Hot Drip Galvanizing Ltd: Problem Analysis and Improvement Report
VerifiedAdded on 2021/04/21
|21
|4414
|30
Report
AI Summary
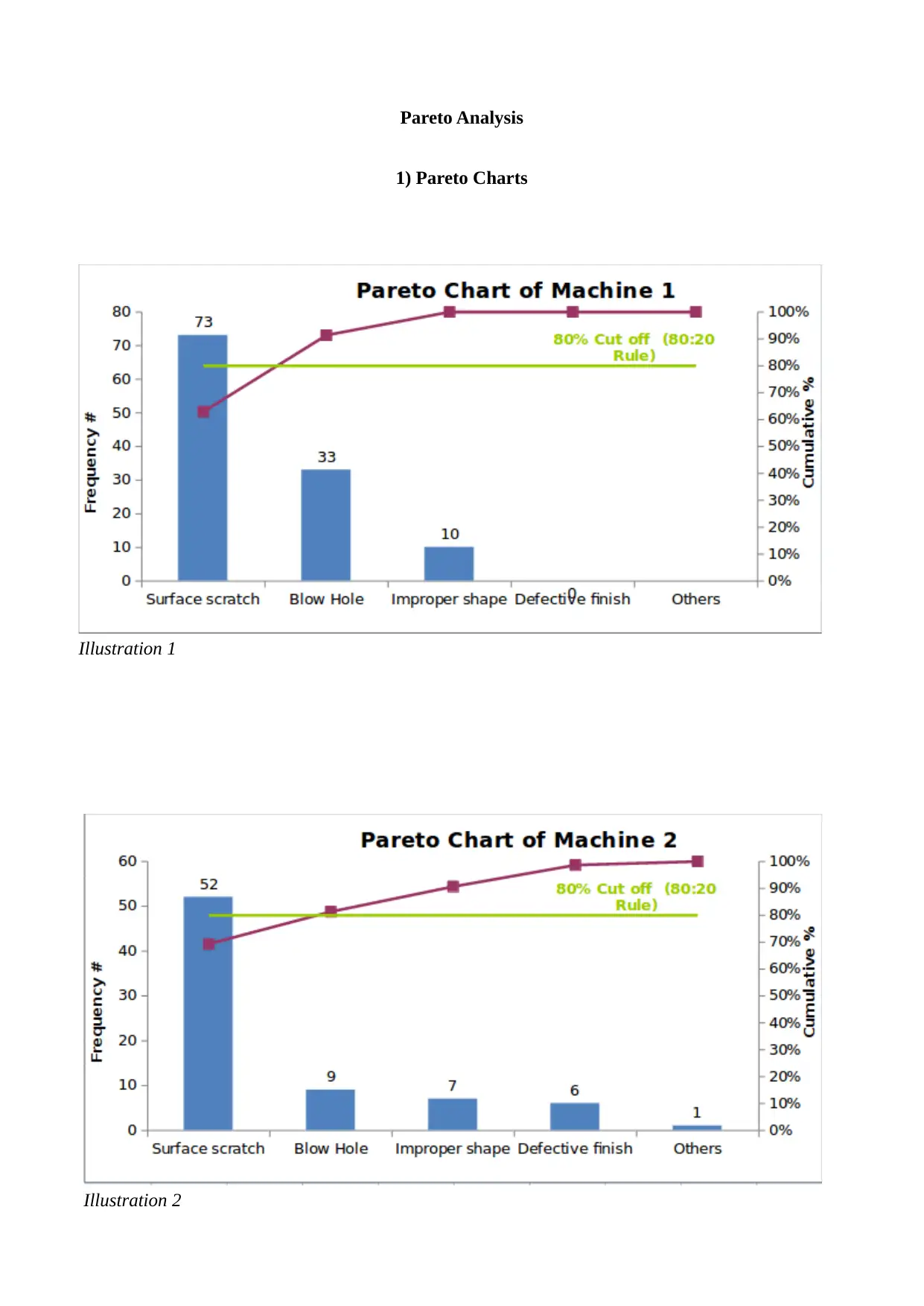
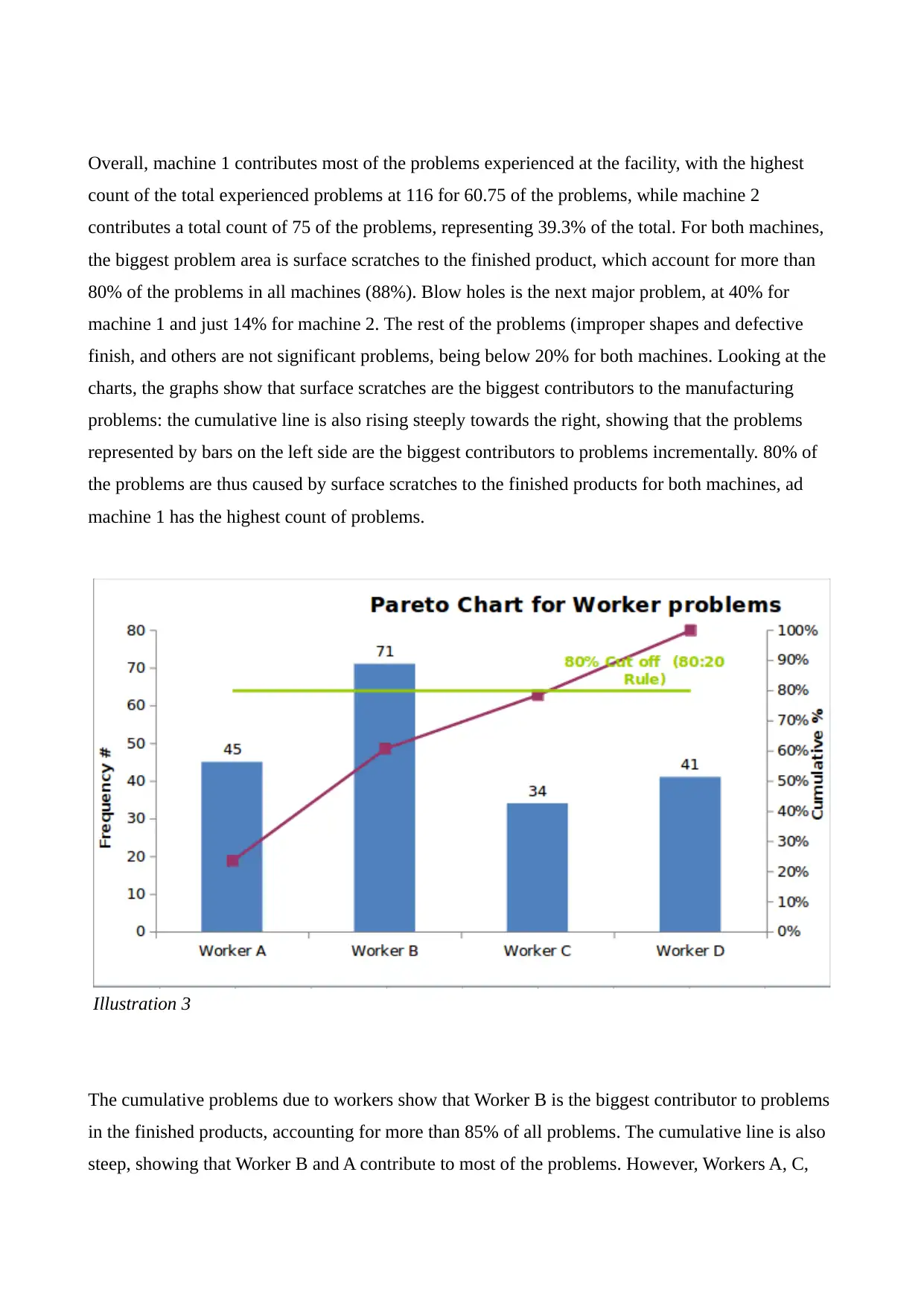
