Business Environment Analysis Report: Cost, FMEA, and Maintenance
VerifiedAdded on 2023/01/10
|15
|3834
|81
Report
AI Summary
This report provides a detailed analysis of the business environment, examining various aspects such as cost associated with poor quality, including internal and external failure costs, appraisal costs, and prevention costs, with examples from Motorola, Ford, and Samsung. The report further explores Failure Mode and Effect Analysis (FMEA), discussing severity, probability of occurrence, and detectability, along with the benefits of FMEA. Additionally, it identifies and analyzes objectives of maintenance strategies, providing examples. Finally, the report includes a calculation of system reliability, offering a comprehensive overview of business environment analysis and relevant strategies for business development and improvement.
BUSINESS ENVIRONMENT
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Contents
INTRODUCTION...........................................................................................................................3
SECTION A.....................................................................................................................................3
Identify three types of cost that is associated with poor quality..................................................3
Critically discuss each type of cost..............................................................................................4
Demonstrate the ability of applying the theoretical knowledge to the real world environment
by discussing one example for each type of cost.........................................................................4
SECTION B.....................................................................................................................................5
Explain and critically discuss severity.........................................................................................5
Explain and critically discuss Probability of occurrence.............................................................6
Explain and critically discuss detectability..................................................................................7
Identify, explain and appraise three benefits of failure mode and effect analysis.......................7
SECTION C.....................................................................................................................................9
Identify three reasonable objectives of maintenance strategy.....................................................9
Define and critically discuss each objective providing an example that is adequate..................9
SECTION D...................................................................................................................................10
Calculation of the system reliability..........................................................................................10
CONCLUSION..............................................................................................................................14
REFERENCES..............................................................................................................................15
INTRODUCTION...........................................................................................................................3
SECTION A.....................................................................................................................................3
Identify three types of cost that is associated with poor quality..................................................3
Critically discuss each type of cost..............................................................................................4
Demonstrate the ability of applying the theoretical knowledge to the real world environment
by discussing one example for each type of cost.........................................................................4
SECTION B.....................................................................................................................................5
Explain and critically discuss severity.........................................................................................5
Explain and critically discuss Probability of occurrence.............................................................6
Explain and critically discuss detectability..................................................................................7
Identify, explain and appraise three benefits of failure mode and effect analysis.......................7
SECTION C.....................................................................................................................................9
Identify three reasonable objectives of maintenance strategy.....................................................9
Define and critically discuss each objective providing an example that is adequate..................9
SECTION D...................................................................................................................................10
Calculation of the system reliability..........................................................................................10
CONCLUSION..............................................................................................................................14
REFERENCES..............................................................................................................................15
INTRODUCTION
Business environment means all of the internal and external factors that affect how the company
functions including employees, customers, management, supply and demand
and business regulations. An example of a part of a business environment is how well customers'
expectations are met. This report covers analysis of business environment with four sections
which covers the analysis of three companies that is Motorola, Ford and Samsung. The analysis
covers the aspect of cost and its types. The approach of FMEA and analysis of maintenance
(Saleh and Watson, 2017).
SECTION A
Identify three types of cost that is associated with poor quality
The three types of cost for the poor quality are internal and external failure cost, appraisal
cost and prevention cost which is taken by the company to evaluate the area where they need
more attention and with the proper analysis they can reduce the impact of these costs. It is
necessary that Motorola comply there factors with these cost so that they can achieve their
objectives.
Critically discuss each type of cost
Internal and External failure cost-
Cost of internal failure is referred and incurred when a product that is produced turns out
to be defective. These types of goods appear in the form of scrap or goods that have been
undergone for work multiple times. The cost that is used for reworking is included in the cost of
this aspect (Bejtkovský, Rózsa and Mulyaningsih, 2018).
On the other hand cost that is external is assessed when a product produced was turned
out as defective but it has made the cost much more extensive. The reason behind this is it also
involves cost of recalling the product, claims that is given under the period of warranty, field
service and potentially assessing the costs that are acquired for legal aspects with the lawsuits
that are linked with them. The cost is very unquantifiable and relative which states that cost of
customers which is lost is also involved in this aspect.
Appraisal costs-
Business environment means all of the internal and external factors that affect how the company
functions including employees, customers, management, supply and demand
and business regulations. An example of a part of a business environment is how well customers'
expectations are met. This report covers analysis of business environment with four sections
which covers the analysis of three companies that is Motorola, Ford and Samsung. The analysis
covers the aspect of cost and its types. The approach of FMEA and analysis of maintenance
(Saleh and Watson, 2017).
SECTION A
Identify three types of cost that is associated with poor quality
The three types of cost for the poor quality are internal and external failure cost, appraisal
cost and prevention cost which is taken by the company to evaluate the area where they need
more attention and with the proper analysis they can reduce the impact of these costs. It is
necessary that Motorola comply there factors with these cost so that they can achieve their
objectives.
Critically discuss each type of cost
Internal and External failure cost-
Cost of internal failure is referred and incurred when a product that is produced turns out
to be defective. These types of goods appear in the form of scrap or goods that have been
undergone for work multiple times. The cost that is used for reworking is included in the cost of
this aspect (Bejtkovský, Rózsa and Mulyaningsih, 2018).
