Surface Engineering Techniques for Enhanced Hot Forging Die Lifespan
VerifiedAdded on 2023/01/20
|9
|1994
|77
Report
AI Summary
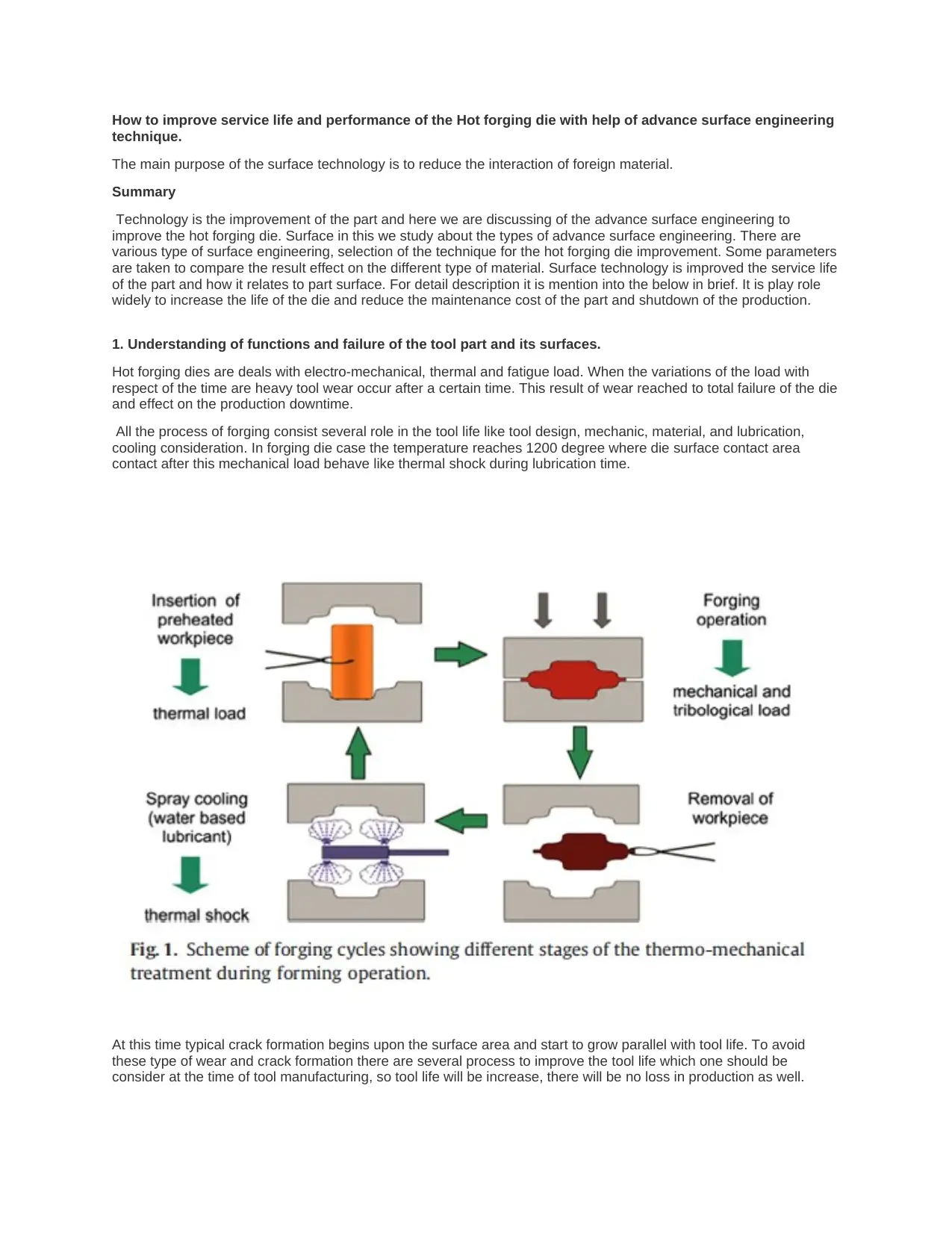
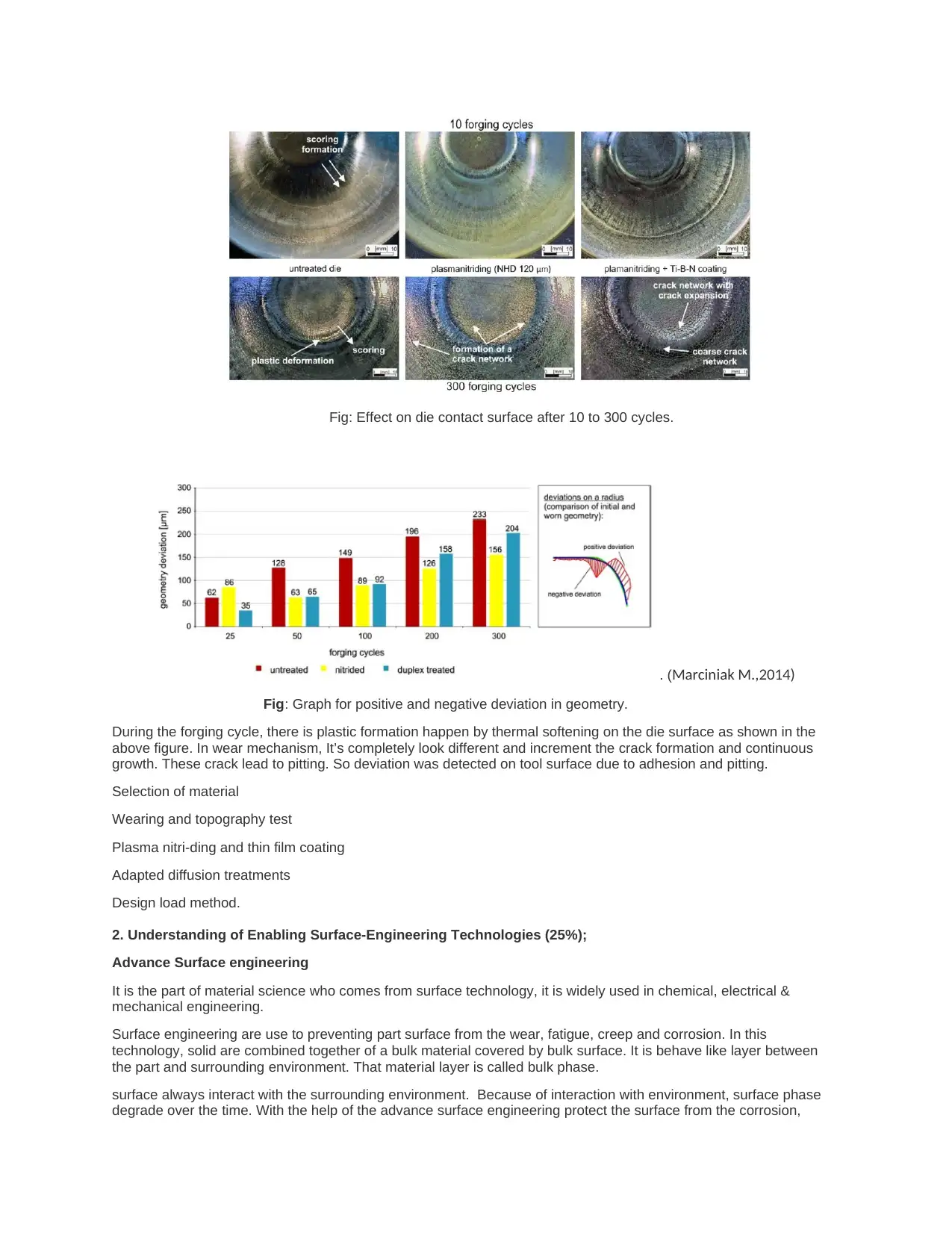
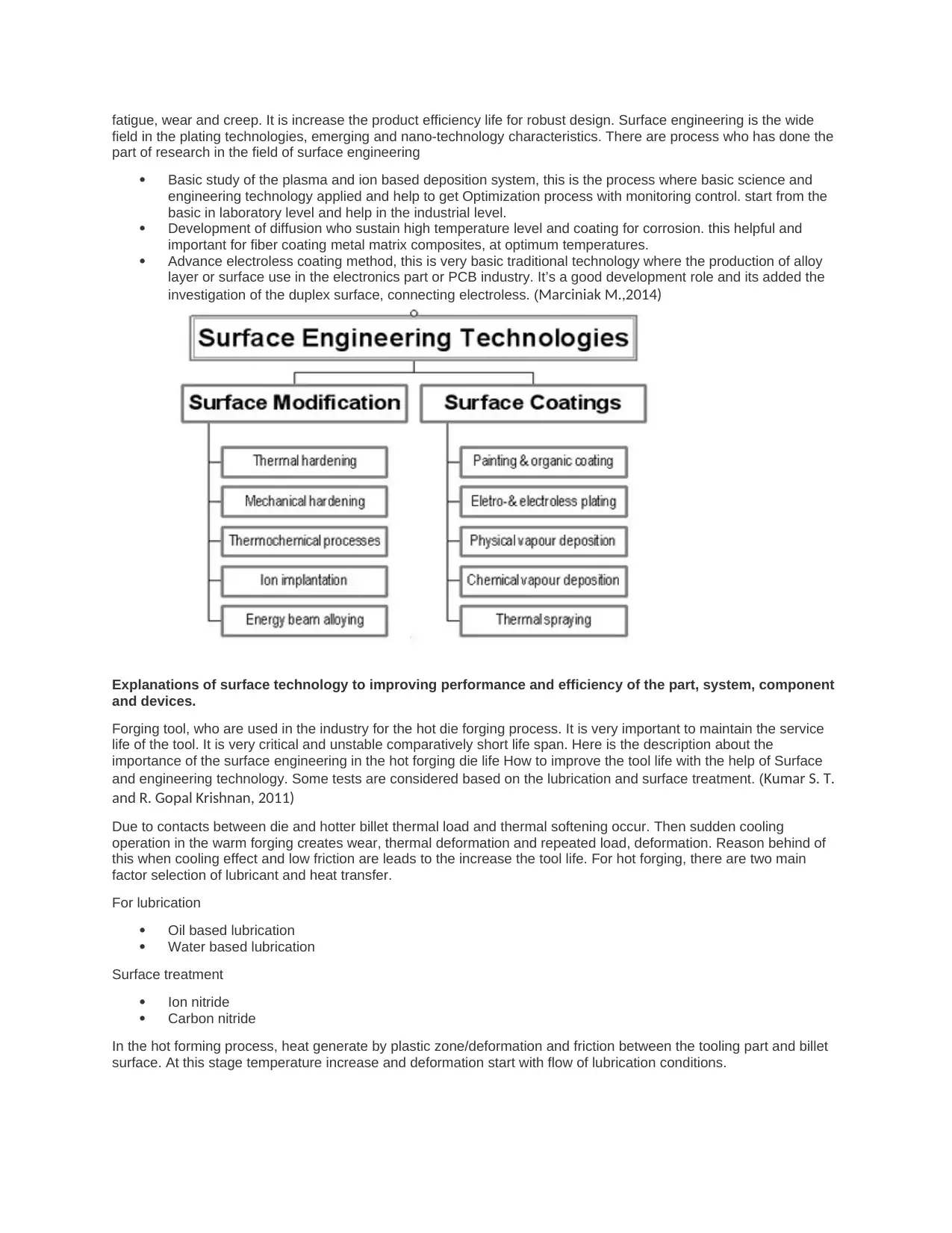
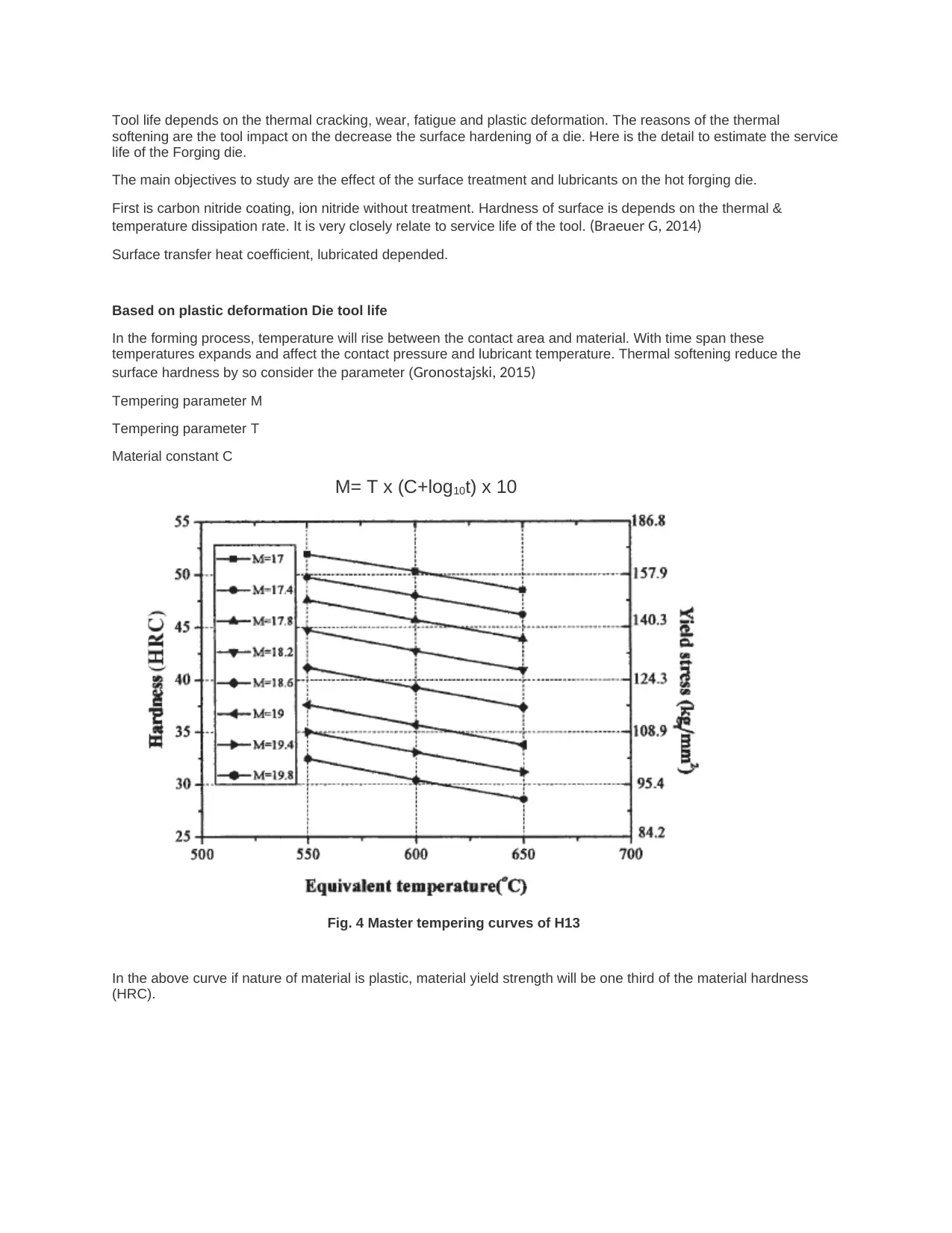
