Double Gloucester Cheese Production: Process, Efficiency & Improvement
VerifiedAdded on 2023/06/13
|18
|4344
|68
Report
AI Summary
This report provides a comprehensive overview of the Double Gloucester cheese manufacturing process, starting with the sourcing of milk from Gloucester cattle and pasteurization, followed by the addition of eurozyme and annatto coloring. It describes the precise temperature controls and acidity levels required during ripening, rennetting, cutting, scalding, pitching, and whey drawing. The process further involves milling, salting, pressing, packaging, and grading, with a focus on maintaining optimal conditions to ensure the quality of the final product. The report discusses the efficiency of the process, including raw material availability, proximity of production to the milk source, and careful control of heating and salting to maximize casein levels and minimize fat loss. It also compares anaerobic and aerobic fermentation methods used during grading, highlighting the importance of controlling oxygen and moisture to prevent mold formation. Recommendations are made for process improvements, and a comparison is drawn with commercially manufactured cheese, emphasizing the unique aspects of the Double Gloucester cheese production method.

Running Head: Double Gloucester Cheese 1
Double Gloucester Cheese
Name of Student
Name of Institution
Name of Course
Name of Instructor
Date of Submission
Double Gloucester Cheese
Name of Student
Name of Institution
Name of Course
Name of Instructor
Date of Submission
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Double Gloucester Cheese 2
Background……………………………………………………………….…………..3
Double Gloucester Cheese…………………………………………….….…………3
Requirements……………………………………………………………..…………...4
The procedure is summarized in the flow chart below………………….……..….………..6
Pictorial Representation of process………………………………………………….7
Discussion………………………………………………………………..……..……..9
Process Efficiency…………………………………………………………………….9
Recommendations for improvement............................................................13
Comparing this method with commercially manufactured
cheese..................15
Conclusion.................................................................................................15
Background
The nature of demand accorded a particular food product in the market
depends on the extent to which this product satisfied the needs of the
Background……………………………………………………………….…………..3
Double Gloucester Cheese…………………………………………….….…………3
Requirements……………………………………………………………..…………...4
The procedure is summarized in the flow chart below………………….……..….………..6
Pictorial Representation of process………………………………………………….7
Discussion………………………………………………………………..……..……..9
Process Efficiency…………………………………………………………………….9
Recommendations for improvement............................................................13
Comparing this method with commercially manufactured
cheese..................15
Conclusion.................................................................................................15
Background
The nature of demand accorded a particular food product in the market
depends on the extent to which this product satisfied the needs of the
Double Gloucester Cheese 3
consumers. There are specific tastes and preferences which tend to serve
particular market segments (Acharya, 2014, p. 20). The producing company
therefore depends heavily on these customer needs in order to come up with
products that will not only endure market sustainability but will also give
room for good return on investment on the side of the manufacture. In this
report, the discussion focuses on the manufacture of double Gloucester
cheese. The report shall comprise three major portions starting with the
procedure and the various processes leading to the final product. The second
part shall then focus on the key noted efficiency in the manufacturing
processes in comparison to other methods of preparing a similar product
before noting some of the adjustments which could be made to the
processes in a bid to improve it (Acharya, 2015, p. 43). The last stage shall
involve this method to the procedure for making commercially manufactured
cheese.
Double Gloucester Cheese
Gloucester cheese is a semi hard cheese which has been a common
product in Gloucester, England for a long period of time. The main product
for the cheese is milk obtained from daily bred Gloucester cattle (Awad and
Singh, 2012, p. 55). Despite that there are two types of Gloucester cheese,
the double and single cheese, this paper focuses on the manufacturing
process of the double Gloucester cheese. It is called the double cheese
because it is made using both the morning and evening cow milk. The
product is firmer and more flavor with a higher market value especially in the
United Kingdom. It is allowed to age for a longer period of time which does
not only improve its taste but has a positive impact on the overall quality
(Berger, 2008).
Requirements
Pasteurized milk
Eurozyme
consumers. There are specific tastes and preferences which tend to serve
particular market segments (Acharya, 2014, p. 20). The producing company
therefore depends heavily on these customer needs in order to come up with
products that will not only endure market sustainability but will also give
room for good return on investment on the side of the manufacture. In this
report, the discussion focuses on the manufacture of double Gloucester
cheese. The report shall comprise three major portions starting with the
procedure and the various processes leading to the final product. The second
part shall then focus on the key noted efficiency in the manufacturing
processes in comparison to other methods of preparing a similar product
before noting some of the adjustments which could be made to the
processes in a bid to improve it (Acharya, 2015, p. 43). The last stage shall
involve this method to the procedure for making commercially manufactured
cheese.
