BSBMGT608: Implementing Innovation & Continuous Improvement Processes
VerifiedAdded on 2023/06/12
|12
|2124
|185
Report
AI Summary
This BSBMGT608 report details an implementation plan for embedding a new process focused on increasing productivity, reducing waste, and improving employee retention. The plan includes activities for transitioning to a team-based manufacturing approach, retraining staff, and establishing clear objectives. Key performance indicators (KPIs) are defined to measure the success of the transition, with a focus on reducing error rates and increasing production. The report also addresses communication strategies, contingency plans for potential implementation issues, and a follow-up review that identifies shortcomings such as reduced production and employee resignations. Amendments to the action plan and contingency plan are proposed, including additional training, improved communication, and adjusted work schedules. A schedule for evaluation and continuous improvement is outlined using a Gantt chart to track progress and identify critical paths.

Running head: BSBMGT608
BSBMGT608
Name of the Student
Name of the University
Author Note
BSBMGT608
Name of the Student
Name of the University
Author Note
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
1
BSBMGT608
Table of Contents
Part 1: Implementation........................................................................................................2
1.1. Action Plan for Transition........................................................................................2
1.2. Action Plan for Communication...............................................................................5
1.3. Contingency Plan for implementation issue.............................................................5
Part 2: Follow Up.................................................................................................................6
2.1. Implementation Issues and Failures..........................................................................6
2.2. Amendment in Action Plan and Contingency Plan..................................................7
2.3. Schedule for evaluation and continuous improvement.............................................7
Bibliography......................................................................................................................10
BSBMGT608
Table of Contents
Part 1: Implementation........................................................................................................2
1.1. Action Plan for Transition........................................................................................2
1.2. Action Plan for Communication...............................................................................5
1.3. Contingency Plan for implementation issue.............................................................5
Part 2: Follow Up.................................................................................................................6
2.1. Implementation Issues and Failures..........................................................................6
2.2. Amendment in Action Plan and Contingency Plan..................................................7
2.3. Schedule for evaluation and continuous improvement.............................................7
Bibliography......................................................................................................................10
2
BSBMGT608
Part 1: Implementation
1.1. Action Plan for Transition
The main goal of the program is to increase the productivity and considerably reduce the
waste associated with the manufacturing process in order to improve the sustainability and error
reduction in the production lines. Furthermore, the program aims at reducing the staff’s which is
on an average is 32% per annum to 20% per annum. This aims at improving the skills levels and
the efficiency of the firm by reducing the cost of recruitment and training of the new staffs.
Reducing the employees’ turnover will only be possible by increasing the job satisfaction of the
employees.
Activities of Transition
In order to achieve the set goal, the authorities have decided to divide the workers into
five different teams. These teams will be responsible for manufacturing of five different product
lines. This will ensure that each team is working on their specialty line only. This roster will be
altered timely in order to enable every staffs to work on different lines.
In order to make the regular work more interesting John the production manager of the
firm has suggested the teams to work in a particular goal or objective that is set for a particular
product line. This goal will be based on reducing the error rate to only 4% from a rate of 22%.
Along with this, it is essential that the productivity of the firm to be increased by 40% within 24
months.
The main activity of the program further includes the closing of the production lines for
48 hours. This time is needed for re tooling. The activities of re tooling include staff retraining.
BSBMGT608
Part 1: Implementation
1.1. Action Plan for Transition
The main goal of the program is to increase the productivity and considerably reduce the
waste associated with the manufacturing process in order to improve the sustainability and error
reduction in the production lines. Furthermore, the program aims at reducing the staff’s which is
on an average is 32% per annum to 20% per annum. This aims at improving the skills levels and
the efficiency of the firm by reducing the cost of recruitment and training of the new staffs.
Reducing the employees’ turnover will only be possible by increasing the job satisfaction of the
employees.
Activities of Transition
In order to achieve the set goal, the authorities have decided to divide the workers into
five different teams. These teams will be responsible for manufacturing of five different product
lines. This will ensure that each team is working on their specialty line only. This roster will be
altered timely in order to enable every staffs to work on different lines.
