in this paper. The development process and the training process of the AM are covered
too. The study also proposed the improvement plan in the maintenance systems by discussing the
task transfer between the maintenance strategy of SMED and the kaizen activity of the plan.
Lastly, the implication of the plan is evaluated to see the strategies will help the organization in a
positive way. AM is based on raising the awareness of the operator on the understanding and
knowledge principle operation of the machines. The equipment is always a shared responsibility
for the two parties' for the maintenance.
Abstract
This research paper is about the autonomous maintenance and it falls under total productivity
maintained. The introduction of the AM is covered, its goals, objectives and functions are all
described in this paper. The development process and the training process of the AM are covered
too. The study also proposed the improvement plan in the maintenance systems by discussing the
task transfer between the maintenance strategy of SMED and the kaizen activity of the plan.
Lastly, the implication of the plan is evaluated to see the strategies will help the organization in a
positive way. AM is based on raising the awareness of the operator on the understanding and
knowledge principle operation of the machines. The equipment is always a shared responsibility
for the two parties' for the maintenance.
Maintenance 3
Table of Contents
Abstract.......................................................................................................................................................2
Introduction.................................................................................................................................................4
Question one...............................................................................................................................................4
Introduction to Autonomous maintenance.................................................................................................4
Functions and objectives of autonomous maintenance..............................................................................5
The methodology of conducting autonomous maintenance training.........................................................5
Proposal for the autonomous maintenance development program...........................................................7
AM initial preparation.............................................................................................................................7
AM team formation.............................................................................................................................7
AM time frame of activities.................................................................................................................8
Selection of equipment.......................................................................................................................8
Execution process....................................................................................................................................8
Preliminary cleaning............................................................................................................................8
Removal of sources of pollutions.........................................................................................................9
Inspection and control.........................................................................................................................9
Lubricating standards........................................................................................................................10
AM standards....................................................................................................................................10
AM audit improvement.........................................................................................................................11
Question two.............................................................................................................................................12
Task transfer between the maintenance team..........................................................................................12
SMED strategy...........................................................................................................................................12
Benefits..................................................................................................................................................13
Implementation of SMED......................................................................................................................13
Kaizen method...........................................................................................................................................14
Implications of the above plan..................................................................................................................16
Conclusion.................................................................................................................................................16
References.................................................................................................................................................18
Table of Contents
Abstract.......................................................................................................................................................2
Introduction.................................................................................................................................................4
Question one...............................................................................................................................................4
Introduction to Autonomous maintenance.................................................................................................4
Functions and objectives of autonomous maintenance..............................................................................5
The methodology of conducting autonomous maintenance training.........................................................5
Proposal for the autonomous maintenance development program...........................................................7
AM initial preparation.............................................................................................................................7
AM team formation.............................................................................................................................7
AM time frame of activities.................................................................................................................8
Selection of equipment.......................................................................................................................8
Execution process....................................................................................................................................8
Preliminary cleaning............................................................................................................................8
Removal of sources of pollutions.........................................................................................................9
Inspection and control.........................................................................................................................9
Lubricating standards........................................................................................................................10
AM standards....................................................................................................................................10
AM audit improvement.........................................................................................................................11
Question two.............................................................................................................................................12
Task transfer between the maintenance team..........................................................................................12
SMED strategy...........................................................................................................................................12
Benefits..................................................................................................................................................13
Implementation of SMED......................................................................................................................13
Kaizen method...........................................................................................................................................14
Implications of the above plan..................................................................................................................16
Conclusion.................................................................................................................................................16
References.................................................................................................................................................18
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Maintenance 4
Introduction
Total productivity maintenance is known as the productive maintenance done by every employee
who performs the activities in the small groups and can be seen as the performance of the
services combining the whole company. TPM is the methodology of maintenance established
with the participation of everyone from the service technician, employees and supervisors.
Many organizations have implemented the TPM as the tool which enables the maximization of
the equipment’s efficiency through the maintenance and creation of the ideal relationship
between the people and their machines. TPM demands the participation of every element in the
production chain from the equipment operator, to the staff of maintenance and headships
middlemen to the staff of management.
Question one
Introduction to Autonomous maintenance
According to (Ahmad, 2015) AM is the action of the failure precautionary maintenance which is
directly treated by the operator of a production. It is done because the operator has the
susceptibility of the slight change which takes the place in the machine under his accountability.
AM is the independent maintenance done by the equipment’s operator and the devoted
technicians to the maintenance. According to (Herrmann, 2013) this is the essential pillar of the
TPM that provides the authorities and responsibilities to the operator and discharges the
technician to their work of maintenance in a precautionary way. This means that the machinist
implements the simple routine maintenance work and some actions of the machine maintenance.