Double Gloucester Cheese
Gloucester cheese is a semi hard cheese which has been a common
product in Gloucester, England for a long period of time. The main product
for the cheese is milk obtained from daily bred Gloucester cattle (Awad and
Singh, 2012, p. 55). Despite that there are two types of Gloucester cheese,
the double and single cheese, this paper focuses on the manufacturing
process of the double Gloucester cheese. It is called the double cheese
because it is made using both the morning and evening cow milk. The
product is firmer and more flavor with a higher market value especially in the
United Kingdom. It is allowed to age for a longer period of time which does
not only improve its taste but has a positive impact on the overall quality
(Berger, 2008).
Requirements
Pasteurized milk
Eurozyme
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Double Gloucester Cheese 4
Annatto coloring
Distilled water
Salt
Knives
Procedure
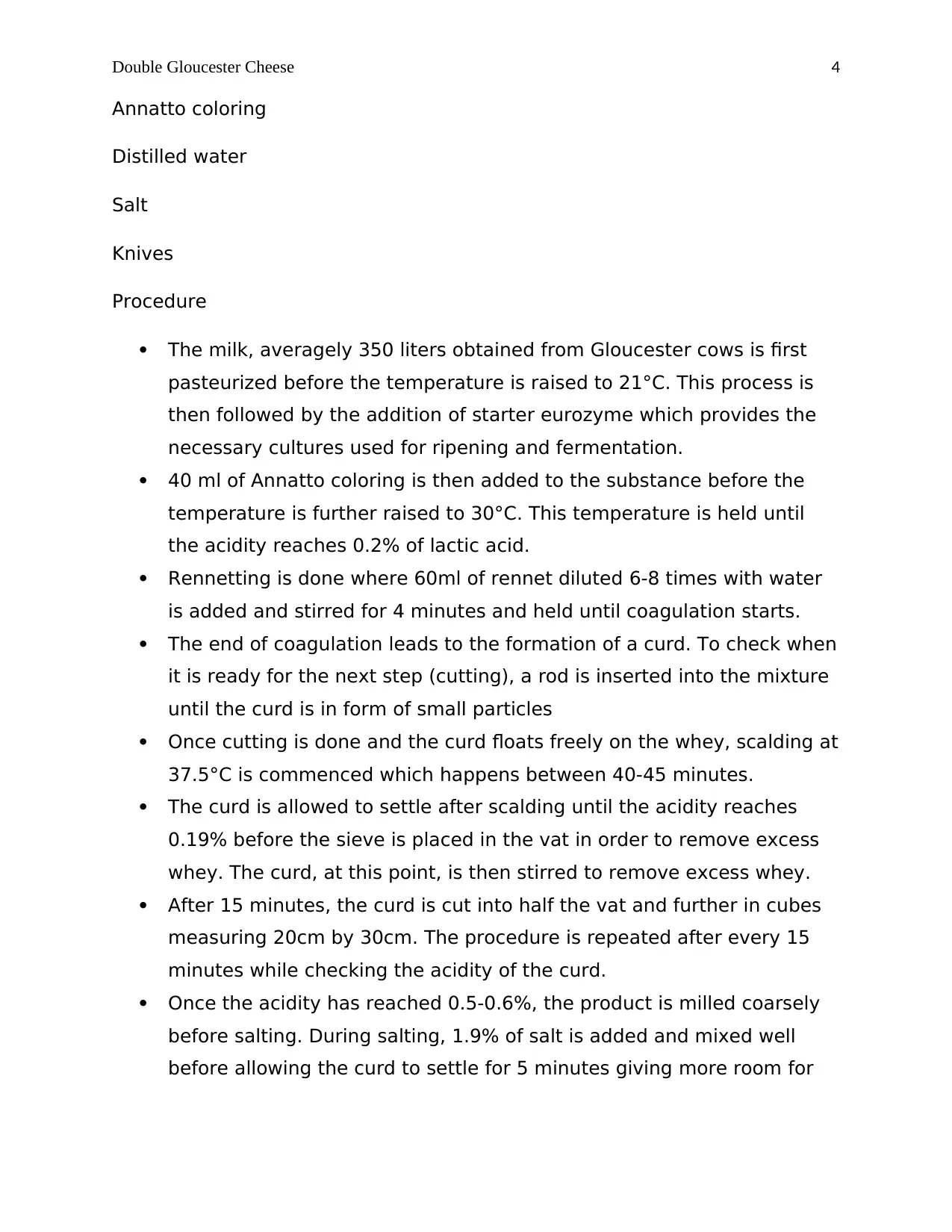
The milk, averagely 350 liters obtained from Gloucester cows is first
pasteurized before the temperature is raised to 21°C. This process is
then followed by the addition of starter eurozyme which provides the
necessary cultures used for ripening and fermentation.
