Farm Equipment International (FEI) Lean Manufacturing Case Study
VerifiedAdded on 2022/09/10
|6
|1352
|19
Project
AI Summary
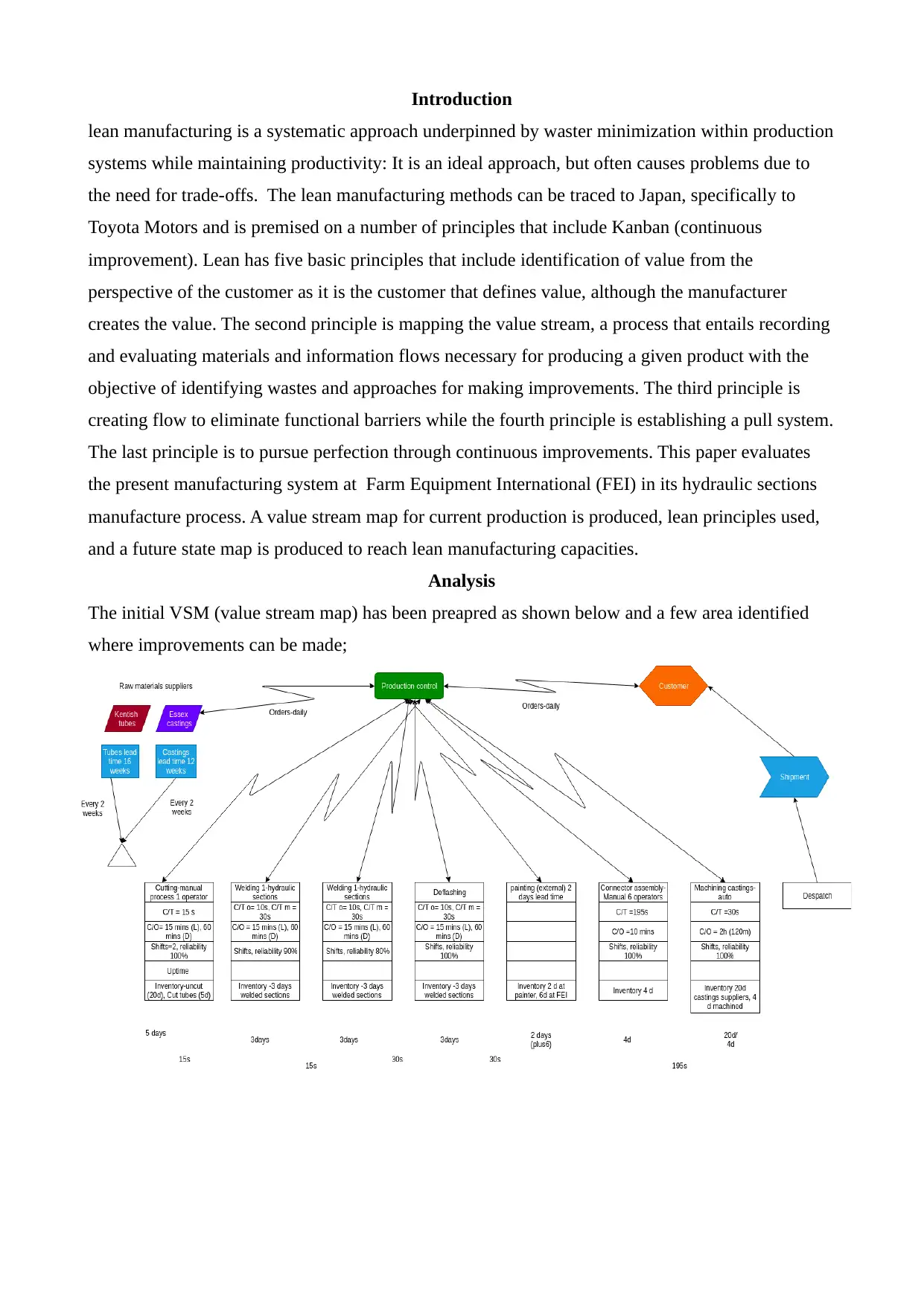
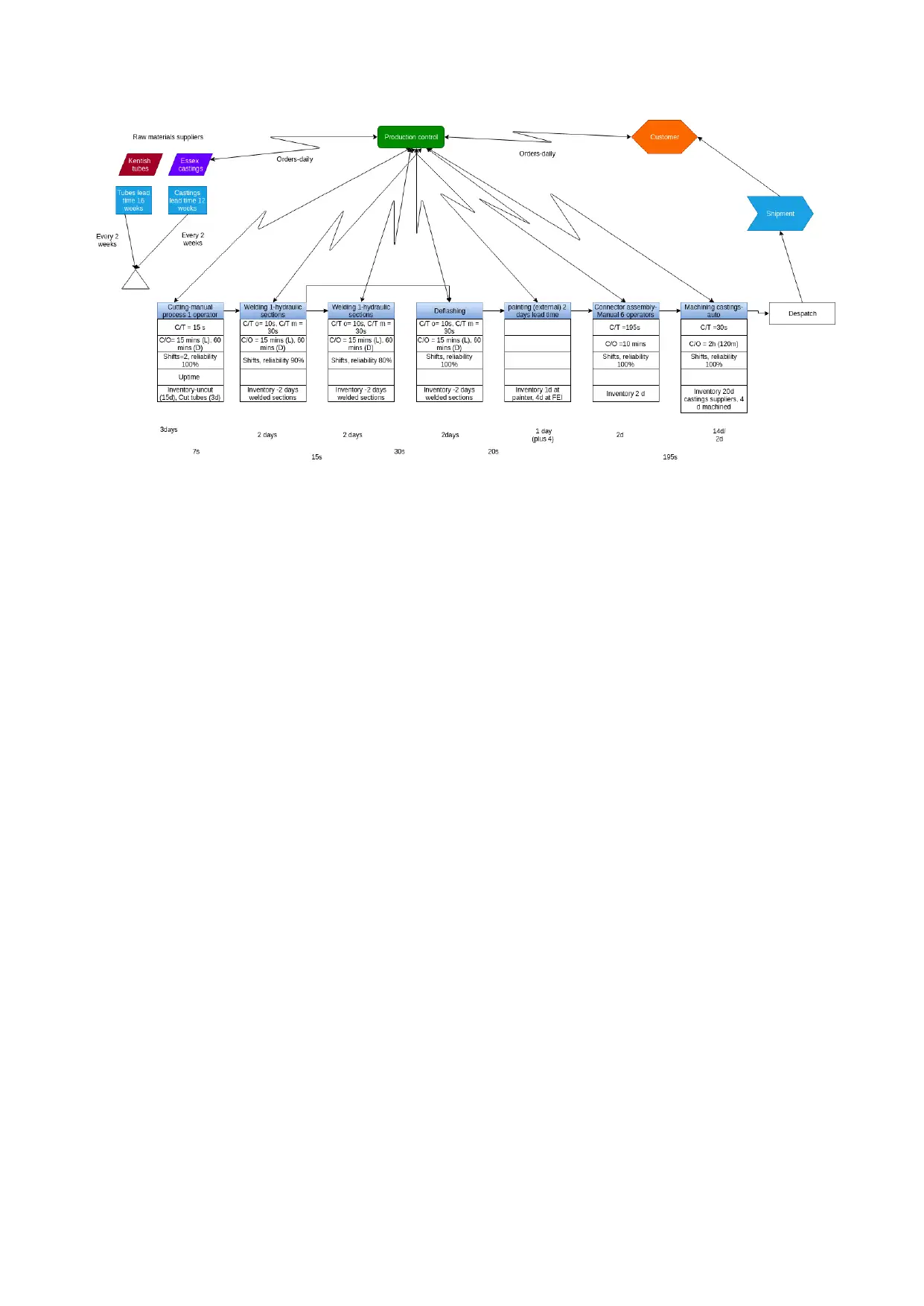
This project analyzes the current manufacturing system at Farm Equipment International (FEI) focusing on the hydraulic sections manufacture process. The assignment involves creating a value stream map of the current production process, applying lean manufacturing principles, and producing a future state map to achieve lean manufacturing capabilities. The analysis identifies bottlenecks in ordering, cutting, welding, deflashing, painting, and assembly processes. The solution proposes improvements such as optimizing supplier lead times, reducing inventory, matching production to demand forecasts, and streamlining workflows. The new value stream map reflects reduced cycle times and inventory days across various sections, emphasizing the importance of demand forecasting and ordering optimization for a pull system. References to relevant literature support the analysis and recommendations.
1 out of 6
Related Documents





Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.