In order to make the regular work more interesting John the production manager of the
firm has suggested the teams to work in a particular goal or objective that is set for a particular
product line. This goal will be based on reducing the error rate to only 4% from a rate of 22%.
Along with this, it is essential that the productivity of the firm to be increased by 40% within 24
months.
The main activity of the program further includes the closing of the production lines for
48 hours. This time is needed for re tooling. The activities of re tooling include staff retraining.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
3
BSBMGT608
The retraining process will incorporate technical training, motivational training, training on
quality control along with clear definition of goal and objectives. This will help in reducing the
error in the production and manufacturing work and will keep the staffs and employees
motivated as well.
Objectives of the transition
The main objective of the transition is to redesign the production and the manufacturing
process. This will help in increasing the productivity of the firm. Waste reduction is further
essential for which it is essential to design an error free product. The objective of this program is
to reduce the error lines up to 20% in order to reduce the sustainability.
The firm has seen quite a huge number of employee losses in recent years. Therefore the
secondary objective of the program is to reduce the staff turnover from a rate of 32% per annum
to 20% per annum. This objective aims at reducing the costs of recruiting and training of new
staffs every year.
Another significant objective of this program is to close the production lines for 48 hours
for retooling. In this period, the staffs will be retrained in order to improve their skills and
knowledge.
KPIs of Transition
The key performance indicators of the program will be reduction in the error rate in order
to reduce the wastes associated with the manufacturing process. The current error rate is 22%
which must be reduced to 4% for improving the sustainability of the organization. The staff
workers are divided into five teams in order to ensure that each work supervised by them is done
BSBMGT608
The retraining process will incorporate technical training, motivational training, training on
quality control along with clear definition of goal and objectives. This will help in reducing the
error in the production and manufacturing work and will keep the staffs and employees
motivated as well.
Objectives of the transition
The main objective of the transition is to redesign the production and the manufacturing
process. This will help in increasing the productivity of the firm. Waste reduction is further
essential for which it is essential to design an error free product. The objective of this program is
to reduce the error lines up to 20% in order to reduce the sustainability.
The firm has seen quite a huge number of employee losses in recent years. Therefore the
secondary objective of the program is to reduce the staff turnover from a rate of 32% per annum
to 20% per annum. This objective aims at reducing the costs of recruiting and training of new
staffs every year.
Another significant objective of this program is to close the production lines for 48 hours
for retooling. In this period, the staffs will be retrained in order to improve their skills and
knowledge.
KPIs of Transition
The key performance indicators of the program will be reduction in the error rate in order
to reduce the wastes associated with the manufacturing process. The current error rate is 22%
which must be reduced to 4% for improving the sustainability of the organization. The staff
workers are divided into five teams in order to ensure that each work supervised by them is done
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
4
BSBMGT608
with perfection. Since a team will be working on a single speciality line, it would be easier for
them to manage the production works. The rosters that are keeping a track of the team members
will be altered on a regular basis in order to ensure that each member of the organization are
getting to work on every speciality line.
Therefore the key performance indicator or the measures of the success of the transition
would definitely be the reduction in the error rates, the increase in the production and reduction
of the wastes and reduction in the employee turnover after a timeline of 24 months.
The Time frames of the program
In order to improve the efficiency of the team members, each team member is allocated a
team and the team will be responsible for manufacturing of five product lines. The rosters for the
teams will be altered during a 12-hour shift. The main objective of the program is to reduce the
error rates and increase in the productivity by bringing certain modifications in the process. Fir
this, a time frame of 24 months is set. Furthermore in order to bring certain modifications in the
process the production lines will remain closed for a time frame of 48 hours in order to provide
certain essential training to the staffs. This training program is expected to improve the skills and
knowledge of the workers that is essential in order to increase the productivity.
Activities to Promote the Process and Sustainability
The employees will be trained and motivated in order to increase their interest in the job
and reduce the employee turnover.