This enables them to feel bigger possession for the work and they attain more control as the
activities are done and enhancements can be taken (Ahmad, 2015).
Introduction
Total productivity maintenance is known as the productive maintenance done by every employee
who performs the activities in the small groups and can be seen as the performance of the
services combining the whole company. TPM is the methodology of maintenance established
with the participation of everyone from the service technician, employees and supervisors.
Many organizations have implemented the TPM as the tool which enables the maximization of
the equipment’s efficiency through the maintenance and creation of the ideal relationship
between the people and their machines. TPM demands the participation of every element in the
production chain from the equipment operator, to the staff of maintenance and headships
middlemen to the staff of management.
Question one
Introduction to Autonomous maintenance
According to (Ahmad, 2015) AM is the action of the failure precautionary maintenance which is
directly treated by the operator of a production. It is done because the operator has the
susceptibility of the slight change which takes the place in the machine under his accountability.
AM is the independent maintenance done by the equipment’s operator and the devoted
technicians to the maintenance. According to (Herrmann, 2013) this is the essential pillar of the
TPM that provides the authorities and responsibilities to the operator and discharges the
technician to their work of maintenance in a precautionary way. This means that the machinist
implements the simple routine maintenance work and some actions of the machine maintenance.
This enables them to feel bigger possession for the work and they attain more control as the
activities are done and enhancements can be taken (Ahmad, 2015).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Maintenance 5
According to (Davis, Productivity Improvements Through TPM, 2011)AM is based on the
training and education. It is based on raising the awareness to the operator on the understanding
and knowledge principle operation of the machines. The equipment is always a shared
responsibility for the two parties' for the maintenance. According to (Gotoh & Tajiri, 2014) AM
is the structured improvement process that strives to optimize the effectiveness of production by
eliminating and identifying production and equipment efficiency throughout the system of
production by the active participation of employees across all levels of operation (Borris, 2016).
Functions and objectives of autonomous maintenance
AM is the significant pillar of TPM. The autonomous maintenance program was developed for
model machines in the cell that are semi-automated. AM objective is to train the production
operators for handling the basic tasks of the equipment’s maintenance through the program of
specialized training. The objective of the AM is to increase production and increase the morale
of employees and satisfaction at the same time. The major functions of the AM are; daily checks,
repairs, precision checks, lubrication and replacement of minor parts (Cases, 2013).
The methodology of conducting autonomous
maintenance training
The 2nd phase of the AM framework deals with the AM motivation and training. At this phase,
the series of the programs that improve the skills is done. The aim of the training program is to
introduce AM strategy to train the personnel level about the AM activities named below. The
program of training is grouped into two; the first part is the introduction of AM in terms of
general ideas, benefits, and concepts to all the workers in the department. Another part is the
development of the training program based on the PDAC cycle to enhance the knowledge and
skills using the analysis technique of 5 activities. The techniques of training are decided by the
According to (Davis, Productivity Improvements Through TPM, 2011)AM is based on the
training and education. It is based on raising the awareness to the operator on the understanding
and knowledge principle operation of the machines. The equipment is always a shared
responsibility for the two parties' for the maintenance. According to (Gotoh & Tajiri, 2014) AM
is the structured improvement process that strives to optimize the effectiveness of production by
eliminating and identifying production and equipment efficiency throughout the system of
production by the active participation of employees across all levels of operation (Borris, 2016).
Functions and objectives of autonomous maintenance
AM is the significant pillar of TPM. The autonomous maintenance program was developed for
model machines in the cell that are semi-automated. AM objective is to train the production
operators for handling the basic tasks of the equipment’s maintenance through the program of
specialized training. The objective of the AM is to increase production and increase the morale
of employees and satisfaction at the same time. The major functions of the AM are; daily checks,
repairs, precision checks, lubrication and replacement of minor parts (Cases, 2013).
