Lean Techniques Application for Cycle Time Reduction in Assembly Lines
VerifiedAdded on 2022/10/31
|11
|2798
|184
Report
AI Summary
This report delves into the application of lean techniques to optimize cycle time in assembly lines. It examines the importance of lean principles and tools in various industrial sectors, focusing on waste elimination as a key factor for efficiency. The report presents a problem statement highlighting the need to reduce production time and enhance output without compromising quality. It outlines the methodology employed, emphasizing waste minimization and customer value maximization through horizontal product flow systems. The report explores two lean technique models, SUB frame and SLF, detailing their applications and differences. A literature review provides context, referencing Toyota's pioneering use of lean manufacturing. The report includes a case study on textile production, illustrating how lean tools can identify and address waste. The experimental methodology is described with emphasis on identification, solution, implementation, and follow-up phases. It also discusses challenges like the implementation cost and staff resistance. The report concludes by emphasizing the value of lean techniques for improved efficiency, reduced waste, and enhanced customer satisfaction.

CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 1
ASSEMBLY LINE LEAN TECHNIQUES
By (name)
Course
Tutor
Learning institution
Date
ASSEMBLY LINE LEAN TECHNIQUES
By (name)
Course
Tutor
Learning institution
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 2
Abstract
Lean principle and lean tools have a very much important role in various Industrial sectors.
Today's market faces many problems, and an issue regarding the elimination of waste, which
comes as a result of many processes and specific measures has to take to prioritize this waste.
The primary role of this technique is for the identification and elimination of various residues
within the end products from the industry. This research tends to illustrate how various lean tools
can be used within the industry for waste detection and elimination. Industrial visits and the
discussion with both the industry professionals and the lean technique experts are some of the
methodologies that can be used for the identification process in the manufacturing sector for
waste produced.
Abstract
Lean principle and lean tools have a very much important role in various Industrial sectors.
Today's market faces many problems, and an issue regarding the elimination of waste, which
comes as a result of many processes and specific measures has to take to prioritize this waste.
The primary role of this technique is for the identification and elimination of various residues
within the end products from the industry. This research tends to illustrate how various lean tools
can be used within the industry for waste detection and elimination. Industrial visits and the
discussion with both the industry professionals and the lean technique experts are some of the
methodologies that can be used for the identification process in the manufacturing sector for
waste produced.
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 3
1. Introduction
Many business owners and senior managers are accepting the principles of lean
management. Most do apply them in their waste management strategies without knowing it.
However, the difficulties are realized at the implementation stage of the lean technique. The
lean method ensures easier identification of the waste material within the final products and
the appropriate tool to be used for their elimination from the required products [1]. It is
majorly used in the industrial firm to ensure the final product produced meets the customer
requirement in terms of quality and pricing. Many lean tools can be used to realize this.
2. Theoretical content
Problem statement
A lot of production time is used in the material handling and the assembly section which
decreases the rate of production process. To increase the quantity produced, the production time
should be reduced to the minimal value possible. However productivity should not be increased
at the expense of the customers’ quality requirement of the final product
Methodology
The reduction of the cycle time in the assembly line using the lean techniques mainly
work based on waste minimization while maximizing the value of the customer. The word lean
is used within the industrial or manufacturing sector to mean using the limited available
resources to create higher value for the consumers of the product. An organization or industry
using this lean technique for the cycle time reduction must appreciate what role the value of the
customer plays in the production processes and work continuously towards increasing it to
maximize the value of the customer at zero waste production [2].The lean technique uses the
horizontal system of product flow, in which the products produced flow across the various assets
within the industry to the established technologies than to the multiple departments and finally to
the customers.
1. Introduction
Many business owners and senior managers are accepting the principles of lean
management. Most do apply them in their waste management strategies without knowing it.
However, the difficulties are realized at the implementation stage of the lean technique. The
lean method ensures easier identification of the waste material within the final products and
the appropriate tool to be used for their elimination from the required products [1]. It is
majorly used in the industrial firm to ensure the final product produced meets the customer
requirement in terms of quality and pricing. Many lean tools can be used to realize this.