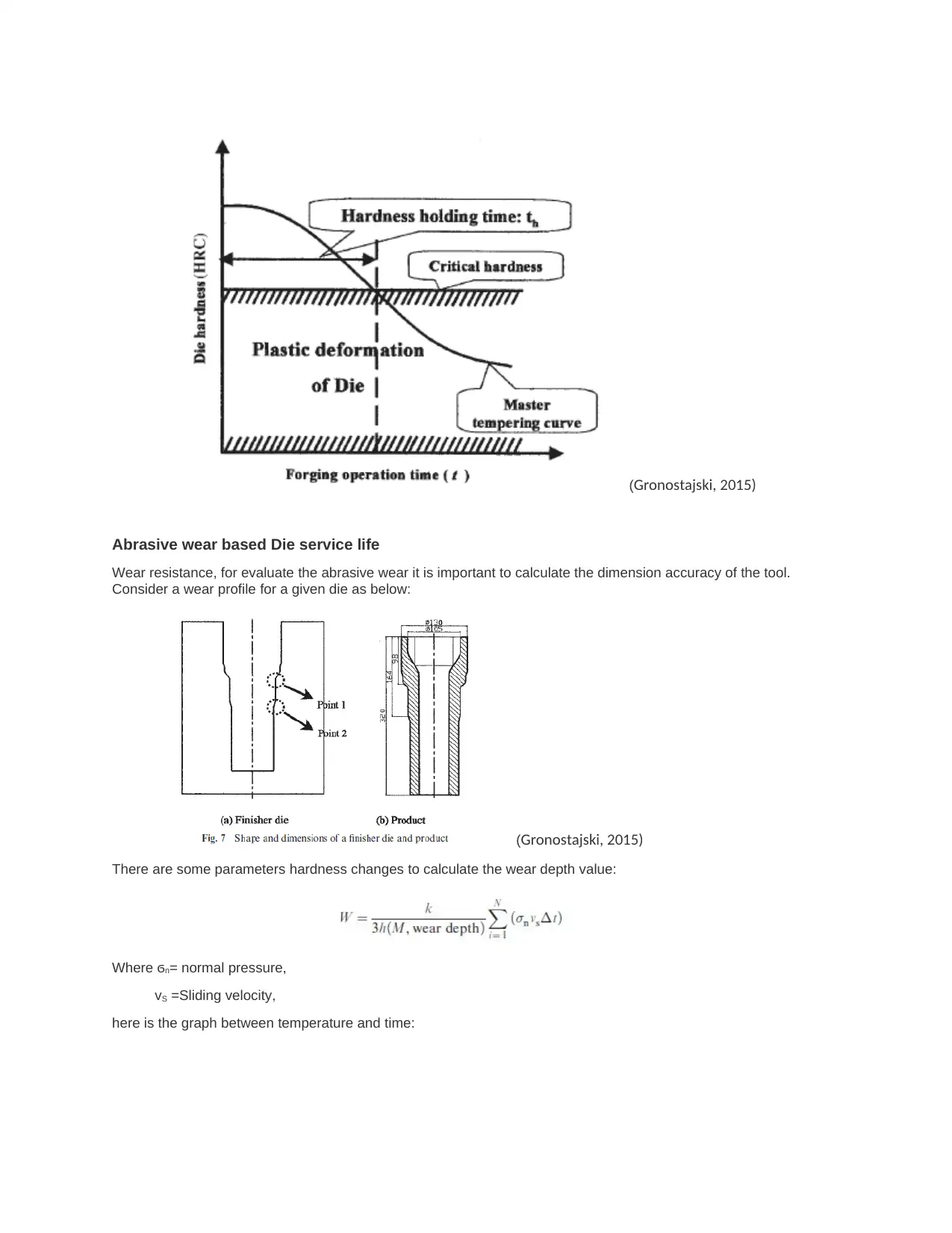
This report investigates the application of advanced surface engineering techniques to improve the service life and performance of hot forging dies. It begins by outlining the functions and common failure mechanisms of hot forging dies, including electro-mechanical, thermal, and fatigue loads. The report then discusses enabling surface engineering technologies such as plasma and ion-based deposition systems, diffusion treatments, and electroless coating methods. It emphasizes the importance of lubricant selection and surface treatment methods like ion nitriding and carbon nitriding in mitigating wear, thermal deformation, and fatigue. The study considers factors such as thermal softening, abrasive wear, and material properties, presenting data from FE analysis and tempering curves. The conclusion highlights that surface treatment, combined with appropriate lubricants and heat management, can significantly increase the service life and dimensional accuracy of forging tools, potentially increasing the life of the hot forging die by approximately 15-20%.

1 out of 9



Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.