Maintenance Engineering Project: Implementation of Lean Manufacturing
VerifiedAdded on 2023/06/11
|15
|3609
|135
Project
AI Summary
This maintenance engineering project delves into the application of lean manufacturing principles to enhance efficiency and reduce waste within a manufacturing setting. It begins with an executive summary outlining the project's aims, potential findings, and conclusions. The literature review critically examines existing work, identifying relevant research areas and opposing views, and links them to the project's research gap. The project aims to evaluate and analyze the current manufacturing system using lean production concepts and value stream mapping, addressing non-value-added projects and proposing control measures for improvement. Methodologically, the project utilizes lean management tools, particularly focusing on the differences and synergies between lean management and lean production. The theoretical content emphasizes minimizing throughput time, particularly in the context of a commercial starter motor. Experimental setup involves sequential steps, including identifying the existing manufacturing system, data collection, and value product mapping. Results highlight the time consumed in various processes, such as rolling threads, hardening, and grinding. The project also includes a process illustration and a table summarizing value-added and non-value-added activities, culminating in conclusions about the longer-term impact of the work. Desklib offers this and many other solved assignments to assist students.
MAINTENANCE ENGINEERING
By Name
Course
Instructor
Institution
Location
Date
By Name
Course
Instructor
Institution
Location
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Contents
Executive summary...............................................................................................................................3
Literature review...................................................................................................................................4
Research Questions...............................................................................................................................5
Project Aims..........................................................................................................................................6
Sub goals............................................................................................................................................6
Methodology.........................................................................................................................................7
Theoretical content...............................................................................................................................7
Experimental set up...............................................................................................................................8
The result outcome and relevance........................................................................................................9
The Operation Process Chart...........................................................................................................11
Conclusion...........................................................................................................................................13
Project Planning and Gannt Chart.......................................................................................................14
REFERENCES....................................................................................................................................15
Executive summary...............................................................................................................................3
Literature review...................................................................................................................................4
Research Questions...............................................................................................................................5
Project Aims..........................................................................................................................................6
Sub goals............................................................................................................................................6
Methodology.........................................................................................................................................7
Theoretical content...............................................................................................................................7
Experimental set up...............................................................................................................................8
The result outcome and relevance........................................................................................................9
The Operation Process Chart...........................................................................................................11
Conclusion...........................................................................................................................................13
Project Planning and Gannt Chart.......................................................................................................14
REFERENCES....................................................................................................................................15
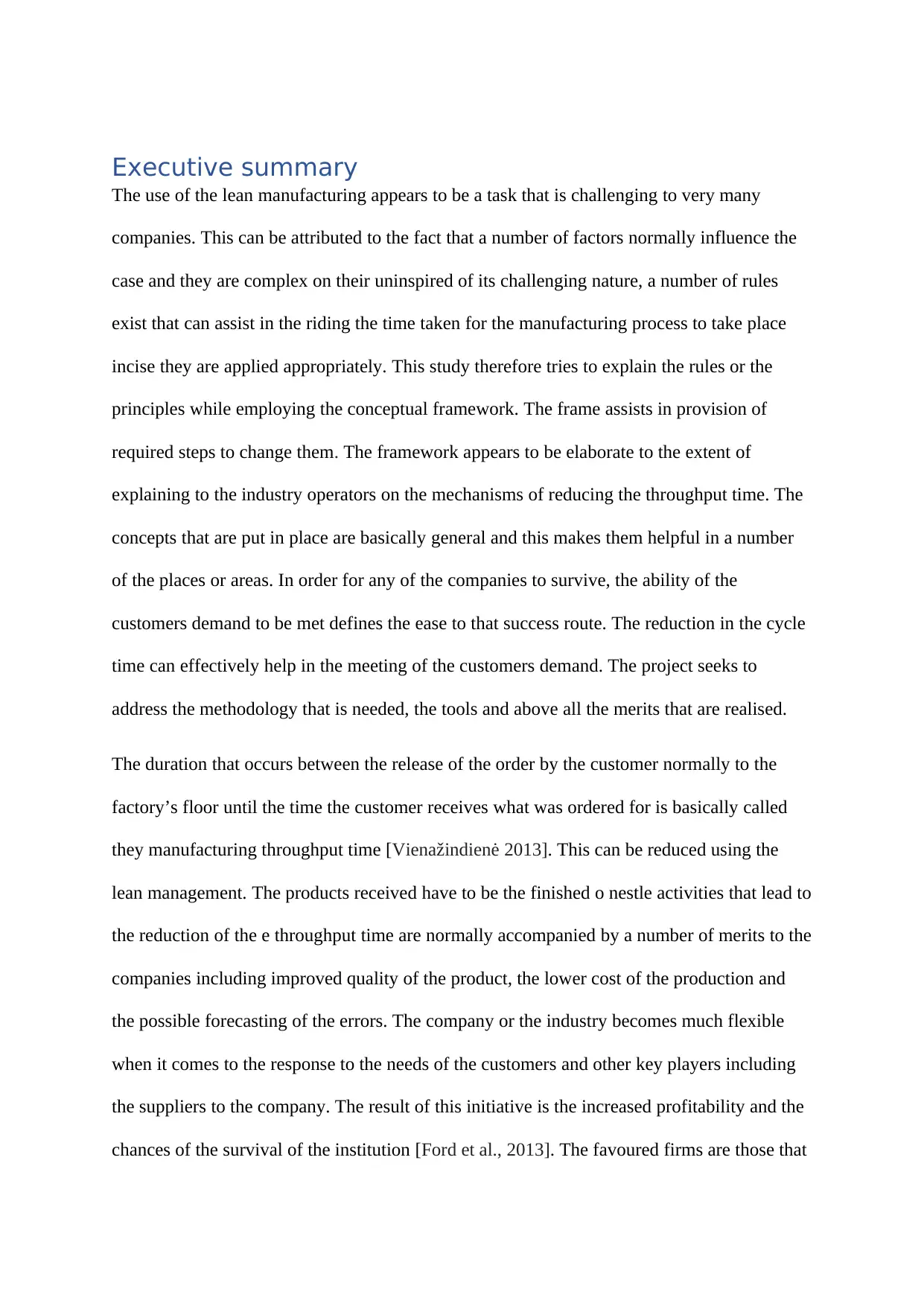
Executive summary
The use of the lean manufacturing appears to be a task that is challenging to very many
companies. This can be attributed to the fact that a number of factors normally influence the
case and they are complex on their uninspired of its challenging nature, a number of rules
exist that can assist in the riding the time taken for the manufacturing process to take place
incise they are applied appropriately. This study therefore tries to explain the rules or the
principles while employing the conceptual framework. The frame assists in provision of
required steps to change them. The framework appears to be elaborate to the extent of
explaining to the industry operators on the mechanisms of reducing the throughput time. The
concepts that are put in place are basically general and this makes them helpful in a number
of the places or areas. In order for any of the companies to survive, the ability of the
customers demand to be met defines the ease to that success route. The reduction in the cycle
time can effectively help in the meeting of the customers demand. The project seeks to
address the methodology that is needed, the tools and above all the merits that are realised.