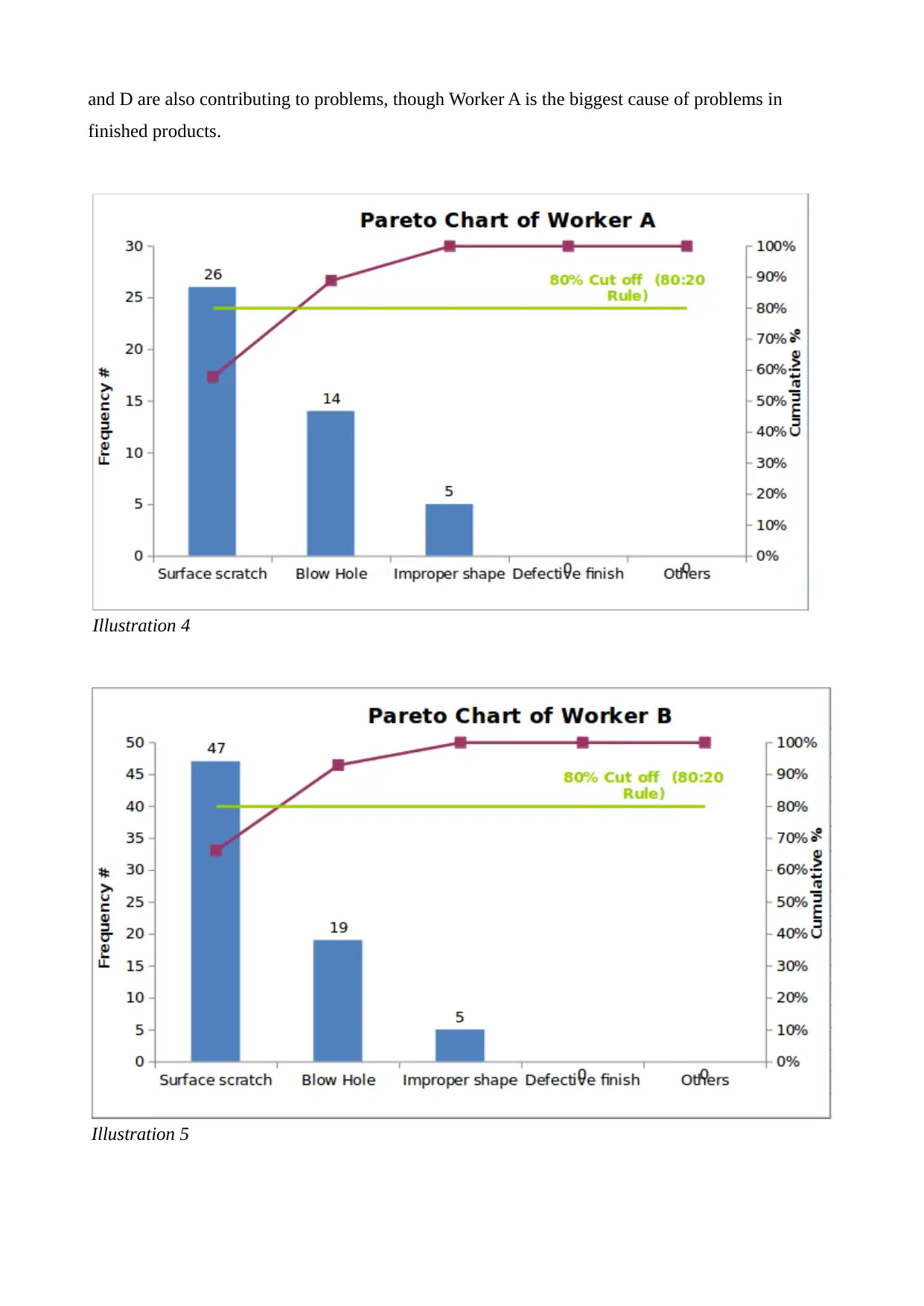
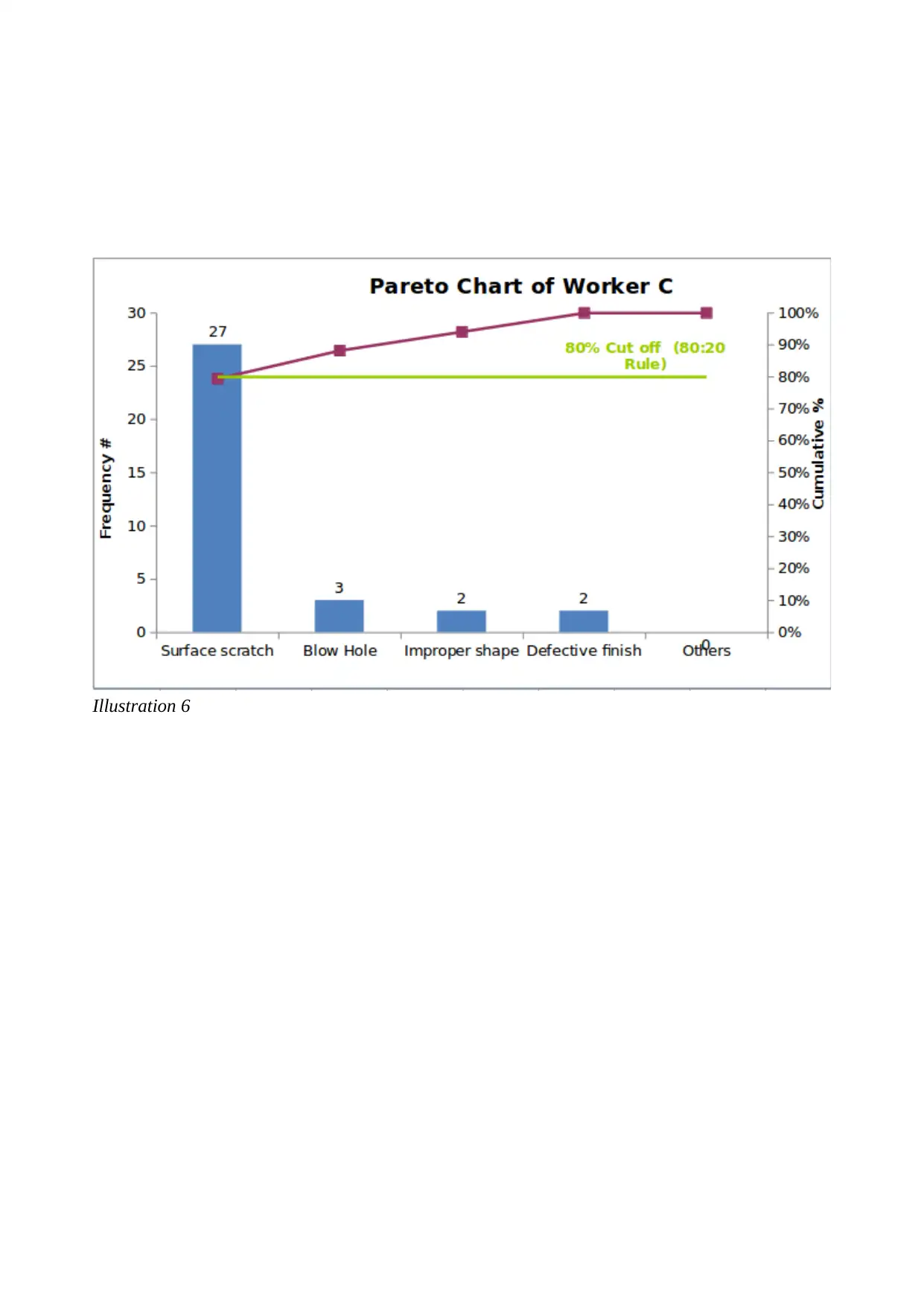
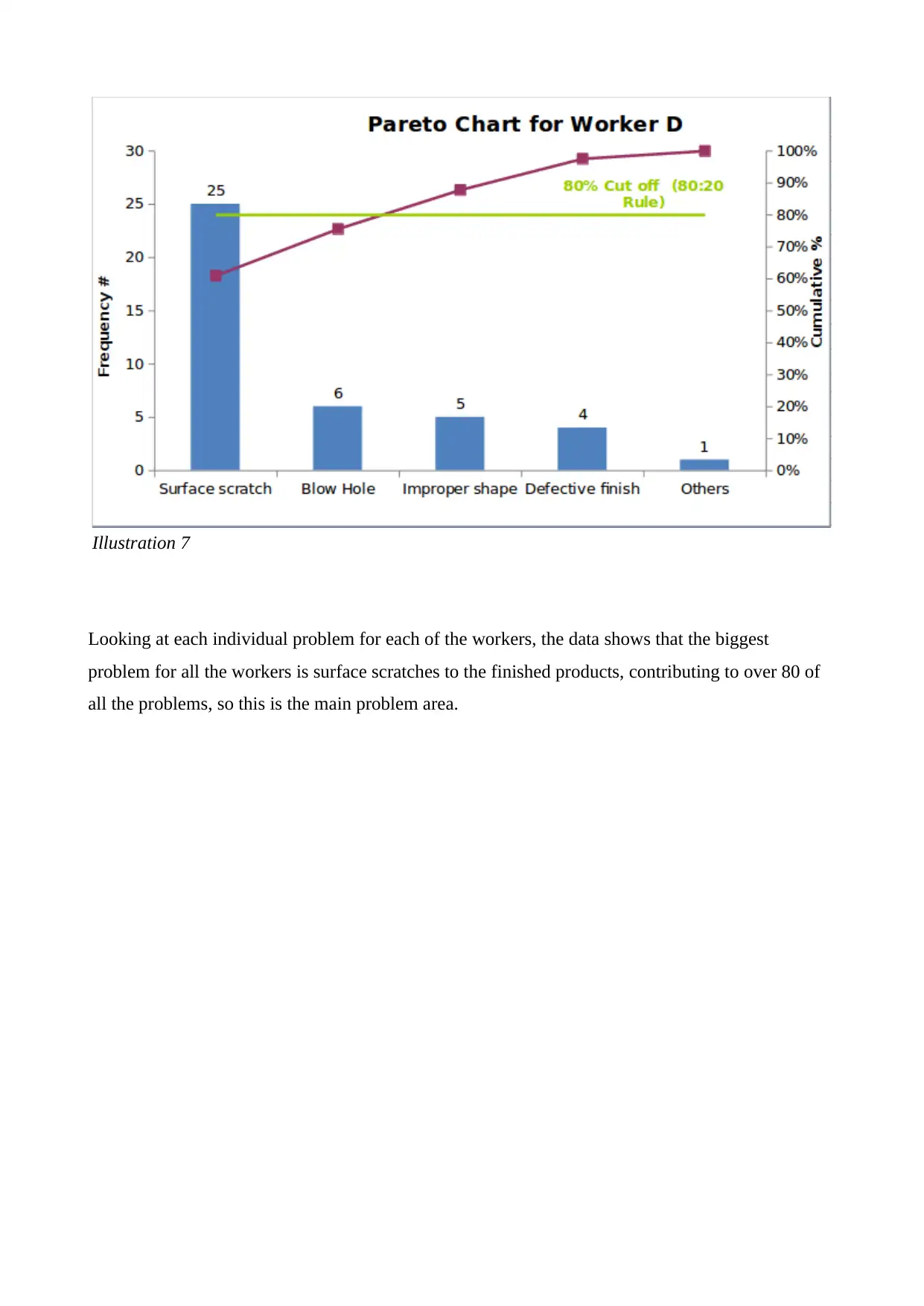
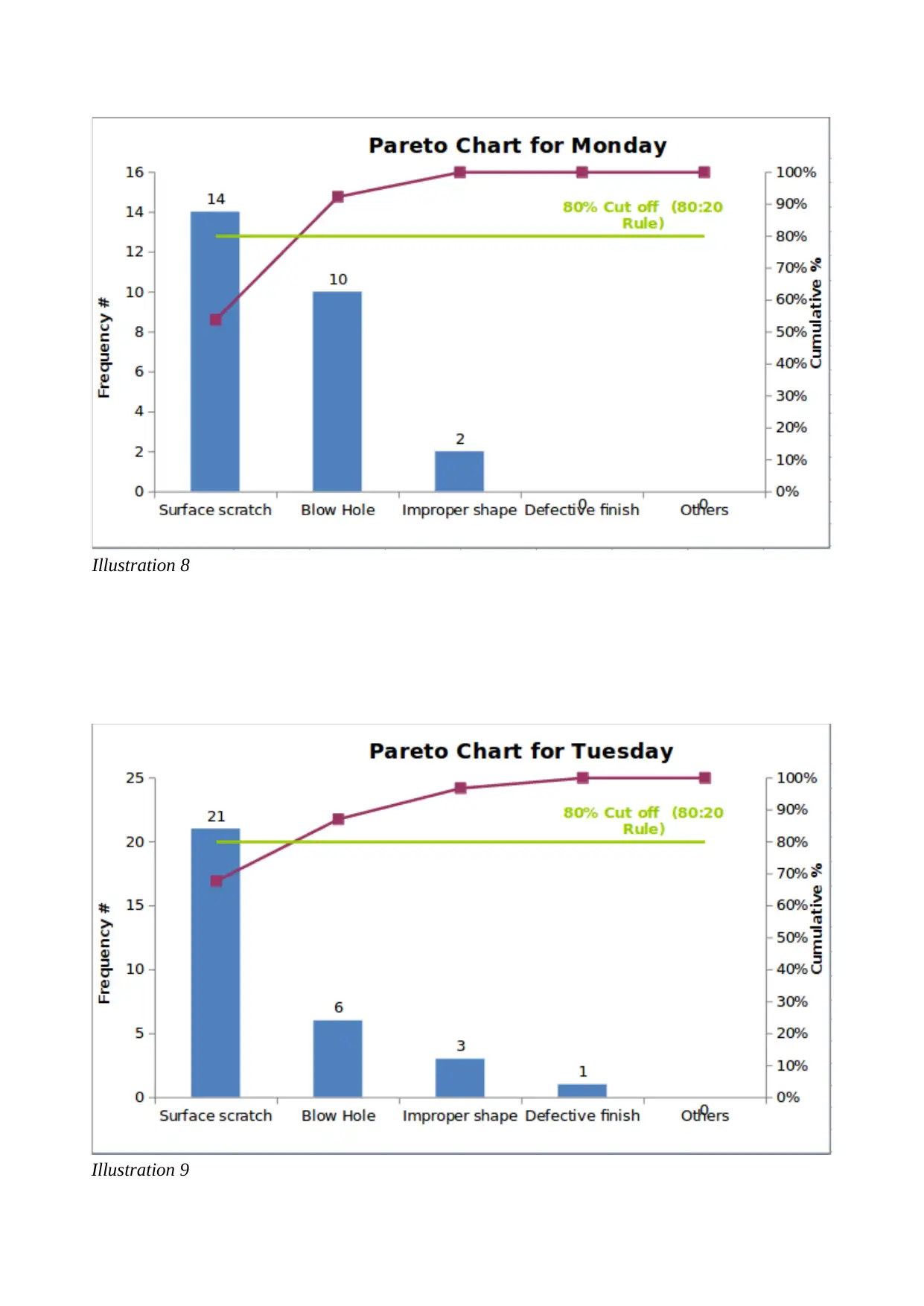
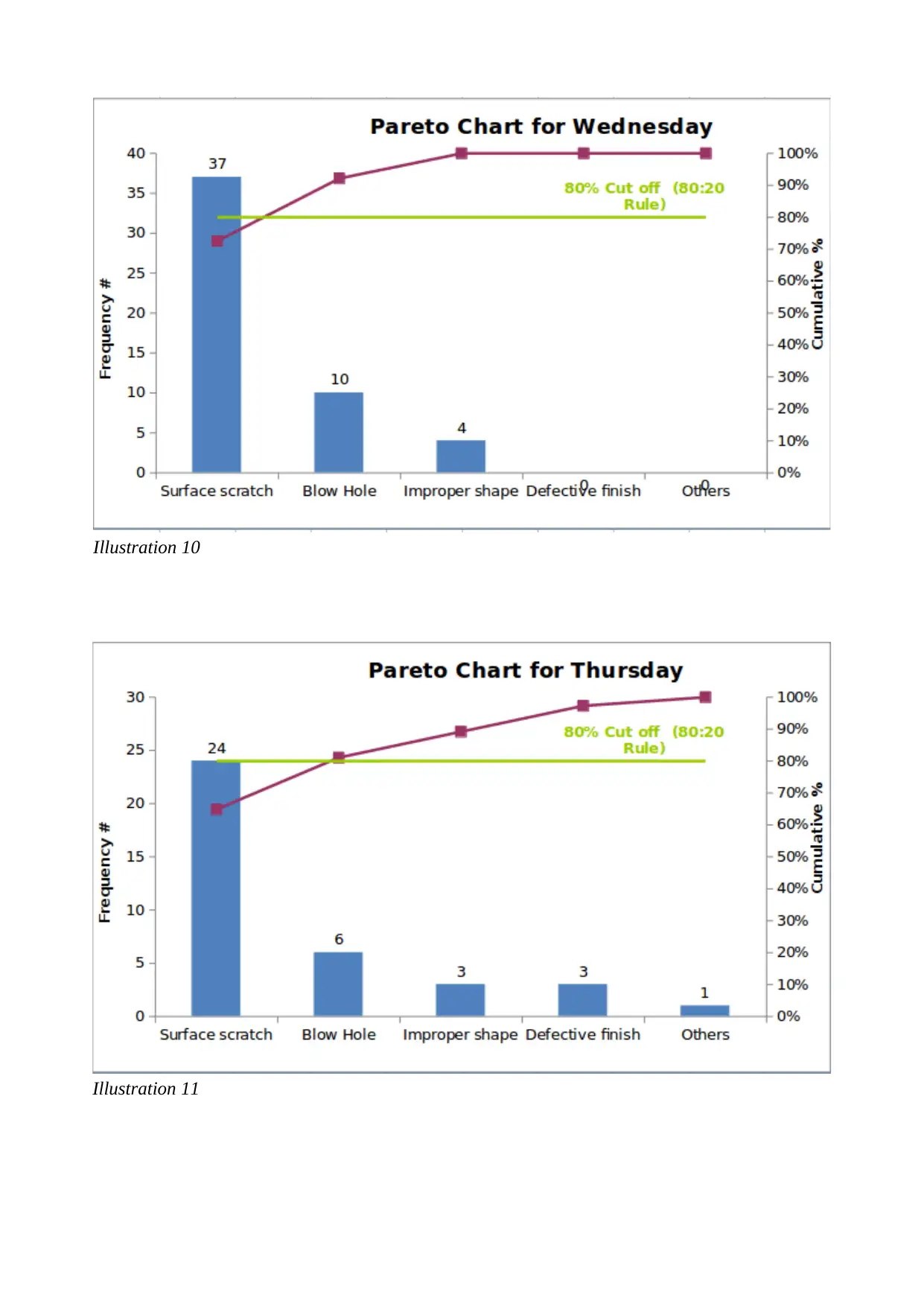