On the other hand cost that is external is assessed when a product produced was turned
out as defective but it has made the cost much more extensive. The reason behind this is it also
involves cost of recalling the product, claims that is given under the period of warranty, field
service and potentially assessing the costs that are acquired for legal aspects with the lawsuits
that are linked with them. The cost is very unquantifiable and relative which states that cost of
customers which is lost is also involved in this aspect.
Appraisal costs-
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
This cost is incurred so that problem of occurrence is reduced the time it appears. It is
done with the help of variety of inspections. It can be turned into least expensive by taking an
inspection with the help of workers on parts that are coming in and going out from their facility.
This will help them to assess the problem in a faster way. Other cost of this aspect includes the
damage and destruction of materials in the process of testing.
Prevention costs-
This cost is highly recommended in the aspect of quality cost because it is considered as
the least effective cost method. This cost involves the cost of training the employees.
Demonstrate the ability of applying the theoretical knowledge to the real world environment by
discussing one example for each type of cost.
Internal and external cost-
Internal cost for Motorola will be when the product manufactured is defective and needs
to be sold in scrap. The external cost will be when it turns out to be extensive for the company
such as a customer claiming for warranty now this cost needs to be bear by the company
(Koišová and et.al., 2017).
Appraisal costs-
If Motorola guides their workers to increase the security and keep a track on incoming
and outgoing parts then they can easily remove the defect.
Prevention costs-
The cost of training of employees of Motorola will be their prevention cost to reduce the
level of defects in the stages of manufacturing.
SECTION B
Explain and critically discuss severity
Severity is considered as the mode of failure and its consequences. Not only that the
worst potential consequence which affects the model and which is assessed by the level of injury
done with the help of variety of inspections. It can be turned into least expensive by taking an
inspection with the help of workers on parts that are coming in and going out from their facility.
This will help them to assess the problem in a faster way. Other cost of this aspect includes the
damage and destruction of materials in the process of testing.
Prevention costs-
This cost is highly recommended in the aspect of quality cost because it is considered as
the least effective cost method. This cost involves the cost of training the employees.
Demonstrate the ability of applying the theoretical knowledge to the real world environment by
discussing one example for each type of cost.
Internal and external cost-
Internal cost for Motorola will be when the product manufactured is defective and needs
to be sold in scrap. The external cost will be when it turns out to be extensive for the company
such as a customer claiming for warranty now this cost needs to be bear by the company
(Koišová and et.al., 2017).
Appraisal costs-
If Motorola guides their workers to increase the security and keep a track on incoming
and outgoing parts then they can easily remove the defect.
Prevention costs-
The cost of training of employees of Motorola will be their prevention cost to reduce the
level of defects in the stages of manufacturing.
SECTION B
Explain and critically discuss severity
Severity is considered as the mode of failure and its consequences. Not only that the
worst potential consequence which affects the model and which is assessed by the level of injury
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
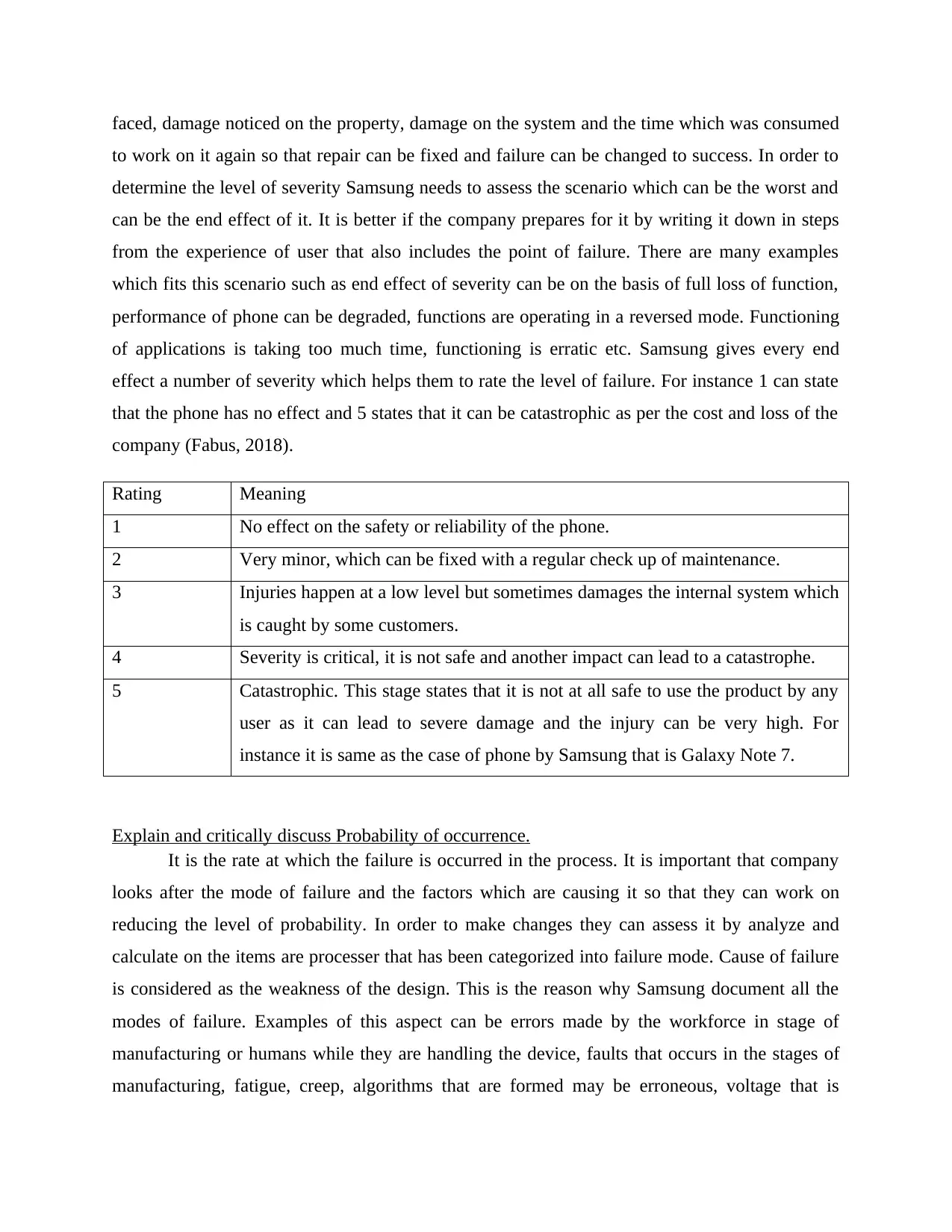
