Finite Element Analysis: Thermal Simulation of Laser Powder Bed Fusion
VerifiedAdded on 2023/04/11
|18
|4150
|394
Project
AI Summary
This project report details the thermal simulation of laser powder bed fusion (SLM) of Ti-6Al-4V using the finite element method (FEM) with ANSYS software. It aims to predict temperature distribution and induced residual stresses under varying scanning conditions, crucial for ensuring the quality and reliability of additively manufactured parts. The study addresses the problem of controlling part quality in SLM due to factors like porosity and residual stress, which are influenced by scanning strategies and process parameters. The research strategy involves defining experiments with in situ distortion and temperature measurements, employing novel techniques to analyze the effects of scan patterns and material properties. Resource requirements include the ANSYS software with material models that account for phase changes during melting and solidification. A literature review covering at least 15 articles supports the project, emphasizing the importance of understanding the process-property relationship in additive manufacturing to optimize mechanical characteristics and part quality.

PROJECT INITIATION
By Name
Course
Instructor
Institution
Location
Date
By Name
Course
Instructor
Institution
Location
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Contents
Introduction.................................................................................................................................................3
Project objectives and Deliverables.............................................................................................................4
Objectives............................................................................................................................................4
Deliverables.........................................................................................................................................4
Problem Statement.....................................................................................................................................5
Resource requirements...............................................................................................................................7
Boundary conditions and heat source model......................................................................................8
Research Strategy........................................................................................................................................8
Literature Review......................................................................................................................................12
REFERENCES..............................................................................................................................................16
Introduction.................................................................................................................................................3
Project objectives and Deliverables.............................................................................................................4
Objectives............................................................................................................................................4
Deliverables.........................................................................................................................................4
Problem Statement.....................................................................................................................................5
Resource requirements...............................................................................................................................7
Boundary conditions and heat source model......................................................................................8
Research Strategy........................................................................................................................................8
Literature Review......................................................................................................................................12
REFERENCES..............................................................................................................................................16
Introduction
Additive manufacturing commonly known as AM is one of the means of generating complex-
shaped components of metals which are appealing and conforms to the specific applications. A
metallic feedstock that may be in the form of a wire can be possibly be processed to produce a
greater volume by just an application of model data, computer numerical control(CNC), directed
energy and inert atmosphere. Most of the industries including the aerospace, biomedical among
others have taken a keen interest in the use of additive manufacturing in the production of the
tailored products.
Prior to the use of these components, their quality and integrity must be checked and reliably
confirmed. This can be achieved through the determination of the feedstock process property
performance relationship which is normally inherent to the specific material (Yang et al.2016).
Additive manufacturing commonly known as AM is one of the means of generating complex-
shaped components of metals which are appealing and conforms to the specific applications. A
metallic feedstock that may be in the form of a wire can be possibly be processed to produce a
greater volume by just an application of model data, computer numerical control(CNC), directed
energy and inert atmosphere. Most of the industries including the aerospace, biomedical among
others have taken a keen interest in the use of additive manufacturing in the production of the
tailored products.
Prior to the use of these components, their quality and integrity must be checked and reliably
confirmed. This can be achieved through the determination of the feedstock process property
performance relationship which is normally inherent to the specific material (Yang et al.2016).
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
By so doing, the same efforts can be expedited through variation of techniques. Considering that
most of the microstructure and macrostructure of the metallic parts of AM process are coupled
directly by the use of heat during their manufacture, the relationship of the process property can
be determined through observation and quantification of the part temperature and other heat
release requirements during the process of Additive Manufacturing.
Powder Bed Fusion is one of the most commonly known methods of AM used in the fabrication
of the components of metals through an application of heat energy followed by a pre-deposition
of a layer that is called a bed of powder feedstock. The source of the energy in the process is
normally generated from a focused laser or beam of the electron. In the case of an application of
the laser, the component or the resultant product is called Laser-BPF. The application of the
radiation of laser that is also localized produces a very high flux of heat which is capable of
overcoming the latent heat of fusion of the powder. The product will, therefore be a micro pool
of the molten substance. As the laser moves away from the already molten point, solidification
begins taking place. The process is actually repeated to assist in the formation of multiple solid
tracks. In this particular paper, there is a proposal in the development of a model of a transient
thermal finite element of a selective laser melting for Ti-6Al-4V by the use of ANSYS software.