Activities to reduce negative impact on people
BSBMGT608
with perfection. Since a team will be working on a single speciality line, it would be easier for
them to manage the production works. The rosters that are keeping a track of the team members
will be altered on a regular basis in order to ensure that each member of the organization are
getting to work on every speciality line.
Therefore the key performance indicator or the measures of the success of the transition
would definitely be the reduction in the error rates, the increase in the production and reduction
of the wastes and reduction in the employee turnover after a timeline of 24 months.
The Time frames of the program
In order to improve the efficiency of the team members, each team member is allocated a
team and the team will be responsible for manufacturing of five product lines. The rosters for the
teams will be altered during a 12-hour shift. The main objective of the program is to reduce the
error rates and increase in the productivity by bringing certain modifications in the process. Fir
this, a time frame of 24 months is set. Furthermore in order to bring certain modifications in the
process the production lines will remain closed for a time frame of 48 hours in order to provide
certain essential training to the staffs. This training program is expected to improve the skills and
knowledge of the workers that is essential in order to increase the productivity.
Activities to Promote the Process and Sustainability
The employees will be trained and motivated in order to increase their interest in the job
and reduce the employee turnover.
Activities to reduce negative impact on people
5
BSBMGT608
In order to reduce the negative impact on the people, a feedback path was established in
order to review the perspectives of the workers associated with the new transition.
1.2. Action Plan for Communication
The activities of the communication include regular follow up with the employees and
staffs in order to understand their views about the implementation of new process.
The objective of the communication is to improve the productivity of the employees by
keeping them motivated and assigning them with a particular speciality line to work with.
The key performance indicator for the communication plan includes increase in the jiob
satisfaction of the employees and reduction in employees’ turnover.
The activities that are undertaken in order to promote the process and regular
sustainability are to arrange regular meetings so that the issues of the employees are addressed.
In order to ensure that the transition and communication has no negative impact on
people, it was ensured that regular follow up with the members of a particular speciality line is
taken.
1.3. Contingency Plan for implementation issue
One of the significant implementation uses is that the workers may not be interested in
the process and might feel bored about managing a particular speciality line. This might in turn
reduce the production by a considerable amount. As a contingency plan, the employees can be
motivated to set a realistic goals and not lectured about their mistake. A proper leadership should
be ensured in order to make the implementation successful.
BSBMGT608
In order to reduce the negative impact on the people, a feedback path was established in
order to review the perspectives of the workers associated with the new transition.
1.2. Action Plan for Communication
The activities of the communication include regular follow up with the employees and
staffs in order to understand their views about the implementation of new process.
The objective of the communication is to improve the productivity of the employees by
keeping them motivated and assigning them with a particular speciality line to work with.
The key performance indicator for the communication plan includes increase in the jiob
satisfaction of the employees and reduction in employees’ turnover.
The activities that are undertaken in order to promote the process and regular
sustainability are to arrange regular meetings so that the issues of the employees are addressed.
In order to ensure that the transition and communication has no negative impact on
people, it was ensured that regular follow up with the members of a particular speciality line is
taken.
1.3. Contingency Plan for implementation issue
One of the significant implementation uses is that the workers may not be interested in
the process and might feel bored about managing a particular speciality line. This might in turn
reduce the production by a considerable amount. As a contingency plan, the employees can be
motivated to set a realistic goals and not lectured about their mistake. A proper leadership should
be ensured in order to make the implementation successful.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
6
BSBMGT608
Another implementation issue that can be faced is that the expected ROI does not match
as the timeframe for all the reforms is too short.
As a contingency plan, it is suggested that the economic feasibility and NPV of the
implementation of the transition project is done before the project initiation.
Part 2: Follow Up
2.1. Implementation Issues and Failures
The review was done after eight weeks and the issues and failures of the new program are
as follows-
1. Reduction in production by 8% instead of expected increase
2. Increase in delays and wastes by 10%
3. 15 staffs have resigned.
