Energy Management and Efficiency in Biscuit Manufacturing Industry
VerifiedAdded on 2023/04/22
|21
|3192
|430
Report
AI Summary
This report delves into energy efficiency within the food and beverage sector, specifically focusing on biscuit manufacturing. It identifies and analyzes the five most significant energy-using processes in biscuit production: pre-mixing and mixing, forming, baking, cooling, and packaging. A Sankey diagram illustrates energy flows, conversions, and losses throughout the manufacturing process, highlighting areas of inefficiency. Furthermore, the report explores the application of renewable energy technologies, such as biomass-fired ovens, and cost reduction methods to enhance sustainability and economic viability in the biscuit manufacturing industry, emphasizing the importance of energy management for environmental and financial benefits.

Running Head: INDUSTRIAL ENERGY MANAGEMENT
Topic- Industrial Energy Management
Student name
University name
Author notes
Topic- Industrial Energy Management
Student name
University name
Author notes
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
2INDUSTRIAL ENERGY MANAGEMENT
EXECUTIVE SUMMARY
The report is based on energy efficiency in food and beverage manufacturing industries. For the
report one particular product is to be chosen and here biscuit manufacturing is chosen. All energy
efficient processes involved are analyzed vividly to have a glimpse of the energy efficiency
involved in biscuit production. Added to that a Sankey diagram of food manufacturing with
special emphasis on biscuits is discussed that includes the use of energy in process conversion
and energy losses. All schematic diagram support of discussion is provided in the appendix and
elaborated in the report. And lastly the various renewable energy sources used in biscuit
manufacturing along with their cost effectiveness are highlighted in the report as well. Simple
and cohesive language is used to connect all sections of the report and thus a comprehensive
write up is developed which is well reflected in the report.
EXECUTIVE SUMMARY
The report is based on energy efficiency in food and beverage manufacturing industries. For the
report one particular product is to be chosen and here biscuit manufacturing is chosen. All energy
efficient processes involved are analyzed vividly to have a glimpse of the energy efficiency
involved in biscuit production. Added to that a Sankey diagram of food manufacturing with
special emphasis on biscuits is discussed that includes the use of energy in process conversion
and energy losses. All schematic diagram support of discussion is provided in the appendix and
elaborated in the report. And lastly the various renewable energy sources used in biscuit
manufacturing along with their cost effectiveness are highlighted in the report as well. Simple
and cohesive language is used to connect all sections of the report and thus a comprehensive
write up is developed which is well reflected in the report.
3INDUSTRIAL ENERGY MANAGEMENT
TABLE OF CONTENTS
INTRODUCTION...........................................................................................................................4
DISCUSSION..................................................................................................................................5
IDENTIFICATION OF FIVE MOST SIGNIFICANT ENERGY USING PROCESSES IN
THE MANUFACTURE OF BISCUITS......................................................................................5
SANKEY DIAGRAM WITH ENERGY FLOWS, CONVERSION AND LOSSES.................8
RENEWABLE ENERGY TECHNOLOGIES AND COST REDUCTION METHODS...........9
CONCLUSION..............................................................................................................................12
REFERENCES..............................................................................................................................13
APPENDICES...............................................................................................................................15
TABLE OF CONTENTS
INTRODUCTION...........................................................................................................................4
DISCUSSION..................................................................................................................................5
IDENTIFICATION OF FIVE MOST SIGNIFICANT ENERGY USING PROCESSES IN
THE MANUFACTURE OF BISCUITS......................................................................................5
SANKEY DIAGRAM WITH ENERGY FLOWS, CONVERSION AND LOSSES.................8
RENEWABLE ENERGY TECHNOLOGIES AND COST REDUCTION METHODS...........9
CONCLUSION..............................................................................................................................12
REFERENCES..............................................................................................................................13
APPENDICES...............................................................................................................................15
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
4INDUSTRIAL ENERGY MANAGEMENT
INTRODUCTION
Energy efficiency is one of the major goals of every food and drink sector. In this manufacturing
domain a lot of energy efficient processes are involved like energy for heating, cooling, cooking,
mixing, baking, cleaning and refrigeration. A specialized process of pasteurization is also used at
times to increase the long-term impacts of the product manufacturing process. Not only the
manufacturing process is optimized by the use of such energy efficient processes but a
comfortable work environment is provided to the staffs associated with the processes (Singh,
Gupta and Sharma 2014).