This particular software has been recommended for the prediction of thermal history and the size
of the melt pool (Tammas et al.2015). There is remapping of the thermal solution to the
structural problem. This has also been done to assist in the prediction of the induced residual
stress of the items. This particular model that has thermo-mechanical properties is capable of
handling a practical domain size with effective efficiency of computational analysis. This is
achieved through the development of remapping and re-mashing techniques that is capable of
adapting with the scanner vector.
most of the microstructure and macrostructure of the metallic parts of AM process are coupled
directly by the use of heat during their manufacture, the relationship of the process property can
be determined through observation and quantification of the part temperature and other heat
release requirements during the process of Additive Manufacturing.
Powder Bed Fusion is one of the most commonly known methods of AM used in the fabrication
of the components of metals through an application of heat energy followed by a pre-deposition
of a layer that is called a bed of powder feedstock. The source of the energy in the process is
normally generated from a focused laser or beam of the electron. In the case of an application of
the laser, the component or the resultant product is called Laser-BPF. The application of the
radiation of laser that is also localized produces a very high flux of heat which is capable of
overcoming the latent heat of fusion of the powder. The product will, therefore be a micro pool
of the molten substance. As the laser moves away from the already molten point, solidification
begins taking place. The process is actually repeated to assist in the formation of multiple solid
tracks. In this particular paper, there is a proposal in the development of a model of a transient
thermal finite element of a selective laser melting for Ti-6Al-4V by the use of ANSYS software.
This particular software has been recommended for the prediction of thermal history and the size
of the melt pool (Tammas et al.2015). There is remapping of the thermal solution to the
structural problem. This has also been done to assist in the prediction of the induced residual
stress of the items. This particular model that has thermo-mechanical properties is capable of
handling a practical domain size with effective efficiency of computational analysis. This is
achieved through the development of remapping and re-mashing techniques that is capable of
adapting with the scanner vector.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Project objectives and Deliverables
Objectives
The main objective of this study is to predict the distribution of the temperature and the induced
residual stresses through consideration of different processes and strategies of the scanning
conditions. The model has, therefore, employed an alloy of Ti-6Al-4V as a perfect example
considering that it is widely used in various applications including aerospace and biomedical. In
such applications, high quality and reliability are needed. Ti-6Al-4V is a material that is
biocompatible and has high resistance to corrosion, high strength to weight ratio and finally high
strength at high temperatures.
Deliverables
In this particular paper, there is the development of a finite element model to simulate the
process of SLM. The objective of such an undertaking is to handle the bigger part of the domain
size with the highest accuracy through consideration of the thermal properties of the thin layer of
the powder. In order to reach a compromise that is between the model accuracy and its
computational efficiency, the project proposes and subsequently utilizes an adaptive re-meshing
along with the scanning vector. Ideally the application of the fine mesh with the scanning vector
to capture high temperature accurately with the high-temperature gradient that has very minimal
re-meshing strategies. The model will, therefore, be able to effectively handle the domain size
that is large. After the problem of the thermal, there is the creation of a new mesh to be used in
the prediction of the induced residual stresses in the analysis of the structure.
Problem Statement
The Selective Laser Melting is considered to be one of the reliable additive manufacturing
processes which fall under the category of powder bed fusion process. The SLM allows for the
Objectives
The main objective of this study is to predict the distribution of the temperature and the induced
residual stresses through consideration of different processes and strategies of the scanning
conditions. The model has, therefore, employed an alloy of Ti-6Al-4V as a perfect example
considering that it is widely used in various applications including aerospace and biomedical. In
such applications, high quality and reliability are needed. Ti-6Al-4V is a material that is
biocompatible and has high resistance to corrosion, high strength to weight ratio and finally high
strength at high temperatures.