After 16 weeks it was reviewed once again, the issues include-
1. No improvement in production
2. No reduction in error rates
The failures of the new program includes-
1. Insufficient training on handling of the new machines
2. The staffs are not clear about the goals and objectives of the program
3. the workers have no idea how to apply sustainable practised to the workplace
BSBMGT608
Another implementation issue that can be faced is that the expected ROI does not match
as the timeframe for all the reforms is too short.
As a contingency plan, it is suggested that the economic feasibility and NPV of the
implementation of the transition project is done before the project initiation.
Part 2: Follow Up
2.1. Implementation Issues and Failures
The review was done after eight weeks and the issues and failures of the new program are
as follows-
1. Reduction in production by 8% instead of expected increase
2. Increase in delays and wastes by 10%
3. 15 staffs have resigned.
After 16 weeks it was reviewed once again, the issues include-
1. No improvement in production
2. No reduction in error rates
The failures of the new program includes-
1. Insufficient training on handling of the new machines
2. The staffs are not clear about the goals and objectives of the program
3. the workers have no idea how to apply sustainable practised to the workplace
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
7
BSBMGT608
4. A longer shift of 12 hours resulting in people becoming too tired to work
5. The tiredness and lack of rest of the workers increases the chances of accidents.
2.2. Amendment in Action Plan and Contingency Plan
The amendments in the action plan are as follows-
1. The training of 48 hours were too less and therefore another training program should
be planned.
2. Since the workers have very little knowledge of English the specifications of the
machine should be properly communicated to them along with their daily target.
3. The daily progress report should be made available to all the staffs so that they have a
clear idea about the amount of work they need to do per day in order to reach their set goal
4. Instead of a 12 hour shift a rotational shift of hours can be introduced so that the
workers get optimum rest.
The amendments in the contingency plans are as follows-
1. Each team will have an experienced leader to keep the employees motivated
2. The feasibility analysis should be done on weekly basis in order to calculate the lag in
the work flow more accurately.
2.3. Schedule for evaluation and continuous improvement
The schedule is prepared for a timeframe of 1 week which will be repeated every week
expect the activity of employees’ training.
BSBMGT608
4. A longer shift of 12 hours resulting in people becoming too tired to work
5. The tiredness and lack of rest of the workers increases the chances of accidents.
2.2. Amendment in Action Plan and Contingency Plan
The amendments in the action plan are as follows-
1. The training of 48 hours were too less and therefore another training program should
be planned.
2. Since the workers have very little knowledge of English the specifications of the
machine should be properly communicated to them along with their daily target.
3. The daily progress report should be made available to all the staffs so that they have a
clear idea about the amount of work they need to do per day in order to reach their set goal
4. Instead of a 12 hour shift a rotational shift of hours can be introduced so that the
workers get optimum rest.
The amendments in the contingency plans are as follows-
1. Each team will have an experienced leader to keep the employees motivated
2. The feasibility analysis should be done on weekly basis in order to calculate the lag in
the work flow more accurately.
2.3. Schedule for evaluation and continuous improvement
The schedule is prepared for a timeframe of 1 week which will be repeated every week
expect the activity of employees’ training.