For this report the product Biscuits is chosen and Hill Biscuit Limited of UK is chosen as the
manufacturing unit. Hill Biscuit Ltd is one of the pioneers of Biscuit manufacturing in UK since
1855. The company’s motto reflects that biscuits are their passion and baking high quality
traditional biscuit is what they actually do and is what they are actually good at. Not the
company but the process of biscuit manufacturing will be emphasized in this paper and the main
topics that will be discussed include identification of the five most energy efficient processes,
discussion of Sankey diagram with flows, conversions and losses of energy, use of the renewable
energy technologies and the most significant cost reduction processes involved in the
manufacture of biscuits.
INTRODUCTION
Energy efficiency is one of the major goals of every food and drink sector. In this manufacturing
domain a lot of energy efficient processes are involved like energy for heating, cooling, cooking,
mixing, baking, cleaning and refrigeration. A specialized process of pasteurization is also used at
times to increase the long-term impacts of the product manufacturing process. Not only the
manufacturing process is optimized by the use of such energy efficient processes but a
comfortable work environment is provided to the staffs associated with the processes (Singh,
Gupta and Sharma 2014).
For this report the product Biscuits is chosen and Hill Biscuit Limited of UK is chosen as the
manufacturing unit. Hill Biscuit Ltd is one of the pioneers of Biscuit manufacturing in UK since
1855. The company’s motto reflects that biscuits are their passion and baking high quality
traditional biscuit is what they actually do and is what they are actually good at. Not the
company but the process of biscuit manufacturing will be emphasized in this paper and the main
topics that will be discussed include identification of the five most energy efficient processes,
discussion of Sankey diagram with flows, conversions and losses of energy, use of the renewable
energy technologies and the most significant cost reduction processes involved in the
manufacture of biscuits.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
5INDUSTRIAL ENERGY MANAGEMENT
DISCUSSION
IDENTIFICATION OF FIVE MOST SIGNIFICANT ENERGY USING PROCESSES IN THE
MANUFACTURE OF BISCUITS
Biscuit is a ready to eat product having significant calorific weightage and has a greater market
share in food and drinks production sector. A broad categorization of the biscuit can be
segmented into Glucose. Marie, Cream, Crackers, Milk and other sectors. Production process
slightly differs in each segment but considering the holistic biscuit production segment the major
manufacturing processes involved includes pre-mixing and mixing, forming, baking, cooling and
packaging (Panwar et al. 2015). A generalized flow diagram of biscuit production is shown in
appendix 1.
Pre-mixing and mixing:
The raw materials required for the biscuit manufacturing process includes wheat flour, yeast,
starch, soda, fatty acids, additives, sugar, edible oils, milk powder, salt, edible colors and flavors
and other emulsifiers. All ingredients are mixed in the calculated amount in a mixer and kneaded
to the desired consistency in the stipulated mixing time allowed. Mixers used can be vertical
spindle mixers, horizontal drum mixers and continuous mixers (Singh, Gupta and Sharma 2014).
Water is used for preparing the dough and is then kept at room temperature for about 2 hours to
allow the process of fermentation. Yeast is generally used to accelerate the process of
fermentation.
Forming:
Forming is the process where the dough prepared is given the desired shapes and sizes. It
includes stamping or cutting, rotary molding and extruding. A number of techniques and
DISCUSSION
IDENTIFICATION OF FIVE MOST SIGNIFICANT ENERGY USING PROCESSES IN THE
MANUFACTURE OF BISCUITS
Biscuit is a ready to eat product having significant calorific weightage and has a greater market
share in food and drinks production sector. A broad categorization of the biscuit can be
segmented into Glucose. Marie, Cream, Crackers, Milk and other sectors. Production process
slightly differs in each segment but considering the holistic biscuit production segment the major
manufacturing processes involved includes pre-mixing and mixing, forming, baking, cooling and
packaging (Panwar et al. 2015). A generalized flow diagram of biscuit production is shown in
appendix 1.
Pre-mixing and mixing:
The raw materials required for the biscuit manufacturing process includes wheat flour, yeast,
starch, soda, fatty acids, additives, sugar, edible oils, milk powder, salt, edible colors and flavors
and other emulsifiers. All ingredients are mixed in the calculated amount in a mixer and kneaded
to the desired consistency in the stipulated mixing time allowed. Mixers used can be vertical
spindle mixers, horizontal drum mixers and continuous mixers (Singh, Gupta and Sharma 2014).
Water is used for preparing the dough and is then kept at room temperature for about 2 hours to
allow the process of fermentation. Yeast is generally used to accelerate the process of
fermentation.
Forming:
Forming is the process where the dough prepared is given the desired shapes and sizes. It
includes stamping or cutting, rotary molding and extruding. A number of techniques and
6INDUSTRIAL ENERGY MANAGEMENT
equipment are used for the forming process like laminators, gauge rolls, sheet reduction cutters
and molders. The soft dough is first shaped into flat sheets, and the sheet is then compressed
under rollers, rolling makes them hard to apply desired toppings of creams if any, the sheet is
then fed into the rotary cutter and desired shapes is then given the desired shape by the use of a
rotating roller (Zivanovic 2016).