Deliverables
In this particular paper, there is the development of a finite element model to simulate the
process of SLM. The objective of such an undertaking is to handle the bigger part of the domain
size with the highest accuracy through consideration of the thermal properties of the thin layer of
the powder. In order to reach a compromise that is between the model accuracy and its
computational efficiency, the project proposes and subsequently utilizes an adaptive re-meshing
along with the scanning vector. Ideally the application of the fine mesh with the scanning vector
to capture high temperature accurately with the high-temperature gradient that has very minimal
re-meshing strategies. The model will, therefore, be able to effectively handle the domain size
that is large. After the problem of the thermal, there is the creation of a new mesh to be used in
the prediction of the induced residual stresses in the analysis of the structure.
Problem Statement
The Selective Laser Melting is considered to be one of the reliable additive manufacturing
processes which fall under the category of powder bed fusion process. The SLM allows for the
production of metallic parts with the complex geometry without the use of special tooling and
other multiple processes which characterizes traditional manufacturing processes. The
components that have been manufactured by the SLM processes normally have proper quality
and variable tastes as opposed to those which have been produced by subtractive methods. In
other words, the reliability control, and the parts quality is more difficult in the case of the use of
SLM that is a consequent of variation in the microstructure, manufacturing defects like porosity
and finally induced residual stress.
The quality of the additively manufacture parts has been studied by many scholars and
researchers. In such research works and investigation, the porosity as a factor has been found to
be responsible for the fatigue strength and resistance to crack propagation. The occurrence of the
porosity is normally as a result of excessive energy density that is responsible for the incomplete
melting of the powder or the excessive energy density which is responsible for the vaporization
of the most constituents of the alloy.
Another important component that has been found to be important is the residual stresses. This
has been found to be under the influence of specific parameters like scanning strategy, building
directions and orientations and finally the temperature of the powder bed. It is however
regrettable that there is still no proper understanding of the effects of the scanning strategy on the
residual stress. In terms of the strength and life of the products, parts microstructure was found to
be influential and it also affected by the scanning strategy as well as the other parameters of
processing.
Despite the fact that the techniques of the post-processing like the heat treatment and hot
isostatic pressing can assist in alleviating some of the problems that have been an
other multiple processes which characterizes traditional manufacturing processes. The
components that have been manufactured by the SLM processes normally have proper quality
and variable tastes as opposed to those which have been produced by subtractive methods. In
other words, the reliability control, and the parts quality is more difficult in the case of the use of
SLM that is a consequent of variation in the microstructure, manufacturing defects like porosity
and finally induced residual stress.
The quality of the additively manufacture parts has been studied by many scholars and
researchers. In such research works and investigation, the porosity as a factor has been found to
be responsible for the fatigue strength and resistance to crack propagation. The occurrence of the
porosity is normally as a result of excessive energy density that is responsible for the incomplete
melting of the powder or the excessive energy density which is responsible for the vaporization
of the most constituents of the alloy.
Another important component that has been found to be important is the residual stresses. This
has been found to be under the influence of specific parameters like scanning strategy, building
directions and orientations and finally the temperature of the powder bed. It is however
regrettable that there is still no proper understanding of the effects of the scanning strategy on the
residual stress. In terms of the strength and life of the products, parts microstructure was found to
be influential and it also affected by the scanning strategy as well as the other parameters of
processing.
Despite the fact that the techniques of the post-processing like the heat treatment and hot
isostatic pressing can assist in alleviating some of the problems that have been an
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
aforementioned, they cannot eliminate them completely especially porosity which is being
reduced by undetectable range. Prediction of the thermal history of the part during SLM will be
very important to understand how the quality of the parts is influenced by the parameters of the
process. The numerical methods that characterize the process of SLM assist in the provision of
useful tools. The research method will, therefore, focus the AM design which can effectively
offset to the specimens of subscale and other components of real life with similar histories of
thermal properties. These tools are capable of identifying the temperature history and
distribution, part distortion and induced thermal stress. It can also help to optimize the
parameters of the processes in achieving proper mechanical characteristics.
Resource requirements
The research will involve the use of a material model of ANSYS software which must be
considered in different material phase changes and transitions. This must be basically reflected in
the powder melting and solidification. There is a definition of two temperature dependent
material model for both the solid materials and powder and their behavior was found to be
similar beyond the temperature for melting. The calculation of the powered thermal conductivity
is to be done based on Razavi et al. 2018) .In such calculation, the powder thermal conductivity
is normally treated to be a function of relative density and thermal conductivity of the solid.