The duration that occurs between the release of the order by the customer normally to the
factory’s floor until the time the customer receives what was ordered for is basically called
they manufacturing throughput time [Vienažindienė 2013]. This can be reduced using the
lean management. The products received have to be the finished o nestle activities that lead to
the reduction of the e throughput time are normally accompanied by a number of merits to the
companies including improved quality of the product, the lower cost of the production and
the possible forecasting of the errors. The company or the industry becomes much flexible
when it comes to the response to the needs of the customers and other key players including
the suppliers to the company. The result of this initiative is the increased profitability and the
chances of the survival of the institution [Ford et al., 2013]. The favoured firms are those that
The use of the lean manufacturing appears to be a task that is challenging to very many
companies. This can be attributed to the fact that a number of factors normally influence the
case and they are complex on their uninspired of its challenging nature, a number of rules
exist that can assist in the riding the time taken for the manufacturing process to take place
incise they are applied appropriately. This study therefore tries to explain the rules or the
principles while employing the conceptual framework. The frame assists in provision of
required steps to change them. The framework appears to be elaborate to the extent of
explaining to the industry operators on the mechanisms of reducing the throughput time. The
concepts that are put in place are basically general and this makes them helpful in a number
of the places or areas. In order for any of the companies to survive, the ability of the
customers demand to be met defines the ease to that success route. The reduction in the cycle
time can effectively help in the meeting of the customers demand. The project seeks to
address the methodology that is needed, the tools and above all the merits that are realised.
The duration that occurs between the release of the order by the customer normally to the
factory’s floor until the time the customer receives what was ordered for is basically called
they manufacturing throughput time [Vienažindienė 2013]. This can be reduced using the
lean management. The products received have to be the finished o nestle activities that lead to
the reduction of the e throughput time are normally accompanied by a number of merits to the
companies including improved quality of the product, the lower cost of the production and
the possible forecasting of the errors. The company or the industry becomes much flexible
when it comes to the response to the needs of the customers and other key players including
the suppliers to the company. The result of this initiative is the increased profitability and the
chances of the survival of the institution [Ford et al., 2013]. The favoured firms are those that
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
are usually under intense pressure as far as the release of the customised goods are concerned.
This lean manufacturing is also known as the lean production [Jabbour et al. 2013]. The
process is just showing much interest in the reduction of or even elimination of the waste in
the production line. This is achieved using the necessary tools. The main focus is to lower the
cost of production, the increased output that is realised within a very short time.
Literature review
Lean manufacturing or the lean production as it is commonly known refers to the technique
that is used in the industries to ensure that the produced goods are very much free from the
defects’ results from the companies that uses this technique has always been a positive one.
The formation of the team, the product selection and the conceptual formulation of the time
frame helps in the time reduction. The number of the aggressive individuals have used the
same concept and interestingly received the very similar results [Ruiz-de-Arbulo-Lopez,
Fortuny-Santos & Cuatrecasas-Arbós 2013]. The applications of these mechanisms have
greatly helped in the making of the structures.
The value stream mapping has been used in the industry by the individuals like Palvin
Shawat in the bearing industry. The work was reduced in the inventory and in the lead time.
This project shares very generously the procedures for the implementation of the value steam
mapping [Rahani & Al-Ashraf 2012]. The lean tool was used by a person called Santosh
Kumar in the taking of the time measurement while balancing the efficiency. The duration
that was being consumed in the building of the body of the truck greatly reduced. The
efficiency level also reduced seriously. This particular article supports the lean manufacturing
as the technique of the operation of the business that has consistently improved the
manufacturing process. According to the article of the Venkataraman, the use of the lean
technology is put in place in order to reduce the throughput time and effectively eliminate the
waste. The shaft assembly duration has been reduced using the value stream mapping process
This lean manufacturing is also known as the lean production [Jabbour et al. 2013]. The
process is just showing much interest in the reduction of or even elimination of the waste in
the production line. This is achieved using the necessary tools. The main focus is to lower the
cost of production, the increased output that is realised within a very short time.
Literature review
Lean manufacturing or the lean production as it is commonly known refers to the technique
that is used in the industries to ensure that the produced goods are very much free from the
defects’ results from the companies that uses this technique has always been a positive one.