Baking:
The molded biscuits are then directly transferred to the baking tunnel ovens (with pellet burners
or biomass broilers) for baking them for generally 3-4 minutes at 425º F or 450º F. The water
content and air bubbles in the dough help in reaching the desired texture and optimum volume of
the biscuits. The high temperature is ideal for baking biscuits. Ovens can be direct fired, indirect
fired and hybrid fired. Usage of ovens is based on desired temperature, cost and convenience.
Inside the oven the heat transfer methods of conduction, convection and radiation are used
(Singh, Gupta and Sharma 2014). Dampers are there inside the ovens to control the moisture.
Ovens are classified as 4 zone, 5 zone and 6 zone and length of each oven varies in between 40-
80 mts. A wired mesh band is used for carrying the biscuits in the oven.
Cooling:
The process of cooling involves the passing of the baked biscuits in the cooling conveyers to
induce natural cooling before the final step of packaging. The length of conveyers varies in
between 300-400 mts length and as per availability of space they can be 2 or 3 deck types. Here
the temperature of the baked biscuits is brought down to room temperature. Four different types
of biscuits can be formed like melting method biscuits, rubbing method biscuits, creaming
equipment are used for the forming process like laminators, gauge rolls, sheet reduction cutters
and molders. The soft dough is first shaped into flat sheets, and the sheet is then compressed
under rollers, rolling makes them hard to apply desired toppings of creams if any, the sheet is
then fed into the rotary cutter and desired shapes is then given the desired shape by the use of a
rotating roller (Zivanovic 2016).
Baking:
The molded biscuits are then directly transferred to the baking tunnel ovens (with pellet burners
or biomass broilers) for baking them for generally 3-4 minutes at 425º F or 450º F. The water
content and air bubbles in the dough help in reaching the desired texture and optimum volume of
the biscuits. The high temperature is ideal for baking biscuits. Ovens can be direct fired, indirect
fired and hybrid fired. Usage of ovens is based on desired temperature, cost and convenience.
Inside the oven the heat transfer methods of conduction, convection and radiation are used
(Singh, Gupta and Sharma 2014). Dampers are there inside the ovens to control the moisture.
Ovens are classified as 4 zone, 5 zone and 6 zone and length of each oven varies in between 40-
80 mts. A wired mesh band is used for carrying the biscuits in the oven.
Cooling:
The process of cooling involves the passing of the baked biscuits in the cooling conveyers to
induce natural cooling before the final step of packaging. The length of conveyers varies in
between 300-400 mts length and as per availability of space they can be 2 or 3 deck types. Here
the temperature of the baked biscuits is brought down to room temperature. Four different types
of biscuits can be formed like melting method biscuits, rubbing method biscuits, creaming
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
7INDUSTRIAL ENERGY MANAGEMENT
method biscuits and whisking method biscuits (Zivanovic 2016). However natural cooling
process is preferred over forced cooling as the texture and quality of biscuits remain better.
Packing:
This is the final process of biscuit manufacturing where the biscuits are stacked after cooling and
then are fed into the packaging machine where they can be availed in slug packs, pouch packs
and family packs. Damaged and scraps are segregated from the good ones in this stage as well.
Another secondary packaging is provided to reduce damages resulting from transportation.
Generally large cartons are used for secondary packaging and the primary packages may be
BOPP, pearlized or metallized laminates.