2. Theoretical content
Problem statement
A lot of production time is used in the material handling and the assembly section which
decreases the rate of production process. To increase the quantity produced, the production time
should be reduced to the minimal value possible. However productivity should not be increased
at the expense of the customers’ quality requirement of the final product
Methodology
The reduction of the cycle time in the assembly line using the lean techniques mainly
work based on waste minimization while maximizing the value of the customer. The word lean
is used within the industrial or manufacturing sector to mean using the limited available
resources to create higher value for the consumers of the product. An organization or industry
using this lean technique for the cycle time reduction must appreciate what role the value of the
customer plays in the production processes and work continuously towards increasing it to
maximize the value of the customer at zero waste production [2].The lean technique uses the
horizontal system of product flow, in which the products produced flow across the various assets
within the industry to the established technologies than to the multiple departments and finally to
the customers.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 4
This horizontal system is preferred to the vertical workflow as it produces a process that
is cheaper in terms of the human labor required, the space required, the capital requirement
production time as the well as the number defects produced [1]. Furthermore, the use of a
horizontal system enables a quicker and continuous response to the customers continues to
change in customers' product requirements in terms of the quality, variety, and pricing.
The lean technique was first introduced in the late 1980s for use in the Toyota
business by a group of researchers headed by Jim Womack [3].
Assembly types
The assembly type of the lean technique uses two models, the SUB frame model and the
SLF type model. SUB frame model involves a reduction of the production time and costs
through the batch time elimination, mixed model processing, land grouping, and control chart
[4]. The model requires cutting, welding, quality check as well as painting among many other
activities. Examples of the SUB frame models include, just in time JIT, Interpretive Structural
Models, Structural Self-Interaction Matrix.
Obtaining average cycle time in the sub-frame models
The average cycle time for each of the activities involved in the sub-frame models can be
obtained by summing up the value added time ,non-value added time and the total cycle time
then dividing by three to get the average for the each activities involved. This is given as Value
added time (sec) + none—value added time (sec) + Total cycle time (sec)/3. To reduce the total
cost involved in the production process, there should be minimum number of workers per work
station .To get the least number of workers per station total time taken to produce a given
product is dived by the cycle time.
, this will enable the company to evaluate the least number
of workers to be stationed in each of the workstations. Also the workstation involved in the
production process should be very minimal to reduce the total production cost. To obtain the
least number of workstation in sub-frame model, the total time taken in completing one cycle is
divided by the time available.
This horizontal system is preferred to the vertical workflow as it produces a process that
is cheaper in terms of the human labor required, the space required, the capital requirement
production time as the well as the number defects produced [1]. Furthermore, the use of a
horizontal system enables a quicker and continuous response to the customers continues to
change in customers' product requirements in terms of the quality, variety, and pricing.
The lean technique was first introduced in the late 1980s for use in the Toyota
business by a group of researchers headed by Jim Womack [3].
Assembly types
The assembly type of the lean technique uses two models, the SUB frame model and the
SLF type model. SUB frame model involves a reduction of the production time and costs
through the batch time elimination, mixed model processing, land grouping, and control chart
[4]. The model requires cutting, welding, quality check as well as painting among many other
activities. Examples of the SUB frame models include, just in time JIT, Interpretive Structural
Models, Structural Self-Interaction Matrix.
Obtaining average cycle time in the sub-frame models
The average cycle time for each of the activities involved in the sub-frame models can be
obtained by summing up the value added time ,non-value added time and the total cycle time
then dividing by three to get the average for the each activities involved. This is given as Value
added time (sec) + none—value added time (sec) + Total cycle time (sec)/3. To reduce the total
cost involved in the production process, there should be minimum number of workers per work
station .To get the least number of workers per station total time taken to produce a given
product is dived by the cycle time.
, this will enable the company to evaluate the least number
of workers to be stationed in each of the workstations. Also the workstation involved in the
production process should be very minimal to reduce the total production cost. To obtain the
least number of workstation in sub-frame model, the total time taken in completing one cycle is
divided by the time available.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 5
. Minimum workstation ensures
the customer requirements are achieved at a minimum cost to enable the company realize profit
per unit produced.