The formation of the team, the product selection and the conceptual formulation of the time
frame helps in the time reduction. The number of the aggressive individuals have used the
same concept and interestingly received the very similar results [Ruiz-de-Arbulo-Lopez,
Fortuny-Santos & Cuatrecasas-Arbós 2013]. The applications of these mechanisms have
greatly helped in the making of the structures.
The value stream mapping has been used in the industry by the individuals like Palvin
Shawat in the bearing industry. The work was reduced in the inventory and in the lead time.
This project shares very generously the procedures for the implementation of the value steam
mapping [Rahani & Al-Ashraf 2012]. The lean tool was used by a person called Santosh
Kumar in the taking of the time measurement while balancing the efficiency. The duration
that was being consumed in the building of the body of the truck greatly reduced. The
efficiency level also reduced seriously. This particular article supports the lean manufacturing
as the technique of the operation of the business that has consistently improved the
manufacturing process. According to the article of the Venkataraman, the use of the lean
technology is put in place in order to reduce the throughput time and effectively eliminate the
waste. The shaft assembly duration has been reduced using the value stream mapping process
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
[Rahani & Al-Ashraf 2012]. The different tools have been used so as to bring forth the
advantages and also to create the present structure that will for sure improve the entire actions
The Boppana Chaudhary companies are typical example of the entities that uses lean
successfully. The article pays much attention to the product line dealing with the ointments.
According to this article, the operating costs and the reduction in the efficiency in the chain
of supply was actually fixed. The problems that are related to waste occurrence have been
thoroughly detected [Fullerton, Kennedy & Widener 2012]. The parameters under the study
included the surface of the ground that was being studied.
Research Questions
I. What are the best lean tool suitable for the TOYOTA company?
II. Are there similarities between the lean manufacturing and the lean production?
III. Are there similarities between the mass and the lean production?
IV. What are the aims of the study related to the possible effects of the lean
manufacturing?
V. What are the possible parameters of the measurement that are used in the business
performance?
VI. Does the term lean management describe the very required simplification of the
process?
VII. Is there difference between the lean management and the known lean manufacturing?
advantages and also to create the present structure that will for sure improve the entire actions
The Boppana Chaudhary companies are typical example of the entities that uses lean
successfully. The article pays much attention to the product line dealing with the ointments.
According to this article, the operating costs and the reduction in the efficiency in the chain
of supply was actually fixed. The problems that are related to waste occurrence have been
thoroughly detected [Fullerton, Kennedy & Widener 2012]. The parameters under the study
included the surface of the ground that was being studied.
Research Questions
I. What are the best lean tool suitable for the TOYOTA company?
II. Are there similarities between the lean manufacturing and the lean production?
III. Are there similarities between the mass and the lean production?
IV. What are the aims of the study related to the possible effects of the lean
manufacturing?
V. What are the possible parameters of the measurement that are used in the business
performance?
VI. Does the term lean management describe the very required simplification of the
process?
VII. Is there difference between the lean management and the known lean manufacturing?
Project Aims
The project focuses on the evaluation, studying and analysing the present system of
manufacturing the lean production commercially with references to the present stream
mapping value.
To state the problem facing the non-value-added projects in the manufacturing system
currently while looking on their main cause and providing the controlling measure to
facilitates the improvement in the system of manufacturing using the concept of lean
manufacturing [Panizzolo et al. 2012].
The project encourages the future growth of the stream mapping value due to the
improvement of the system apart from the work creation proposal due to the system
improvement which requires the alteration in the management of the industry activities and
ensure the utilization of the developed system and while facilitating the test to create its true
measurement [Johnson & Brown 2015].
Sub goals
The event planning
Sketch drawing
Workshop attending
Seminars holding
Evaluation of performance
Analysing data
The result presentation
The project focuses on the evaluation, studying and analysing the present system of
manufacturing the lean production commercially with references to the present stream
mapping value.
To state the problem facing the non-value-added projects in the manufacturing system
currently while looking on their main cause and providing the controlling measure to
facilitates the improvement in the system of manufacturing using the concept of lean
manufacturing [Panizzolo et al. 2012].
The project encourages the future growth of the stream mapping value due to the
improvement of the system apart from the work creation proposal due to the system
improvement which requires the alteration in the management of the industry activities and
ensure the utilization of the developed system and while facilitating the test to create its true
measurement [Johnson & Brown 2015].
Sub goals
The event planning
Sketch drawing
Workshop attending
Seminars holding
Evaluation of performance
Analysing data
The result presentation
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Methodology
The application of the lean management in the most of the industries has been utilised in for
quite sometimes. The bathtub technologies have been utilised as one of the key tools of the
lean management in this particular project. The lean manufacturing and lean production have
assisted each other to make the operations within the organisations much easier. The two
terms have been commonly confused yet there exist Avery big difference [Wahab, Mukhtar
& Sulaiman, 2013]. While lean management fusses on the entire operations within the
organisation, lean production only applies in the line of the production. The use of the lean
management in different organisations has led to the success that comes through mass
production. When manufacturing companies applies the lean management techniques, then it
is referred to as the lean manufacturing. Although its application is associated with the
increased profitability, it may not necessarily mean simplification of the task.
