Analysis of Lean Manufacturing Principles: FEI Case Study Report
VerifiedAdded on 2022/09/10
|6
|1518
|24
Report
AI Summary
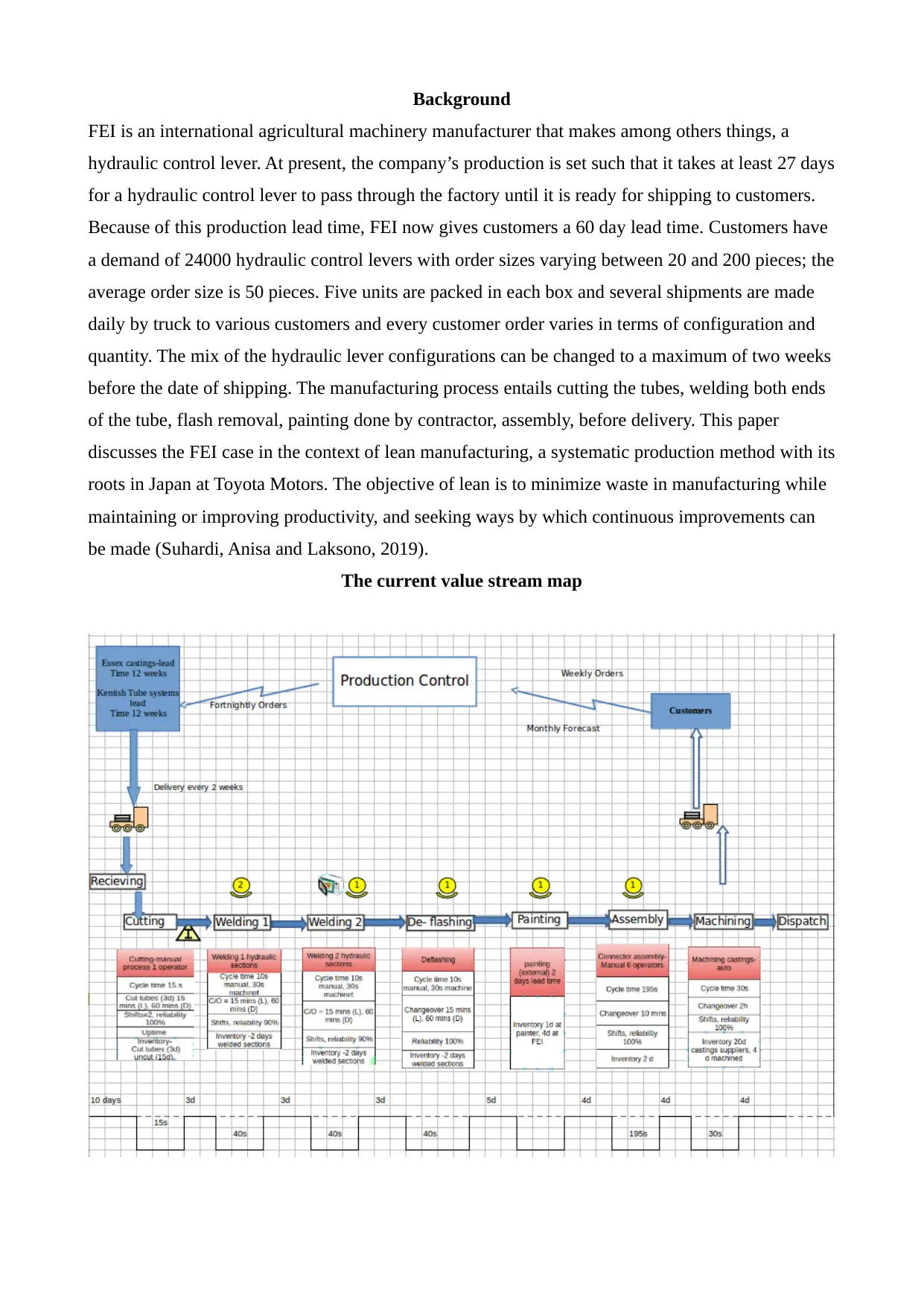
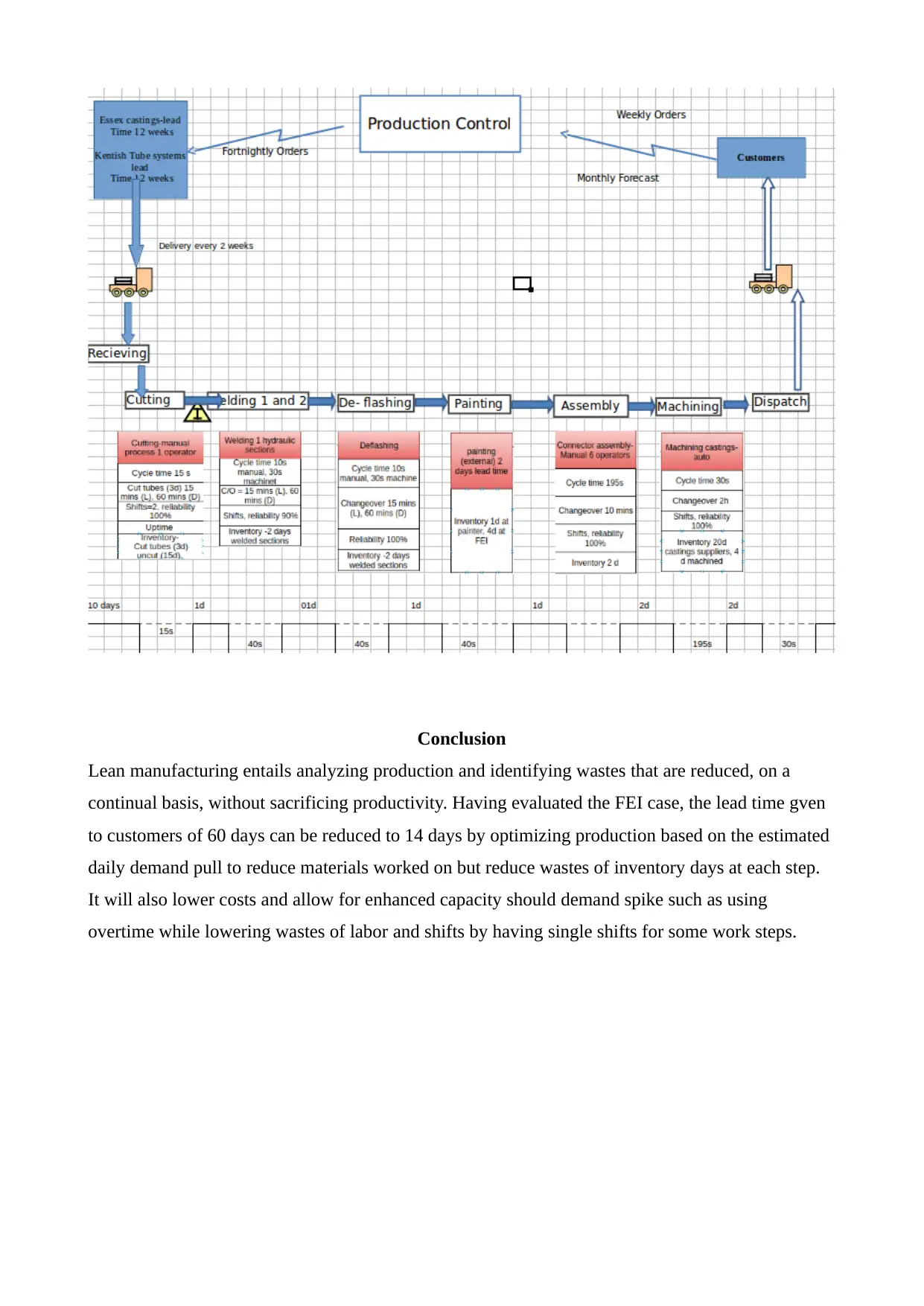
This report provides a comprehensive analysis of the Farm Equipment International (FEI) case study, focusing on the application of lean manufacturing principles to optimize the production of hydraulic control levers. The report begins with an overview of the current state value stream map, highlighting the inefficiencies in the existing production process, including a long lead time of 27 days. It then outlines the eight key questions for future state design, aiming to identify and eliminate waste. The analysis suggests several improvements, such as reducing the number of units at the cutting stage, optimizing welding and de-flashing processes, and streamlining the painting and assembly stages. The report proposes a future state map that incorporates lean principles like Kanban, aiming to reduce the lead time to 13 days. It also includes an implementation plan detailing the steps FEI should take to transition from the present state to the future state, and suggests improvements in dispatch and material ordering. The conclusion summarizes the benefits of implementing lean manufacturing, emphasizing the potential to reduce lead times, lower costs, and enhance capacity while minimizing waste.

1 out of 6
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.