faced, damage noticed on the property, damage on the system and the time which was consumed
to work on it again so that repair can be fixed and failure can be changed to success. In order to
determine the level of severity Samsung needs to assess the scenario which can be the worst and
can be the end effect of it. It is better if the company prepares for it by writing it down in steps
from the experience of user that also includes the point of failure. There are many examples
which fits this scenario such as end effect of severity can be on the basis of full loss of function,
performance of phone can be degraded, functions are operating in a reversed mode. Functioning
of applications is taking too much time, functioning is erratic etc. Samsung gives every end
effect a number of severity which helps them to rate the level of failure. For instance 1 can state
that the phone has no effect and 5 states that it can be catastrophic as per the cost and loss of the
company (Fabus, 2018).
Rating Meaning
1 No effect on the safety or reliability of the phone.
2 Very minor, which can be fixed with a regular check up of maintenance.
3 Injuries happen at a low level but sometimes damages the internal system which
is caught by some customers.
4 Severity is critical, it is not safe and another impact can lead to a catastrophe.
5 Catastrophic. This stage states that it is not at all safe to use the product by any
user as it can lead to severe damage and the injury can be very high. For
instance it is same as the case of phone by Samsung that is Galaxy Note 7.
Explain and critically discuss Probability of occurrence.
It is the rate at which the failure is occurred in the process. It is important that company
looks after the mode of failure and the factors which are causing it so that they can work on
reducing the level of probability. In order to make changes they can assess it by analyze and
calculate on the items are processer that has been categorized into failure mode. Cause of failure
is considered as the weakness of the design. This is the reason why Samsung document all the
modes of failure. Examples of this aspect can be errors made by the workforce in stage of
manufacturing or humans while they are handling the device, faults that occurs in the stages of
manufacturing, fatigue, creep, algorithms that are formed may be erroneous, voltage that is
to work on it again so that repair can be fixed and failure can be changed to success. In order to
determine the level of severity Samsung needs to assess the scenario which can be the worst and
can be the end effect of it. It is better if the company prepares for it by writing it down in steps
from the experience of user that also includes the point of failure. There are many examples
which fits this scenario such as end effect of severity can be on the basis of full loss of function,
performance of phone can be degraded, functions are operating in a reversed mode. Functioning
of applications is taking too much time, functioning is erratic etc. Samsung gives every end
effect a number of severity which helps them to rate the level of failure. For instance 1 can state
that the phone has no effect and 5 states that it can be catastrophic as per the cost and loss of the
company (Fabus, 2018).
Rating Meaning
1 No effect on the safety or reliability of the phone.
2 Very minor, which can be fixed with a regular check up of maintenance.
3 Injuries happen at a low level but sometimes damages the internal system which
is caught by some customers.
4 Severity is critical, it is not safe and another impact can lead to a catastrophe.
5 Catastrophic. This stage states that it is not at all safe to use the product by any
user as it can lead to severe damage and the injury can be very high. For
instance it is same as the case of phone by Samsung that is Galaxy Note 7.
Explain and critically discuss Probability of occurrence.
