Eco Design and IPR: Bicycle Component Design - Frame, Saddle, Sprocket
VerifiedAdded on 2020/04/15
|27
|10159
|98
Report
AI Summary
This report presents an in-depth evaluation of the manufacturing and assembly processes for three key bicycle components: the frame, saddle, and sprocket. The study addresses the growing importance of bicycles as a sustainable transportation mode in response to environmental concerns and urban congestion. Through a case study approach, the paper analyzes the embodied energy within the current manufacturing processes, evaluates existing and innovative approaches, and recommends the use of composite materials and additive manufacturing to reduce environmental impact. It proposes the integration of energy principles during the design phase to minimize embodied energy throughout the product lifecycle. The report also considers the benefits of using materials like polyamide with infused glass, along with the potential for future research into renewable materials such as bamboo. The recommendations include shifting from traditional manufacturing methods to additive manufacturing and implementing recycling strategies to promote sustainability and ease of servicing. The research suggests that the design phase incorporates the energy principles with a view to monitoring and reducing embodied energy in the products life cycle. The proposed method will enable easy servicing of the parts because in case of breakage, a new part can be produced quickly using additive manufacturing and the broken part recycled.

ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 1
Eco Design And IPR: Design For Bicycle Components Namely The Frame,
Saddle, And Sprockets
Name
Course and Unit Name
Date
SADDLE, AND SPROCKETS 1
Eco Design And IPR: Design For Bicycle Components Namely The Frame,
Saddle, And Sprockets
Name
Course and Unit Name
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 2
Table of Contents
Executive Summary..............................................................................................................................3
Introduction..........................................................................................................................................4
Research on Present Techniques...........................................................................................................4
Evaluation of Approaches.....................................................................................................................8
Energy management.........................................................................................................................8
Materials........................................................................................................................................12
Manufacturing Process..................................................................................................................14
Recommendations..............................................................................................................................18
Recommendations for Further Research........................................................................................20
References..........................................................................................................................................21
SADDLE, AND SPROCKETS 2
Table of Contents
Executive Summary..............................................................................................................................3
Introduction..........................................................................................................................................4
Research on Present Techniques...........................................................................................................4
Evaluation of Approaches.....................................................................................................................8
Energy management.........................................................................................................................8
Materials........................................................................................................................................12
Manufacturing Process..................................................................................................................14
Recommendations..............................................................................................................................18
Recommendations for Further Research........................................................................................20
References..........................................................................................................................................21
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 3
Executive Summary
This paper evaluated the process of manufacture and assembly of three bicycle products, namely the
frame, the saddle (seat), and the sprocket (gearing system). This is in light of the increased use of
bicycles and calls for greater use of bicycles as a means for transportation as a response to
increasing concerns over environmental pollution, congestion in urban areas, and the emission of
greenhouse gases, as well a sustainability issues. However, using case study of a bicycle
manufacturer, the process of manufacturing the bicycles and bicycle parts is considered in depth in
the context of embodied energy. Present approaches are evaluated , as well as new approaches and
their merits and demerits. Based on the analysis of new approaches and with the help of engineering
planning software, the paper recommends that composite materials be used in place of the
traditional metals. Further, the paper recommends these composite materials based on the life cycle
management and proposes a shift from traditional forging and heat manufacturing and machining to
be replaced by additive manufacturing. It is also proposed that the design phase incorporates the
energy principles with a view to monitoring and reducing embodied energy in the products life
cycle. The proposed method will enable easy servicing of the parts because in case of breakage, a
new part can be produced quickly using additive manufacturing and the broken part recycled. The
paper proposed composite materials such as polyamide with infused glass because while they are
not biodegradable, they have little embodied energy and can be easily and quickly recycled with
minimal energy use. Future research should consider renewable materials such as bamboo and
bamboo fiber as a structural component in manufacturing and the use of renewable energy sources
such as solar and wind
SADDLE, AND SPROCKETS 3
Executive Summary
This paper evaluated the process of manufacture and assembly of three bicycle products, namely the
frame, the saddle (seat), and the sprocket (gearing system). This is in light of the increased use of
bicycles and calls for greater use of bicycles as a means for transportation as a response to
increasing concerns over environmental pollution, congestion in urban areas, and the emission of
greenhouse gases, as well a sustainability issues. However, using case study of a bicycle
manufacturer, the process of manufacturing the bicycles and bicycle parts is considered in depth in
the context of embodied energy. Present approaches are evaluated , as well as new approaches and
their merits and demerits. Based on the analysis of new approaches and with the help of engineering
planning software, the paper recommends that composite materials be used in place of the
traditional metals. Further, the paper recommends these composite materials based on the life cycle
management and proposes a shift from traditional forging and heat manufacturing and machining to
be replaced by additive manufacturing. It is also proposed that the design phase incorporates the
energy principles with a view to monitoring and reducing embodied energy in the products life
cycle. The proposed method will enable easy servicing of the parts because in case of breakage, a
new part can be produced quickly using additive manufacturing and the broken part recycled. The
paper proposed composite materials such as polyamide with infused glass because while they are
not biodegradable, they have little embodied energy and can be easily and quickly recycled with
minimal energy use. Future research should consider renewable materials such as bamboo and
bamboo fiber as a structural component in manufacturing and the use of renewable energy sources
such as solar and wind
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 4
Introduction
The increasing awareness and concern over energy use and pollution in cities as well as
congestion factors have led to other alternative modes of transport being used. One common
method that is gaining increasing acceptance and use in urban centers is the use of bicycles. The
bicycle has remained almost the same in its operation ever since the first bicycle was produced
(Jacqueline, 2015). Using a bicycle generates minimal wastes that can adversely impact the
environment (maybe just the grease and oil used in lubrication), wear and tear of rubber
components, the use of petroleum based products such as plastics and foam for seats. Otherwise, its
operation requires human energy to physically pedal the bicycle to generate motion. While its use
generates comparatively low or even negligible emissions and wastes; its life-cycle is associated
with energy consumption, especially during manufacture/ production and end of life wastes. For
bicycles to be considered as a contributor to reduced fossil fuel use and reduced emissions, its
production must likewise contribute to the same by using as little energy as possible. The efficiency
of production results in reduced energy use, which ultimately, leads to a better environment
(McCamy, 2015). This paper looks at the production process for a bicycle, specifically the
production of the bicycle frame, the bicycle seat, and the bicycle transmission system (the
sprockets). Road racing with bicycles has also become an important sport; however, this requires
very light bicycles designed specifically for road racing. Such a bicycle requires special materials,
which have a lot of embodied energy throughout its life cycle. This paper begins by a detailed
product exploration and identification of the problem and constraints, which are then defined. The
research extends to identifying the present good and bad manufacturing practices for bicycles and
then evaluates various approaches. For each of the three components, the present production
processes are reviewed, and choices made, with justification on the best approaches to use. The
criteria for numerical analysis is then specified and the effect of the applied Ecotechniques for
production are then analyzed, with the help of Edupack software to quantify the benefits of the
proposed benefits and their consequences (Eco-production) to a manufacturer. The paper then
makes proposals on how the embedded energy of production can be reduced as well as the cost
benefit analysis and the implications of the recommendations. The outcome for each component is
then explained, and an overall assessment of the changes and recommendations discussed, as part of
concluding remarks.