The methodology of conducting autonomous
maintenance training
The 2nd phase of the AM framework deals with the AM motivation and training. At this phase,
the series of the programs that improve the skills is done. The aim of the training program is to
introduce AM strategy to train the personnel level about the AM activities named below. The
program of training is grouped into two; the first part is the introduction of AM in terms of
general ideas, benefits, and concepts to all the workers in the department. Another part is the
development of the training program based on the PDAC cycle to enhance the knowledge and
skills using the analysis technique of 5 activities. The techniques of training are decided by the
Maintenance 6
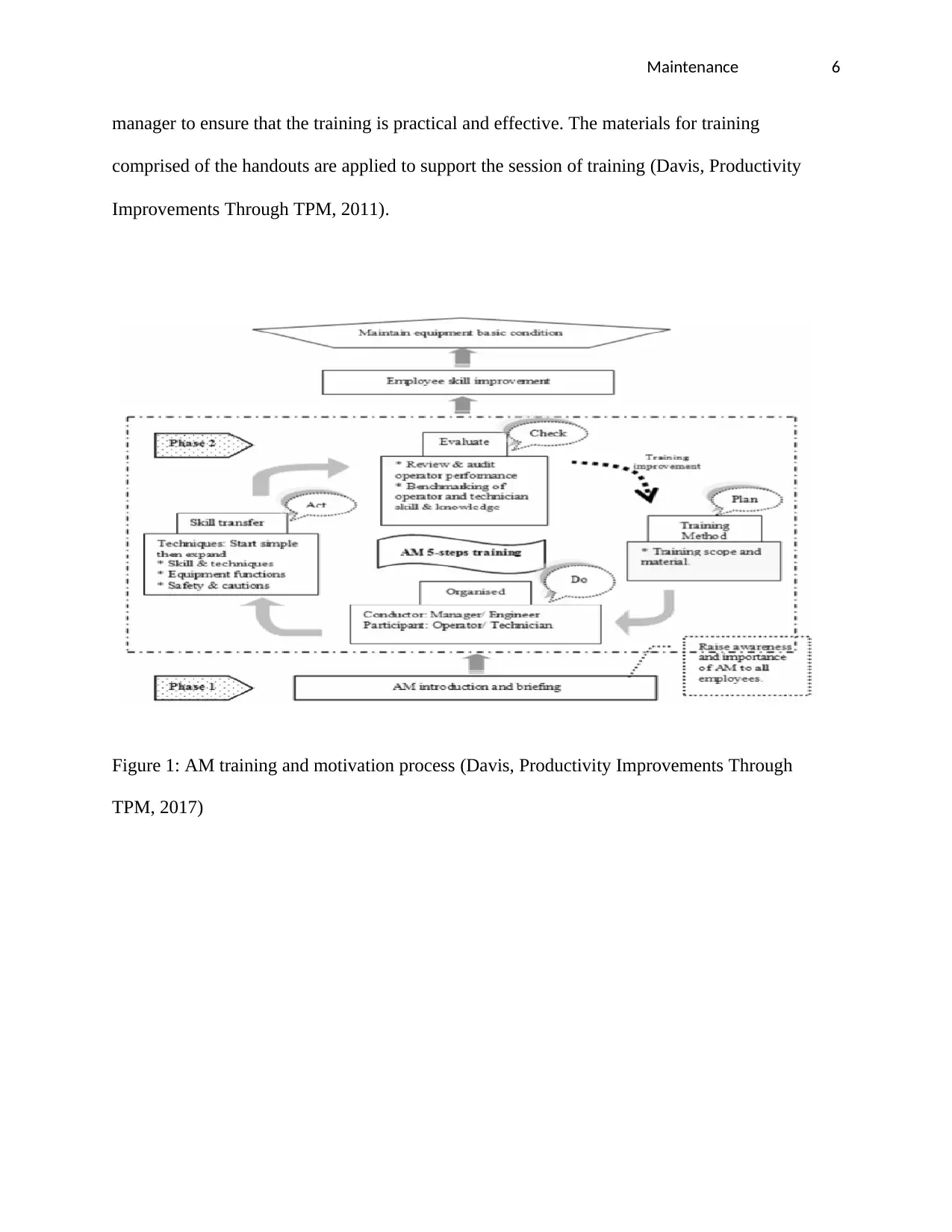
manager to ensure that the training is practical and effective. The materials for training
comprised of the handouts are applied to support the session of training (Davis, Productivity
Improvements Through TPM, 2011).
Figure 1: AM training and motivation process (Davis, Productivity Improvements Through
TPM, 2017)
manager to ensure that the training is practical and effective. The materials for training
comprised of the handouts are applied to support the session of training (Davis, Productivity
Improvements Through TPM, 2011).