.There should be the calculation of the volumetric heat capacity for both powder and solid from
the temperature-dependent density and temperature –dependence specific heat for Ti-6Al-4. The
properties of the thermal have been illustrated by several scholars alongside the nonlinear
properties. The assumption made is that the thermal and mechanical properties are isotropic. The
possible changes in the properties of the material due to other parameters are duly ignored. For
the case of the single bead model, there was a setting of the initial temperature at 25 degrees.
reduced by undetectable range. Prediction of the thermal history of the part during SLM will be
very important to understand how the quality of the parts is influenced by the parameters of the
process. The numerical methods that characterize the process of SLM assist in the provision of
useful tools. The research method will, therefore, focus the AM design which can effectively
offset to the specimens of subscale and other components of real life with similar histories of
thermal properties. These tools are capable of identifying the temperature history and
distribution, part distortion and induced thermal stress. It can also help to optimize the
parameters of the processes in achieving proper mechanical characteristics.
Resource requirements
The research will involve the use of a material model of ANSYS software which must be
considered in different material phase changes and transitions. This must be basically reflected in
the powder melting and solidification. There is a definition of two temperature dependent
material model for both the solid materials and powder and their behavior was found to be
similar beyond the temperature for melting. The calculation of the powered thermal conductivity
is to be done based on Razavi et al. 2018) .In such calculation, the powder thermal conductivity
is normally treated to be a function of relative density and thermal conductivity of the solid.
.There should be the calculation of the volumetric heat capacity for both powder and solid from
the temperature-dependent density and temperature –dependence specific heat for Ti-6Al-4. The
properties of the thermal have been illustrated by several scholars alongside the nonlinear
properties. The assumption made is that the thermal and mechanical properties are isotropic. The
possible changes in the properties of the material due to other parameters are duly ignored. For
the case of the single bead model, there was a setting of the initial temperature at 25 degrees.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
There has to be an assumption of a preheated powder to a temperature of 400 degrees for the
case of the models with scanning strategies. This basically mean that source of heat is paramount
for this project. In the case of the mechanical problem, there was a set of thermal expansion and
elastic modulus as the very low quantities or values after the temperature of melting. This may
be done so as to ensure that thermal expansion has negligible effect. The model of material
plasticity is actually a temperature dependent multilinear isotropic hardening from most of the
experimental data.
Boundary conditions and heat source model
The input of laser heat flux is represented by a heat source of Gaussian. The study took into the
assumption that only elements that are exposed to the surface will be influenced by the laser
beam. The calculation of the heat flux at any node I with coordinates X1 and Y1 was done as a
function of time.
Research Strategy
The research of the project is set to begin with the definition of various experiments. Every
experiment will be defined with the utility to the overall objectives properly utilized. The
important measurements of the experimental in situ distortion together with the temperature
measurements that are carried out during Laser Powder Bed Fusion Additive Manufacturing
process will be considered key elements. The research employs an implementation of novel
measurements and techniques which allows for the in situ distortion. This will also allow for the
measurement of the temperature during the process of in-built analysis.
The design of the measurement equipment will be done in a manner which allows for taking of
measurements while the powder bed system operations put in a configuration of default nature.
The in situ measurement will be completed while comparing temperature for the experimental
case of the models with scanning strategies. This basically mean that source of heat is paramount
for this project. In the case of the mechanical problem, there was a set of thermal expansion and
elastic modulus as the very low quantities or values after the temperature of melting. This may
be done so as to ensure that thermal expansion has negligible effect. The model of material
plasticity is actually a temperature dependent multilinear isotropic hardening from most of the
experimental data.
Boundary conditions and heat source model
The input of laser heat flux is represented by a heat source of Gaussian. The study took into the
assumption that only elements that are exposed to the surface will be influenced by the laser
beam. The calculation of the heat flux at any node I with coordinates X1 and Y1 was done as a
function of time.