It is the rate at which the failure is occurred in the process. It is important that company
looks after the mode of failure and the factors which are causing it so that they can work on
reducing the level of probability. In order to make changes they can assess it by analyze and
calculate on the items are processer that has been categorized into failure mode. Cause of failure
is considered as the weakness of the design. This is the reason why Samsung document all the
modes of failure. Examples of this aspect can be errors made by the workforce in stage of
manufacturing or humans while they are handling the device, faults that occurs in the stages of
manufacturing, fatigue, creep, algorithms that are formed may be erroneous, voltage that is
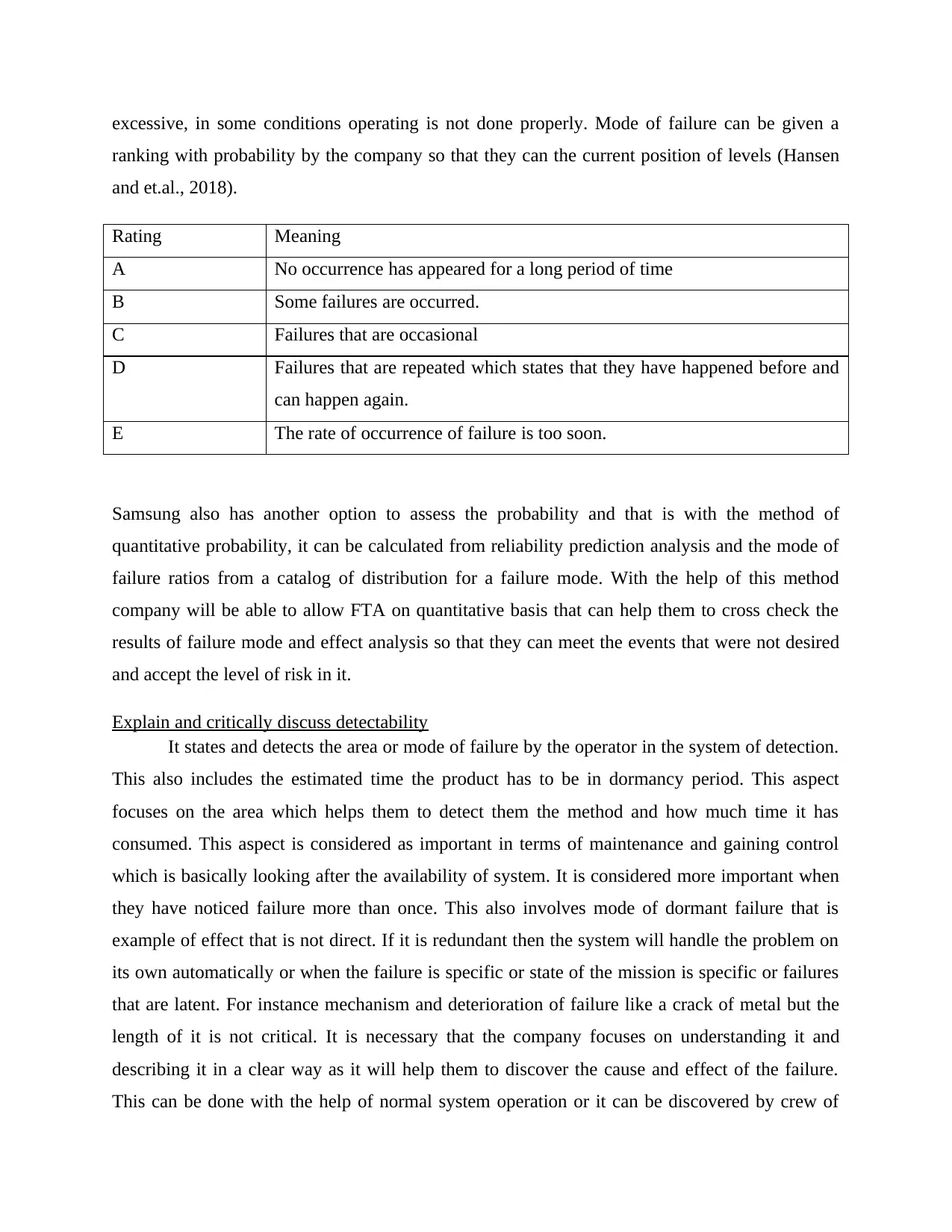
excessive, in some conditions operating is not done properly. Mode of failure can be given a
ranking with probability by the company so that they can the current position of levels (Hansen
and et.al., 2018).
Rating Meaning
A No occurrence has appeared for a long period of time
B Some failures are occurred.
C Failures that are occasional
D Failures that are repeated which states that they have happened before and
can happen again.
E The rate of occurrence of failure is too soon.
Samsung also has another option to assess the probability and that is with the method of
quantitative probability, it can be calculated from reliability prediction analysis and the mode of
failure ratios from a catalog of distribution for a failure mode. With the help of this method
company will be able to allow FTA on quantitative basis that can help them to cross check the
results of failure mode and effect analysis so that they can meet the events that were not desired
and accept the level of risk in it.
Explain and critically discuss detectability
It states and detects the area or mode of failure by the operator in the system of detection.
This also includes the estimated time the product has to be in dormancy period. This aspect
focuses on the area which helps them to detect them the method and how much time it has
consumed. This aspect is considered as important in terms of maintenance and gaining control
which is basically looking after the availability of system. It is considered more important when
they have noticed failure more than once. This also involves mode of dormant failure that is
example of effect that is not direct. If it is redundant then the system will handle the problem on
its own automatically or when the failure is specific or state of the mission is specific or failures
that are latent. For instance mechanism and deterioration of failure like a crack of metal but the
length of it is not critical. It is necessary that the company focuses on understanding it and
describing it in a clear way as it will help them to discover the cause and effect of the failure.
This can be done with the help of normal system operation or it can be discovered by crew of
ranking with probability by the company so that they can the current position of levels (Hansen
and et.al., 2018).
Rating Meaning
A No occurrence has appeared for a long period of time
B Some failures are occurred.
C Failures that are occasional
D Failures that are repeated which states that they have happened before and
can happen again.