8
BSBMGT608
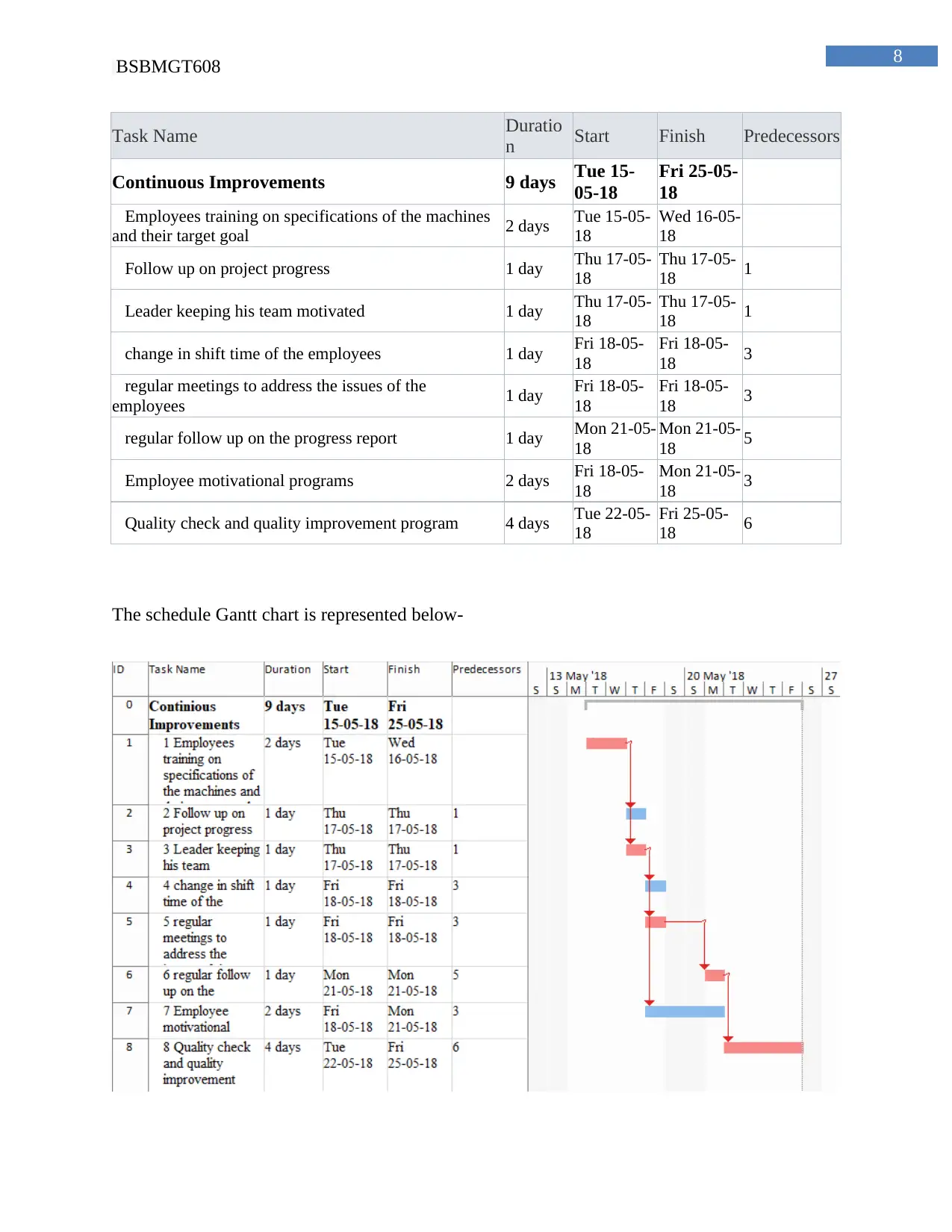
Task Name Duratio
n Start Finish Predecessors
Continuous Improvements 9 days Tue 15-
05-18
Fri 25-05-
18
Employees training on specifications of the machines
and their target goal 2 days Tue 15-05-
18
Wed 16-05-
18
Follow up on project progress 1 day Thu 17-05-
18
Thu 17-05-
18 1
Leader keeping his team motivated 1 day Thu 17-05-
18
Thu 17-05-
18 1
change in shift time of the employees 1 day Fri 18-05-
18
Fri 18-05-
18 3
regular meetings to address the issues of the
employees 1 day Fri 18-05-
18
Fri 18-05-
18 3
regular follow up on the progress report 1 day Mon 21-05-
18
Mon 21-05-
18 5
Employee motivational programs 2 days Fri 18-05-
18
Mon 21-05-
18 3
Quality check and quality improvement program 4 days Tue 22-05-
18
Fri 25-05-
18 6
The schedule Gantt chart is represented below-
BSBMGT608
Task Name Duratio
n Start Finish Predecessors
Continuous Improvements 9 days Tue 15-
05-18
Fri 25-05-
18
Employees training on specifications of the machines
and their target goal 2 days Tue 15-05-
18
Wed 16-05-
18
Follow up on project progress 1 day Thu 17-05-
18
Thu 17-05-
18 1
Leader keeping his team motivated 1 day Thu 17-05-
18
Thu 17-05-
18 1
change in shift time of the employees 1 day Fri 18-05-
18
Fri 18-05-
18 3
regular meetings to address the issues of the
employees 1 day Fri 18-05-
18
Fri 18-05-
18 3
regular follow up on the progress report 1 day Mon 21-05-
18
Mon 21-05-
18 5
Employee motivational programs 2 days Fri 18-05-
18
Mon 21-05-
18 3
Quality check and quality improvement program 4 days Tue 22-05-
18
Fri 25-05-
18 6
The schedule Gantt chart is represented below-
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide

9
BSBMGT608
Figure 1: Representing the Gantt chart of the shifting project
(Source: Generated by Author using MS project)
The work activities marked in red in the Gantt chart above depict the critical path of the project
BSBMGT608
Figure 1: Representing the Gantt chart of the shifting project
(Source: Generated by Author using MS project)
The work activities marked in red in the Gantt chart above depict the critical path of the project
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
10
BSBMGT608
Bibliography
Burke, R. (2013). Project management: planning and control techniques. New Jersey, USA.
Harrison, F., & Lock, D. (2017). Advanced project management: a structured approach.
Routledge.