40 ml of Annatto coloring is then added to the substance before the
temperature is further raised to 30°C. This temperature is held until
the acidity reaches 0.2% of lactic acid.
Rennetting is done where 60ml of rennet diluted 6-8 times with water
is added and stirred for 4 minutes and held until coagulation starts.
The end of coagulation leads to the formation of a curd. To check when
it is ready for the next step (cutting), a rod is inserted into the mixture
until the curd is in form of small particles
Once cutting is done and the curd floats freely on the whey, scalding at
37.5°C is commenced which happens between 40-45 minutes.
The curd is allowed to settle after scalding until the acidity reaches
0.19% before the sieve is placed in the vat in order to remove excess
whey. The curd, at this point, is then stirred to remove excess whey.
After 15 minutes, the curd is cut into half the vat and further in cubes
measuring 20cm by 30cm. The procedure is repeated after every 15
minutes while checking the acidity of the curd.
Once the acidity has reached 0.5-0.6%, the product is milled coarsely
before salting. During salting, 1.9% of salt is added and mixed well
before allowing the curd to settle for 5 minutes giving more room for
Annatto coloring
Distilled water
Salt
Knives
Procedure
The milk, averagely 350 liters obtained from Gloucester cows is first
pasteurized before the temperature is raised to 21°C. This process is
then followed by the addition of starter eurozyme which provides the
necessary cultures used for ripening and fermentation.
40 ml of Annatto coloring is then added to the substance before the
temperature is further raised to 30°C. This temperature is held until
the acidity reaches 0.2% of lactic acid.
Rennetting is done where 60ml of rennet diluted 6-8 times with water
is added and stirred for 4 minutes and held until coagulation starts.
The end of coagulation leads to the formation of a curd. To check when
it is ready for the next step (cutting), a rod is inserted into the mixture
until the curd is in form of small particles
Once cutting is done and the curd floats freely on the whey, scalding at
37.5°C is commenced which happens between 40-45 minutes.