SADDLE, AND SPROCKETS 4
Introduction
The increasing awareness and concern over energy use and pollution in cities as well as
congestion factors have led to other alternative modes of transport being used. One common
method that is gaining increasing acceptance and use in urban centers is the use of bicycles. The
bicycle has remained almost the same in its operation ever since the first bicycle was produced
(Jacqueline, 2015). Using a bicycle generates minimal wastes that can adversely impact the
environment (maybe just the grease and oil used in lubrication), wear and tear of rubber
components, the use of petroleum based products such as plastics and foam for seats. Otherwise, its
operation requires human energy to physically pedal the bicycle to generate motion. While its use
generates comparatively low or even negligible emissions and wastes; its life-cycle is associated
with energy consumption, especially during manufacture/ production and end of life wastes. For
bicycles to be considered as a contributor to reduced fossil fuel use and reduced emissions, its
production must likewise contribute to the same by using as little energy as possible. The efficiency
of production results in reduced energy use, which ultimately, leads to a better environment
(McCamy, 2015). This paper looks at the production process for a bicycle, specifically the
production of the bicycle frame, the bicycle seat, and the bicycle transmission system (the
sprockets). Road racing with bicycles has also become an important sport; however, this requires
very light bicycles designed specifically for road racing. Such a bicycle requires special materials,
which have a lot of embodied energy throughout its life cycle. This paper begins by a detailed
product exploration and identification of the problem and constraints, which are then defined. The
research extends to identifying the present good and bad manufacturing practices for bicycles and
then evaluates various approaches. For each of the three components, the present production
processes are reviewed, and choices made, with justification on the best approaches to use. The
criteria for numerical analysis is then specified and the effect of the applied Ecotechniques for
production are then analyzed, with the help of Edupack software to quantify the benefits of the
proposed benefits and their consequences (Eco-production) to a manufacturer. The paper then
makes proposals on how the embedded energy of production can be reduced as well as the cost
benefit analysis and the implications of the recommendations. The outcome for each component is
then explained, and an overall assessment of the changes and recommendations discussed, as part of
concluding remarks.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 5
Research on Present Techniques
This section looks at the usual design life cycle for a road bicycle, starting from the raw
materials wastes generated. For an Aluminum road bike, the raw materials needed in its production
include Aluminum, natural rubber, steel, synthetic rubber, manganese, silicon, iron, zinc, chromium,
magnesium, coper, titanium, sulfur, mineral oil, nylon mesh, and carbon black. For this bicycle, the
primary materials are of major concern and include steel, aluminum, synthetic rubber, and natural
rubber (Chang, Schau, & Finkbeiner, 2012). The embodied energy in this phase includes materials
and machinery used for mining steel and aluminum from the earth. The natural rubber used in the
manufacture starts as latex from plants or the petroleum based synthetic rubber. During this stage,
there are emissions and wastes; red mud is produced from the process f mining and processing
bauxite; the red mud (bauxite residue) contains iron, silicone, titanium and some other compounds
(Voet, 2013). Once extracted, the raw materials must be turned into a form that can be used
industrially. Aluminum is smelted by dissolving in a molten electrolyte made up of aluminum,
sodium, and flourine compound (Anderson, Shiers, & Steele, 2009).
Hydroforming is also used when processing the raw materials and anodizing is done by
dipping the bicycle frame by being dipped in sulphuric acid as a way of preventing rusting. The
sprocket is polished using a mixture of silica, ceramic powder, and water. The embodied energy in
this process include the high energy intensive processes of heat treatment of aluminum, rubber, and
steel (Bordigoni, Hita, & Le, 2012). The main embodied energy in this process comes from
smelting, hydroforming, shaping, and welding. The emissions and waste at this stage depend on
location of the factory, but most factories are powered using coal, hydro electric power with
emissions of 21.6 tons and 4 tons of carbon dioxide; respectively. Materials have to be sourced and
transported to their various destinations (supply chain management) using trucks, ships, airplanes
that consume fossil fuel before the bicycles can be assembled. The bicycles must be transported to
their destination, a process that can consume up to 3150 tons of fuel, which cause emissions
(Coelho & Almeida, 2015). The embodied energy in this process is the fossil fuel used by the
various modes of transport. The emissions and wastes in this stage includes carbon dioxide and
other traces of green house gases (nitrous oxide and methane) emitted from internal combustion
engines that use fossil fuel during transport. The bicycle must be maintained, by replacing tires, the
sprocket, greasing the sprockets and cleaned until it is disposed of; this process carries the
embodied energy (Schramm, 2012).
SADDLE, AND SPROCKETS 5
Research on Present Techniques
This section looks at the usual design life cycle for a road bicycle, starting from the raw
materials wastes generated. For an Aluminum road bike, the raw materials needed in its production
include Aluminum, natural rubber, steel, synthetic rubber, manganese, silicon, iron, zinc, chromium,
magnesium, coper, titanium, sulfur, mineral oil, nylon mesh, and carbon black. For this bicycle, the
primary materials are of major concern and include steel, aluminum, synthetic rubber, and natural
rubber (Chang, Schau, & Finkbeiner, 2012). The embodied energy in this phase includes materials
and machinery used for mining steel and aluminum from the earth. The natural rubber used in the
manufacture starts as latex from plants or the petroleum based synthetic rubber. During this stage,
there are emissions and wastes; red mud is produced from the process f mining and processing
bauxite; the red mud (bauxite residue) contains iron, silicone, titanium and some other compounds
(Voet, 2013). Once extracted, the raw materials must be turned into a form that can be used
industrially. Aluminum is smelted by dissolving in a molten electrolyte made up of aluminum,
sodium, and flourine compound (Anderson, Shiers, & Steele, 2009).
Hydroforming is also used when processing the raw materials and anodizing is done by
dipping the bicycle frame by being dipped in sulphuric acid as a way of preventing rusting. The
sprocket is polished using a mixture of silica, ceramic powder, and water. The embodied energy in
this process include the high energy intensive processes of heat treatment of aluminum, rubber, and
steel (Bordigoni, Hita, & Le, 2012). The main embodied energy in this process comes from
smelting, hydroforming, shaping, and welding. The emissions and waste at this stage depend on
location of the factory, but most factories are powered using coal, hydro electric power with
emissions of 21.6 tons and 4 tons of carbon dioxide; respectively. Materials have to be sourced and
transported to their various destinations (supply chain management) using trucks, ships, airplanes
that consume fossil fuel before the bicycles can be assembled. The bicycles must be transported to
their destination, a process that can consume up to 3150 tons of fuel, which cause emissions
(Coelho & Almeida, 2015). The embodied energy in this process is the fossil fuel used by the
various modes of transport. The emissions and wastes in this stage includes carbon dioxide and
other traces of green house gases (nitrous oxide and methane) emitted from internal combustion
engines that use fossil fuel during transport. The bicycle must be maintained, by replacing tires, the
sprocket, greasing the sprockets and cleaned until it is disposed of; this process carries the
embodied energy (Schramm, 2012).