SLF model, on the other hand, tends to continuously eliminate unevenness in the
workflow through the system to improve the flow of work. SLF models include interpretive
structural model, end cutting, child part setting [3]. SUB frame models differ from the SLF
models, mainly in terms of the activities involved in the two models of the lean techniques. SLF
model, for example, uses child part cutting, child part setting and cutting in achieving the
primary goal of time reduction by exposing mechanical problems at every process of the
production which is not applicable in the SUB frame model [5]. However, both SUB frame
models and SLF model presents issues in the quality of the product produced that already exist
within limited control on the amount of the waste produced.
Literature review
Toyota firm was the first to employ the use of the lean manufacturing concept in their
production processes. Generally, this technique is applied in the industrial production processes
to improve production processes as well as increasing the employee's morale [6]. Lean
manufacturing was adapted to replaces the older traditional system that uses the inventory
system, which was time-consuming and expensive to apply. For any manufacturing firm to
effectively adopt the use of this technique, the company must understand how lean method
differs from the traditional construction type [7]. Better and appropriate manufacturing system
design requires that an elaborate analysis of the constant fluctuating marketing dynamics as well
as appreciating the market volatility. The use of lean techniques in the production processes
ensures that the firm meets the customer's requirement for the products since consumers of the
product are for the values of the services they get from the company but not for errors committed
by the producing firm. Waste, according to Diestel and Panizzolo [7]. Waste is anything that
does not add any value to the final products produced, Lean manufacturing technique when used
. Minimum workstation ensures
the customer requirements are achieved at a minimum cost to enable the company realize profit
per unit produced.
SLF model, on the other hand, tends to continuously eliminate unevenness in the
workflow through the system to improve the flow of work. SLF models include interpretive
structural model, end cutting, child part setting [3]. SUB frame models differ from the SLF
models, mainly in terms of the activities involved in the two models of the lean techniques. SLF
model, for example, uses child part cutting, child part setting and cutting in achieving the
primary goal of time reduction by exposing mechanical problems at every process of the
production which is not applicable in the SUB frame model [5]. However, both SUB frame
models and SLF model presents issues in the quality of the product produced that already exist
within limited control on the amount of the waste produced.
Literature review
Toyota firm was the first to employ the use of the lean manufacturing concept in their
production processes. Generally, this technique is applied in the industrial production processes
to improve production processes as well as increasing the employee's morale [6]. Lean
manufacturing was adapted to replaces the older traditional system that uses the inventory
system, which was time-consuming and expensive to apply. For any manufacturing firm to
effectively adopt the use of this technique, the company must understand how lean method
differs from the traditional construction type [7]. Better and appropriate manufacturing system
design requires that an elaborate analysis of the constant fluctuating marketing dynamics as well
as appreciating the market volatility. The use of lean techniques in the production processes
ensures that the firm meets the customer's requirement for the products since consumers of the
product are for the values of the services they get from the company but not for errors committed
by the producing firm. Waste, according to Diestel and Panizzolo [7]. Waste is anything that
does not add any value to the final products produced, Lean manufacturing technique when used
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 6
together with the SWOT aim at a total waste reduction for the end product to meet customer
requirements as the product reliability is only achieved from the customers’ side and not on the
company’s side [8]. Moreover, this technique also increases the final production output per head
as well as inventory reduction for the total goods produced.
Companies adopting this lean technique in their production processes produce products
of higher quality at the lowest production time and cost by reducing the total amount of waste
produced [9]. The implementation of this technique in the manufacturing firms occurs in various
steps; the identification step, the solution step, implementation step, and finally follow up and
training.
The identification process entails identification of the various types of waste produced,
their possible cause within the production processes and finally a way out for their permanent
elimination at the lowest cost and time. Solution step, on the other hand, involves finding the
exact solution and the possible root cause to the various waste type identified [11]. These
solutions found are then tested, and if found to be applicable for total waste reduction, they are
then implemented.