Heagney, J. (2016). Fundamentals of project management. AMACOM Div American Mgmt
Assn.
Kerzner, H., & Kerzner, H. R. (2017). Project management: a systems approach to planning,
scheduling, and controlling. John Wiley & Sons.
Larson, E. W., & Gray, C. (2013). Project management: The managerial process with MS
project. McGraw-Hill.
Leach, L. P. (2014). Critical chain project management. Artech House.
Mir, F. A., & Pinnington, A. H. (2014). Exploring the value of project management: linking
project management performance and project success. International journal of project
management, 32(2), 202-217.
Nicholas, J. M., & Steyn, H. (2017). Project management for engineering, business and
technology. Taylor & Francis.
Snyder, C. S. (2014). A guide to the project management body of knowledge: PMBOK (®)
guide. Project Management Institute: Newtown Square, PA, USA.
Yukl, G. A. (2013). Leadership in organizations. Pearson Education India.
BSBMGT608
Bibliography
Burke, R. (2013). Project management: planning and control techniques. New Jersey, USA.
Harrison, F., & Lock, D. (2017). Advanced project management: a structured approach.
Routledge.
Heagney, J. (2016). Fundamentals of project management. AMACOM Div American Mgmt
Assn.
Kerzner, H., & Kerzner, H. R. (2017). Project management: a systems approach to planning,
scheduling, and controlling. John Wiley & Sons.
Larson, E. W., & Gray, C. (2013). Project management: The managerial process with MS
project. McGraw-Hill.
Leach, L. P. (2014). Critical chain project management. Artech House.
Mir, F. A., & Pinnington, A. H. (2014). Exploring the value of project management: linking
project management performance and project success. International journal of project
management, 32(2), 202-217.
Nicholas, J. M., & Steyn, H. (2017). Project management for engineering, business and
technology. Taylor & Francis.
Snyder, C. S. (2014). A guide to the project management body of knowledge: PMBOK (®)
guide. Project Management Institute: Newtown Square, PA, USA.
Yukl, G. A. (2013). Leadership in organizations. Pearson Education India.

11
BSBMGT608
Zulch, B. (2014). Leadership communication in project management. Procedia-Social and
Behavioral Sciences, 119, 172-181.
BSBMGT608
Zulch, B. (2014). Leadership communication in project management. Procedia-Social and
Behavioral Sciences, 119, 172-181.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 12
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.