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 6
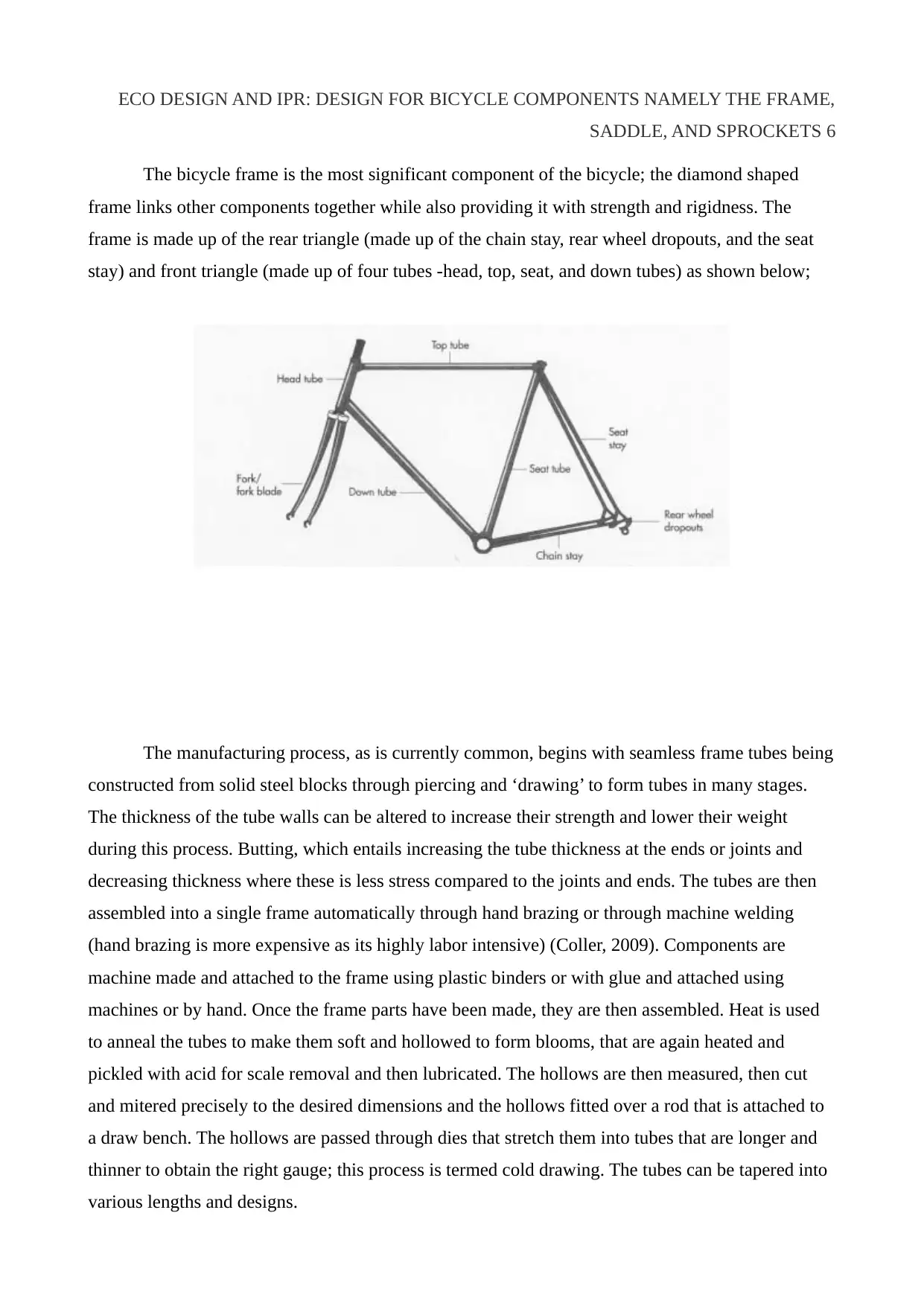
The bicycle frame is the most significant component of the bicycle; the diamond shaped
frame links other components together while also providing it with strength and rigidness. The
frame is made up of the rear triangle (made up of the chain stay, rear wheel dropouts, and the seat
stay) and front triangle (made up of four tubes -head, top, seat, and down tubes) as shown below;
The manufacturing process, as is currently common, begins with seamless frame tubes being
constructed from solid steel blocks through piercing and ‘drawing’ to form tubes in many stages.
The thickness of the tube walls can be altered to increase their strength and lower their weight
during this process. Butting, which entails increasing the tube thickness at the ends or joints and
decreasing thickness where these is less stress compared to the joints and ends. The tubes are then
assembled into a single frame automatically through hand brazing or through machine welding
(hand brazing is more expensive as its highly labor intensive) (Coller, 2009). Components are
machine made and attached to the frame using plastic binders or with glue and attached using
machines or by hand. Once the frame parts have been made, they are then assembled. Heat is used
to anneal the tubes to make them soft and hollowed to form blooms, that are again heated and
pickled with acid for scale removal and then lubricated. The hollows are then measured, then cut
and mitered precisely to the desired dimensions and the hollows fitted over a rod that is attached to
a draw bench. The hollows are passed through dies that stretch them into tubes that are longer and
thinner to obtain the right gauge; this process is termed cold drawing. The tubes can be tapered into
various lengths and designs.
SADDLE, AND SPROCKETS 6
The bicycle frame is the most significant component of the bicycle; the diamond shaped
frame links other components together while also providing it with strength and rigidness. The
frame is made up of the rear triangle (made up of the chain stay, rear wheel dropouts, and the seat
stay) and front triangle (made up of four tubes -head, top, seat, and down tubes) as shown below;
The manufacturing process, as is currently common, begins with seamless frame tubes being
constructed from solid steel blocks through piercing and ‘drawing’ to form tubes in many stages.