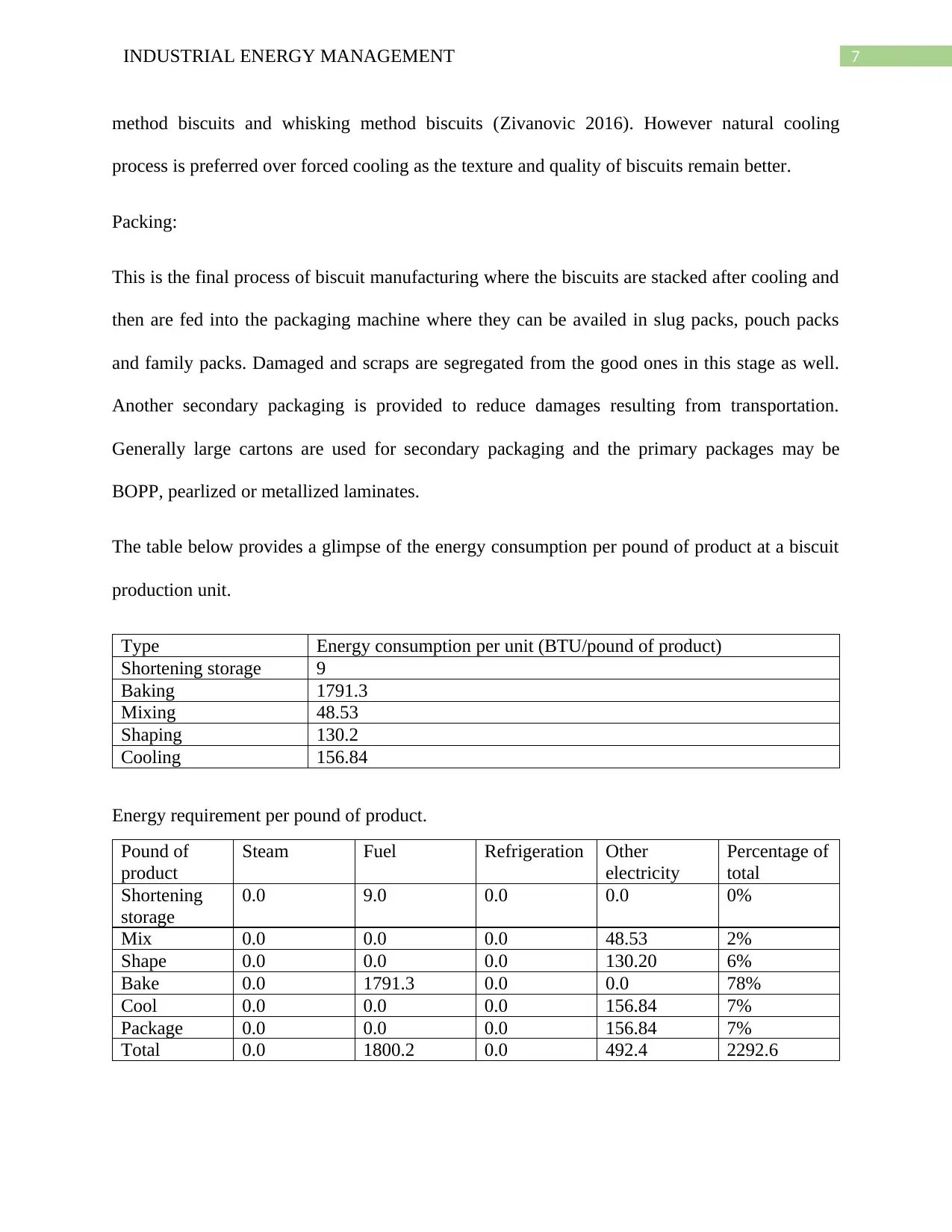
The table below provides a glimpse of the energy consumption per pound of product at a biscuit
production unit.
Type Energy consumption per unit (BTU/pound of product)
Shortening storage 9
Baking 1791.3
Mixing 48.53
Shaping 130.2
Cooling 156.84
Energy requirement per pound of product.
Pound of
product
Steam Fuel Refrigeration Other
electricity
Percentage of
total
Shortening
storage
0.0 9.0 0.0 0.0 0%
Mix 0.0 0.0 0.0 48.53 2%
Shape 0.0 0.0 0.0 130.20 6%
Bake 0.0 1791.3 0.0 0.0 78%
Cool 0.0 0.0 0.0 156.84 7%
Package 0.0 0.0 0.0 156.84 7%
Total 0.0 1800.2 0.0 492.4 2292.6
method biscuits and whisking method biscuits (Zivanovic 2016). However natural cooling
process is preferred over forced cooling as the texture and quality of biscuits remain better.
Packing:
This is the final process of biscuit manufacturing where the biscuits are stacked after cooling and
then are fed into the packaging machine where they can be availed in slug packs, pouch packs
and family packs. Damaged and scraps are segregated from the good ones in this stage as well.
Another secondary packaging is provided to reduce damages resulting from transportation.
Generally large cartons are used for secondary packaging and the primary packages may be
BOPP, pearlized or metallized laminates.
The table below provides a glimpse of the energy consumption per pound of product at a biscuit
production unit.
Type Energy consumption per unit (BTU/pound of product)
Shortening storage 9
Baking 1791.3
Mixing 48.53
Shaping 130.2
Cooling 156.84
Energy requirement per pound of product.
Pound of
product
Steam Fuel Refrigeration Other
electricity
Percentage of
total
Shortening
storage
0.0 9.0 0.0 0.0 0%
Mix 0.0 0.0 0.0 48.53 2%
Shape 0.0 0.0 0.0 130.20 6%
Bake 0.0 1791.3 0.0 0.0 78%
Cool 0.0 0.0 0.0 156.84 7%
Package 0.0 0.0 0.0 156.84 7%
Total 0.0 1800.2 0.0 492.4 2292.6
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
8INDUSTRIAL ENERGY MANAGEMENT
The energy consumption distribution of biscuit manufacturing process is shown in the pie-chart
in appendix 2.