E The rate of occurrence of failure is too soon.
Samsung also has another option to assess the probability and that is with the method of
quantitative probability, it can be calculated from reliability prediction analysis and the mode of
failure ratios from a catalog of distribution for a failure mode. With the help of this method
company will be able to allow FTA on quantitative basis that can help them to cross check the
results of failure mode and effect analysis so that they can meet the events that were not desired
and accept the level of risk in it.
Explain and critically discuss detectability
It states and detects the area or mode of failure by the operator in the system of detection.
This also includes the estimated time the product has to be in dormancy period. This aspect
focuses on the area which helps them to detect them the method and how much time it has
consumed. This aspect is considered as important in terms of maintenance and gaining control
which is basically looking after the availability of system. It is considered more important when
they have noticed failure more than once. This also involves mode of dormant failure that is
example of effect that is not direct. If it is redundant then the system will handle the problem on
its own automatically or when the failure is specific or state of the mission is specific or failures
that are latent. For instance mechanism and deterioration of failure like a crack of metal but the
length of it is not critical. It is necessary that the company focuses on understanding it and
describing it in a clear way as it will help them to discover the cause and effect of the failure.
This can be done with the help of normal system operation or it can be discovered by crew of
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
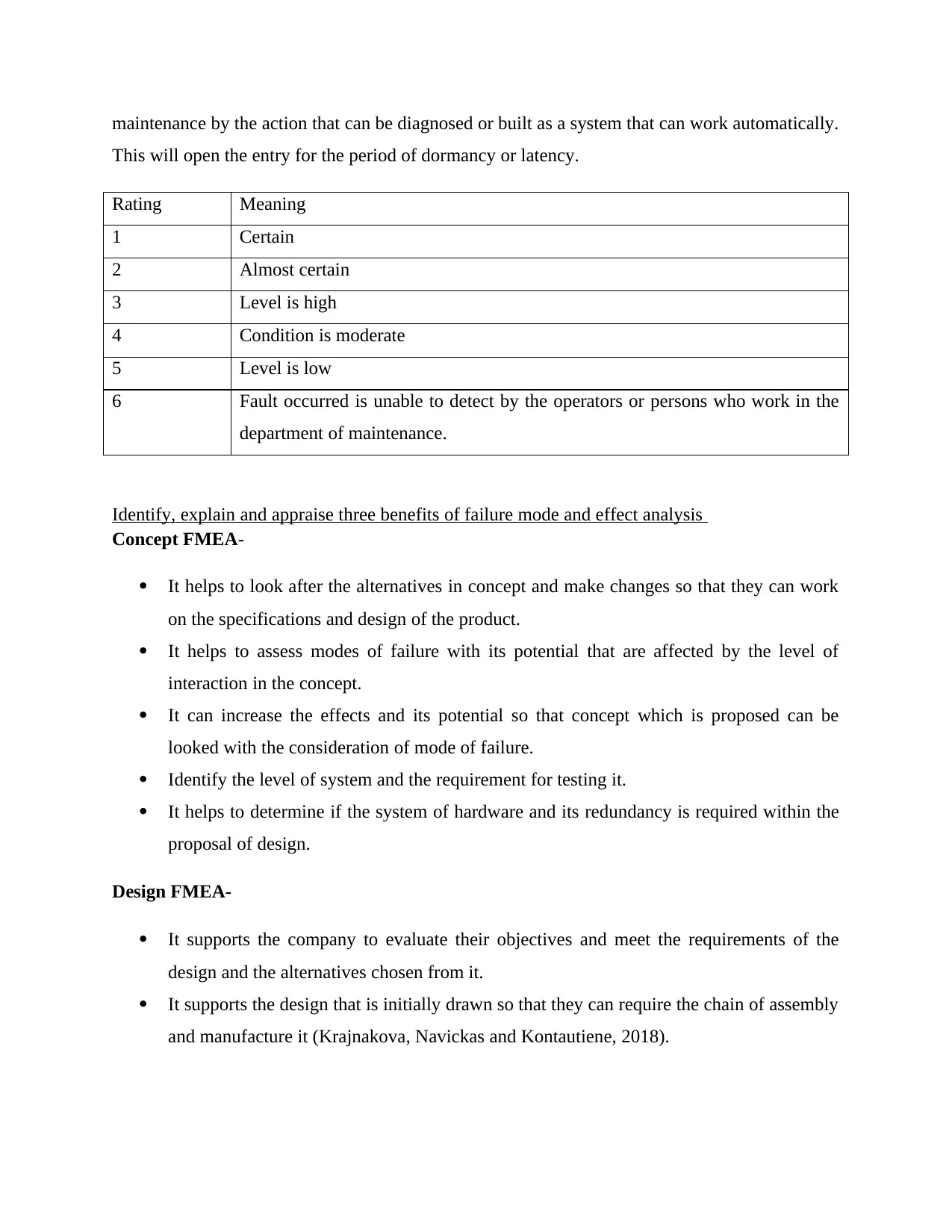
maintenance by the action that can be diagnosed or built as a system that can work automatically.
This will open the entry for the period of dormancy or latency.
Rating Meaning
1 Certain
2 Almost certain
3 Level is high
4 Condition is moderate
5 Level is low
6 Fault occurred is unable to detect by the operators or persons who work in the
department of maintenance.