The thickness of the tube walls can be altered to increase their strength and lower their weight
during this process. Butting, which entails increasing the tube thickness at the ends or joints and
decreasing thickness where these is less stress compared to the joints and ends. The tubes are then
assembled into a single frame automatically through hand brazing or through machine welding
(hand brazing is more expensive as its highly labor intensive) (Coller, 2009). Components are
machine made and attached to the frame using plastic binders or with glue and attached using
machines or by hand. Once the frame parts have been made, they are then assembled. Heat is used
to anneal the tubes to make them soft and hollowed to form blooms, that are again heated and
pickled with acid for scale removal and then lubricated. The hollows are then measured, then cut
and mitered precisely to the desired dimensions and the hollows fitted over a rod that is attached to
a draw bench. The hollows are passed through dies that stretch them into tubes that are longer and
thinner to obtain the right gauge; this process is termed cold drawing. The tubes can be tapered into
various lengths and designs.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 7
At the end of this process, the next phase during assembly commences, involving brazing,
welding parts, and gluing. The tubes are joined by hand welding/ brazing, which uses less energy
but costs more, or using machines that use energy (Coller, 2009). The brazing, welding, and gluing
can occur without lugs being used to join tubes at joints. Brazing is done using brass filler that have
lower melting temperatures than the tubes that are being joined. The next step entails aligning and
cleaning the frame by being placed into jigs and examined if they are aligned properly. If need be,
adjustments are made at this phase when the frame is still hot (malleable). Excess brazing metals
and flux used are cleaned off using acidic conditions for prickling and then washed and ground until
smoothness is achieved. Precision aligning is again done after the metals have been cooled. The
final process entails finishing through painting for durability and visual beauty. An undercoat is
used for priming he frame and a colored enamel used for painting either by hand spraying or
passing them through electrostatic spray rooms where the frames are negatively charged, attracting
the positively charged spray paint while rotating. The frames are finally given transfers and lacquer;
chrome can be used for plating (Miltenburg, 2005). The sprockets are made either through a process
termed metal-forming; a traditional process involving the use of both compressive and tensile forces
where a die is cast and the metal piece placed onto it and a mixture of compression and elastic
forces used to manufacture the sprocket. Machining is then used for the final process to obtain the
required precision of the sprockets (Hussey & Wilson, 2013).
The bicycle seat is manufactured using three (or sometimes four) raw materials; namely a
nylon based plastic, padding made of cell foam, vinyl or canvas is then used to cover the plastic
base and spray adhesives used for affixing the cover to the foam. In some cases, a hollow metal
tubings that extrude are used in manufacture so that the seat is attached easily to the bicycle frame.
Manufacturing the bicycle seat commences with design with special designs that reduce pressure on
the perineum used to avoid causing impotency among male riders and to improve comfort (Bike
Radar, 2017) . A metal mold is used for rendering the saddle contour and injection molding used
where a plastic resin is melted and then forced/ rammed through a gate into a cool mold, causing it
to solidify. The mold is then un-clamped and ejected out of the mold and runners removed for later
use. The next stage entails gluing padding on to the plastic shell; padding is a closed cell foam that
is densely packed to provide the rider comfort. Heavy blades are used for cutting the foam along the
shell contours on the shell edges and a spray adhesive applied to attach the to the plastic shell
through a spray gun or compressed air. An operator ensures even application of the adhesive for
proper fitting of the cover. The cover is made by hand using heavy duty hand held scissors and then
affixed on to the base covered with foam through a wrapping process. The top sheet is attached
SADDLE, AND SPROCKETS 7
At the end of this process, the next phase during assembly commences, involving brazing,
welding parts, and gluing. The tubes are joined by hand welding/ brazing, which uses less energy
but costs more, or using machines that use energy (Coller, 2009). The brazing, welding, and gluing
can occur without lugs being used to join tubes at joints. Brazing is done using brass filler that have
lower melting temperatures than the tubes that are being joined. The next step entails aligning and
cleaning the frame by being placed into jigs and examined if they are aligned properly. If need be,
adjustments are made at this phase when the frame is still hot (malleable). Excess brazing metals
and flux used are cleaned off using acidic conditions for prickling and then washed and ground until
smoothness is achieved. Precision aligning is again done after the metals have been cooled. The
final process entails finishing through painting for durability and visual beauty. An undercoat is
used for priming he frame and a colored enamel used for painting either by hand spraying or
passing them through electrostatic spray rooms where the frames are negatively charged, attracting
the positively charged spray paint while rotating. The frames are finally given transfers and lacquer;
chrome can be used for plating (Miltenburg, 2005). The sprockets are made either through a process
termed metal-forming; a traditional process involving the use of both compressive and tensile forces
where a die is cast and the metal piece placed onto it and a mixture of compression and elastic
forces used to manufacture the sprocket. Machining is then used for the final process to obtain the
required precision of the sprockets (Hussey & Wilson, 2013).
The bicycle seat is manufactured using three (or sometimes four) raw materials; namely a
nylon based plastic, padding made of cell foam, vinyl or canvas is then used to cover the plastic
base and spray adhesives used for affixing the cover to the foam. In some cases, a hollow metal
tubings that extrude are used in manufacture so that the seat is attached easily to the bicycle frame.
Manufacturing the bicycle seat commences with design with special designs that reduce pressure on
the perineum used to avoid causing impotency among male riders and to improve comfort (Bike
Radar, 2017) . A metal mold is used for rendering the saddle contour and injection molding used
where a plastic resin is melted and then forced/ rammed through a gate into a cool mold, causing it
to solidify. The mold is then un-clamped and ejected out of the mold and runners removed for later
use. The next stage entails gluing padding on to the plastic shell; padding is a closed cell foam that
is densely packed to provide the rider comfort. Heavy blades are used for cutting the foam along the
shell contours on the shell edges and a spray adhesive applied to attach the to the plastic shell
through a spray gun or compressed air. An operator ensures even application of the adhesive for
proper fitting of the cover. The cover is made by hand using heavy duty hand held scissors and then
affixed on to the base covered with foam through a wrapping process. The top sheet is attached
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 8
carefully by hand using an adhesive and stapled s it fits permanently. A rod is cut and configured
and attached to the saddle do it can quickly be joined to the frame. The rods are heated and then cut
into smaller sections using a machine saw and then bent into shape using molds through a metal
forming process. The rods are then forced through the plastic shell to put them in place (Bike Radar,
2017).
The machining process uses a lot of electric energy as components such as the sprocket have
to be machined after the metal forming process. Further, the heating of parts and components is also
a heavy energy consuming process as metals have to be heated to near melting point before they can
be shaped (de Carvalho & Gomes, 2015). Machine welding is also an energy consuming process,
albeit a fast and cheaper one since the moving welding parts are also big electricity consumers. The
molding process for the seat (saddle) is another energy consuming process where electricity from
coal or other sources is used in the heating and forcing process to create the saddle molds. These are
the bad practices during the process of manufacturing the bicycle frame, the sprocket, and the
saddle. In addition to the energy consumed during the manufacturing process, the pipes consume a
lot of energy and contribute to emissions during the transportation process (supply chain
management0 where raw materials and components have to be sources from various places.