Figure 1: AM training and motivation process (Davis, Productivity Improvements Through
TPM, 2017)
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Maintenance 7
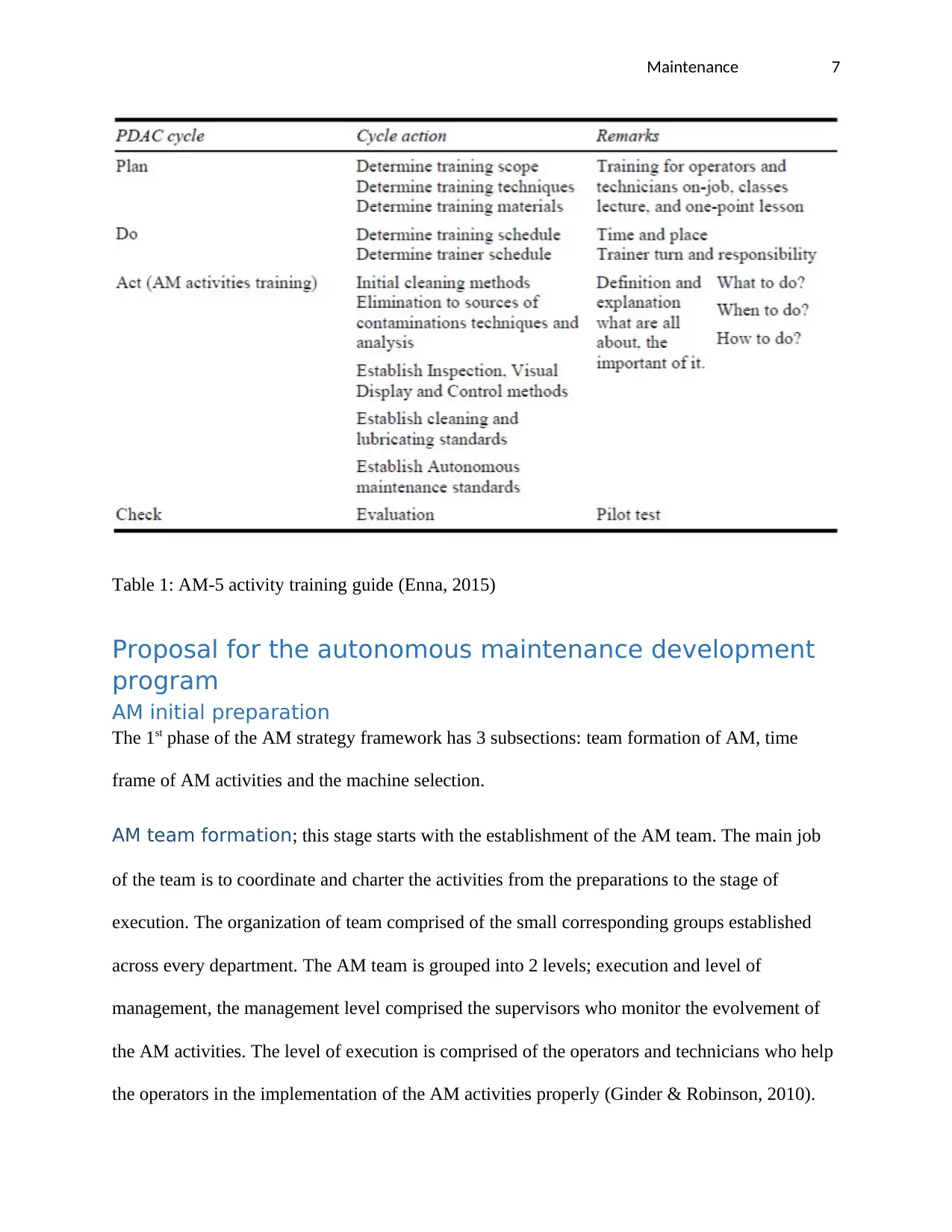
Table 1: AM-5 activity training guide (Enna, 2015)
Proposal for the autonomous maintenance development
program
AM initial preparation
The 1st phase of the AM strategy framework has 3 subsections: team formation of AM, time
frame of AM activities and the machine selection.
AM team formation; this stage starts with the establishment of the AM team. The main job
of the team is to coordinate and charter the activities from the preparations to the stage of
execution. The organization of team comprised of the small corresponding groups established
across every department. The AM team is grouped into 2 levels; execution and level of
management, the management level comprised the supervisors who monitor the evolvement of
the AM activities. The level of execution is comprised of the operators and technicians who help
the operators in the implementation of the AM activities properly (Ginder & Robinson, 2010).
Table 1: AM-5 activity training guide (Enna, 2015)
Proposal for the autonomous maintenance development
program
AM initial preparation
The 1st phase of the AM strategy framework has 3 subsections: team formation of AM, time
frame of AM activities and the machine selection.
AM team formation; this stage starts with the establishment of the AM team. The main job
of the team is to coordinate and charter the activities from the preparations to the stage of
execution. The organization of team comprised of the small corresponding groups established
across every department. The AM team is grouped into 2 levels; execution and level of
management, the management level comprised the supervisors who monitor the evolvement of
the AM activities. The level of execution is comprised of the operators and technicians who help
the operators in the implementation of the AM activities properly (Ginder & Robinson, 2010).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Maintenance 8
AM time frame of activities: the preparation of the time frame activities of AM is under the
responsibilities of the leader and is maintained by the management level. The grant chart can be
applied in the preparation of the time frame activities. When the grant chart is applied, the team
leader is able to control the implementation of the AM within the intended period. The leader
must describe the scope of the programme by identifying the details of the involved activities,
the duration that the program will take, and the estimated consequence at the end of the
programme. The methodology of brainstorming is applied to find the detailed activities required
to be finished during the programme. Successful organization is dependent on the time estimate.
