Retainer Design and Fabrication: CAD/CAM, 3D Printing, and CBCT Data
VerifiedAdded on 2023/04/12
|6
|1503
|221
Practical Assignment
AI Summary
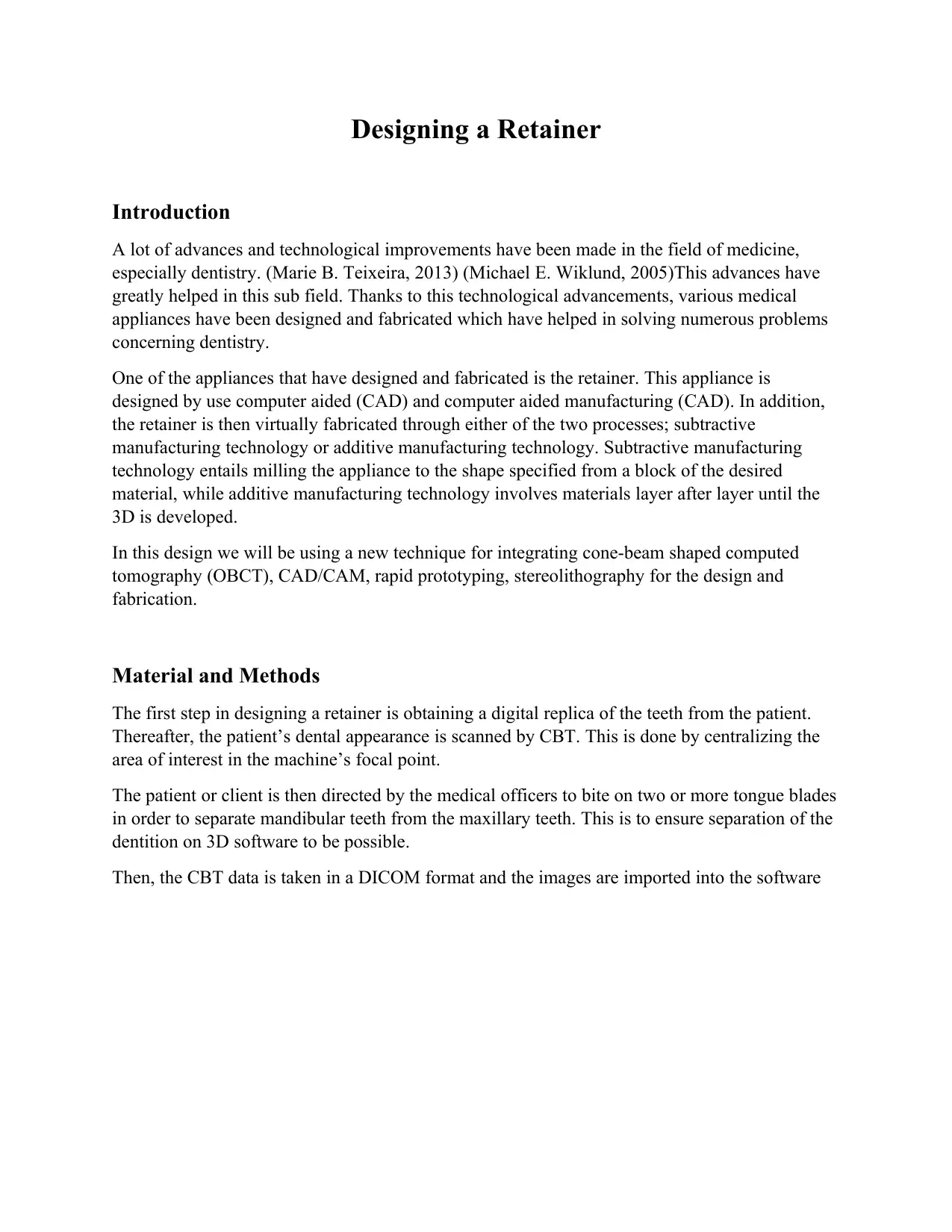
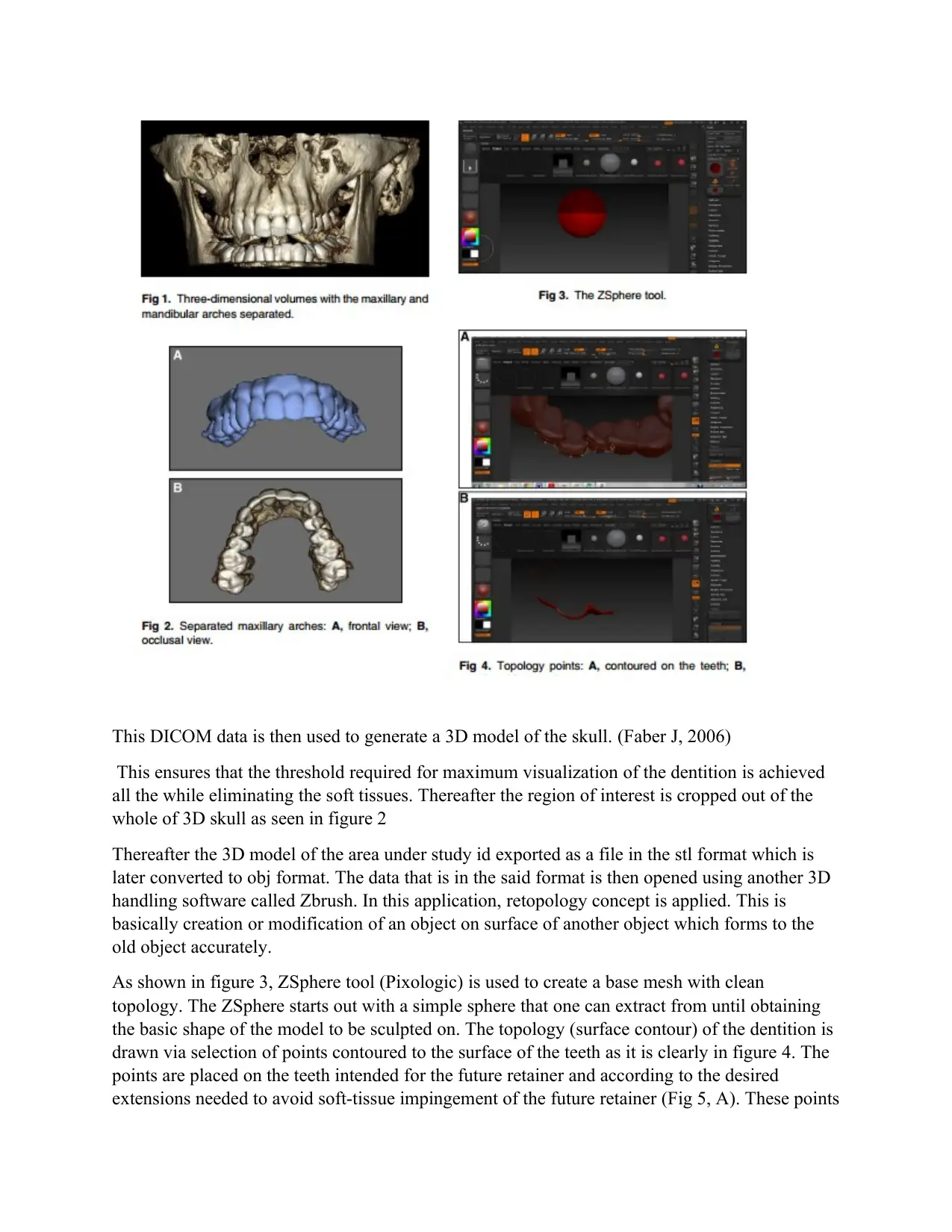
This assignment details a novel technique for designing and fabricating dental retainers, integrating Cone-Beam Computed Tomography (CBCT) data, Computer-Aided Design/Computer-Aided Manufacturing (CAD/CAM), rapid prototyping, and stereolithography. The process begins with obtaining a digital replica of the teeth using CBCT, followed by creating a 3D model and using Zbrush software for retopology and mesh creation. The virtual retainer is then given a thickness and exported as an .stl file for 3D printing using selective laser sintering. The assignment highlights the advantages of this approach, including simplicity, accuracy, and patient satisfaction, paving the way for custom orthodontic appliances in the digital era. The assignment references various sources on the subject. The fabricated retainer is then checked for smooth surfaces and desired extensions. The assignment discusses the integration of these technologies and concludes that this technique is a promising approach to modern dentistry.

1 out of 6

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.