Additional embodied energy comes from the transportation of the bicycles to their destination
(Sullivan, Burnham & Wang, 2010). However, a lot of energy is consumed during the
manufacturing process, assuming the traditional/ usual methods and materials as described above
for the various components is used during manufacture. Steel and aluminum are used for making
bicycles due to their cost and strength; steel is particularly used commonly because of its strength
and the ability to be recycled almost unlimited number of times at the end of the bicycle life cycle.
Aluminum is used because it is relatively cheaper and is very light; this is especially good for road
bikes or general use where users still want lighter bicycles that they can pedal easily and move
around easily. Based on embodied carbon in materials (from building data), steel has a thermal
energy of (MJ/kg) of 42.0 while aluminum has 236.8 (Agrawal & Tivani, 2011). In this case, steel
still makes a better material choice and so is widely used in the manufacture of bicycles . Apart
from the materials used in the manufacture of the bicycle frame, sprocket, and saddle using a lot of
energy to create the heat necessary for operations such as extrusion, the process also results in a lot
of heat being wasted. This further contributes to the embodied energy found in bicycles made using
the traditional process (Dzierzak, 2016).
SADDLE, AND SPROCKETS 8
carefully by hand using an adhesive and stapled s it fits permanently. A rod is cut and configured
and attached to the saddle do it can quickly be joined to the frame. The rods are heated and then cut
into smaller sections using a machine saw and then bent into shape using molds through a metal
forming process. The rods are then forced through the plastic shell to put them in place (Bike Radar,
2017).
The machining process uses a lot of electric energy as components such as the sprocket have
to be machined after the metal forming process. Further, the heating of parts and components is also
a heavy energy consuming process as metals have to be heated to near melting point before they can
be shaped (de Carvalho & Gomes, 2015). Machine welding is also an energy consuming process,
albeit a fast and cheaper one since the moving welding parts are also big electricity consumers. The
molding process for the seat (saddle) is another energy consuming process where electricity from
coal or other sources is used in the heating and forcing process to create the saddle molds. These are
the bad practices during the process of manufacturing the bicycle frame, the sprocket, and the
saddle. In addition to the energy consumed during the manufacturing process, the pipes consume a
lot of energy and contribute to emissions during the transportation process (supply chain
management0 where raw materials and components have to be sources from various places.
Additional embodied energy comes from the transportation of the bicycles to their destination
(Sullivan, Burnham & Wang, 2010). However, a lot of energy is consumed during the
manufacturing process, assuming the traditional/ usual methods and materials as described above
for the various components is used during manufacture. Steel and aluminum are used for making
bicycles due to their cost and strength; steel is particularly used commonly because of its strength
and the ability to be recycled almost unlimited number of times at the end of the bicycle life cycle.
Aluminum is used because it is relatively cheaper and is very light; this is especially good for road
bikes or general use where users still want lighter bicycles that they can pedal easily and move
around easily. Based on embodied carbon in materials (from building data), steel has a thermal
energy of (MJ/kg) of 42.0 while aluminum has 236.8 (Agrawal & Tivani, 2011). In this case, steel
still makes a better material choice and so is widely used in the manufacture of bicycles . Apart
from the materials used in the manufacture of the bicycle frame, sprocket, and saddle using a lot of
energy to create the heat necessary for operations such as extrusion, the process also results in a lot
of heat being wasted. This further contributes to the embodied energy found in bicycles made using
the traditional process (Dzierzak, 2016).
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 9
Evaluation of Approaches
Energy management
One approach that has been put forth and which is considered in this paper is waste heat
recovery during the bicycle frame manufacturing process and has been proposed as a practical
application for one of the largest bicycle makers in the United States (Specialized Bicycle
Components). The company wanted to increase its manufacturing efficiency in terms of energy
consumption and reduce its energy intensity during manufacture. This can be achieved by either
reducing waste heat, or reusing the waste heat; this will not only save money, but also make a
bicycle manufacturer to reduce their energy and carbon footprint. One step for reducing waste heat
generation during manufacture of the bicycle components is to switch from using LPG (liquefied
petroleum gas) fuel in the industrial oven to natural gas; this can lead to substantial energy savings
during the manufacture process, while also lowering emissions by a impressive 15% (Cheney,
Hurrel & Shan, 2017). This has minimal costs of implementation because LPG equipments can be
converted easily to use natural gas. The frame holders also need to be changed from steel to carbon-
carbon composite ones; this is because frame holders during the process of manufacturing the
bicycle frames absorb a lot of heat input that is subsequently lost as water heat, yet the heat is
crucial in making the frames.
Carbon-carbon composites, in comparison, absorb far less heat input during manufacturing
process since it has a lower mass and thermal value when compared to steel (Adam, 2007). While
this can result in higher initial costs, the energy saved fro changing the frame holders will be offset/
recovered from the waste heat savings in just 17 months. Given that the heat treatment phase during
bicycle parts production is the most energy intensive because even after parts are welded together,
heat treatment must still be used to ensure uniformity in the bicycle frame strength. The heat
treatment process usually entails placing the bicycle frames over an oven and exposing them to a
series of heating cycles that can reach 204 o C for between 2 and 10 hours for the metal frames to
attain an ideal metallurgic property after coming from the glycol bath; a process that consumes a lot
of energy. Using aluminum for the frames, their heat treatment consumes as much as 58.7 Gigawatt
hours, which is a substantially huge amounts of energy. But not all this energy is productively used;
a significant portion of it is lost in the various steps and stages of bicycle frame manufacturing
(Cheney, Hurrel & Shan, 2017).
The oven walls absorb heat energy, leading to energy wastage; the rack in the oven also
absorbs energy, as well as the furnace; all which contribute to significant energy losses. At the end
SADDLE, AND SPROCKETS 9
Evaluation of Approaches
Energy management
One approach that has been put forth and which is considered in this paper is waste heat
recovery during the bicycle frame manufacturing process and has been proposed as a practical
application for one of the largest bicycle makers in the United States (Specialized Bicycle
Components). The company wanted to increase its manufacturing efficiency in terms of energy
consumption and reduce its energy intensity during manufacture. This can be achieved by either
reducing waste heat, or reusing the waste heat; this will not only save money, but also make a
bicycle manufacturer to reduce their energy and carbon footprint. One step for reducing waste heat
generation during manufacture of the bicycle components is to switch from using LPG (liquefied
petroleum gas) fuel in the industrial oven to natural gas; this can lead to substantial energy savings
during the manufacture process, while also lowering emissions by a impressive 15% (Cheney,
Hurrel & Shan, 2017). This has minimal costs of implementation because LPG equipments can be
converted easily to use natural gas. The frame holders also need to be changed from steel to carbon-
carbon composite ones; this is because frame holders during the process of manufacturing the
bicycle frames absorb a lot of heat input that is subsequently lost as water heat, yet the heat is
crucial in making the frames.