Good approximation of time make sure that the program of AM run smoothly and the goals can
be achieved (Gotoh & Tajiri, 2014).
Selection of equipment: machine assortment is done to implement the activities of AM that
have been scheduled. At this phase, the implementation of the AM programme in every
organization machine at once need the change of equipment and workforce. The major criterion
used to select the machine is based on the criticality level. The dangerous machine level is based
on the time of breakdown and the occurrence. Hence applying modest methods of statistics as the
Pareto or the histogram, the critical apparatus can be acknowledged. Assortment of the best
machine during the initial phases of the AM application can yield best outcomes hence enough
motion to the whole AM delivered (Herrmann, 2013).
Execution process
Preliminary cleaning; the cleaning is the 1st activity if AM and its key objective are to
manage the machine hygiene. The objective of the initial cleaning is to identify the concealed
defects by eliminating impurities and refurbish the parts of the defects of the machines. The
activity of cleaning is not cleaning for the sake of but to check by practising the inspection of
AM time frame of activities: the preparation of the time frame activities of AM is under the
responsibilities of the leader and is maintained by the management level. The grant chart can be
applied in the preparation of the time frame activities. When the grant chart is applied, the team
leader is able to control the implementation of the AM within the intended period. The leader
must describe the scope of the programme by identifying the details of the involved activities,
the duration that the program will take, and the estimated consequence at the end of the
programme. The methodology of brainstorming is applied to find the detailed activities required
to be finished during the programme. Successful organization is dependent on the time estimate.
Good approximation of time make sure that the program of AM run smoothly and the goals can
be achieved (Gotoh & Tajiri, 2014).
Selection of equipment: machine assortment is done to implement the activities of AM that
have been scheduled. At this phase, the implementation of the AM programme in every
organization machine at once need the change of equipment and workforce. The major criterion
used to select the machine is based on the criticality level. The dangerous machine level is based
on the time of breakdown and the occurrence. Hence applying modest methods of statistics as the
Pareto or the histogram, the critical apparatus can be acknowledged. Assortment of the best
machine during the initial phases of the AM application can yield best outcomes hence enough
motion to the whole AM delivered (Herrmann, 2013).
Execution process
Preliminary cleaning; the cleaning is the 1st activity if AM and its key objective are to
manage the machine hygiene. The objective of the initial cleaning is to identify the concealed
defects by eliminating impurities and refurbish the parts of the defects of the machines. The
activity of cleaning is not cleaning for the sake of but to check by practising the inspection of
Maintenance 9
cleaning. The operators inspect and identify the defect and check the irregularities like the slight
defects, the source of contamination and sources of the defects. With the skill and awareness
assembled from the training phase, the machinists can carry out the activity of cleaning
appropriately.
Removal of sources of pollutions: the aim of this activity is to uphold the state of the
hygiene gotten in the preceding activity by removing the causes of pollution. There are 2
purposes that require to be attained; to ascertain the contamination causes and to provide
explanations and resolution to regulate and remove the causes and to detect the hard to access
areas and advance the method of cleaning The countermeasures should be established to remove
these sources and improve the work method in the difficulty to clean the placed. The evaluation
and analysis can be applied as a tool to solve the problem to detect the root cause and determine
the remedies of the causes of contamination (Kennedy, 2013).
Inspection and control: checkup is part of the management routine done by the operator in
parallel with the activity of cleaning. The inspection objective is to check and monitor the
present conditions of some portions of the machines like the temperature level, pressure or
moisture through the meter reading. The operator takes the actions immediately for any
abnormalities by regulating the situations to the usual levels. The approach of the visual display
are applied to simplify the task of checkup. They are applied by the technicians and engineers by
putting the signs, labels, tags and the coding the colour in the appropriate location of the selected
machines. Cording colours are applied to match the parts together or the parts of a group with
similar function. Tagging is applied to solve the problems. Classification is applied to give the
directives for the task and the signs use the symbols to represent the conditions (Maintenance,
Autonomous Maintenance for Operators, 2010).
cleaning. The operators inspect and identify the defect and check the irregularities like the slight
defects, the source of contamination and sources of the defects. With the skill and awareness
assembled from the training phase, the machinists can carry out the activity of cleaning
appropriately.
Removal of sources of pollutions: the aim of this activity is to uphold the state of the
hygiene gotten in the preceding activity by removing the causes of pollution. There are 2
purposes that require to be attained; to ascertain the contamination causes and to provide
explanations and resolution to regulate and remove the causes and to detect the hard to access
areas and advance the method of cleaning The countermeasures should be established to remove
these sources and improve the work method in the difficulty to clean the placed. The evaluation
and analysis can be applied as a tool to solve the problem to detect the root cause and determine
the remedies of the causes of contamination (Kennedy, 2013).