Identify, explain and appraise three benefits of failure mode and effect analysis
Concept FMEA-
It helps to look after the alternatives in concept and make changes so that they can work
on the specifications and design of the product.
It helps to assess modes of failure with its potential that are affected by the level of
interaction in the concept.
It can increase the effects and its potential so that concept which is proposed can be
looked with the consideration of mode of failure.
Identify the level of system and the requirement for testing it.
It helps to determine if the system of hardware and its redundancy is required within the
proposal of design.
Design FMEA-
It supports the company to evaluate their objectives and meet the requirements of the
design and the alternatives chosen from it.
It supports the design that is initially drawn so that they can require the chain of assembly
and manufacture it (Krajnakova, Navickas and Kontautiene, 2018).
This will open the entry for the period of dormancy or latency.
Rating Meaning
1 Certain
2 Almost certain
3 Level is high
4 Condition is moderate
5 Level is low
6 Fault occurred is unable to detect by the operators or persons who work in the
department of maintenance.
Identify, explain and appraise three benefits of failure mode and effect analysis
Concept FMEA-
It helps to look after the alternatives in concept and make changes so that they can work
on the specifications and design of the product.
It helps to assess modes of failure with its potential that are affected by the level of
interaction in the concept.
It can increase the effects and its potential so that concept which is proposed can be
looked with the consideration of mode of failure.
Identify the level of system and the requirement for testing it.
It helps to determine if the system of hardware and its redundancy is required within the
proposal of design.
Design FMEA-
It supports the company to evaluate their objectives and meet the requirements of the
design and the alternatives chosen from it.
It supports the design that is initially drawn so that they can require the chain of assembly
and manufacture it (Krajnakova, Navickas and Kontautiene, 2018).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
It helps the companies such as Samsung to increase their level of profits by assessing the
mode of failure and their effect that they have assessed in the process of design and
development of the product.
It also helps to add information that is additional to boost a support to the plan above and
make test of the program efficient.
It develops a list of modes of failure and their potential and classify the on the basis of
rank against their effect on the customer. It helps company to make a system of priority
for making improvements in design.
They assess an format of open issue for recommending and keeping a track on reducing
the actions of their risk (Khajeheian, Friedrichsen and Mödinger, 2018).
It supports in analyzing the concerns of the field for the issues and references in future.
Process FMEA-
It helps to know the potential of the product which is related to the mode of failure and
their processes.
It helps to assess the effects that the failure of product leaves on the potential of the
consumer.
It helps the company to know the power of manufacturing and assembling the process.
With that it helps to know the process of variables which helps to monitor and gain
control over it.
A system of priority is taken so that actions that are corrective can be taken into
consideration on the basis of rank of the mode of failure.
The results that are taken out in the process is documented which is for both the process
that is assembly and manufacturing (Kozubikova and et.al., 2019).
It identifies the deficiencies in the process.
It identifies the concern that operates safely.
With the help of this aspect the company is able to make changes in the design which are
required in the stage of manufacturing with bringing its feasibility back to the designers
of the company.
mode of failure and their effect that they have assessed in the process of design and
development of the product.
It also helps to add information that is additional to boost a support to the plan above and
make test of the program efficient.
It develops a list of modes of failure and their potential and classify the on the basis of
rank against their effect on the customer. It helps company to make a system of priority
for making improvements in design.
They assess an format of open issue for recommending and keeping a track on reducing
the actions of their risk (Khajeheian, Friedrichsen and Mödinger, 2018).
It supports in analyzing the concerns of the field for the issues and references in future.
Process FMEA-
It helps to know the potential of the product which is related to the mode of failure and
their processes.
It helps to assess the effects that the failure of product leaves on the potential of the
consumer.
It helps the company to know the power of manufacturing and assembling the process.
With that it helps to know the process of variables which helps to monitor and gain
control over it.
A system of priority is taken so that actions that are corrective can be taken into
consideration on the basis of rank of the mode of failure.
The results that are taken out in the process is documented which is for both the process
that is assembly and manufacturing (Kozubikova and et.al., 2019).
It identifies the deficiencies in the process.
It identifies the concern that operates safely.
With the help of this aspect the company is able to make changes in the design which are
required in the stage of manufacturing with bringing its feasibility back to the designers
of the company.
SECTION C
Identify three reasonable objectives of maintenance strategy
The objectives of maintenance strategy involves aspects such as
Try to reduce the factor of downtime and try to assure them that the equipment made is
reliable and it has a good working life.
Reduce the level of injury faced by the employees while completing the tasks of
maintenance and by the use of organization equipment.
Record the past mistakes that have been made in the procedure and from that make
improvement in the skills of workers so that they can operate better (Vasilev and et.al.,
2017).
Define and critically discuss each objective providing an example that is adequate
It is necessary that cars offered by Ford offers more reliability as the cost of maintaining
the car is high in some countries. If it offers a good period of life with guarantee then
they will be able to improve their sales just with this aspect.
Many workers that works in the facility of Ford faces severe injuries due to their
unattentive measures and facing the pressure of completing the work on time. This is
affecting their state of mind it is because of the pressure that the employees of the
company are facing in order to complete the task which is causing them these injuries. It
is in the hand of the managers of the company to control the impact of this situation so
that they are working safely.