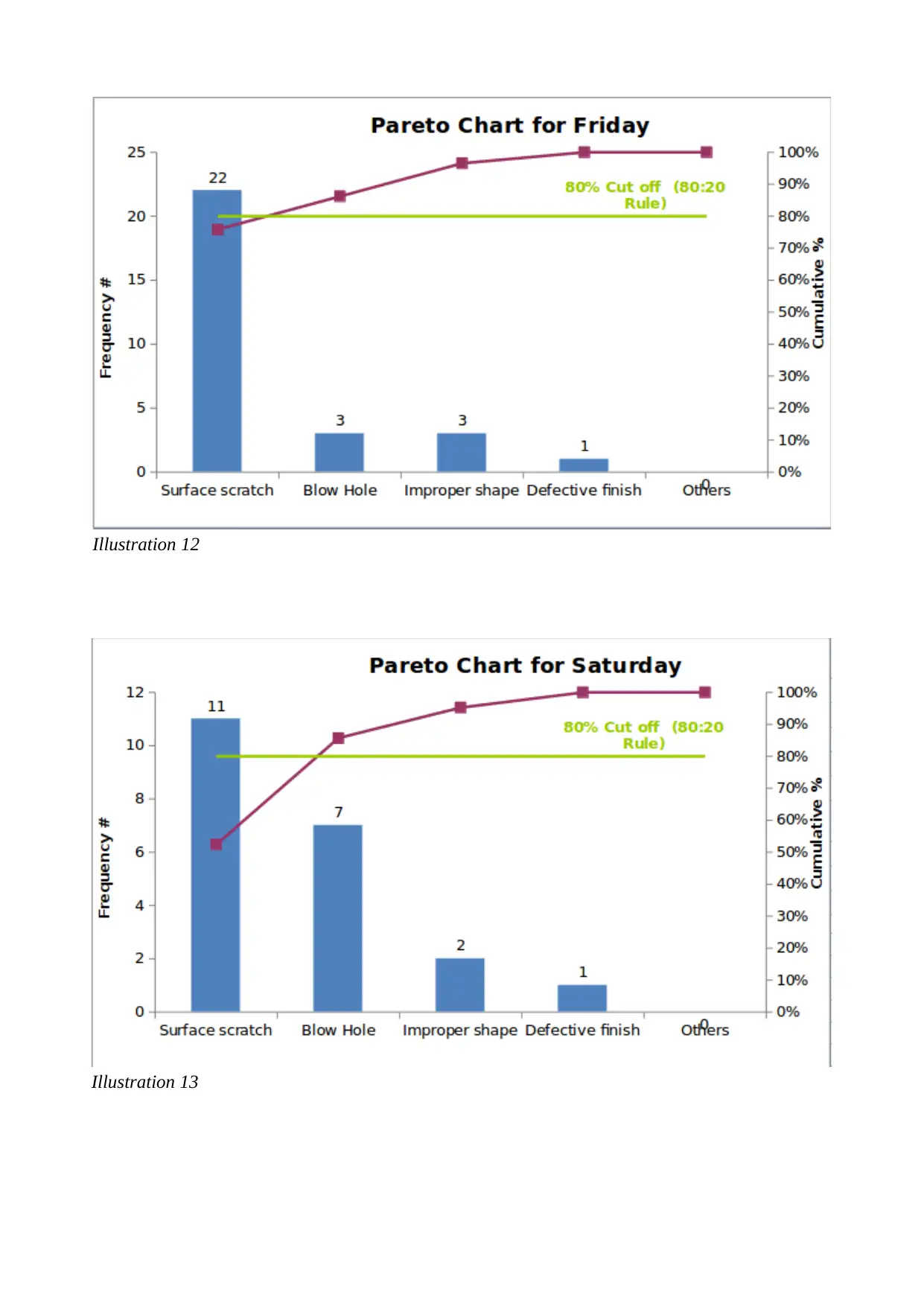
This report provides a comprehensive analysis of manufacturing problems at Hot Drip Galvanizing Ltd, focusing on data-driven insights and practical recommendations. The study uses Pareto analysis to identify the primary issue: surface scratches on finished products, which is found to be the main problem across all classifications, including machines, workers, and time periods. The report recommends focusing efforts on eliminating these scratches, suggesting the use of cause and effect diagrams and check sheets to pinpoint root causes. Furthermore, the report advocates for worker training, especially for worker B, and process improvements to reduce variability and enhance product handling. It also suggests the Six Sigma DMAIC approach to define, measure, analyze, improve, and control the manufacturing process, thereby enhancing quality control and customer satisfaction. The analysis emphasizes the importance of machine maintenance and setting up the machines correctly, especially in the morning to minimize defects. Overall, the report aims to provide actionable strategies for Hot Drip Galvanizing Ltd to improve its manufacturing processes and product quality.
1 out of 21

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.