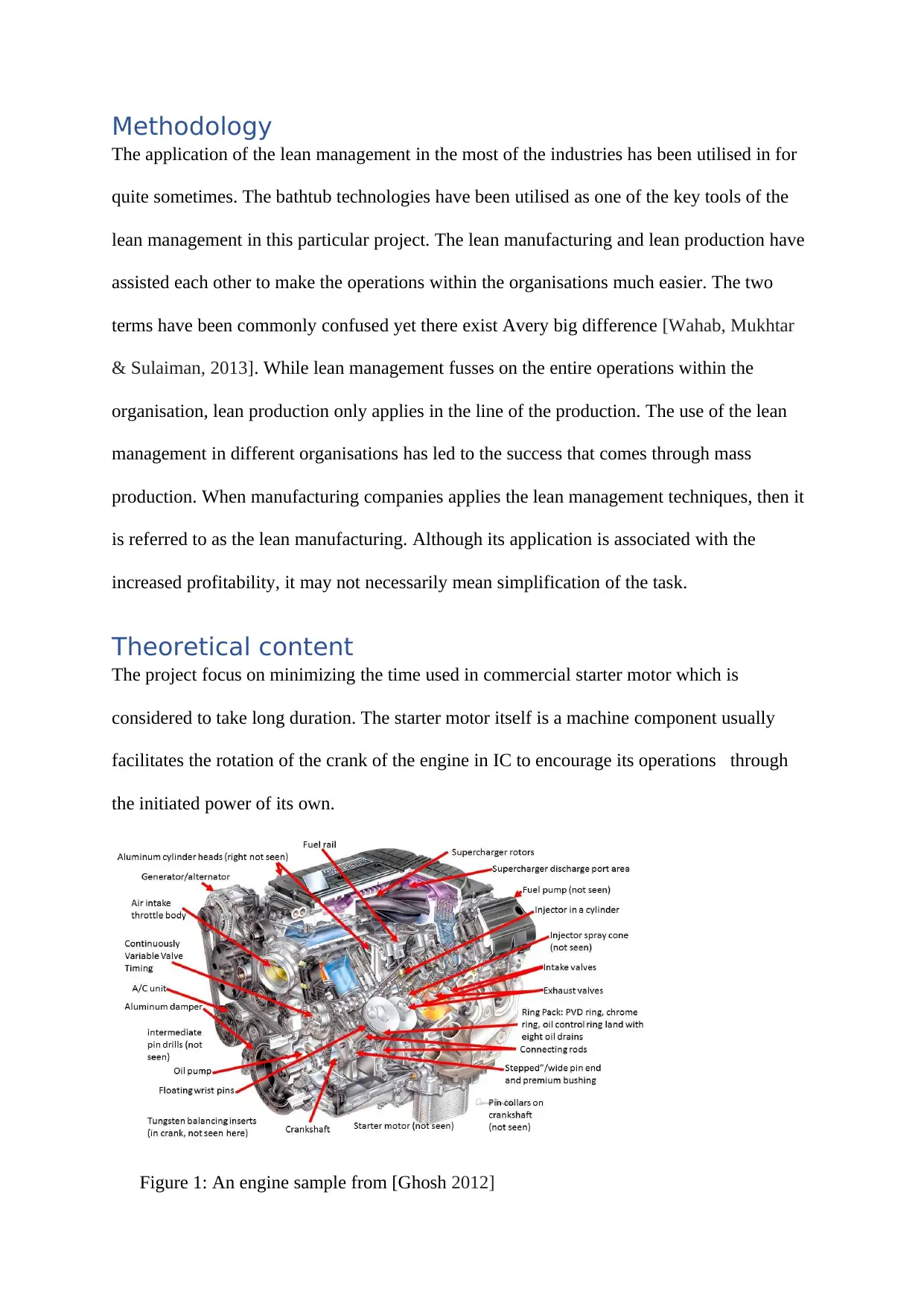
Theoretical content
The project focus on minimizing the time used in commercial starter motor which is
considered to take long duration. The starter motor itself is a machine component usually
facilitates the rotation of the crank of the engine in IC to encourage its operations through
the initiated power of its own.
Figure 1: An engine sample from [Ghosh 2012]
The application of the lean management in the most of the industries has been utilised in for
quite sometimes. The bathtub technologies have been utilised as one of the key tools of the
lean management in this particular project. The lean manufacturing and lean production have
assisted each other to make the operations within the organisations much easier. The two
terms have been commonly confused yet there exist Avery big difference [Wahab, Mukhtar
& Sulaiman, 2013]. While lean management fusses on the entire operations within the
organisation, lean production only applies in the line of the production. The use of the lean
management in different organisations has led to the success that comes through mass
production. When manufacturing companies applies the lean management techniques, then it
is referred to as the lean manufacturing. Although its application is associated with the
increased profitability, it may not necessarily mean simplification of the task.
Theoretical content
The project focus on minimizing the time used in commercial starter motor which is
considered to take long duration. The starter motor itself is a machine component usually
facilitates the rotation of the crank of the engine in IC to encourage its operations through
the initiated power of its own.
Figure 1: An engine sample from [Ghosh 2012]
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
This gadget is known as the motor uses the direct current in some cases though there are
cases where the machine, the part of the armature of the machine is connected directly to the
driving system [Ramesh & Kodali 2012]. It is accompanied by low speed motor of a large
size rotating the opinion gear ratio, 1:1while making these motors to be good enough to
provide area for the heavy-duty diesels applications. The main problem or the main challenge
faced by the starter motor was the throughput time. This is because it has a huge magnitude
apart from its unreliability. At any the pulls initiation in the industry, it was found that the
parts needed are not obtainable at the right time. Most of inefficiency was discovered during
the process of productivity in the existence of the whole manufacturing process [Johnson &
Brown 2015]. Though it was difficult to meet the customer demand in time due to these tied
factors.
Experimental set up
A very sequential steps were used during the study; the first steps consist the identification of
the manufacturing system existing during the time of the project and their area of operations.