The energy consumption distribution of biscuit manufacturing process is shown in the pie-chart
in appendix 2.
9INDUSTRIAL ENERGY MANAGEMENT
SANKEY DIAGRAM WITH ENERGY FLOWS, CONVERSION AND LOSSES
The Sankey diagram is a very useful tool in representation of the entire input-output energy flow
in a process of energy equipment or system. Equipment may include broilers, fired heaters, and
furnaces. The Sankey diagram help in better understanding of energy flows and help in
optimized hotspot detection (Sankey-diagrams.com 2015).
The energy Sankey diagram showing the use of electricity at factory level in the manufacturing
of biscuits is shown in appendix 6 and it also incorporates food processing unit at large which is
shown in generalized Sankey diagram in appendix 3.
The other Sankey diagram of biscuit manufacturing process is shown in appendix 4. Energy
usage can be understood easily from the diagram. Here 100% energy is supplied which is used
up for service building (15%), oven heating (68%) and other processes of mixing, proofing,
conveying and cooling (17%) (Panwar et al., 2015).
The energy flows, conversions and losses are shown elaborately in the diagram provided in
appendix 5. In biscuit manufacturing generally thermal energy is converted into heat energy and
a lot of energy is lost during the process transmission. Energy losses can be broiler combustion
losses, system and trap losses, equipment inefficiency losses and other losses through heat
dissipation, by products and exhaust gases. Main energy loss is found in energy generation
(11.1% loss), energy distribution (9.8% loss) and energy conversion stages (14.4% loss). The
temperature-time relationship in the process of biscuit manufacturing is shown in the graph
provided in appendix 7.
SANKEY DIAGRAM WITH ENERGY FLOWS, CONVERSION AND LOSSES
The Sankey diagram is a very useful tool in representation of the entire input-output energy flow
in a process of energy equipment or system. Equipment may include broilers, fired heaters, and
furnaces. The Sankey diagram help in better understanding of energy flows and help in
optimized hotspot detection (Sankey-diagrams.com 2015).
The energy Sankey diagram showing the use of electricity at factory level in the manufacturing
of biscuits is shown in appendix 6 and it also incorporates food processing unit at large which is
shown in generalized Sankey diagram in appendix 3.
The other Sankey diagram of biscuit manufacturing process is shown in appendix 4. Energy
usage can be understood easily from the diagram. Here 100% energy is supplied which is used
up for service building (15%), oven heating (68%) and other processes of mixing, proofing,
conveying and cooling (17%) (Panwar et al., 2015).
The energy flows, conversions and losses are shown elaborately in the diagram provided in
appendix 5. In biscuit manufacturing generally thermal energy is converted into heat energy and
a lot of energy is lost during the process transmission. Energy losses can be broiler combustion
losses, system and trap losses, equipment inefficiency losses and other losses through heat
dissipation, by products and exhaust gases. Main energy loss is found in energy generation
(11.1% loss), energy distribution (9.8% loss) and energy conversion stages (14.4% loss). The
temperature-time relationship in the process of biscuit manufacturing is shown in the graph
provided in appendix 7.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
10INDUSTRIAL ENERGY MANAGEMENT
RENEWABLE ENERGY TECHNOLOGIES AND COST REDUCTION METHODS
Biscuit manufacturing and bakeries demand high energy usage and therefore there is a prior need
to support energy conservation in the manufacturing process. The baking process specially need
to be devised in such a manner so that the consumption of heat and electricity is optimized to the
extent possible. The thermal energy required for oven operations consume around 50-80% of the
total energy demand for the whole process (Singh, Gupta and Sharma 2014). However, the cost
of energy comprises of a low share of total cost of production and thus energy saving is not
emphasized much. But due to increasing cost of energy in recent times and also for ecological
concerns, the need for efficient energy management and conservation has cropped up in bakery
industries. If energy management is controlled then waste management and water conservation
can also be supported largely. The utilization of renewable energy technologies in baking
industries like biscuit manufacturing can support both environmental concern and ultimate
sustainability of the firm. The heat demand in baking can be covered by biomass (Panwar et al.
2015). Ovens having wood pellet firing and wood scrap firing can be best used for biomass
utilization and the wastes from baking can be recycled and used as the fuel for biomass burner.
