ENGT5220 Coursework A: Low Impact Manufacturing Report
VerifiedAdded on 2022/08/12
|5
|1932
|19
Report
AI Summary
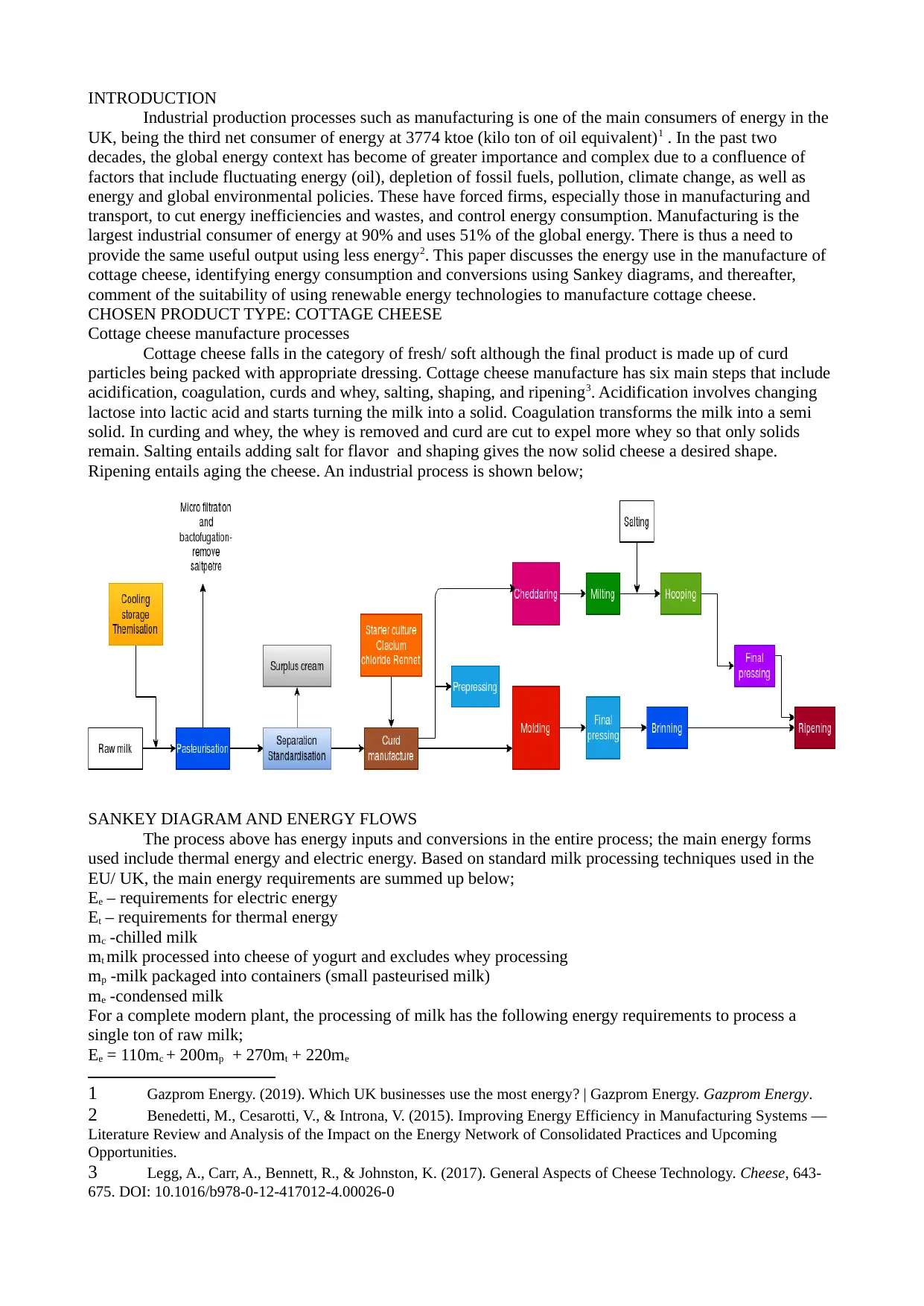
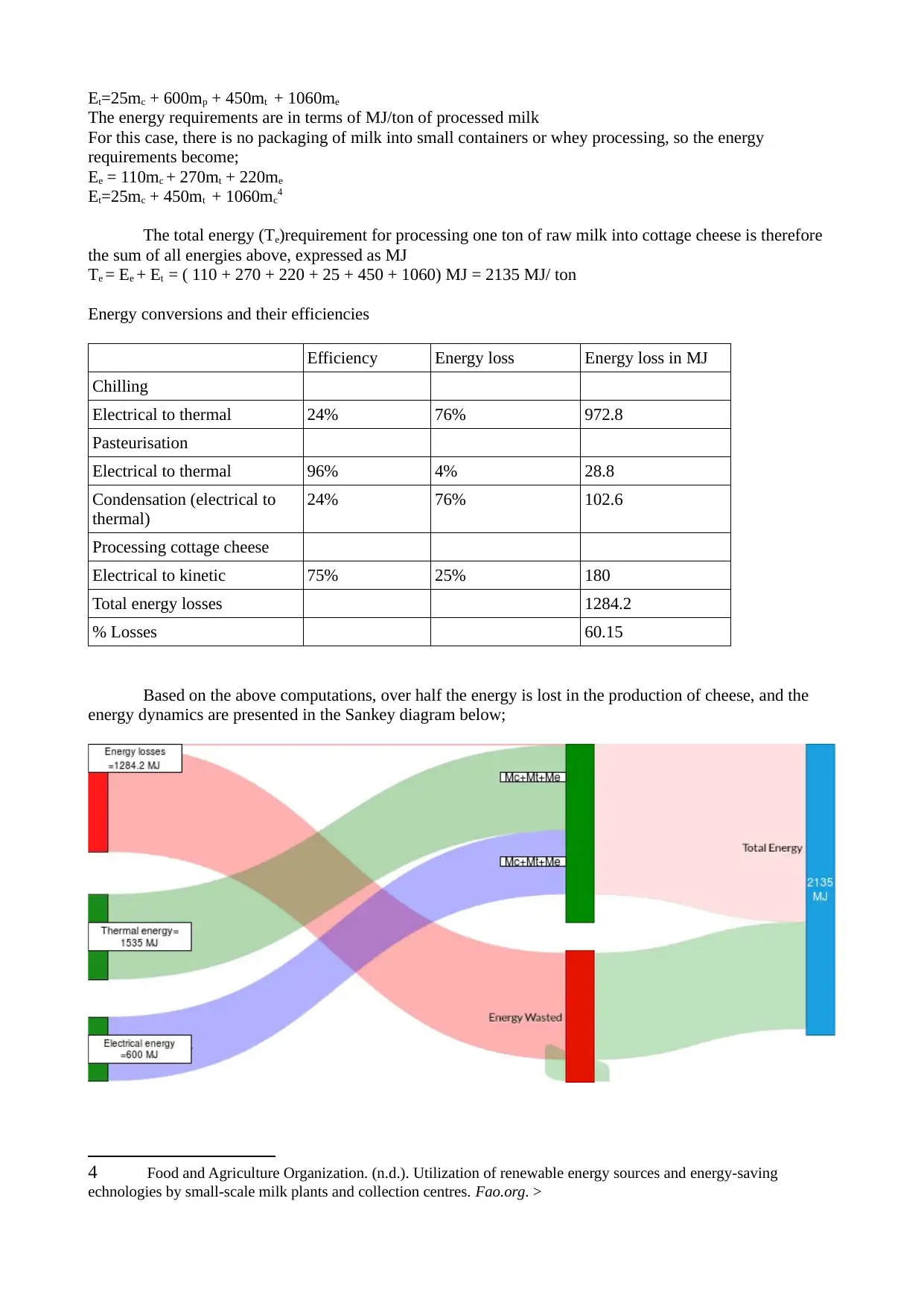
This report examines the energy consumption within the manufacturing process of cottage cheese, identifying key energy inputs, conversions, and losses. Utilizing Sankey diagrams, the analysis highlights significant energy inefficiencies, with over half the energy lost during production. The report explores the potential of integrating renewable energy technologies, specifically solar energy, to supplement the existing energy demands. It calculates the energy contribution of solar panels, assesses the financial implications of such an investment, and concludes that while complete energy replacement with solar is costly, supplementing the energy mix with renewables is a viable option for improving sustainability and reducing environmental impact. Operational efficiencies are also recommended to ensure more energy savings. The report is based on a coursework assignment for the Faculty of Technology module ENGT5220, focusing on the analysis of industrial energy systems.

1 out of 5


Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.