EAT240 Project: Automated Chilling Station Design and Implementation
VerifiedAdded on 2022/10/04
|12
|1655
|20
Project
AI Summary
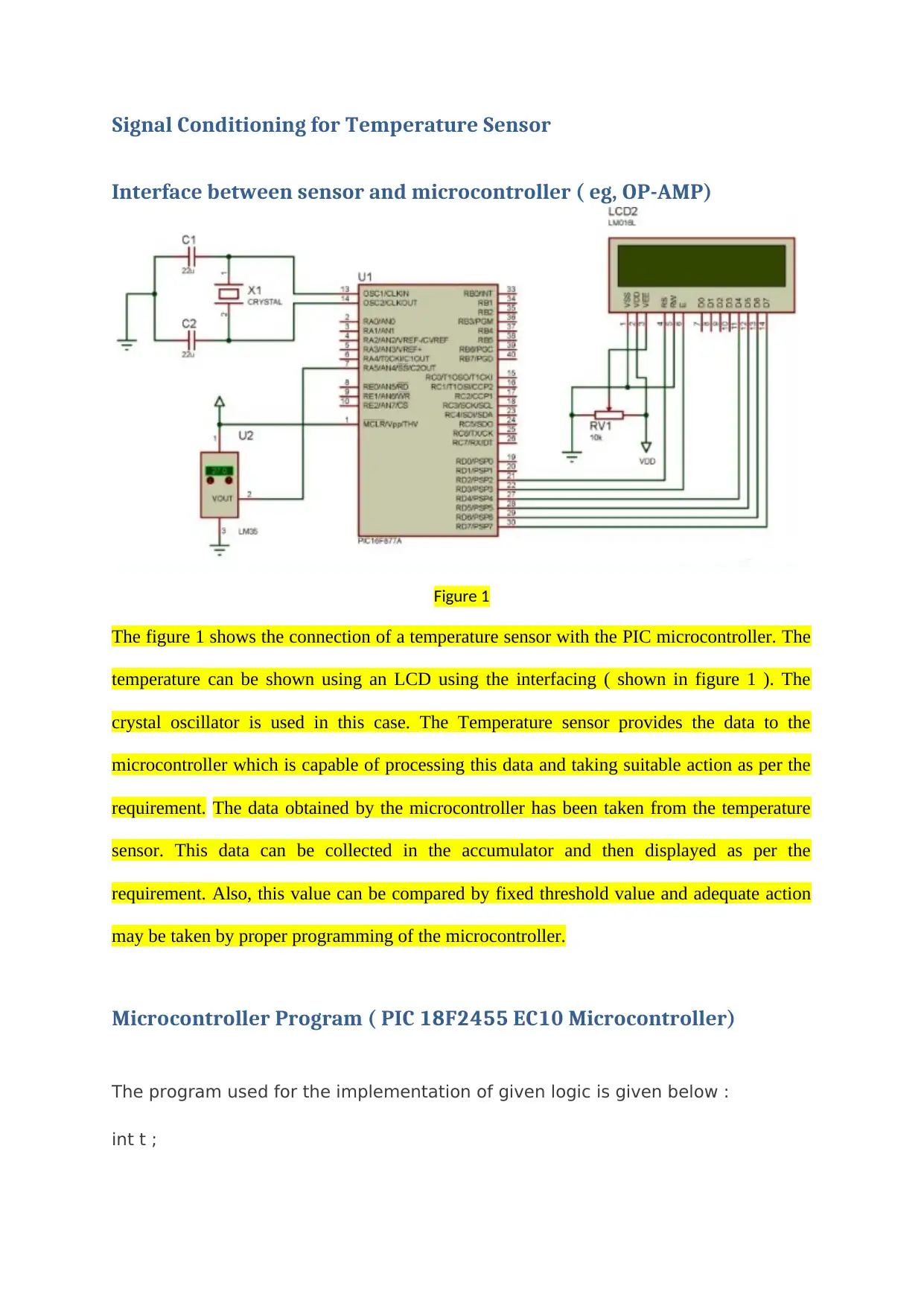
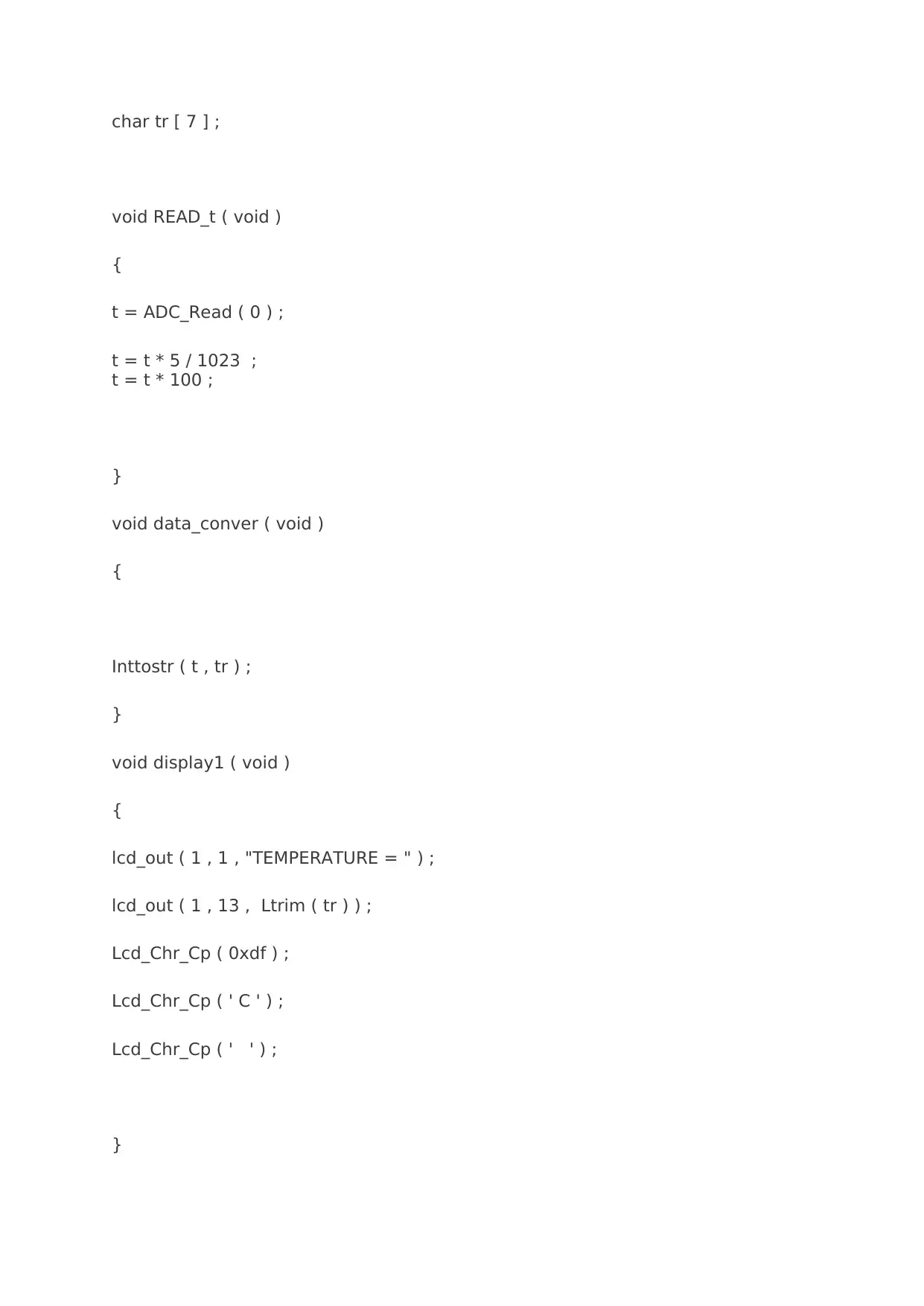
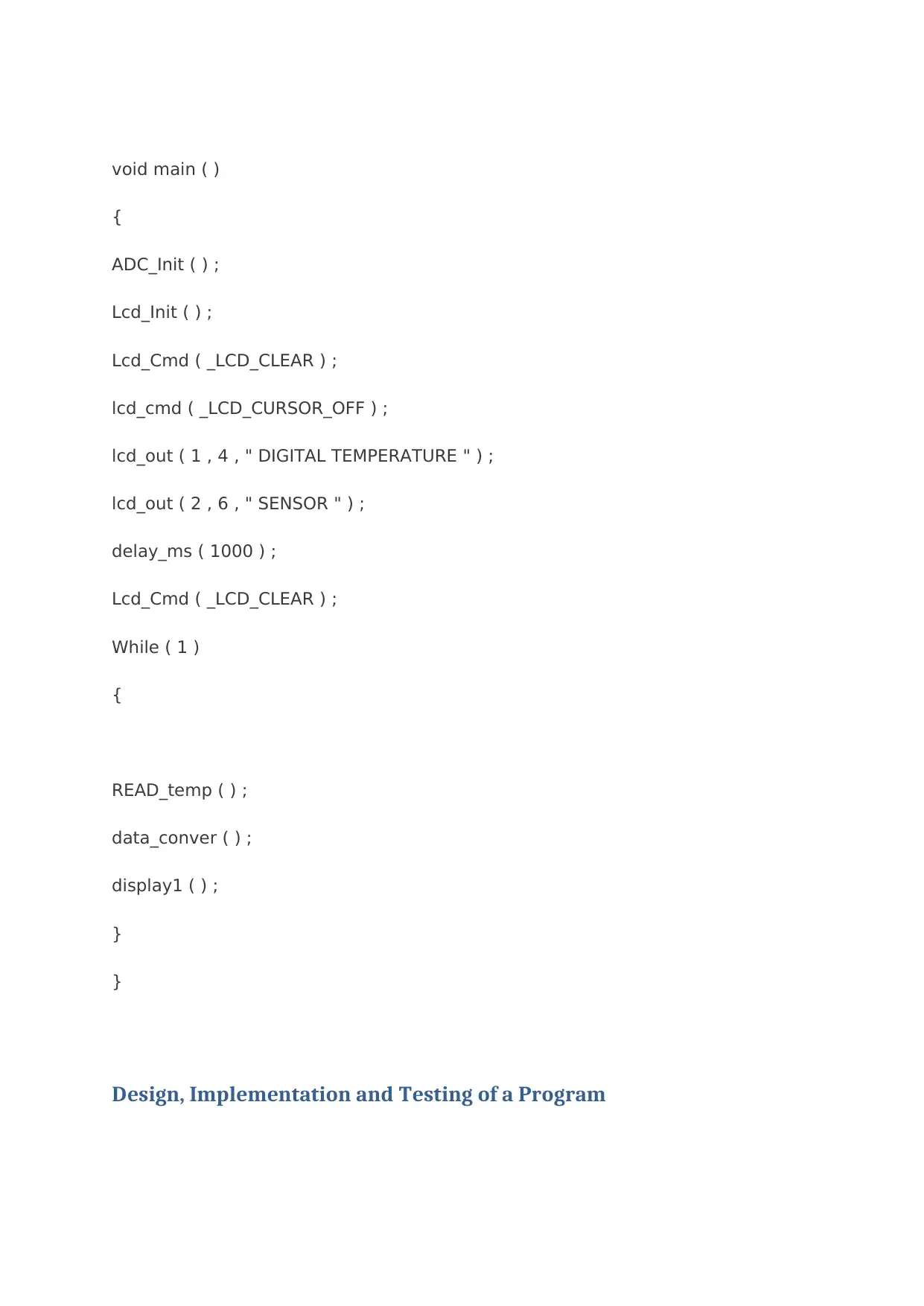