The curd is allowed to settle after scalding until the acidity reaches
0.19% before the sieve is placed in the vat in order to remove excess
whey. The curd, at this point, is then stirred to remove excess whey.
After 15 minutes, the curd is cut into half the vat and further in cubes
measuring 20cm by 30cm. The procedure is repeated after every 15
minutes while checking the acidity of the curd.
Once the acidity has reached 0.5-0.6%, the product is milled coarsely
before salting. During salting, 1.9% of salt is added and mixed well
before allowing the curd to settle for 5 minutes giving more room for
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Double Gloucester Cheese 5
dissolving. The mixing continues before the curd is transferred into
moulds which are lined with clothes
The curd is pressed at 10 cwt before increasing it to 20 after 30
minutes. The curd is removed from the moulds after a day, packaged
and stored at 5-8°C. Grading is then done for a minimum of 4 weeks
before the final product is ready for consumer use
dissolving. The mixing continues before the curd is transferred into
moulds which are lined with clothes
The curd is pressed at 10 cwt before increasing it to 20 after 30
minutes. The curd is removed from the moulds after a day, packaged
and stored at 5-8°C. Grading is then done for a minimum of 4 weeks
before the final product is ready for consumer use
Double Gloucester Cheese 6
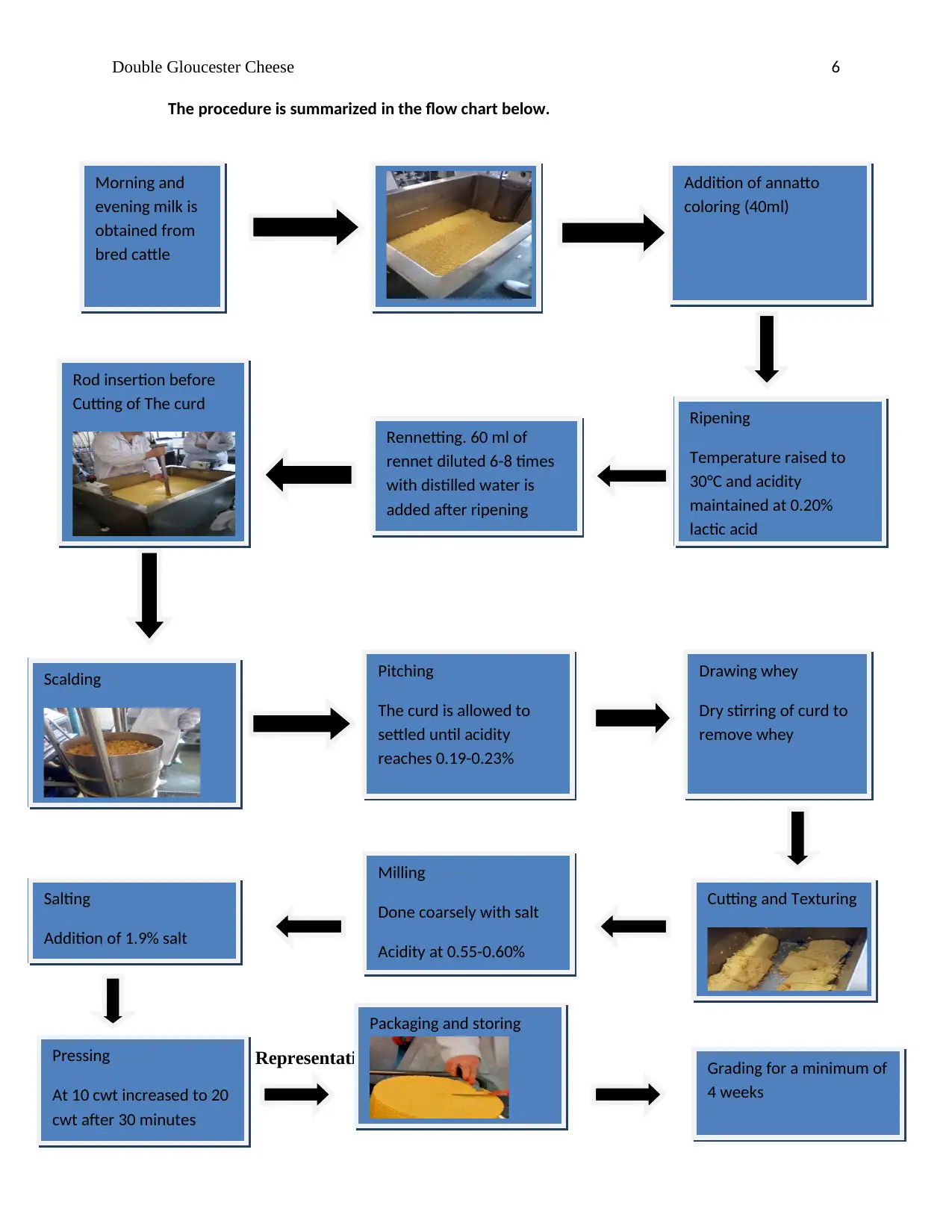
The procedure is summarized in the flow chart below.
Pictorial Representation of process
Morning and
evening milk is
obtained from
bred cattle
Ripening
Temperature raised to
30°C and acidity
maintained at 0.20%
lactic acid
Addition of annatto
coloring (40ml)
Rod insertion before
Cutting of The curd
Rennetting. 60 ml of
rennet diluted 6-8 times
with distilled water is
added after ripening
Scalding Pitching
The curd is allowed to
settled until acidity
reaches 0.19-0.23%
Drawing whey
Dry stirring of curd to
remove whey
Cutting and Texturing
Milling
Done coarsely with salt
Acidity at 0.55-0.60%
Salting
Addition of 1.9% salt
Pressing
At 10 cwt increased to 20
cwt after 30 minutes
Packaging and storing
Grading for a minimum of
4 weeks
The procedure is summarized in the flow chart below.