Carbon-carbon composites, in comparison, absorb far less heat input during manufacturing
process since it has a lower mass and thermal value when compared to steel (Adam, 2007). While
this can result in higher initial costs, the energy saved fro changing the frame holders will be offset/
recovered from the waste heat savings in just 17 months. Given that the heat treatment phase during
bicycle parts production is the most energy intensive because even after parts are welded together,
heat treatment must still be used to ensure uniformity in the bicycle frame strength. The heat
treatment process usually entails placing the bicycle frames over an oven and exposing them to a
series of heating cycles that can reach 204 o C for between 2 and 10 hours for the metal frames to
attain an ideal metallurgic property after coming from the glycol bath; a process that consumes a lot
of energy. Using aluminum for the frames, their heat treatment consumes as much as 58.7 Gigawatt
hours, which is a substantially huge amounts of energy. But not all this energy is productively used;
a significant portion of it is lost in the various steps and stages of bicycle frame manufacturing
(Cheney, Hurrel & Shan, 2017).
The oven walls absorb heat energy, leading to energy wastage; the rack in the oven also
absorbs energy, as well as the furnace; all which contribute to significant energy losses. At the end
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 10
of the heat treatment process, there is considerable loss of energy in the form of heat to the
atmosphere when the rack holding the bicycle frames is removed from the oven. This wasted energy
van be captured for useful use or be reduced significantly to lower energy use. Tempering, a
treatment used for strengthening aluminum materials entails placing the frames on a rack and
placing in the oven heated to between 271 and 288 o C for about 100 minutes; this is followed by
quenching in a glycol bath at 34 o C and then the aging process that takes 10 hours at temperatures
between 71 and 82 o C (Cheney, Hurrel & Shan, 2017). By adjusting the manufacturing process and
making changes to the materials used, as well as good manufacturing practices as discussed above,
appreciable amounts of energy can be saved and the cost of producing the bicycle parts reduced,
while at the same time attaining Eco-production that result in reduced embodied energy in the
bicycle parts
Another way that embodied energy can be reduced and the production attained with reduced
energy consumption and wastage is through the changing of the manufacturing process. In
particular, the sprocket manufacturing process can be changed from machining to cold forging
approach. Machining results in waste because parts have to be removed; because the sprocket is a
major component of a bicycle that is subject to wear and tear, it needs a strong and durable material,
and so steel is used as the main material for its manufacture (Adam, 2007). The previous section
described a hot forging process for manufacturing the sprocket in which extremely high
temperatures are used in their manufacture. For steel materials, the temperatures to be attained is be
in excess of 1150 °C while for Aluminum alloys, temperatures of of between 360 and 520 °C are
required; Copper alloys requires temperatures of between 700 and 800 °C . The above temperatures
must be achieved so as to offset the materials strain hardening when being deformed (Cheney,
Hurrel & Shan, 2017). Hot forging results in greater ductility and is more flexible as a
manufacturing process compared to say, cold forging; further, finishing works can still be
undertaken, including coating, polishing, or painting to meet specific client needs. However, hot
forging as a process is associated with less dimensional tolerance and requires special conditions for
cooling the items to avoid risks such as warping (Altan, Ngaile, & Shen, 2011). All these are
energy intensive processes that do not help achieve Eco production aims.
A solution to the challenges of the hot forging process for the bicycle sprocket is to use the
opposite method, which is cold forging. Forging as a process operates by applying compressive
pressure (force) to workpieces either at high temperatures (hot forging) or low temperatures (cold
forging). The cold forging process for manufacturing the sprocket entails forging at room
temperature, without the need for additional heating. It entails applying compressive forces to the
SADDLE, AND SPROCKETS 10
of the heat treatment process, there is considerable loss of energy in the form of heat to the
atmosphere when the rack holding the bicycle frames is removed from the oven. This wasted energy
van be captured for useful use or be reduced significantly to lower energy use. Tempering, a
treatment used for strengthening aluminum materials entails placing the frames on a rack and
placing in the oven heated to between 271 and 288 o C for about 100 minutes; this is followed by
quenching in a glycol bath at 34 o C and then the aging process that takes 10 hours at temperatures
between 71 and 82 o C (Cheney, Hurrel & Shan, 2017). By adjusting the manufacturing process and
making changes to the materials used, as well as good manufacturing practices as discussed above,
appreciable amounts of energy can be saved and the cost of producing the bicycle parts reduced,
while at the same time attaining Eco-production that result in reduced embodied energy in the
bicycle parts
Another way that embodied energy can be reduced and the production attained with reduced
energy consumption and wastage is through the changing of the manufacturing process. In
particular, the sprocket manufacturing process can be changed from machining to cold forging
approach. Machining results in waste because parts have to be removed; because the sprocket is a
major component of a bicycle that is subject to wear and tear, it needs a strong and durable material,
and so steel is used as the main material for its manufacture (Adam, 2007). The previous section
described a hot forging process for manufacturing the sprocket in which extremely high
temperatures are used in their manufacture. For steel materials, the temperatures to be attained is be
in excess of 1150 °C while for Aluminum alloys, temperatures of of between 360 and 520 °C are
required; Copper alloys requires temperatures of between 700 and 800 °C . The above temperatures
must be achieved so as to offset the materials strain hardening when being deformed (Cheney,
Hurrel & Shan, 2017). Hot forging results in greater ductility and is more flexible as a
manufacturing process compared to say, cold forging; further, finishing works can still be
undertaken, including coating, polishing, or painting to meet specific client needs. However, hot
forging as a process is associated with less dimensional tolerance and requires special conditions for
cooling the items to avoid risks such as warping (Altan, Ngaile, & Shen, 2011). All these are
energy intensive processes that do not help achieve Eco production aims.
A solution to the challenges of the hot forging process for the bicycle sprocket is to use the
opposite method, which is cold forging. Forging as a process operates by applying compressive
pressure (force) to workpieces either at high temperatures (hot forging) or low temperatures (cold
forging). The cold forging process for manufacturing the sprocket entails forging at room
temperature, without the need for additional heating. It entails applying compressive forces to the
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 11
material, which is sandwiched between two dies to attain the desired shape. In addition to
compression, other methods such as drawing, pressing, heading, and extruding are performed on the
piece until the desired shape is achieved (Tempelman, Ninaber,& Shercliff, 2014). Cold forging has
benefits that offset the limitations and disadvantages of using the hot forging process, primarily due
to low energy consumption as it is performed at room temperature without the need for additional
heating to high temperatures, such as when dealing with steel. Further, cold forging results in a
sprocket that requires little finishing work, especially if the desired material properties determined
selection of the work piece (steel strength and grade, even color). This further results in significant
cost savings. Cold forging can result in high production rates, enabling demand schedules to be met,
when compared to the hot forging process. As such, cold forging when manufacturing the sprockets
will help achieve Eco-production through significant savings in energy and embodied energy in
manufacture, as well as greater strength. Its only limitation is that it is only suitable for simple basic
shapes, so a fancy sprocket design will not be made as per requirement with cold forging, and will
require a combination of cold forging and machining, which increases costs and time taken to
manufacture (Mukherjee, 2011). However, cold forging is still preferable because the finished
product has increased strength because strain hardening occurs at room temperature, unlike hot
forging that results in low hardness but with high ductility (Tempelman, Ninaber,& Shercliff, 2014).