In SMEs Pellet burners can consume up to 80% of total energy usage and thus optimizes the heat
requirement in the combustion chamber in the oven (Zivanovic 2016). The wood pellets and
wood chips reduce green house gas emission and mobilize usage of biomass fired ovens in
baking. For large scale production of bakeries, having more than 60 square meters of baking
surface, the central biomass boiler installation is much economical and also evenly distributes the
heat to all sections. The heat from the central broiler is distributed to the single ovens through a
heating circuit. Here thermal oil is used for heat transportation and acts as the catalytic agent
(Mumith, Makatsoris and Karayiannis 2014). Though energy cost is not much effective in bakery
RENEWABLE ENERGY TECHNOLOGIES AND COST REDUCTION METHODS
Biscuit manufacturing and bakeries demand high energy usage and therefore there is a prior need
to support energy conservation in the manufacturing process. The baking process specially need
to be devised in such a manner so that the consumption of heat and electricity is optimized to the
extent possible. The thermal energy required for oven operations consume around 50-80% of the
total energy demand for the whole process (Singh, Gupta and Sharma 2014). However, the cost
of energy comprises of a low share of total cost of production and thus energy saving is not
emphasized much. But due to increasing cost of energy in recent times and also for ecological
concerns, the need for efficient energy management and conservation has cropped up in bakery
industries. If energy management is controlled then waste management and water conservation
can also be supported largely. The utilization of renewable energy technologies in baking
industries like biscuit manufacturing can support both environmental concern and ultimate
sustainability of the firm. The heat demand in baking can be covered by biomass (Panwar et al.
2015). Ovens having wood pellet firing and wood scrap firing can be best used for biomass
utilization and the wastes from baking can be recycled and used as the fuel for biomass burner.
In SMEs Pellet burners can consume up to 80% of total energy usage and thus optimizes the heat
requirement in the combustion chamber in the oven (Zivanovic 2016). The wood pellets and
wood chips reduce green house gas emission and mobilize usage of biomass fired ovens in
baking. For large scale production of bakeries, having more than 60 square meters of baking
surface, the central biomass boiler installation is much economical and also evenly distributes the
heat to all sections. The heat from the central broiler is distributed to the single ovens through a