Pictorial Representation of process
Morning and
evening milk is
obtained from
bred cattle
Ripening
Temperature raised to
30°C and acidity
maintained at 0.20%
lactic acid
Addition of annatto
coloring (40ml)
Rod insertion before
Cutting of The curd
Rennetting. 60 ml of
rennet diluted 6-8 times
with distilled water is
added after ripening
Scalding Pitching
The curd is allowed to
settled until acidity
reaches 0.19-0.23%
Drawing whey
Dry stirring of curd to
remove whey
Cutting and Texturing
Milling
Done coarsely with salt
Acidity at 0.55-0.60%
Salting
Addition of 1.9% salt
Pressing
At 10 cwt increased to 20
cwt after 30 minutes
Packaging and storing
Grading for a minimum of
4 weeks
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Double Gloucester Cheese 7
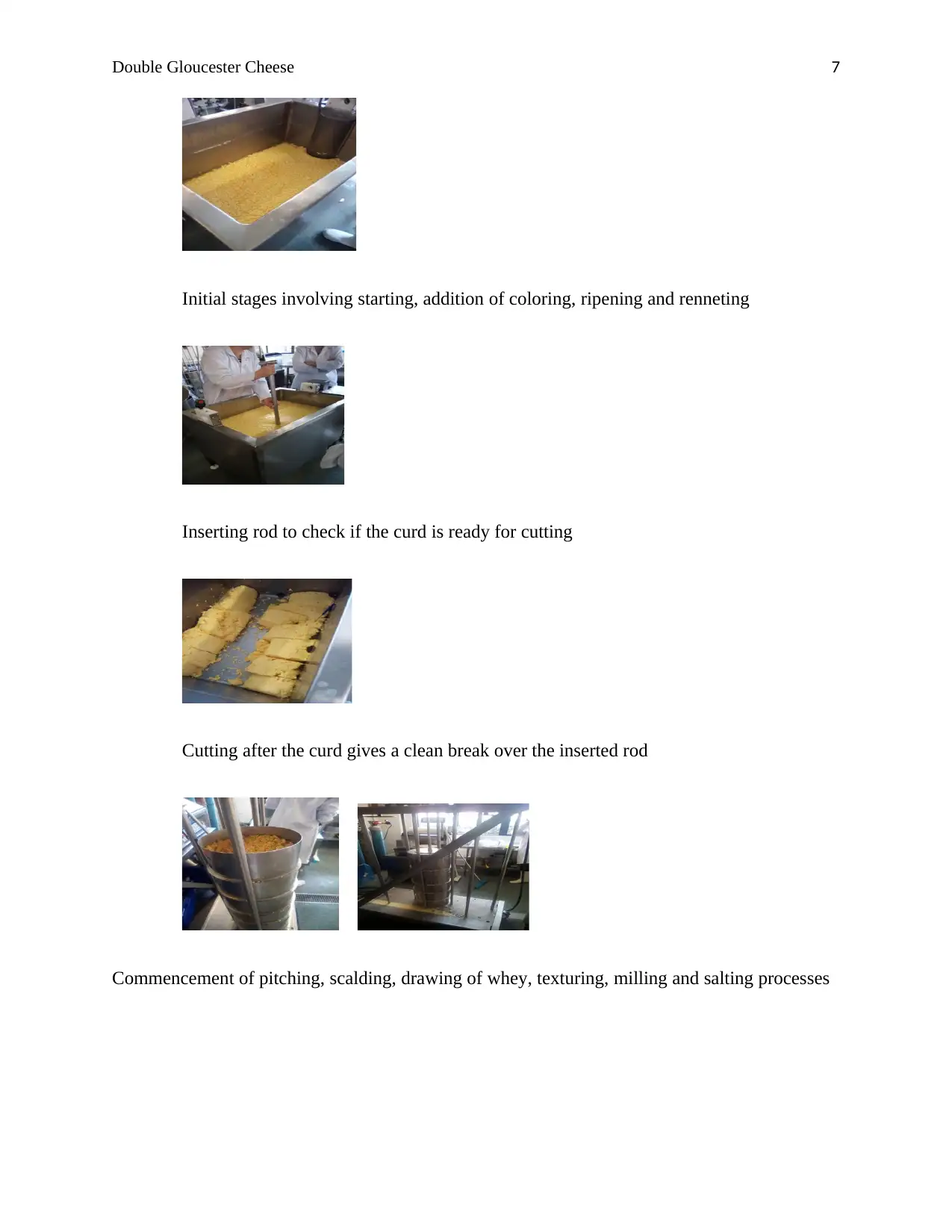
Initial stages involving starting, addition of coloring, ripening and renneting
Inserting rod to check if the curd is ready for cutting
Cutting after the curd gives a clean break over the inserted rod
Commencement of pitching, scalding, drawing of whey, texturing, milling and salting processes
Initial stages involving starting, addition of coloring, ripening and renneting
Inserting rod to check if the curd is ready for cutting
Cutting after the curd gives a clean break over the inserted rod
Commencement of pitching, scalding, drawing of whey, texturing, milling and salting processes
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

Double Gloucester Cheese 8
Sealing the cheese to prevent entry of oxygen and formation of molds
Wrapping the ready cheese for storage and grading
Result of production after 8 weeks: anaerobic more whitish in color with mold while aerobic is
yellowish in color
Testing the final product
Discussion
Sealing the cheese to prevent entry of oxygen and formation of molds
Wrapping the ready cheese for storage and grading
Result of production after 8 weeks: anaerobic more whitish in color with mold while aerobic is
yellowish in color
Testing the final product
Discussion
Double Gloucester Cheese 9
During the grading process, two approaches of packaging can be
used to allow fermentation. There is the anaerobic fermentation in which the
cheese is wrapped and left to ferment for a period of between 6 to 8 weeks.