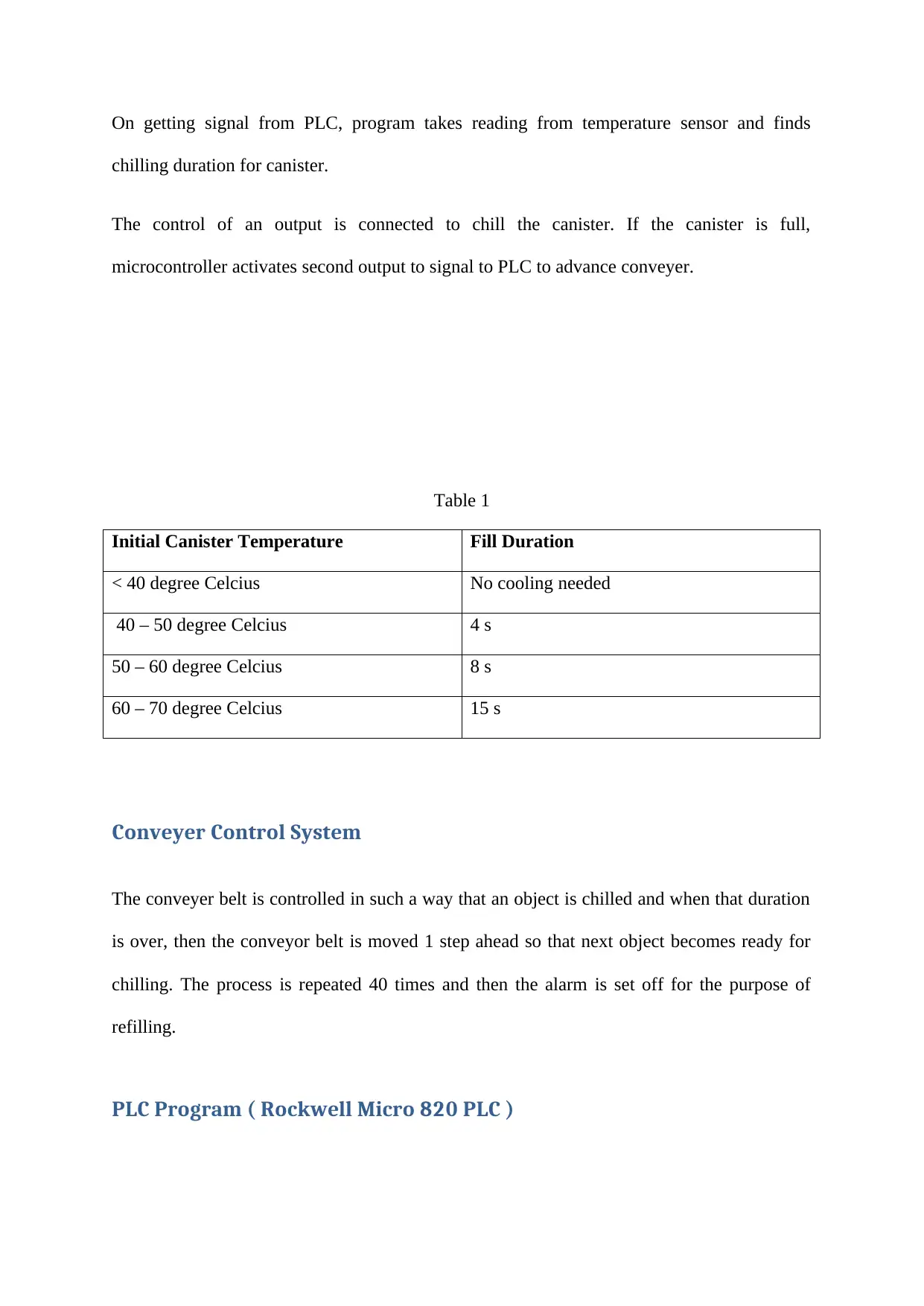
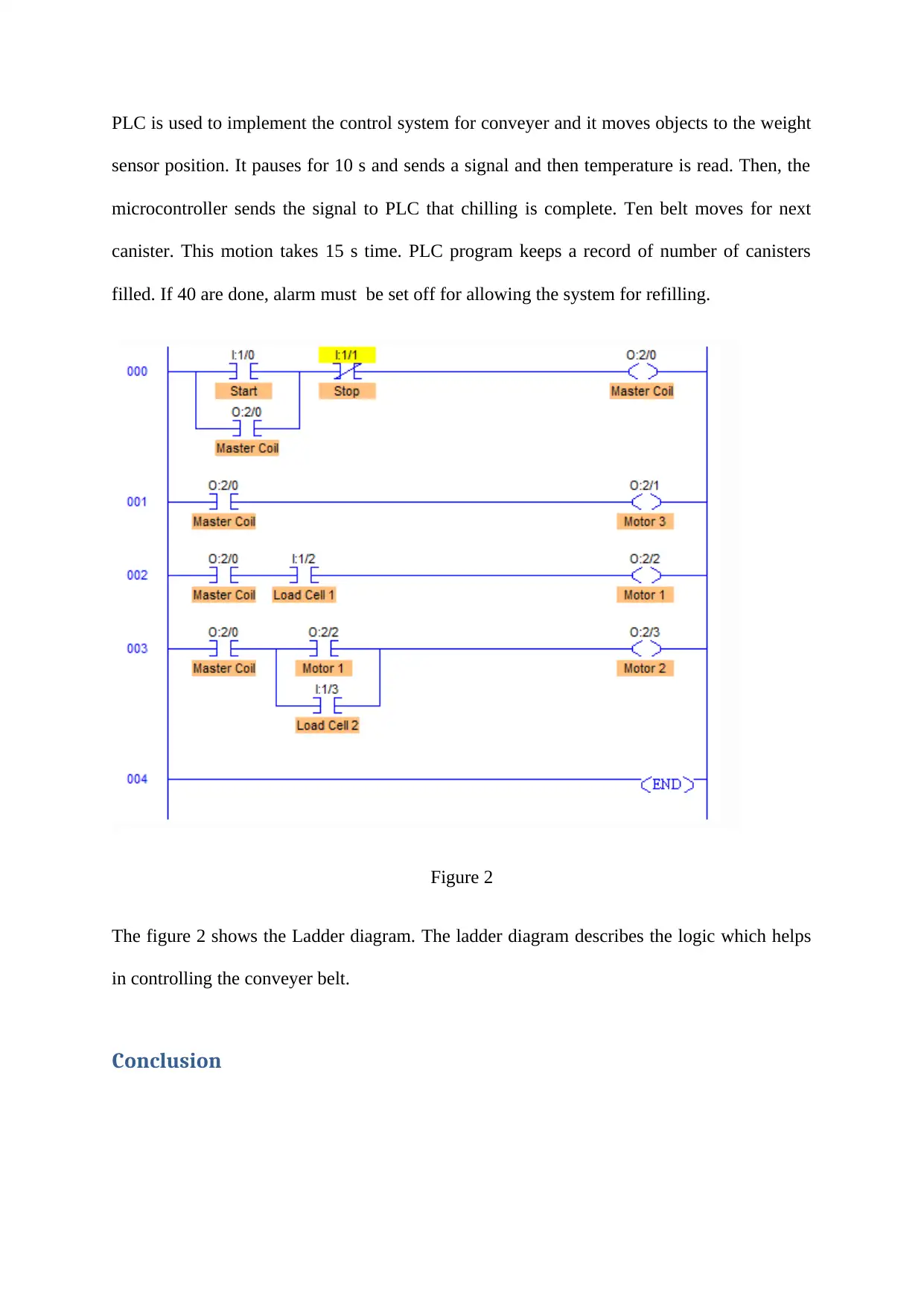
This document details the design and implementation of an automated chilling station for a manufacturing process. The project involves developing a system to cool canisters of food based on their initial temperature, measured by a temperature sensor. The solution outlines the selection of a Negative Temperature Coefficient (NTC) thermistor, signal conditioning techniques, and interfacing with a PIC18F2455 microcontroller. The microcontroller program determines the chilling duration based on temperature readings and signals a Rockwell Micro 820 PLC to control the conveyor belt and solenoids. The PLC program manages the movement of canisters, the chilling process, and a counter for the number of processed canisters, triggering an alarm for refilling after 40 cycles. The solution includes system requirements, architectural diagrams, program code, and ladder diagrams for the PLC, showcasing a comprehensive approach to automation in manufacturing.

1 out of 12
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.