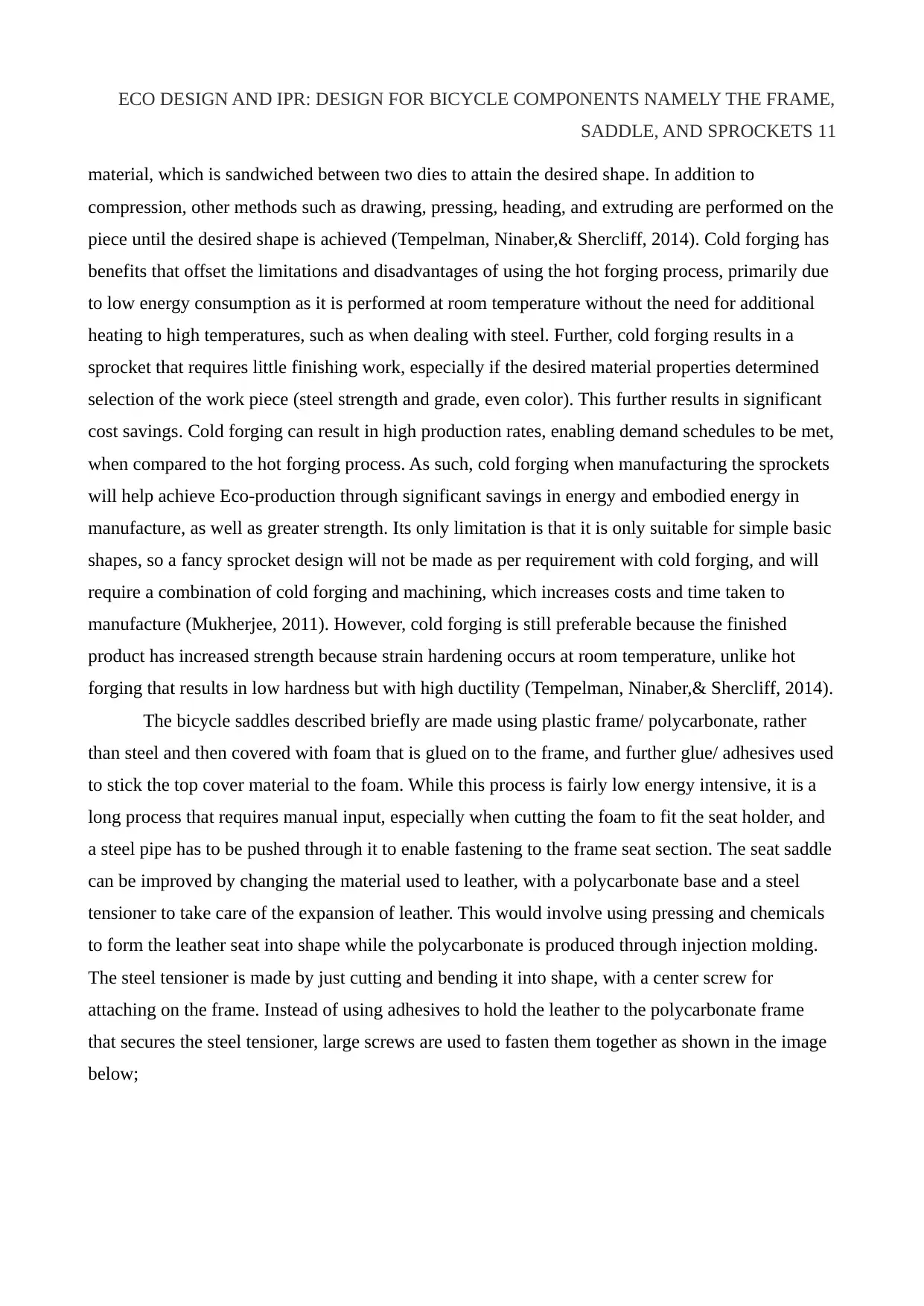
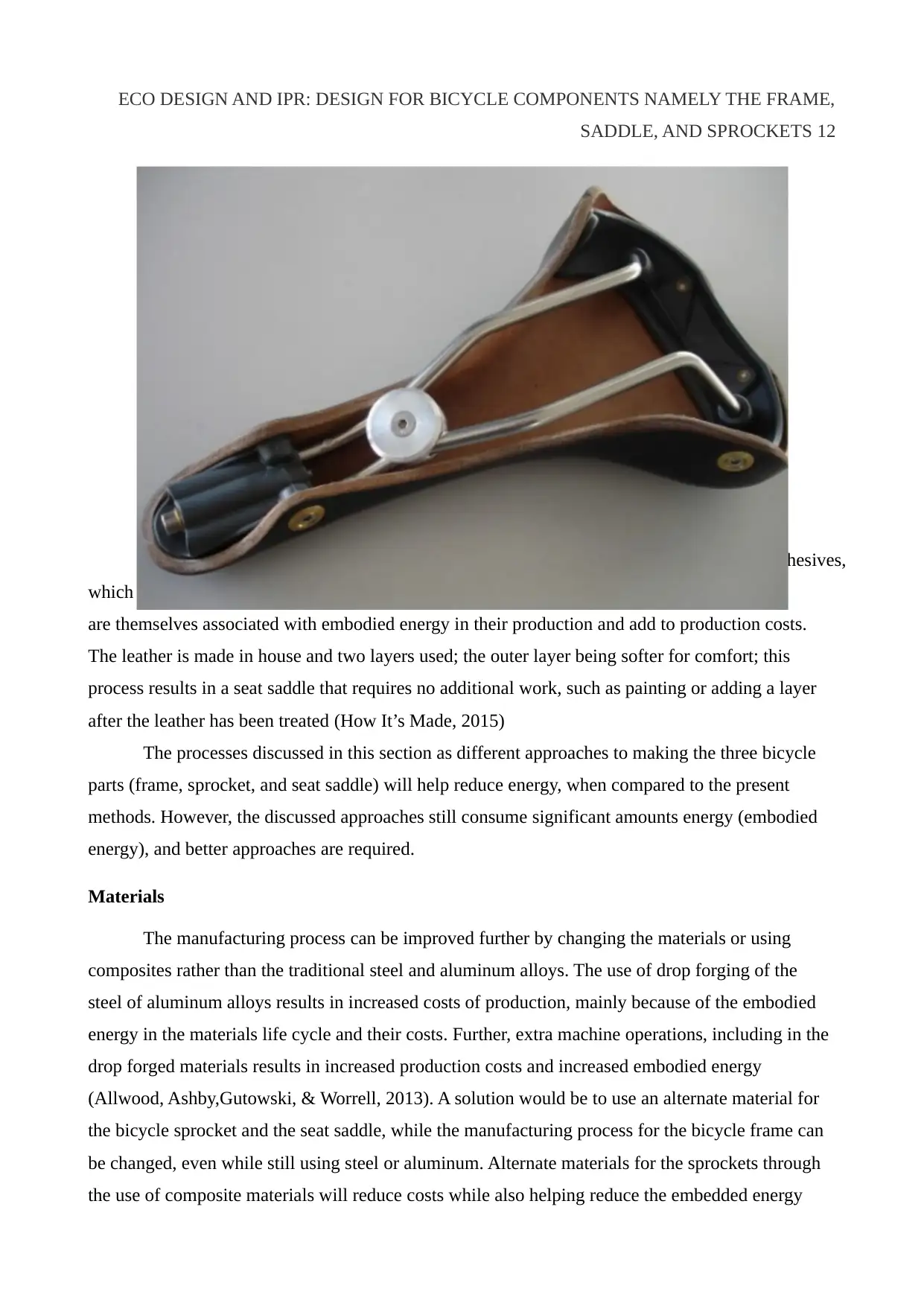
The bicycle saddles described briefly are made using plastic frame/ polycarbonate, rather
than steel and then covered with foam that is glued on to the frame, and further glue/ adhesives used
to stick the top cover material to the foam. While this process is fairly low energy intensive, it is a
long process that requires manual input, especially when cutting the foam to fit the seat holder, and
a steel pipe has to be pushed through it to enable fastening to the frame seat section. The seat saddle
can be improved by changing the material used to leather, with a polycarbonate base and a steel
tensioner to take care of the expansion of leather. This would involve using pressing and chemicals
to form the leather seat into shape while the polycarbonate is produced through injection molding.