The presence of oxygen and moisture speeds up the formation of molds in
cheese (Fenelon and Guinee, 2010, p.56). This interferes with the contents of
the final products hence affecting its texture and flavor. In anaerobic
fermentation, the cheese is kept free from moisture and air which retains its
original components hence maintains the flavor as well as color. Aerobic
fermentation however produces a yellow product with more molds at the end
of the grading processes (Hassan, 2014, p. 23). This phenomenon could be
associated with the presence of air and moisture which does not only
accelerate the formation of molds but interferes with the balance of the
cheese’s major elements. This alters its color and flavor.
Process Efficiency
The efficiency of the process can be reviewed based on a number of
key elements. To begin with, the raw materials for the process are readily
available in addition to the fact that the quality of the materials can be
controlled by controlling the source (Christensen, 2013. p 17). The raw
materials are obtained from bred cattle which implies sure and consistent
source of the required materials. By properly managing the animals, the best
milk quality can be obtained which in turn translates into the quality of the
final products. Secondly, the distance between the milk source and the
manufacturing plants has been efficiently managed. This has been achieved
by placing the production zones in areas with close proximity to the source
of milk which is the process’s major raw material (Dimitreli, 2008, p. 9). This
does not only save on transport costs but also goes a long way in reducing
the time for production which in turn has positive impacts on the overall cost
of production.
One of the reasons why the double Gloucester cheese has been
common highly taken especially in the European markets is the quality and
During the grading process, two approaches of packaging can be
used to allow fermentation. There is the anaerobic fermentation in which the
cheese is wrapped and left to ferment for a period of between 6 to 8 weeks.
The presence of oxygen and moisture speeds up the formation of molds in
cheese (Fenelon and Guinee, 2010, p.56). This interferes with the contents of
the final products hence affecting its texture and flavor. In anaerobic
fermentation, the cheese is kept free from moisture and air which retains its
original components hence maintains the flavor as well as color. Aerobic
fermentation however produces a yellow product with more molds at the end
of the grading processes (Hassan, 2014, p. 23). This phenomenon could be
associated with the presence of air and moisture which does not only
accelerate the formation of molds but interferes with the balance of the
cheese’s major elements. This alters its color and flavor.
Process Efficiency
The efficiency of the process can be reviewed based on a number of
key elements. To begin with, the raw materials for the process are readily
available in addition to the fact that the quality of the materials can be
controlled by controlling the source (Christensen, 2013. p 17). The raw
materials are obtained from bred cattle which implies sure and consistent
source of the required materials. By properly managing the animals, the best
milk quality can be obtained which in turn translates into the quality of the
final products. Secondly, the distance between the milk source and the
manufacturing plants has been efficiently managed. This has been achieved
by placing the production zones in areas with close proximity to the source
of milk which is the process’s major raw material (Dimitreli, 2008, p. 9). This
does not only save on transport costs but also goes a long way in reducing
the time for production which in turn has positive impacts on the overall cost
of production.
One of the reasons why the double Gloucester cheese has been
common highly taken especially in the European markets is the quality and
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Double Gloucester Cheese 10
attractiveness of the final products (Dufour, 2010, p. 80). The elements
which determine good quality cheese is not only the flavor but also the
texture. Careless cutting of the curd hinders the formation of fine particles
hence poor texture on the finished product. The process of making the
double Gloucester cheese above is efficient due to the fact that cutting is
done carefully and after determining the readiness of the curd. This is
achieved by inserting a rod into the curd and cutting only after it forms a
clean break over the rod (Farrell, 2012, p. 40). These precautions during the
step by step procedures ensure that the quality of the final product is not
compromised while the right time is taken to complete the project.
The other key point worth noting in this process is the way in which
heating is controlled. Using wrong temperatures in the manufacturing
process interferes with reactions like dissolution of water into the curd,
rennetting as well as ripening. In order to enhance the optimum conditions
necessary for the production of the best quality cheese, the process involves
moderated heating especially at the beginning of the cooking. The cooking
begins at a temperature of 21°C and gradually increases to 30°C based on
specific indicators which must be noted on the curd before changing the
temperature.