Inspection and control: checkup is part of the management routine done by the operator in
parallel with the activity of cleaning. The inspection objective is to check and monitor the
present conditions of some portions of the machines like the temperature level, pressure or
moisture through the meter reading. The operator takes the actions immediately for any
abnormalities by regulating the situations to the usual levels. The approach of the visual display
are applied to simplify the task of checkup. They are applied by the technicians and engineers by
putting the signs, labels, tags and the coding the colour in the appropriate location of the selected
machines. Cording colours are applied to match the parts together or the parts of a group with
similar function. Tagging is applied to solve the problems. Classification is applied to give the
directives for the task and the signs use the symbols to represent the conditions (Maintenance,
Autonomous Maintenance for Operators, 2010).
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Maintenance 10
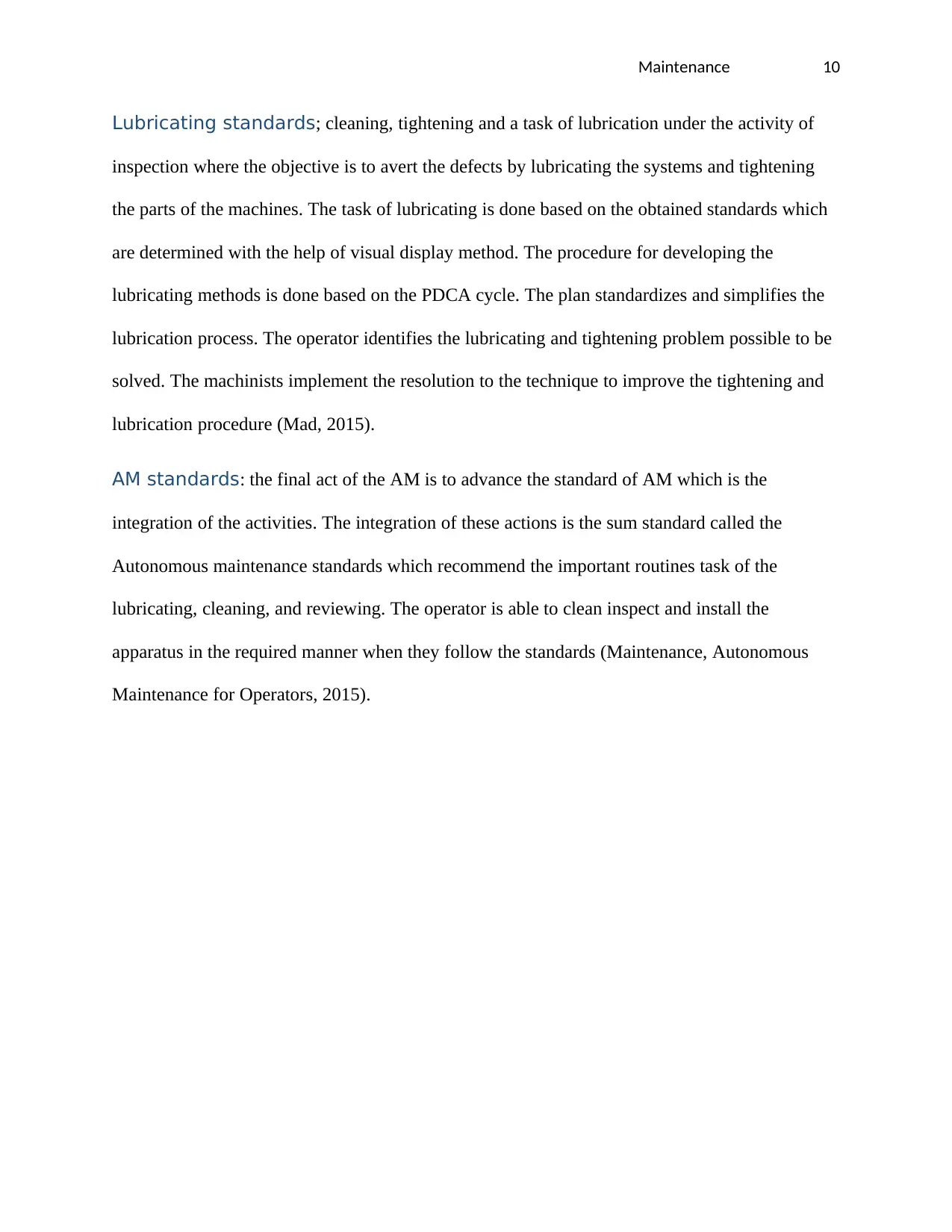
Lubricating standards; cleaning, tightening and a task of lubrication under the activity of
inspection where the objective is to avert the defects by lubricating the systems and tightening
the parts of the machines. The task of lubricating is done based on the obtained standards which
are determined with the help of visual display method. The procedure for developing the
lubricating methods is done based on the PDCA cycle. The plan standardizes and simplifies the
lubrication process. The operator identifies the lubricating and tightening problem possible to be
solved. The machinists implement the resolution to the technique to improve the tightening and
lubrication procedure (Mad, 2015).