heating circuit. Here thermal oil is used for heat transportation and acts as the catalytic agent
(Mumith, Makatsoris and Karayiannis 2014). Though energy cost is not much effective in bakery
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
11INDUSTRIAL ENERGY MANAGEMENT
yet biomass-fired broiler installation is cost effective and is economically feasible as well. A
schematic diagram of a bakery with central biomass broiler installed is shown in appendix 8.
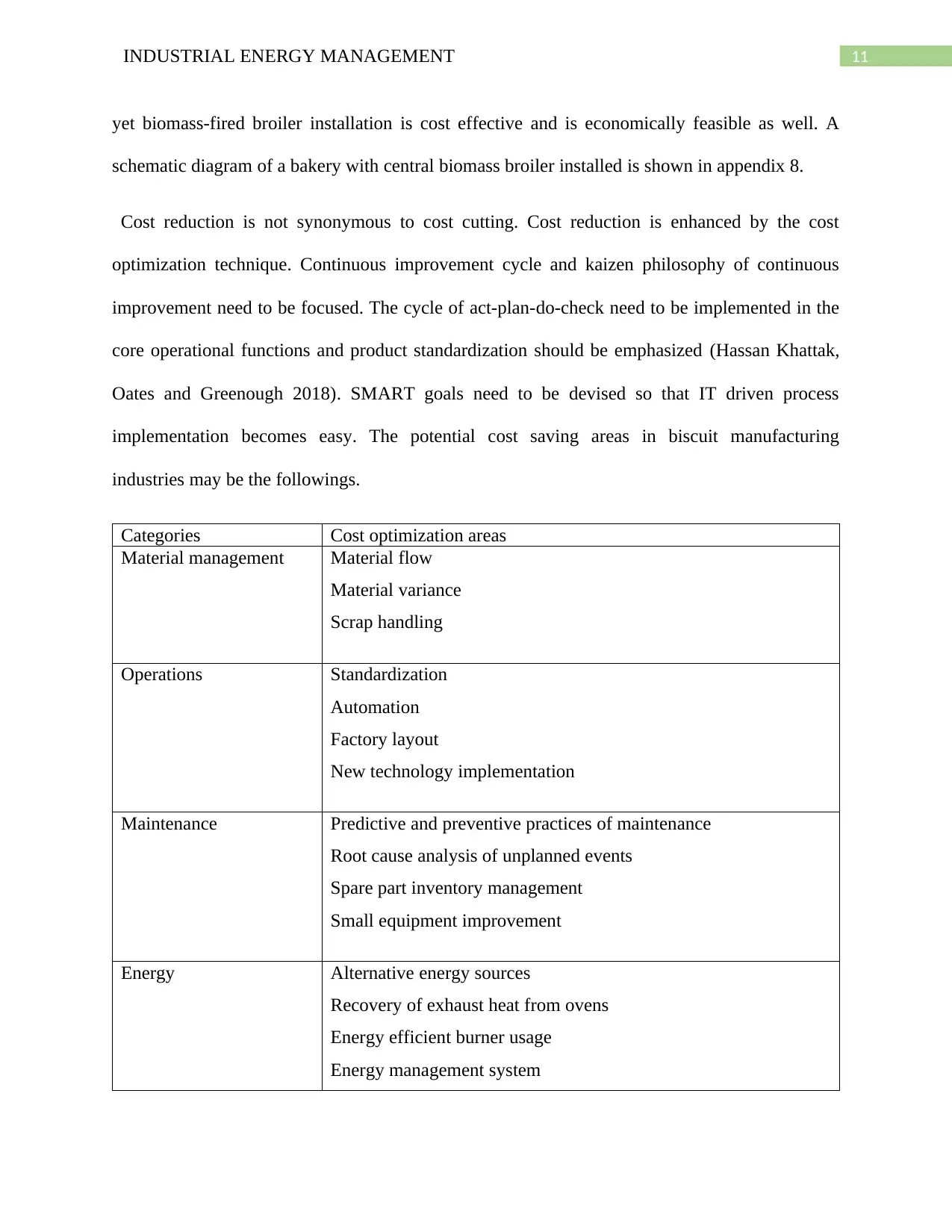
Cost reduction is not synonymous to cost cutting. Cost reduction is enhanced by the cost
optimization technique. Continuous improvement cycle and kaizen philosophy of continuous
improvement need to be focused. The cycle of act-plan-do-check need to be implemented in the
core operational functions and product standardization should be emphasized (Hassan Khattak,
Oates and Greenough 2018). SMART goals need to be devised so that IT driven process
implementation becomes easy. The potential cost saving areas in biscuit manufacturing
industries may be the followings.
Categories Cost optimization areas
Material management Material flow
Material variance
Scrap handling
Operations Standardization
Automation
Factory layout
New technology implementation
Maintenance Predictive and preventive practices of maintenance
Root cause analysis of unplanned events
Spare part inventory management
Small equipment improvement
Energy Alternative energy sources
Recovery of exhaust heat from ovens
Energy efficient burner usage
Energy management system
yet biomass-fired broiler installation is cost effective and is economically feasible as well. A
schematic diagram of a bakery with central biomass broiler installed is shown in appendix 8.
Cost reduction is not synonymous to cost cutting. Cost reduction is enhanced by the cost
optimization technique. Continuous improvement cycle and kaizen philosophy of continuous
improvement need to be focused. The cycle of act-plan-do-check need to be implemented in the
core operational functions and product standardization should be emphasized (Hassan Khattak,
Oates and Greenough 2018). SMART goals need to be devised so that IT driven process
implementation becomes easy. The potential cost saving areas in biscuit manufacturing
industries may be the followings.
Categories Cost optimization areas
Material management Material flow
Material variance
Scrap handling
Operations Standardization
Automation
Factory layout
New technology implementation
Maintenance Predictive and preventive practices of maintenance
Root cause analysis of unplanned events
Spare part inventory management
Small equipment improvement
Energy Alternative energy sources
Recovery of exhaust heat from ovens
Energy efficient burner usage
Energy management system