The steel tensioner is made by just cutting and bending it into shape, with a center screw for
attaching on the frame. Instead of using adhesives to hold the leather to the polycarbonate frame
that secures the steel tensioner, large screws are used to fasten them together as shown in the image
below;
SADDLE, AND SPROCKETS 11
material, which is sandwiched between two dies to attain the desired shape. In addition to
compression, other methods such as drawing, pressing, heading, and extruding are performed on the
piece until the desired shape is achieved (Tempelman, Ninaber,& Shercliff, 2014). Cold forging has
benefits that offset the limitations and disadvantages of using the hot forging process, primarily due
to low energy consumption as it is performed at room temperature without the need for additional
heating to high temperatures, such as when dealing with steel. Further, cold forging results in a
sprocket that requires little finishing work, especially if the desired material properties determined
selection of the work piece (steel strength and grade, even color). This further results in significant
cost savings. Cold forging can result in high production rates, enabling demand schedules to be met,
when compared to the hot forging process. As such, cold forging when manufacturing the sprockets
will help achieve Eco-production through significant savings in energy and embodied energy in
manufacture, as well as greater strength. Its only limitation is that it is only suitable for simple basic
shapes, so a fancy sprocket design will not be made as per requirement with cold forging, and will
require a combination of cold forging and machining, which increases costs and time taken to
manufacture (Mukherjee, 2011). However, cold forging is still preferable because the finished
product has increased strength because strain hardening occurs at room temperature, unlike hot
forging that results in low hardness but with high ductility (Tempelman, Ninaber,& Shercliff, 2014).
The bicycle saddles described briefly are made using plastic frame/ polycarbonate, rather
than steel and then covered with foam that is glued on to the frame, and further glue/ adhesives used
to stick the top cover material to the foam. While this process is fairly low energy intensive, it is a
long process that requires manual input, especially when cutting the foam to fit the seat holder, and
a steel pipe has to be pushed through it to enable fastening to the frame seat section. The seat saddle
can be improved by changing the material used to leather, with a polycarbonate base and a steel
tensioner to take care of the expansion of leather. This would involve using pressing and chemicals
to form the leather seat into shape while the polycarbonate is produced through injection molding.
The steel tensioner is made by just cutting and bending it into shape, with a center screw for
attaching on the frame. Instead of using adhesives to hold the leather to the polycarbonate frame
that secures the steel tensioner, large screws are used to fasten them together as shown in the image
below;
ECO DESIGN AND IPR: DESIGN FOR BICYCLE COMPONENTS NAMELY THE FRAME,
SADDLE, AND SPROCKETS 12
The main advantage of this process is that it eliminates the need for using foam and adhesives,
which
are themselves associated with embodied energy in their production and add to production costs.
The leather is made in house and two layers used; the outer layer being softer for comfort; this
process results in a seat saddle that requires no additional work, such as painting or adding a layer
after the leather has been treated (How It’s Made, 2015)
The processes discussed in this section as different approaches to making the three bicycle
parts (frame, sprocket, and seat saddle) will help reduce energy, when compared to the present
methods. However, the discussed approaches still consume significant amounts energy (embodied
energy), and better approaches are required.
Materials
The manufacturing process can be improved further by changing the materials or using
composites rather than the traditional steel and aluminum alloys. The use of drop forging of the
steel of aluminum alloys results in increased costs of production, mainly because of the embodied
energy in the materials life cycle and their costs. Further, extra machine operations, including in the
drop forged materials results in increased production costs and increased embodied energy
(Allwood, Ashby,Gutowski, & Worrell, 2013). A solution would be to use an alternate material for
the bicycle sprocket and the seat saddle, while the manufacturing process for the bicycle frame can
be changed, even while still using steel or aluminum. Alternate materials for the sprockets through
the use of composite materials will reduce costs while also helping reduce the embedded energy
SADDLE, AND SPROCKETS 12
The main advantage of this process is that it eliminates the need for using foam and adhesives,
which
are themselves associated with embodied energy in their production and add to production costs.
The leather is made in house and two layers used; the outer layer being softer for comfort; this
process results in a seat saddle that requires no additional work, such as painting or adding a layer
after the leather has been treated (How It’s Made, 2015)
The processes discussed in this section as different approaches to making the three bicycle
parts (frame, sprocket, and seat saddle) will help reduce energy, when compared to the present
methods. However, the discussed approaches still consume significant amounts energy (embodied
energy), and better approaches are required.
Materials
The manufacturing process can be improved further by changing the materials or using
composites rather than the traditional steel and aluminum alloys. The use of drop forging of the
steel of aluminum alloys results in increased costs of production, mainly because of the embodied
energy in the materials life cycle and their costs. Further, extra machine operations, including in the
drop forged materials results in increased production costs and increased embodied energy
(Allwood, Ashby,Gutowski, & Worrell, 2013). A solution would be to use an alternate material for
the bicycle sprocket and the seat saddle, while the manufacturing process for the bicycle frame can
be changed, even while still using steel or aluminum. Alternate materials for the sprockets through
the use of composite materials will reduce costs while also helping reduce the embedded energy
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 27
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.