AM standards: the final act of the AM is to advance the standard of AM which is the
integration of the activities. The integration of these actions is the sum standard called the
Autonomous maintenance standards which recommend the important routines task of the
lubricating, cleaning, and reviewing. The operator is able to clean inspect and install the
apparatus in the required manner when they follow the standards (Maintenance, Autonomous
Maintenance for Operators, 2015).
Lubricating standards; cleaning, tightening and a task of lubrication under the activity of
inspection where the objective is to avert the defects by lubricating the systems and tightening
the parts of the machines. The task of lubricating is done based on the obtained standards which
are determined with the help of visual display method. The procedure for developing the
lubricating methods is done based on the PDCA cycle. The plan standardizes and simplifies the
lubrication process. The operator identifies the lubricating and tightening problem possible to be
solved. The machinists implement the resolution to the technique to improve the tightening and
lubrication procedure (Mad, 2015).
AM standards: the final act of the AM is to advance the standard of AM which is the
integration of the activities. The integration of these actions is the sum standard called the
Autonomous maintenance standards which recommend the important routines task of the
lubricating, cleaning, and reviewing. The operator is able to clean inspect and install the
apparatus in the required manner when they follow the standards (Maintenance, Autonomous
Maintenance for Operators, 2015).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Maintenance 11
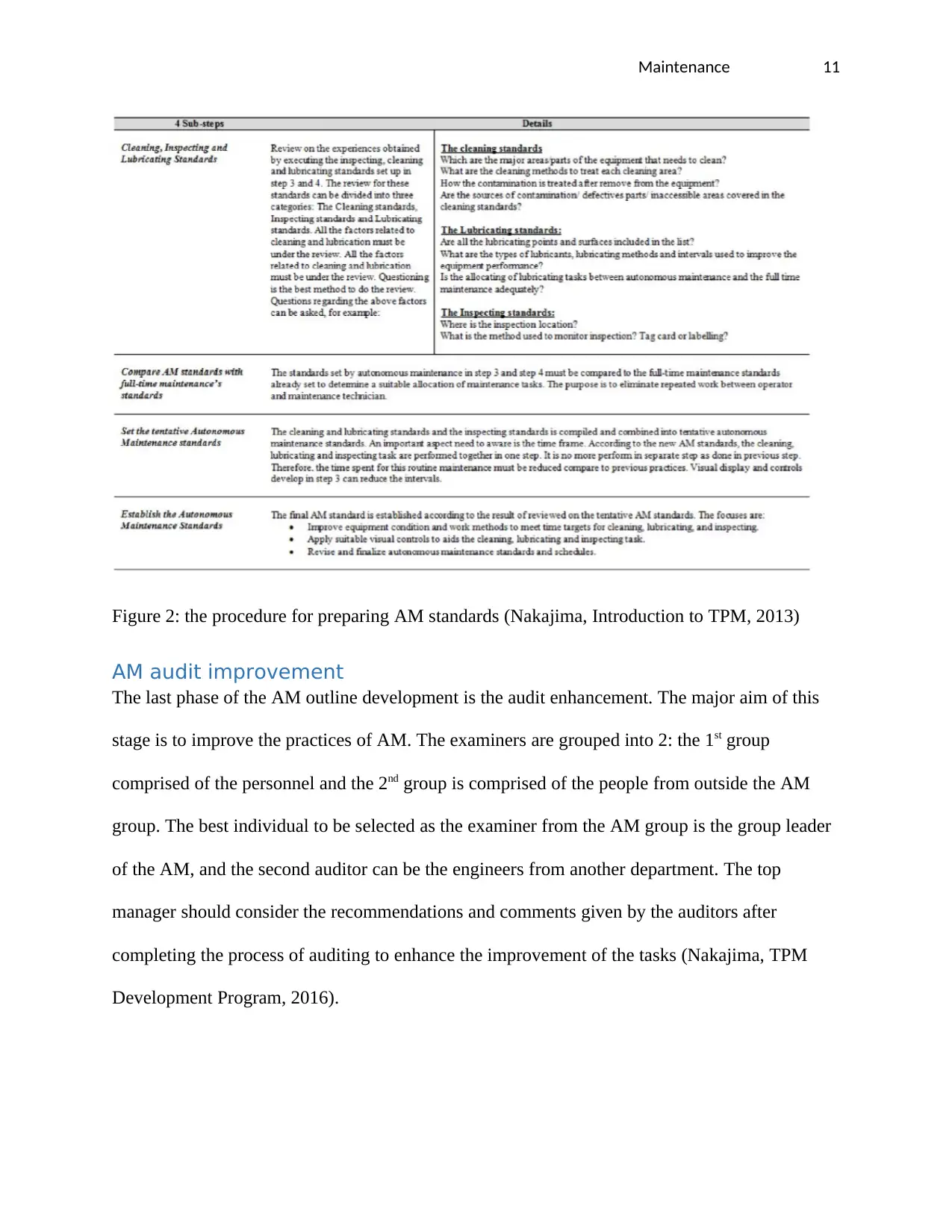
Figure 2: the procedure for preparing AM standards (Nakajima, Introduction to TPM, 2013)
AM audit improvement
The last phase of the AM outline development is the audit enhancement. The major aim of this
stage is to improve the practices of AM. The examiners are grouped into 2: the 1st group
comprised of the personnel and the 2nd group is comprised of the people from outside the AM
group. The best individual to be selected as the examiner from the AM group is the group leader
of the AM, and the second auditor can be the engineers from another department. The top
manager should consider the recommendations and comments given by the auditors after
completing the process of auditing to enhance the improvement of the tasks (Nakajima, TPM
Development Program, 2016).
Figure 2: the procedure for preparing AM standards (Nakajima, Introduction to TPM, 2013)
AM audit improvement
The last phase of the AM outline development is the audit enhancement. The major aim of this
stage is to improve the practices of AM. The examiners are grouped into 2: the 1st group
comprised of the personnel and the 2nd group is comprised of the people from outside the AM
group. The best individual to be selected as the examiner from the AM group is the group leader
of the AM, and the second auditor can be the engineers from another department. The top
manager should consider the recommendations and comments given by the auditors after
completing the process of auditing to enhance the improvement of the tasks (Nakajima, TPM
Development Program, 2016).

Maintenance 12
Question two
Task transfer between the maintenance team