Research Strategy
The research of the project is set to begin with the definition of various experiments. Every
experiment will be defined with the utility to the overall objectives properly utilized. The
important measurements of the experimental in situ distortion together with the temperature
measurements that are carried out during Laser Powder Bed Fusion Additive Manufacturing
process will be considered key elements. The research employs an implementation of novel
measurements and techniques which allows for the in situ distortion. This will also allow for the
measurement of the temperature during the process of in-built analysis.
The design of the measurement equipment will be done in a manner which allows for taking of
measurements while the powder bed system operations put in a configuration of default nature.
The in situ measurement will be completed while comparing temperature for the experimental
build up and distortion. This will allow for the comparison of the use of the scan and rotating
pattern. The measurements that will be made as part of the study will eventually demonstrate the
increased distortion that will be a consequent of the application of the constant scan pattern. It is
expected that such in situ measurement obtained should reflect what had been previously
measured or used in the distortion evolution in the entire process. The non-constant distortion
accumulation through the process of building will assist in the identification of the problem with
the present modeling techniques of LPBF.
The next stage will include the analysis of the in situ measurements of the temperature for the
Laser Powder Bed Fusion Manufacturing process and its distortion effects. It is to be
characterized by the measurements of at least five cases of experiments using the previously
constructed systems of measurements for the advanced analysis within the process of LPBF.
The research will involve making the comparison that utilizes the in situ measurements of the
temperature of distortion in the process of building. The comparison is to be made while using in
situ measurements for Inconel ® 718 and Ti-6Al-4V with two varying geometries. It will be very
interesting to have a comparison between the experimental constructions that have been
produced through the machine component, EOS M280 machine, and the Reni Shaw AM250. The
in situ results of temperature and distortion components are built the common machines of LPBF
which assist in the identification of the weaknesses and strength of every machine.
The complexity of the implementation of mitigation techniques within distortion and evolution
will be properly illustrated with the result. The study will, therefore, focus on making
measurements which can validate future models of FE thereby providing a comparison for
variable build material and machine of the powder bed. In the evaluation of the experimental
pattern. The measurements that will be made as part of the study will eventually demonstrate the
increased distortion that will be a consequent of the application of the constant scan pattern. It is
expected that such in situ measurement obtained should reflect what had been previously
measured or used in the distortion evolution in the entire process. The non-constant distortion
accumulation through the process of building will assist in the identification of the problem with
the present modeling techniques of LPBF.
The next stage will include the analysis of the in situ measurements of the temperature for the
Laser Powder Bed Fusion Manufacturing process and its distortion effects. It is to be
characterized by the measurements of at least five cases of experiments using the previously
constructed systems of measurements for the advanced analysis within the process of LPBF.
The research will involve making the comparison that utilizes the in situ measurements of the
temperature of distortion in the process of building. The comparison is to be made while using in
situ measurements for Inconel ® 718 and Ti-6Al-4V with two varying geometries. It will be very
interesting to have a comparison between the experimental constructions that have been
produced through the machine component, EOS M280 machine, and the Reni Shaw AM250. The
in situ results of temperature and distortion components are built the common machines of LPBF
which assist in the identification of the weaknesses and strength of every machine.
The complexity of the implementation of mitigation techniques within distortion and evolution
will be properly illustrated with the result. The study will, therefore, focus on making
measurements which can validate future models of FE thereby providing a comparison for
variable build material and machine of the powder bed. In the evaluation of the experimental
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
validation of Finite Element Modeling for the Laser Powder Bed Fusion Deformation, there will
be the utilization of two experimental models. One of the experiments utilizes a constant scan
pattern while the other one uses a rotating scan pattern. Both the two approaches employ the use
of cylindrical geometry and their design and construction are meant to provide measurements of
post-build distortion. The comparison of the two cases will, therefore, include the use of the post-
build measurements of the parts(Razavi et al 2018).
It is important to note that the control of the design will only be possible upon an understanding
of the parts of AM for the construction of the higher quality parts. It only by the establishment of
the process –property correlation that will allow for the reduction of the number of experiments
of trial and error as needed in the learning of the optimal process
It expected that there will be a major challenge in the simulation of the process of AM and in the
development of the efficient model that will be capable of producing knowledge and information
at the overall scale of the desired part and the other processes that will be used in the making of
informed decisions(Romano, Ladani and Sadowski 2015). The quantities of interest that the
research should focus on will include the residual stress that will be capable of creating initial
conditions considered to be detrimental to service life concerns like fatigue and failure.