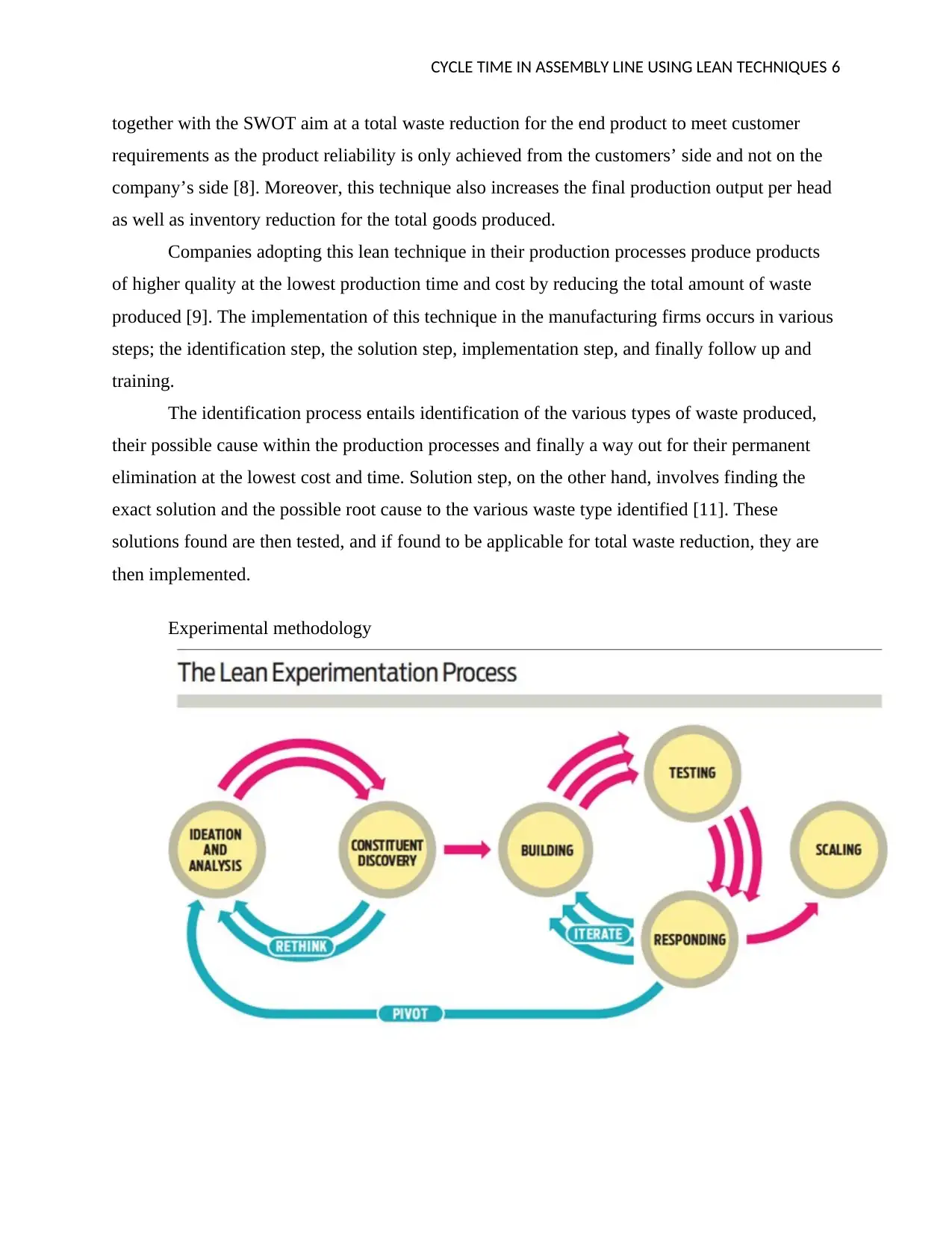
Experimental methodology
together with the SWOT aim at a total waste reduction for the end product to meet customer
requirements as the product reliability is only achieved from the customers’ side and not on the
company’s side [8]. Moreover, this technique also increases the final production output per head
as well as inventory reduction for the total goods produced.
Companies adopting this lean technique in their production processes produce products
of higher quality at the lowest production time and cost by reducing the total amount of waste
produced [9]. The implementation of this technique in the manufacturing firms occurs in various
steps; the identification step, the solution step, implementation step, and finally follow up and
training.