Task transfer in the organization needs the experienced colleague to transfer the knowledge
related to jobs and experiences to another employee. This procedure is time-consuming and
demands the resources. When the experienced employee leaves the job, it takes resources and
time to train other employees to gain the skills like gaining efficiency and handling the machines.
This is the essential perception of the TPM that contributes the authorities and responsibilities to
the operator and releases the technician to their work of maintenance in a defensive manner. This
means that the machinist implements the simple repetitive maintenance work and some activities
of the machine maintenance. This enables them to feel better proprietorship for the work and
they advance more control as the activities are done and enhancements can be taken (Nkholise,
2016).
SMED strategy
SMED is the scheme that enables people to change the process of manufacturing rapidly and can
comprise numerous performances or the integration of the performances. Most of the approaches
of SMED comprise making changeover stages external. Exterior variations to the manufacturing
procedure don't need discontinuing the procedure of production to inductee them. The structure
was generated by Shigeo Shingo who worked in Japan as an engineer and he assisted numerous
businesses to establish the lean manufacturing strategies. SMED approaches can lower the
duration it takes to change the procedure of manufacturing down to fewer than 10 minutes and
that is why it is known as SMED of diodes. SMED makes it probable for the firms to reply to the
Question two
Task transfer between the maintenance team
Task transfer in the organization needs the experienced colleague to transfer the knowledge
related to jobs and experiences to another employee. This procedure is time-consuming and
demands the resources. When the experienced employee leaves the job, it takes resources and
time to train other employees to gain the skills like gaining efficiency and handling the machines.
This is the essential perception of the TPM that contributes the authorities and responsibilities to
the operator and releases the technician to their work of maintenance in a defensive manner. This
means that the machinist implements the simple repetitive maintenance work and some activities
of the machine maintenance. This enables them to feel better proprietorship for the work and
they advance more control as the activities are done and enhancements can be taken (Nkholise,
2016).
SMED strategy
SMED is the scheme that enables people to change the process of manufacturing rapidly and can
comprise numerous performances or the integration of the performances. Most of the approaches
of SMED comprise making changeover stages external. Exterior variations to the manufacturing
procedure don't need discontinuing the procedure of production to inductee them. The structure
was generated by Shigeo Shingo who worked in Japan as an engineer and he assisted numerous
businesses to establish the lean manufacturing strategies. SMED approaches can lower the
duration it takes to change the procedure of manufacturing down to fewer than 10 minutes and
that is why it is known as SMED of diodes. SMED makes it probable for the firms to reply to the
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 19
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.