SECTION D
Calculation of the system reliability
The following calculations can be made for the overall systems of rotorcraft reliability block:
Component Name Reliability (Ri)
A Ignition system 0.97
B Fuel System 0.91
C Engine Battery System 0.95
Identify three reasonable objectives of maintenance strategy
The objectives of maintenance strategy involves aspects such as
Try to reduce the factor of downtime and try to assure them that the equipment made is
reliable and it has a good working life.
Reduce the level of injury faced by the employees while completing the tasks of
maintenance and by the use of organization equipment.
Record the past mistakes that have been made in the procedure and from that make
improvement in the skills of workers so that they can operate better (Vasilev and et.al.,
2017).
Define and critically discuss each objective providing an example that is adequate
It is necessary that cars offered by Ford offers more reliability as the cost of maintaining
the car is high in some countries. If it offers a good period of life with guarantee then
they will be able to improve their sales just with this aspect.
Many workers that works in the facility of Ford faces severe injuries due to their
unattentive measures and facing the pressure of completing the work on time. This is
affecting their state of mind it is because of the pressure that the employees of the
company are facing in order to complete the task which is causing them these injuries. It
is in the hand of the managers of the company to control the impact of this situation so
that they are working safely.
SECTION D
Calculation of the system reliability
The following calculations can be made for the overall systems of rotorcraft reliability block:
Component Name Reliability (Ri)
A Ignition system 0.97
B Fuel System 0.91
C Engine Battery System 0.95
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
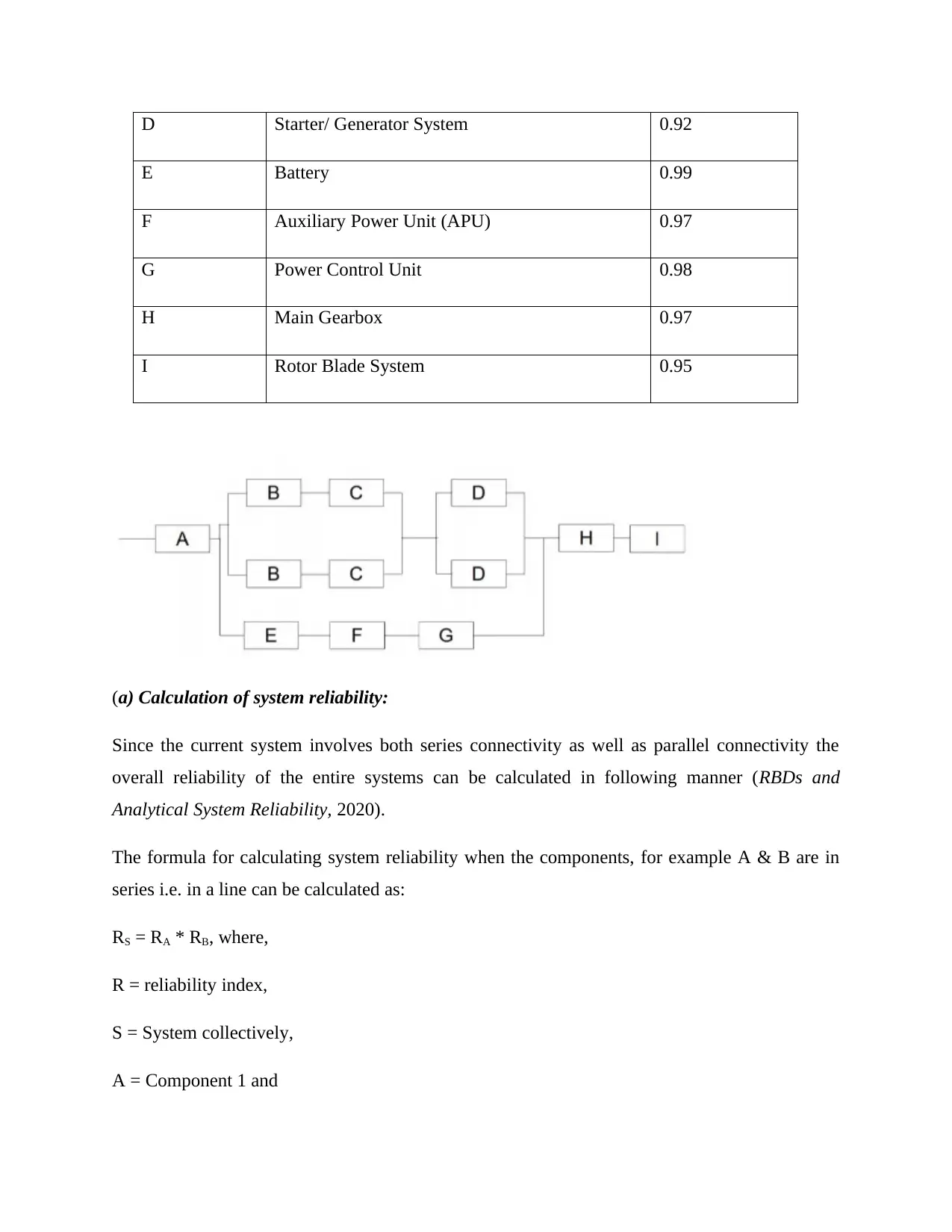
D Starter/ Generator System 0.92
E Battery 0.99
F Auxiliary Power Unit (APU) 0.97
G Power Control Unit 0.98
H Main Gearbox 0.97
I Rotor Blade System 0.95
(a) Calculation of system reliability:
Since the current system involves both series connectivity as well as parallel connectivity the
overall reliability of the entire systems can be calculated in following manner (RBDs and
Analytical System Reliability, 2020).