The identification process entails identification of the various types of waste produced,
their possible cause within the production processes and finally a way out for their permanent
elimination at the lowest cost and time. Solution step, on the other hand, involves finding the
exact solution and the possible root cause to the various waste type identified [11]. These
solutions found are then tested, and if found to be applicable for total waste reduction, they are
then implemented.
Experimental methodology
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 7
Fig 1: Showing steps involved in the waste identification processes as drafted from [10].
Ideation and analysis stage in the lean experimentation tend to create the picture of the
program involved the possible solutions that can be applicable in waste reduction and
elimination process. These ideas are then analyzed with program and solutions addressing the
same problems. Constituents discovery involves careful listening to the comments of the client of
the product produced [11].
. The building, in this case, includes risk identification, the risk that is approximately
close to the idea identified in the analysis process. Once these various ideas have been analyzed
and the risks involved identified, Testing of the ideas is then followed, where a cheaper testing
tool such as; MVP tool of the lean technique is used in the testing for the hypothesis validation
process[12]. Once the hypothesis is tested analysis is done to either accept it or ignore it based on
the findings of the investigation.
3. Results and Discussion
The application of the lean technique in an organization enables the firm to have their
various strategies tested in the least time possible within the aim of getting well defined short
terms results. These short terms out can include, the school attendance list, the rate of reading,
placement in various job vacancies as well as in the health sectors (Elbert, 2018). Lean outcome
testing tool such as A-B testing can be applied by multiple organization to test and analyze the
different alternative available approaches available on the constituents of the sample.
4. Case Study
Production of textile products, for example, is an example of the manufacturing firm that
uses lean technique system to reduce the cycle time in the waste elimination process to achieve a
total waste reduction in their final product at the lowest cost and time. The dye and other
chemicals used in the manufacturing process are treated as waste as they don’t form part of the
final textile products produced [7]. The garbage generated within the textile industry is identified
using the lean technique analyzed and appropriate lean technique tool used to eliminate the waste
identified. Each type of waste produced is reduced using a specific lean technique tool. The table
below shows the various categories of wastes produced in the textile industries.
Fig 1: Showing steps involved in the waste identification processes as drafted from [10].
Ideation and analysis stage in the lean experimentation tend to create the picture of the
program involved the possible solutions that can be applicable in waste reduction and
elimination process. These ideas are then analyzed with program and solutions addressing the
same problems. Constituents discovery involves careful listening to the comments of the client of
the product produced [11].
. The building, in this case, includes risk identification, the risk that is approximately
close to the idea identified in the analysis process. Once these various ideas have been analyzed
and the risks involved identified, Testing of the ideas is then followed, where a cheaper testing
tool such as; MVP tool of the lean technique is used in the testing for the hypothesis validation
process[12]. Once the hypothesis is tested analysis is done to either accept it or ignore it based on
the findings of the investigation.
3. Results and Discussion
The application of the lean technique in an organization enables the firm to have their
various strategies tested in the least time possible within the aim of getting well defined short
terms results. These short terms out can include, the school attendance list, the rate of reading,
placement in various job vacancies as well as in the health sectors (Elbert, 2018). Lean outcome
testing tool such as A-B testing can be applied by multiple organization to test and analyze the
different alternative available approaches available on the constituents of the sample.