The best methods of data collection were used to collect the relevant information. Calculation
of the present situation of the value product mapping. There are identifications of the current
challenges and doing the analysis on their causes while giving their result in a deep detailed
discussion to summarize the long process is very proper. [Xu, Wang & Yu 2014]
The result obtained and their relevance
The enhanced study of the machine component flow and many other information were taken.
A complete rolling thread and the shaft knurling were achieved in 9 seconds. While the
complete drive end hardening of induction and that one of the drive end shaft took was
achieved in 18 second. It took the end induction and the commuter drive 17 second to get
harden completely. In grinding process of the end of the shaft and grinding the end of the
connecting shaft, time consumption was 95 seconds [Chauhan & Singh 2014].
cases where the machine, the part of the armature of the machine is connected directly to the
driving system [Ramesh & Kodali 2012]. It is accompanied by low speed motor of a large
size rotating the opinion gear ratio, 1:1while making these motors to be good enough to
provide area for the heavy-duty diesels applications. The main problem or the main challenge
faced by the starter motor was the throughput time. This is because it has a huge magnitude
apart from its unreliability. At any the pulls initiation in the industry, it was found that the
parts needed are not obtainable at the right time. Most of inefficiency was discovered during
the process of productivity in the existence of the whole manufacturing process [Johnson &
Brown 2015]. Though it was difficult to meet the customer demand in time due to these tied
factors.
Experimental set up
A very sequential steps were used during the study; the first steps consist the identification of
the manufacturing system existing during the time of the project and their area of operations.
The best methods of data collection were used to collect the relevant information. Calculation
of the present situation of the value product mapping. There are identifications of the current
challenges and doing the analysis on their causes while giving their result in a deep detailed
discussion to summarize the long process is very proper. [Xu, Wang & Yu 2014]
The result obtained and their relevance
The enhanced study of the machine component flow and many other information were taken.
A complete rolling thread and the shaft knurling were achieved in 9 seconds. While the
complete drive end hardening of induction and that one of the drive end shaft took was
achieved in 18 second. It took the end induction and the commuter drive 17 second to get
harden completely. In grinding process of the end of the shaft and grinding the end of the
connecting shaft, time consumption was 95 seconds [Chauhan & Singh 2014].
In commuter end shaft drive, the commuter shaft grinding was completely finished up in 35
seconds.
For the phosphating of the material it was 540 seconds. The lamination weighing blank and
lamination process was done in duration of 18 seconds. Assembling of the arm and the core
took 42 second. The process of insertion and forming insulation was accomplished in 24
second [Stump & Badurdeen 2012].
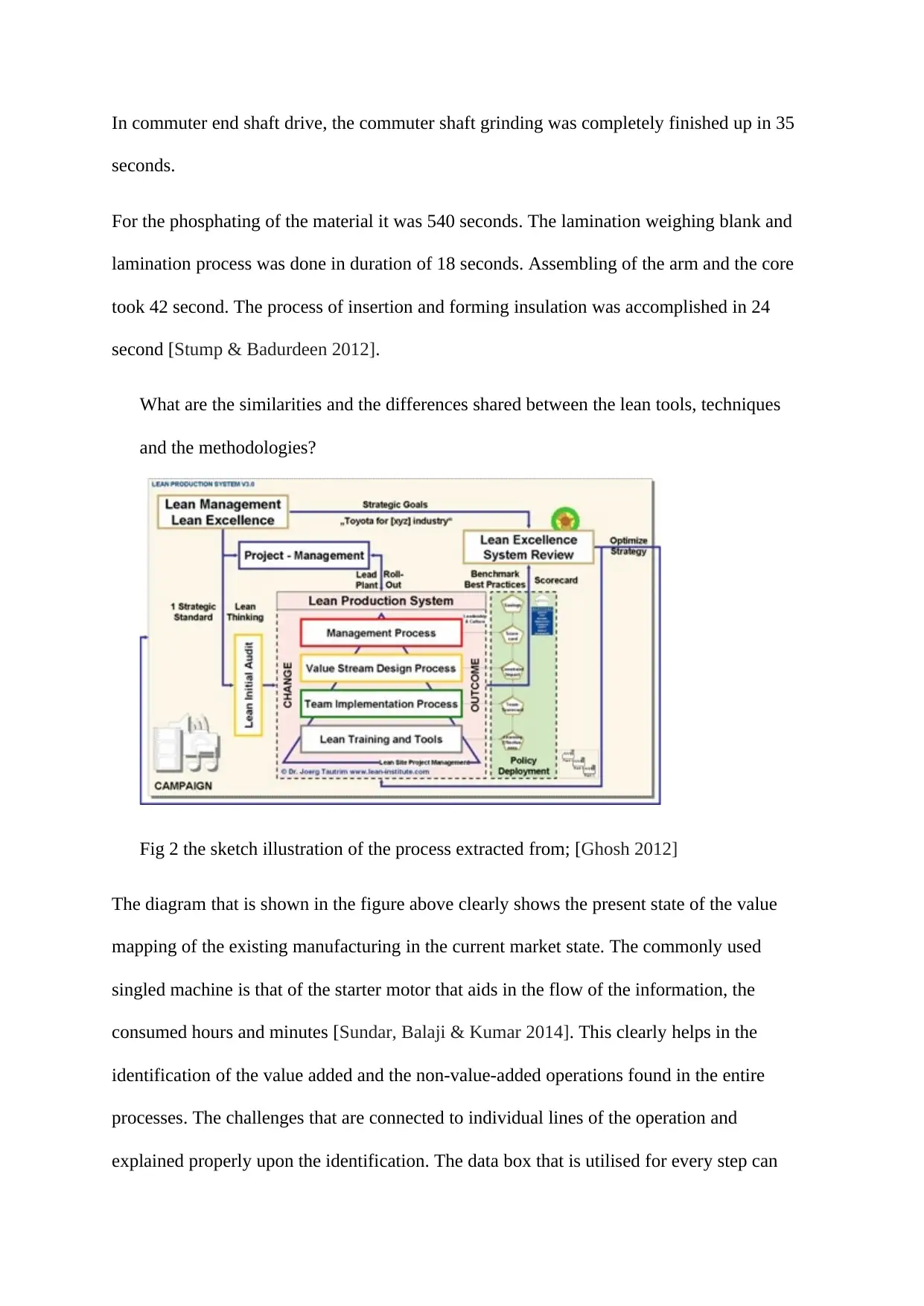
What are the similarities and the differences shared between the lean tools, techniques
and the methodologies?