12INDUSTRIAL ENERGY MANAGEMENT
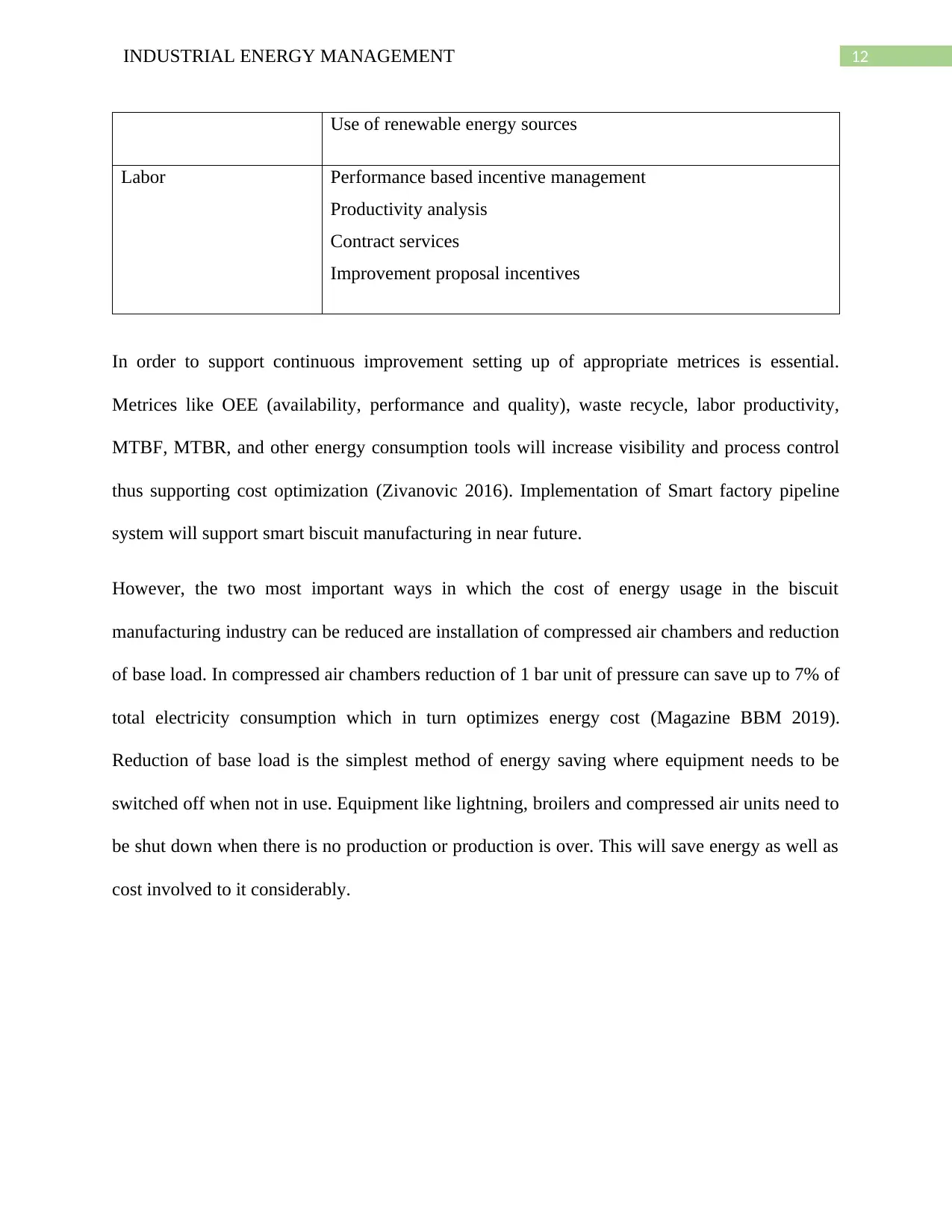
Use of renewable energy sources
Labor Performance based incentive management
Productivity analysis
Contract services
Improvement proposal incentives
In order to support continuous improvement setting up of appropriate metrices is essential.
Metrices like OEE (availability, performance and quality), waste recycle, labor productivity,
MTBF, MTBR, and other energy consumption tools will increase visibility and process control
thus supporting cost optimization (Zivanovic 2016). Implementation of Smart factory pipeline
system will support smart biscuit manufacturing in near future.
However, the two most important ways in which the cost of energy usage in the biscuit
manufacturing industry can be reduced are installation of compressed air chambers and reduction
of base load. In compressed air chambers reduction of 1 bar unit of pressure can save up to 7% of
total electricity consumption which in turn optimizes energy cost (Magazine BBM 2019).
Reduction of base load is the simplest method of energy saving where equipment needs to be
switched off when not in use. Equipment like lightning, broilers and compressed air units need to
be shut down when there is no production or production is over. This will save energy as well as
cost involved to it considerably.
Use of renewable energy sources
Labor Performance based incentive management
Productivity analysis
Contract services
Improvement proposal incentives
In order to support continuous improvement setting up of appropriate metrices is essential.
Metrices like OEE (availability, performance and quality), waste recycle, labor productivity,
MTBF, MTBR, and other energy consumption tools will increase visibility and process control
thus supporting cost optimization (Zivanovic 2016). Implementation of Smart factory pipeline
system will support smart biscuit manufacturing in near future.
However, the two most important ways in which the cost of energy usage in the biscuit
manufacturing industry can be reduced are installation of compressed air chambers and reduction
of base load. In compressed air chambers reduction of 1 bar unit of pressure can save up to 7% of
total electricity consumption which in turn optimizes energy cost (Magazine BBM 2019).
Reduction of base load is the simplest method of energy saving where equipment needs to be
switched off when not in use. Equipment like lightning, broilers and compressed air units need to
be shut down when there is no production or production is over. This will save energy as well as
cost involved to it considerably.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 21
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.