4. Case Study
Production of textile products, for example, is an example of the manufacturing firm that
uses lean technique system to reduce the cycle time in the waste elimination process to achieve a
total waste reduction in their final product at the lowest cost and time. The dye and other
chemicals used in the manufacturing process are treated as waste as they don’t form part of the
final textile products produced [7]. The garbage generated within the textile industry is identified
using the lean technique analyzed and appropriate lean technique tool used to eliminate the waste
identified. Each type of waste produced is reduced using a specific lean technique tool. The table
below shows the various categories of wastes produced in the textile industries.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 8
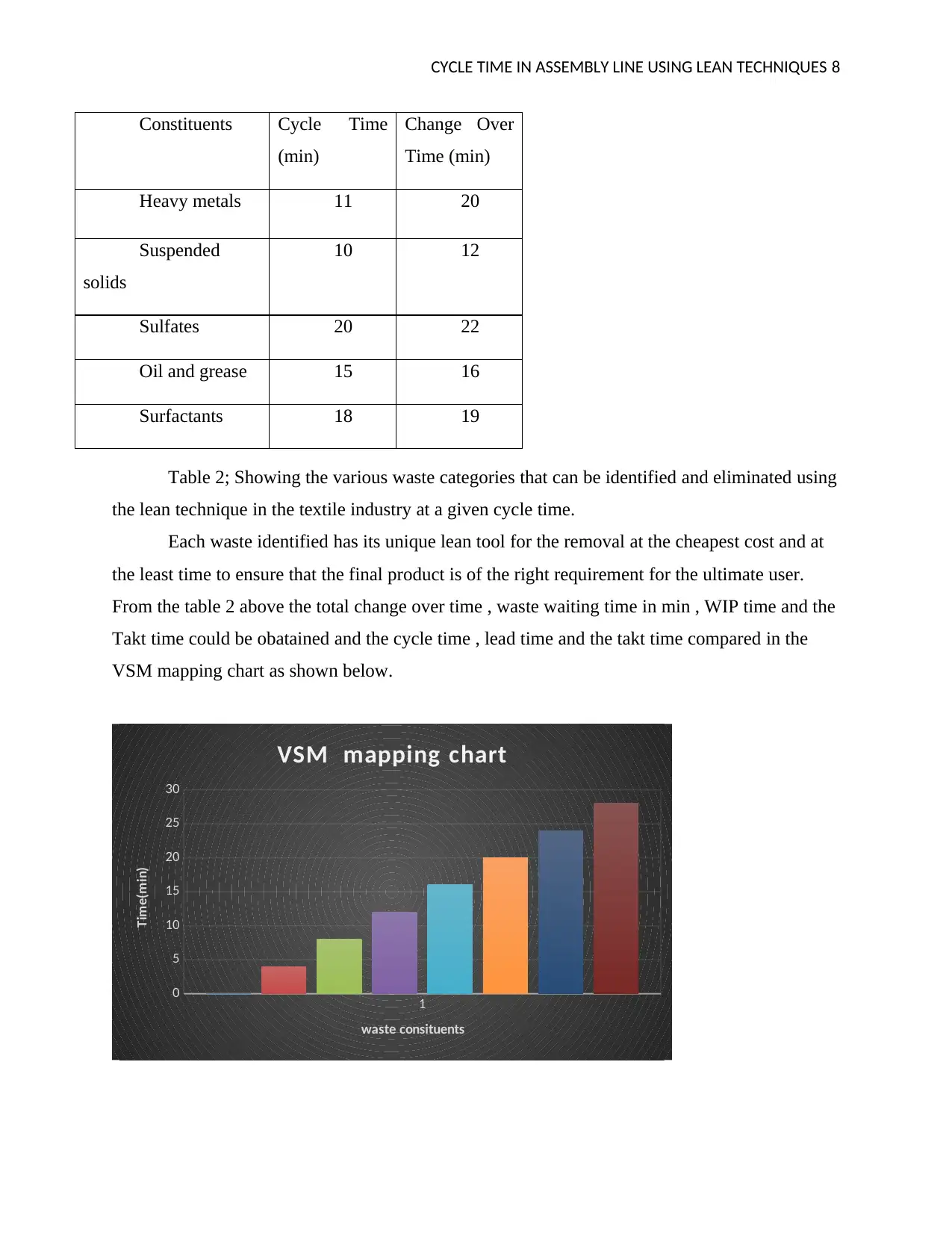
Table 2; Showing the various waste categories that can be identified and eliminated using
the lean technique in the textile industry at a given cycle time.
Each waste identified has its unique lean tool for the removal at the cheapest cost and at
the least time to ensure that the final product is of the right requirement for the ultimate user.