Fig 2 the sketch illustration of the process extracted from; [Ghosh 2012]
The diagram that is shown in the figure above clearly shows the present state of the value
mapping of the existing manufacturing in the current market state. The commonly used
singled machine is that of the starter motor that aids in the flow of the information, the
consumed hours and minutes [Sundar, Balaji & Kumar 2014]. This clearly helps in the
identification of the value added and the non-value-added operations found in the entire
processes. The challenges that are connected to individual lines of the operation and
explained properly upon the identification. The data box that is utilised for every step can
seconds.
For the phosphating of the material it was 540 seconds. The lamination weighing blank and
lamination process was done in duration of 18 seconds. Assembling of the arm and the core
took 42 second. The process of insertion and forming insulation was accomplished in 24
second [Stump & Badurdeen 2012].
What are the similarities and the differences shared between the lean tools, techniques
and the methodologies?
Fig 2 the sketch illustration of the process extracted from; [Ghosh 2012]
The diagram that is shown in the figure above clearly shows the present state of the value
mapping of the existing manufacturing in the current market state. The commonly used
singled machine is that of the starter motor that aids in the flow of the information, the
consumed hours and minutes [Sundar, Balaji & Kumar 2014]. This clearly helps in the
identification of the value added and the non-value-added operations found in the entire
processes. The challenges that are connected to individual lines of the operation and
explained properly upon the identification. The data box that is utilised for every step can
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
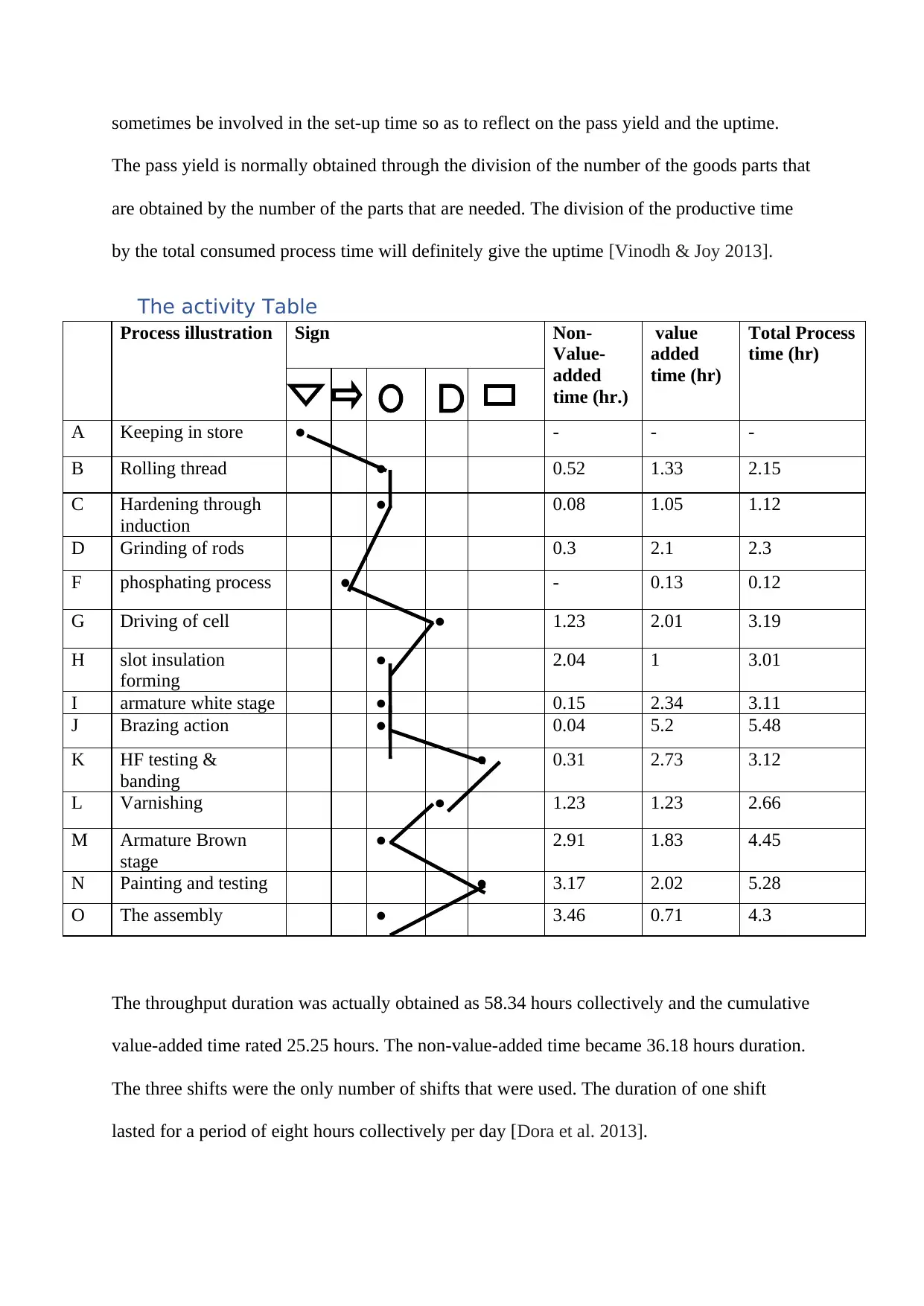
sometimes be involved in the set-up time so as to reflect on the pass yield and the uptime.