Distortion which is capable of halting the operation of the machine or lead to the placement of
the component into the undesired geometric envelope; the local and crucial characteristics that
are expected in the process. This will include a search of the point indicators of the possible
deviation point from the nominal characteristics as illustrated by various researchers. The general
be the utilization of two experimental models. One of the experiments utilizes a constant scan
pattern while the other one uses a rotating scan pattern. Both the two approaches employ the use
of cylindrical geometry and their design and construction are meant to provide measurements of
post-build distortion. The comparison of the two cases will, therefore, include the use of the post-
build measurements of the parts(Razavi et al 2018).
It is important to note that the control of the design will only be possible upon an understanding
of the parts of AM for the construction of the higher quality parts. It only by the establishment of
the process –property correlation that will allow for the reduction of the number of experiments
of trial and error as needed in the learning of the optimal process
It expected that there will be a major challenge in the simulation of the process of AM and in the
development of the efficient model that will be capable of producing knowledge and information
at the overall scale of the desired part and the other processes that will be used in the making of
informed decisions(Romano, Ladani and Sadowski 2015). The quantities of interest that the
research should focus on will include the residual stress that will be capable of creating initial
conditions considered to be detrimental to service life concerns like fatigue and failure.
Distortion which is capable of halting the operation of the machine or lead to the placement of
the component into the undesired geometric envelope; the local and crucial characteristics that
are expected in the process. This will include a search of the point indicators of the possible
deviation point from the nominal characteristics as illustrated by various researchers. The general
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