The principal yield determining factor in the process is the milk
casein and its levels in the whole process. The casein contributes not only
the water which is absorbed but also the important minerals which ensures
the final product is fit for consumption. In order to control the casein levels,
the process involves controlled salting. In most cheese processing
procedures, salt is added majorly at the early stages of the preparation
(Garimella, 2009, p. 450). When this is done so early, it may have drastic
effects on the absorption of water and proper mixing of the core elements.
For instance, when salting is done early after milling, the procedure leads to
the rapid intake of salt. This increases the rate of synerisis in addition to the
solubility of casein. Increased solubility of casein into the curd leads to the
attractiveness of the final products (Dufour, 2010, p. 80). The elements
which determine good quality cheese is not only the flavor but also the
texture. Careless cutting of the curd hinders the formation of fine particles
hence poor texture on the finished product. The process of making the
double Gloucester cheese above is efficient due to the fact that cutting is
done carefully and after determining the readiness of the curd. This is
achieved by inserting a rod into the curd and cutting only after it forms a
clean break over the rod (Farrell, 2012, p. 40). These precautions during the
step by step procedures ensure that the quality of the final product is not
compromised while the right time is taken to complete the project.
The other key point worth noting in this process is the way in which
heating is controlled. Using wrong temperatures in the manufacturing
process interferes with reactions like dissolution of water into the curd,
rennetting as well as ripening. In order to enhance the optimum conditions
necessary for the production of the best quality cheese, the process involves
moderated heating especially at the beginning of the cooking. The cooking
begins at a temperature of 21°C and gradually increases to 30°C based on
specific indicators which must be noted on the curd before changing the
temperature.
The principal yield determining factor in the process is the milk
casein and its levels in the whole process. The casein contributes not only
the water which is absorbed but also the important minerals which ensures
the final product is fit for consumption. In order to control the casein levels,
the process involves controlled salting. In most cheese processing
procedures, salt is added majorly at the early stages of the preparation
(Garimella, 2009, p. 450). When this is done so early, it may have drastic
effects on the absorption of water and proper mixing of the core elements.
For instance, when salting is done early after milling, the procedure leads to
the rapid intake of salt. This increases the rate of synerisis in addition to the
solubility of casein. Increased solubility of casein into the curd leads to the
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Double Gloucester Cheese 11
loss of proteins, fats as well as other essential soluble solids which in turn
reduces the overall yield. In order to enhance the efficiency of the process,
salting ought to be placed much later in the production procedures. This
would minimize the defects on the product that can be associated with early
salting.
The process also observes low temperatures during pressing.
Pressing is done at 10 cwt which an optimum condition is meant to minimize
the loss of fats. Since the presence of fats in the product has a pivotal role in
determining its overall quality, managing the temperatures during pressing
goes a long way in minimizing the loss of fats. High temperatures may also
speed up the rate of loss of the absorbed water which has a essential role in
ensuring that the other ingredients are perfectly mixed.
During the manufacture of double Gloucester cheese, coagulation is
allowed to take place naturally in comparison to the traditional methods
where the process is triggered and sped up through the addition of other
elements. The addition of cultures as well as coagulation is important
elements within this process. The placing of these procedures however
determines whether or not the proteins will be retained (Hassan, 2014, p.
23). When proteolytic cultures or enzymes responsible for coagulation are
added before or after cutting, there is a drastic loss of proteins which may
have a bad toll on the final quality of the product. This process does not only
use a more efficient culturing method but also ensures that it is done at the
early stages so that neither proteins nor fats are lost. In addition, the starter
14 units eurozyme added at the initial stages of the whole process do not
only add the right cultures but equally ensures that the final product has the
right flavor, texture and the general outlook.
It is a fact worth noting that washing removes any soluble solids from
the mixture which may in turn lead to the dissolution of important minerals.
The double cheese manufacturing process does not involve washing but this
stage has been replaced with the more efficient removal of whey. The
loss of proteins, fats as well as other essential soluble solids which in turn
reduces the overall yield. In order to enhance the efficiency of the process,
salting ought to be placed much later in the production procedures. This
would minimize the defects on the product that can be associated with early
salting.
The process also observes low temperatures during pressing.
Pressing is done at 10 cwt which an optimum condition is meant to minimize
the loss of fats. Since the presence of fats in the product has a pivotal role in
determining its overall quality, managing the temperatures during pressing
goes a long way in minimizing the loss of fats. High temperatures may also
speed up the rate of loss of the absorbed water which has a essential role in
ensuring that the other ingredients are perfectly mixed.