The pass yield is normally obtained through the division of the number of the goods parts that
are obtained by the number of the parts that are needed. The division of the productive time
by the total consumed process time will definitely give the uptime [Vinodh & Joy 2013].
The activity Table
Process illustration Sign Non-
Value-
added
time (hr.)
value
added
time (hr)
Total Process
time (hr)
A Keeping in store ● - - -
B Rolling thread ● 0.52 1.33 2.15
C Hardening through
induction
● 0.08 1.05 1.12
D Grinding of rods 0.3 2.1 2.3
F phosphating process ● - 0.13 0.12
G Driving of cell ● 1.23 2.01 3.19
H slot insulation
forming
● 2.04 1 3.01
I armature white stage ● 0.15 2.34 3.11
J Brazing action ● 0.04 5.2 5.48
K HF testing &
banding
● 0.31 2.73 3.12
L Varnishing ● 1.23 1.23 2.66
M Armature Brown
stage
● 2.91 1.83 4.45
N Painting and testing ● 3.17 2.02 5.28
O The assembly ● 3.46 0.71 4.3
The throughput duration was actually obtained as 58.34 hours collectively and the cumulative
value-added time rated 25.25 hours. The non-value-added time became 36.18 hours duration.
The three shifts were the only number of shifts that were used. The duration of one shift
lasted for a period of eight hours collectively per day [Dora et al. 2013].
The pass yield is normally obtained through the division of the number of the goods parts that
are obtained by the number of the parts that are needed. The division of the productive time
by the total consumed process time will definitely give the uptime [Vinodh & Joy 2013].
The activity Table
Process illustration Sign Non-
Value-
added
time (hr.)
value
added
time (hr)
Total Process
time (hr)
A Keeping in store ● - - -
B Rolling thread ● 0.52 1.33 2.15
C Hardening through
induction
● 0.08 1.05 1.12
D Grinding of rods 0.3 2.1 2.3
F phosphating process ● - 0.13 0.12
G Driving of cell ● 1.23 2.01 3.19
H slot insulation
forming
● 2.04 1 3.01
I armature white stage ● 0.15 2.34 3.11
J Brazing action ● 0.04 5.2 5.48
K HF testing &
banding
● 0.31 2.73 3.12
L Varnishing ● 1.23 1.23 2.66
M Armature Brown
stage
● 2.91 1.83 4.45
N Painting and testing ● 3.17 2.02 5.28
O The assembly ● 3.46 0.71 4.3
The throughput duration was actually obtained as 58.34 hours collectively and the cumulative
value-added time rated 25.25 hours. The non-value-added time became 36.18 hours duration.
The three shifts were the only number of shifts that were used. The duration of one shift
lasted for a period of eight hours collectively per day [Dora et al. 2013].
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
According to the obtained values from the experiment, the used time was found to be below
the consumed throughput time. This raises a lot of concern to the industries that quickly shift
to the aim of handling the challenges related to the non-value-added operations commonly
used in the manufacturing system [Bhanu & Singh 2014]. This particular problem can be
effectively being handled by putting the new beds in place that seeks to replace the tilted
ones. The set-up duration is also reduced by taking the proper measurement in the thread
rolling process.
There should be no use of the trial and error method while putting into practice the lean
production. The skilled operators should be entrusted with the work of the slot insulation. The
reduction in the time wasted during the putting of the engine parts together. There should be a
better means of communication from the person handling the engine parts with those on the
floor of the shop so as the work that is incurred in the process while ensuring limitation of the
movement of the workers. The corrugation process should be done by some properly
qualified personnel Who will use the line charge to regulate the wasted time that occurs in the
shifts of the workers. The hydrohalic press system will be checked regularly using the
preventive maintenance technique [Nordin et al 2012].
Conclusion
The presently utilised manufacturing system that employs the use of the motor starter type
has been properly studied as part of the primary engine. The analysis has employed the
present state value used in the stream mapping. The cases that were singled out included the
challenges that were related to the non-value-added activities or the operations. The solutions
for the future improvements are as shown in the data that is given. The cumulative throughput
time was found to 2 hours and 12 minutes. The duration that was considered non-value-added
time was found to be 2 days 10 hours. The scrap removal accounted for over 3.6 percent.
the consumed throughput time. This raises a lot of concern to the industries that quickly shift
to the aim of handling the challenges related to the non-value-added operations commonly
used in the manufacturing system [Bhanu & Singh 2014]. This particular problem can be
effectively being handled by putting the new beds in place that seeks to replace the tilted
ones. The set-up duration is also reduced by taking the proper measurement in the thread
rolling process.
There should be no use of the trial and error method while putting into practice the lean
production. The skilled operators should be entrusted with the work of the slot insulation. The
reduction in the time wasted during the putting of the engine parts together. There should be a
better means of communication from the person handling the engine parts with those on the
floor of the shop so as the work that is incurred in the process while ensuring limitation of the
movement of the workers. The corrugation process should be done by some properly
qualified personnel Who will use the line charge to regulate the wasted time that occurs in the
shifts of the workers. The hydrohalic press system will be checked regularly using the
preventive maintenance technique [Nordin et al 2012].