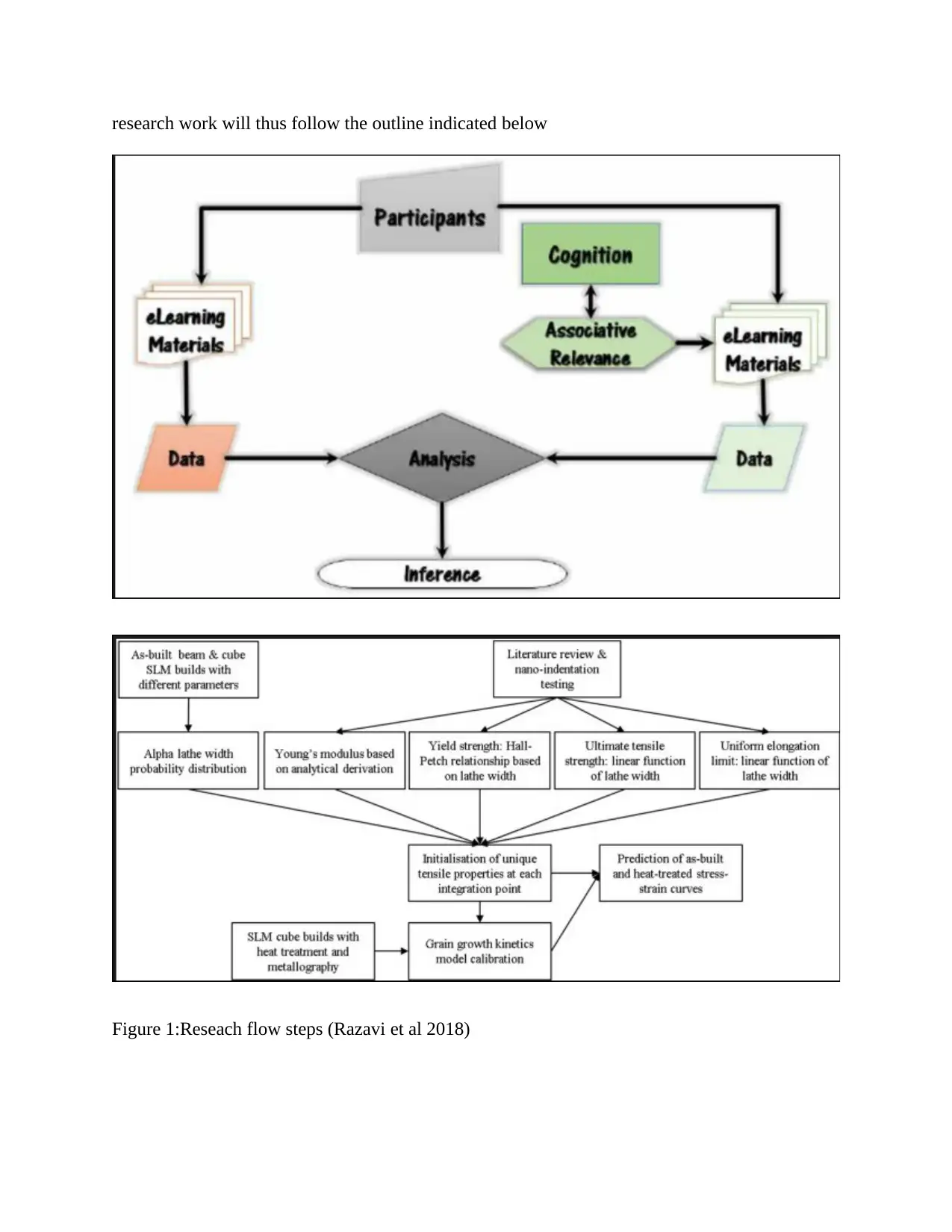
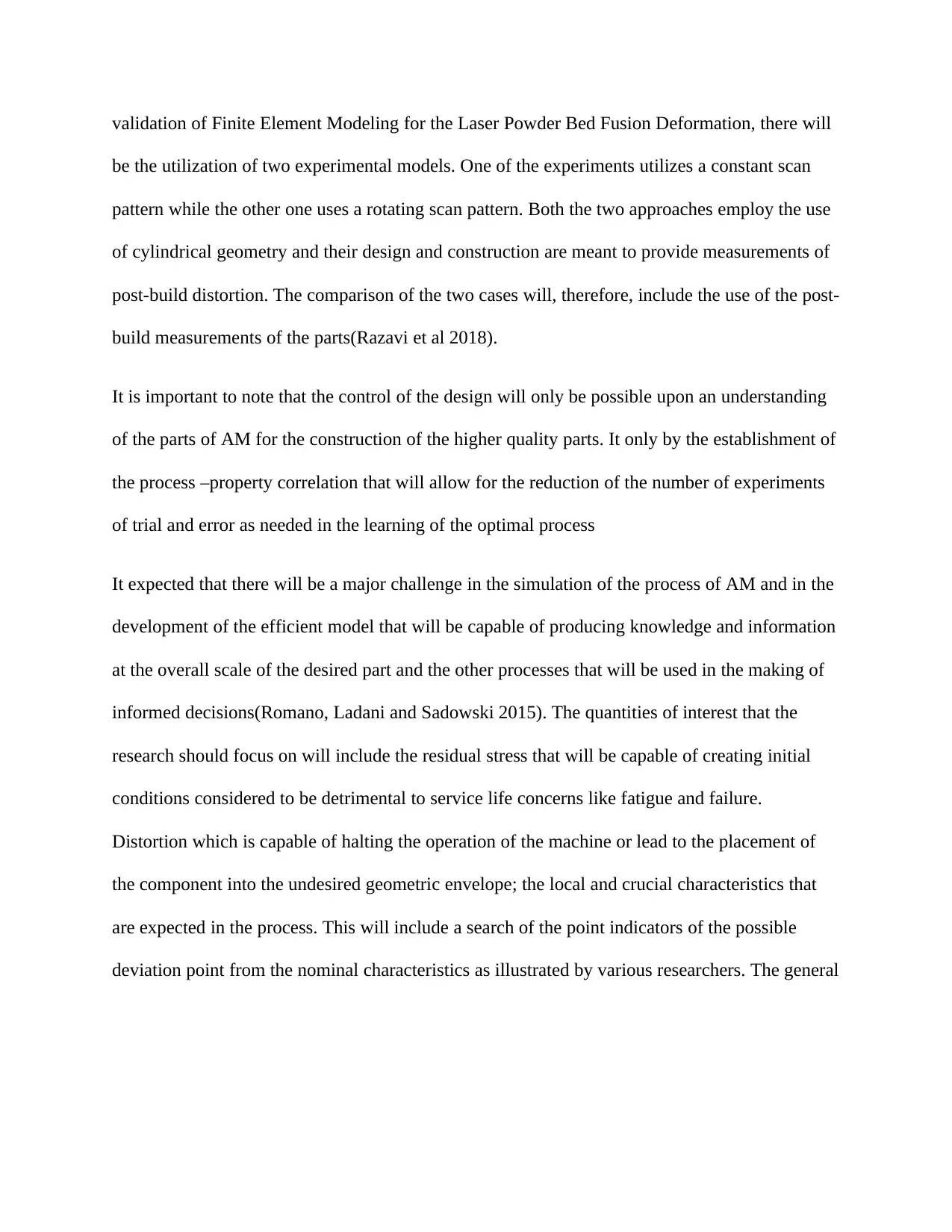
research work will thus follow the outline indicated below
Figure 1:Reseach flow steps (Razavi et al 2018)
Figure 1:Reseach flow steps (Razavi et al 2018)
Literature Review
Ti-6Al-4V is an important ally in engineering applications as a result of the perfect
characteristics. The applications of this alloy in the field of medicine, aerospace and marine
environment exploits these properties of being resistant to erosion, high strength to weight ratio
and biocompatibility(Francois et al 2017). During the process of the powder bed, fusion additive
manufacturing the building of the parts is achieved by layer-layer restoring the layer across the
powder of the alloy. This is then followed by melting of the components and other processes of
solidification. The occurrence of the solidification is very rapid especially at the trailing edge of
the molten pool. The result is basically columnar state of microstructure which finally defines the
properties of Ti-6Al-4V(Fu and Guo 2014).
The conditions of the solidification including the velocity fields and the gradient of the
temperature in the molten pool are usually estimated by the use of the finite element analysis.
The simulation of FEA can be used for the prediction of the strain fields and stress application
areas within the solidified melt pool(Ding et al.2015). These two elements are normally
correlated with the scale of length in the phase of the microstructure. Microscopic structure
analysis of the stress of any work piece can be entirely done through prediction of the residual
stress distribution. The analysis will always include the distortions in the process and after the
deposition of the laser. During the period of the cooling as well as solidification, the strains of
the plastics are associated with the parts with varying temperatures and concentration of the
forces of clamping(Panis et al.2017).
Ti-6Al-4V contains α-β alloy. In this kind of arrangement, α allows for the creation of the
stability through imparting solution of solid strengthening and the stabilization of V is by β that
