CE 2: Tool Wear in High Speed Milling Competency Demonstration Report
VerifiedAdded on 2019/11/14
|10
|1855
|32
Report
AI Summary
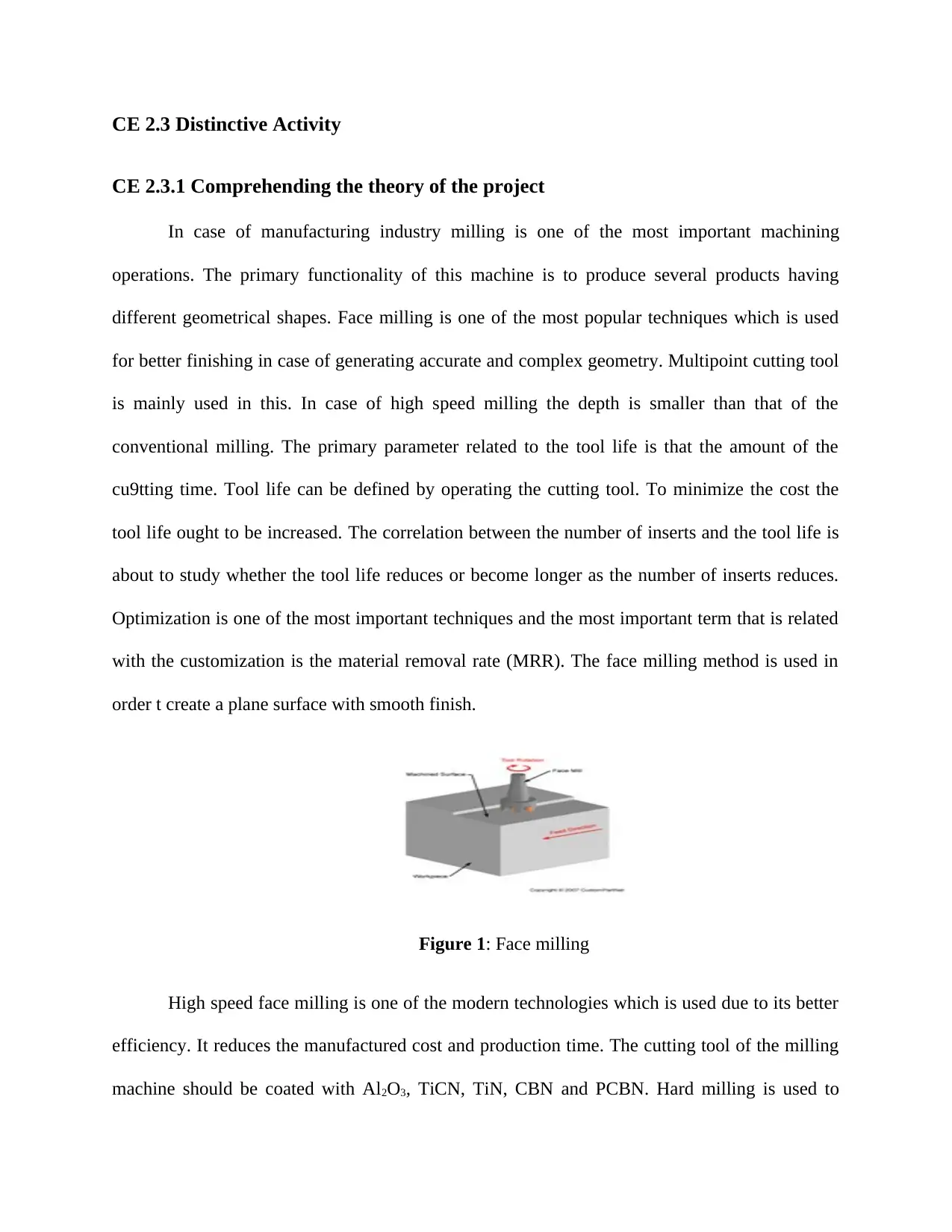
This report, a Competency Demonstration Report (CE 2), focuses on tool wear in high-speed milling, a critical aspect of production engineering. The project, conducted at International Islamic University Malaysia from 2015-2016, investigates the effects of machining parameters on tool wear, aiming to determine optimal cutting parameters for minimizing flank wear in mild steel during high-speed face milling. The report details the project background, objectives, and the author's role as a Production Engineer, including information gathering, analysis of milling techniques (peripheral and face milling), and the application of engineering knowledge. The report also identifies issues such as high tool costs and the need for efficient production, proposing solutions like adopting new technologies and hard milling techniques to enhance efficiency. It includes an overview of the project, the author's contributions, and a review of the analysis of machining parameters using Central Composite Design (CCD) and ANOVA. The project highlights the importance of understanding and optimizing tool wear to improve manufacturing processes.
1 out of 10
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.