Conclusion
The presently utilised manufacturing system that employs the use of the motor starter type
has been properly studied as part of the primary engine. The analysis has employed the
present state value used in the stream mapping. The cases that were singled out included the
challenges that were related to the non-value-added activities or the operations. The solutions
for the future improvements are as shown in the data that is given. The cumulative throughput
time was found to 2 hours and 12 minutes. The duration that was considered non-value-added
time was found to be 2 days 10 hours. The scrap removal accounted for over 3.6 percent.
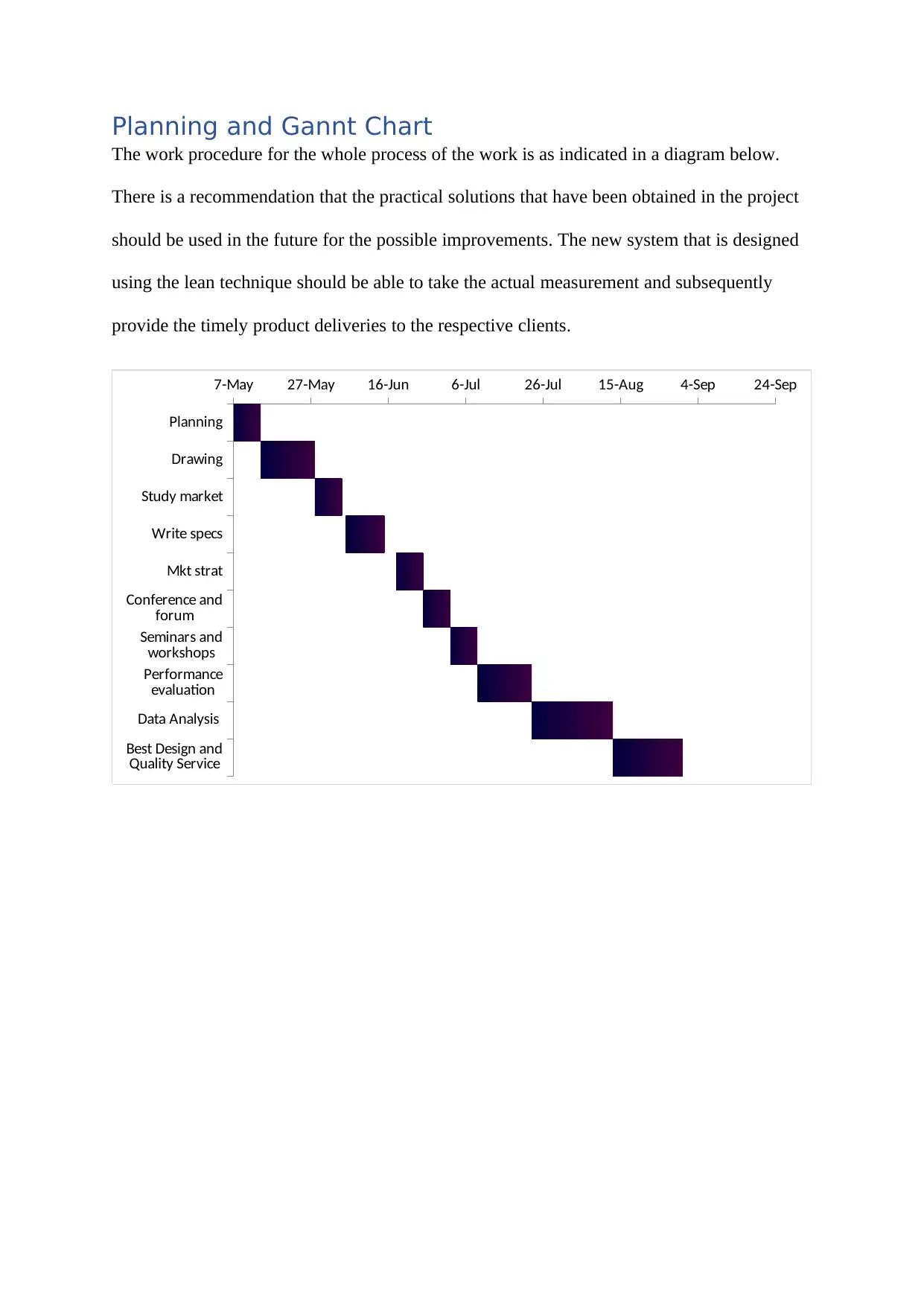
Planning and Gannt Chart
The work procedure for the whole process of the work is as indicated in a diagram below.
There is a recommendation that the practical solutions that have been obtained in the project
should be used in the future for the possible improvements. The new system that is designed
using the lean technique should be able to take the actual measurement and subsequently
provide the timely product deliveries to the respective clients.
Planning
Drawing
Study market
Write specs
Mkt strat
Conference and
forum
Seminars and
workshops
Performance
evaluation
Data Analysis
Best Design and
Quality Service
7-May 27-May 16-Jun 6-Jul 26-Jul 15-Aug 4-Sep 24-Sep
The work procedure for the whole process of the work is as indicated in a diagram below.
There is a recommendation that the practical solutions that have been obtained in the project
should be used in the future for the possible improvements. The new system that is designed
using the lean technique should be able to take the actual measurement and subsequently
provide the timely product deliveries to the respective clients.
Planning
Drawing
Study market
Write specs
Mkt strat
Conference and
forum
Seminars and
workshops
Performance
evaluation
Data Analysis
Best Design and
Quality Service
7-May 27-May 16-Jun 6-Jul 26-Jul 15-Aug 4-Sep 24-Sep
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 15

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.