The formula for calculating system reliability when the components, for example A & B are in
series i.e. in a line can be calculated as:
RS = RA * RB, where,
R = reliability index,
S = System collectively,
A = Component 1 and
E Battery 0.99
F Auxiliary Power Unit (APU) 0.97
G Power Control Unit 0.98
H Main Gearbox 0.97
I Rotor Blade System 0.95
(a) Calculation of system reliability:
Since the current system involves both series connectivity as well as parallel connectivity the
overall reliability of the entire systems can be calculated in following manner (RBDs and
Analytical System Reliability, 2020).
The formula for calculating system reliability when the components, for example A & B are in
series i.e. in a line can be calculated as:
RS = RA * RB, where,
R = reliability index,
S = System collectively,
A = Component 1 and
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
B = Component 2
Similarly, if the two components A and B are connected in a parallel manner i.e. opposite to each
other, then their system reliability can be evaluated in a following manner:
RS = 1 – [ ( 1- RA) * ( 1 - RB) ]
First of all, the reliability can be calculated between different components in a following manner:
a. Reliability between series network of B & C:
Rbc = Rb * Rc
Rbc = 0.91 * 0.95
Rbc = 0.8645
Now the parallel connectivity of B &C and B & C i.e. Component 1 can be calculated as:
RC1 = 1 – [(1 – 0.86) * (1 - 0.86)]
RC1 = 0.9804
b. Reliability between parallel network of D & D i.e. Component 2:
RC2 = 1 – [ (1 - 0.92) * (1 - 0.92) ]
RC2 = 0.9936
c. Reliability of series network of Component 1 and Component 2 i.e. Component 3:
RC3 = (0.98) * (0.99)
RC3 = 0.9702
d. Reliability of series network of E, F & G i.e. Component 4:
RC4 = (0.99) * (0.97) * (0.98)
RC4 = 0.9410
e. Reliability of parallel network of Component 3 and Component 4 i.e. Component 5:
RC5 = 1 – [ (1- 0.97) * (1 – 0.94) ]
Similarly, if the two components A and B are connected in a parallel manner i.e. opposite to each
other, then their system reliability can be evaluated in a following manner:
RS = 1 – [ ( 1- RA) * ( 1 - RB) ]
First of all, the reliability can be calculated between different components in a following manner:
a. Reliability between series network of B & C:
Rbc = Rb * Rc
Rbc = 0.91 * 0.95
Rbc = 0.8645
Now the parallel connectivity of B &C and B & C i.e. Component 1 can be calculated as:
RC1 = 1 – [(1 – 0.86) * (1 - 0.86)]
RC1 = 0.9804
b. Reliability between parallel network of D & D i.e. Component 2:
RC2 = 1 – [ (1 - 0.92) * (1 - 0.92) ]
RC2 = 0.9936
c. Reliability of series network of Component 1 and Component 2 i.e. Component 3:
RC3 = (0.98) * (0.99)
RC3 = 0.9702
d. Reliability of series network of E, F & G i.e. Component 4:
RC4 = (0.99) * (0.97) * (0.98)
RC4 = 0.9410
e. Reliability of parallel network of Component 3 and Component 4 i.e. Component 5:
RC5 = 1 – [ (1- 0.97) * (1 – 0.94) ]
RC5 = 0.9982
f. Now lastly the collective series network of A, Component 5, H and I can be calculated in
order to ascertain the system reliability in a following manner:
RS = (0.97) * (0.99) * (0.97) * (0.95)
RS = 0.8849 or 88.49%
Therefore, the system reliability of the entire rotorcraft reliability block diagram was identified to
be an 88.49%.
(b) If a parallel and a series components are added in parallel, then the ideal solution would be:
Both components A and B have the reliability index of 0.78 individually. Therefore, collectively
their reliability can be calculated as:
RAB = 1 – [ (1-0.78) * (1-0.78) ]
RAB = 0.9516
Now if another parallel network is added to the diagram for instance C with the reliability level
of 0.99, then the overall reliability of the system would be:
AB
AB
f. Now lastly the collective series network of A, Component 5, H and I can be calculated in
order to ascertain the system reliability in a following manner:
RS = (0.97) * (0.99) * (0.97) * (0.95)
RS = 0.8849 or 88.49%
Therefore, the system reliability of the entire rotorcraft reliability block diagram was identified to
be an 88.49%.
(b) If a parallel and a series components are added in parallel, then the ideal solution would be:
Both components A and B have the reliability index of 0.78 individually. Therefore, collectively
their reliability can be calculated as:
RAB = 1 – [ (1-0.78) * (1-0.78) ]
RAB = 0.9516
Now if another parallel network is added to the diagram for instance C with the reliability level
of 0.99, then the overall reliability of the system would be:
AB
AB
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 15
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.