During the manufacture of double Gloucester cheese, coagulation is
allowed to take place naturally in comparison to the traditional methods
where the process is triggered and sped up through the addition of other
elements. The addition of cultures as well as coagulation is important
elements within this process. The placing of these procedures however
determines whether or not the proteins will be retained (Hassan, 2014, p.
23). When proteolytic cultures or enzymes responsible for coagulation are
added before or after cutting, there is a drastic loss of proteins which may
have a bad toll on the final quality of the product. This process does not only
use a more efficient culturing method but also ensures that it is done at the
early stages so that neither proteins nor fats are lost. In addition, the starter
14 units eurozyme added at the initial stages of the whole process do not
only add the right cultures but equally ensures that the final product has the
right flavor, texture and the general outlook.
It is a fact worth noting that washing removes any soluble solids from
the mixture which may in turn lead to the dissolution of important minerals.
The double cheese manufacturing process does not involve washing but this
stage has been replaced with the more efficient removal of whey. The
Double Gloucester Cheese 12
process of drawing whey to remove unwanted substances from the curd is
achieved through dry stirring which equally ensures that the mixing ration of
the ingredients is not tampered with at any given point (Kapoor and Metzger,
2014, p. 30).
The flow chart summarizing the procedures above indicates that each
stage is accomplished only after certain conditions have been precisely
addressed. One of these aspects is the presence and percentage of lactic
acid in the mixture as one moves from one stage to another. The careful
monitoring of the acidity of the mixture enhances the quality of the product.
This is because lactic acid in uncontrolled amounts, other microganisms in
addition environmental contamination is impurities to the cheese milk. In
order to determine the acidity of the mixture in each of the levels, a careful
titration against 0.11M sodium hydroxide is carried out. Phenolphthalein is
used as the indicator.
During the analysis to determine the acidity levels, 10ml of the
sample is pipette into a white plastic pot before adding 1ml of
phenolphthalein indicator. From a burette, 0.11M sodium hydroxide is
carefully added until a faint pink end point is reached. The end point is thus
obtained when the yellow/green tinge disappears. The titration is repeated
until consistent results are obtained (Kapoor, 2010, p. 45). The other mark
of efficient in the analysis of the sample is the fact that the end point of the
titration can be demonstrated by adding 1ml Cobalt Sulphate to 10ml
sample. This further ascertains the results and ensures that the quantity of
ingredients used in the subsequent stages are precise and hence the
production of good quality products.
To obtain the exact percentage of lactic acid in the sample, this
relationship is used; 1ml 0.11M sodium hydroxide is proportional to 0.1ml
lactic acid, so dividing the titration result by 10 will give the percentage
lactic acid in the sample. Due to fact that the addition of bacteria in the
cheese milk tends to convert the sugar into lactose and more acid, it is an
process of drawing whey to remove unwanted substances from the curd is
achieved through dry stirring which equally ensures that the mixing ration of
the ingredients is not tampered with at any given point (Kapoor and Metzger,
2014, p. 30).
The flow chart summarizing the procedures above indicates that each
stage is accomplished only after certain conditions have been precisely
addressed. One of these aspects is the presence and percentage of lactic
acid in the mixture as one moves from one stage to another. The careful
monitoring of the acidity of the mixture enhances the quality of the product.
This is because lactic acid in uncontrolled amounts, other microganisms in
addition environmental contamination is impurities to the cheese milk. In
order to determine the acidity of the mixture in each of the levels, a careful
titration against 0.11M sodium hydroxide is carried out. Phenolphthalein is
used as the indicator.
During the analysis to determine the acidity levels, 10ml of the
sample is pipette into a white plastic pot before adding 1ml of
phenolphthalein indicator. From a burette, 0.11M sodium hydroxide is
carefully added until a faint pink end point is reached. The end point is thus
obtained when the yellow/green tinge disappears. The titration is repeated
until consistent results are obtained (Kapoor, 2010, p. 45). The other mark
of efficient in the analysis of the sample is the fact that the end point of the
titration can be demonstrated by adding 1ml Cobalt Sulphate to 10ml
sample. This further ascertains the results and ensures that the quantity of
ingredients used in the subsequent stages are precise and hence the
production of good quality products.
To obtain the exact percentage of lactic acid in the sample, this
relationship is used; 1ml 0.11M sodium hydroxide is proportional to 0.1ml
lactic acid, so dividing the titration result by 10 will give the percentage
lactic acid in the sample. Due to fact that the addition of bacteria in the
cheese milk tends to convert the sugar into lactose and more acid, it is an
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 18
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.