is responsible for the improved fatigue and ductility properties(Masoomi, Thompson, and
Ti-6Al-4V is an important ally in engineering applications as a result of the perfect
characteristics. The applications of this alloy in the field of medicine, aerospace and marine
environment exploits these properties of being resistant to erosion, high strength to weight ratio
and biocompatibility(Francois et al 2017). During the process of the powder bed, fusion additive
manufacturing the building of the parts is achieved by layer-layer restoring the layer across the
powder of the alloy. This is then followed by melting of the components and other processes of
solidification. The occurrence of the solidification is very rapid especially at the trailing edge of
the molten pool. The result is basically columnar state of microstructure which finally defines the
properties of Ti-6Al-4V(Fu and Guo 2014).
The conditions of the solidification including the velocity fields and the gradient of the
temperature in the molten pool are usually estimated by the use of the finite element analysis.
The simulation of FEA can be used for the prediction of the strain fields and stress application
areas within the solidified melt pool(Ding et al.2015). These two elements are normally
correlated with the scale of length in the phase of the microstructure. Microscopic structure
analysis of the stress of any work piece can be entirely done through prediction of the residual
stress distribution. The analysis will always include the distortions in the process and after the
deposition of the laser. During the period of the cooling as well as solidification, the strains of
the plastics are associated with the parts with varying temperatures and concentration of the
forces of clamping(Panis et al.2017).
Ti-6Al-4V contains α-β alloy. In this kind of arrangement, α allows for the creation of the
stability through imparting solution of solid strengthening and the stabilization of V is by β that
is responsible for the improved fatigue and ductility properties(Masoomi, Thompson, and
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 18
Related Documents





Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.