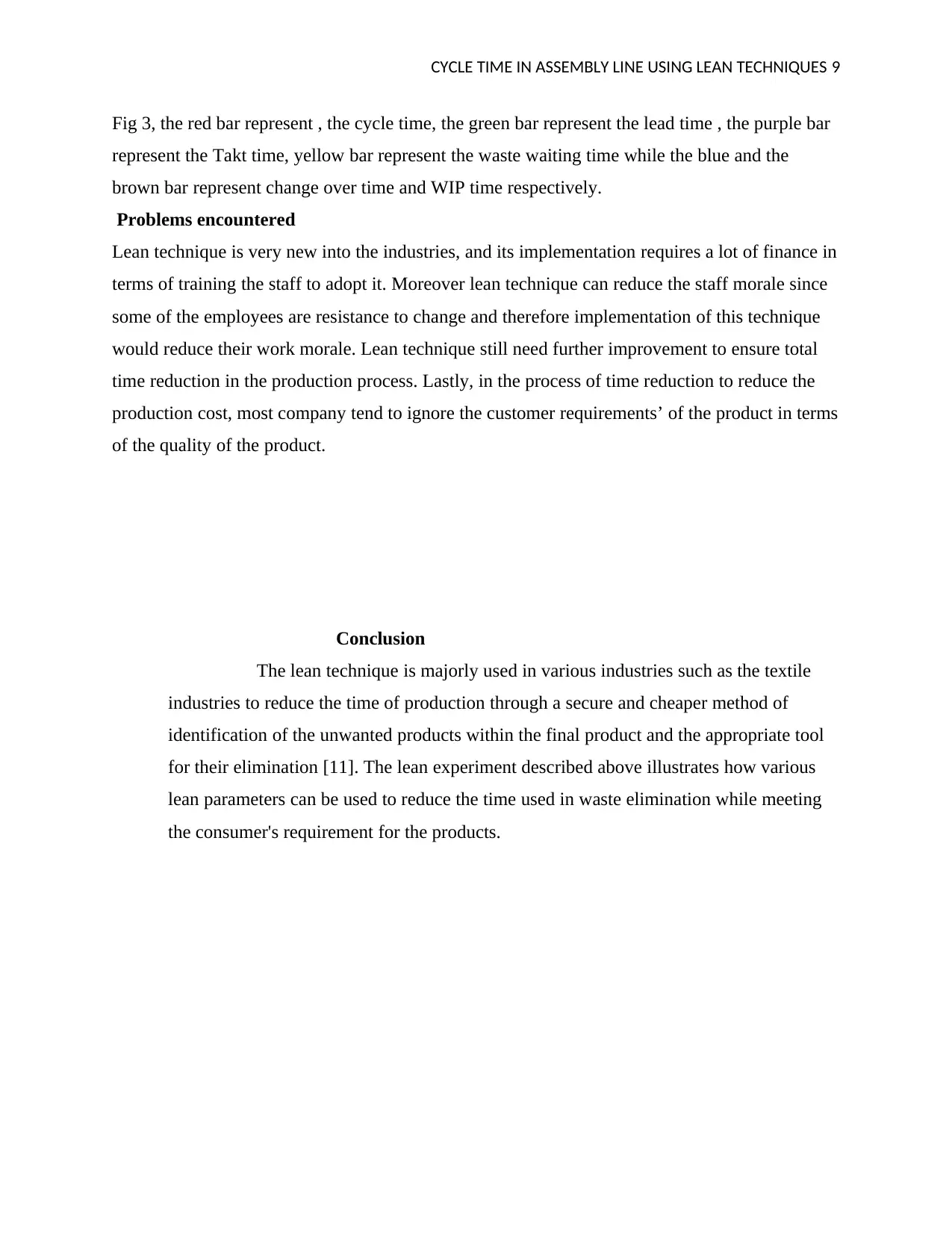
From the table 2 above the total change over time , waste waiting time in min , WIP time and the
Takt time could be obatained and the cycle time , lead time and the takt time compared in the
VSM mapping chart as shown below.
1
0
5
10
15
20
25
30
VSM mapping chart
waste consituents
Time(min)
Constituents Cycle Time
(min)
Change Over
Time (min)
Heavy metals 11 20
Suspended
solids
10 12
Sulfates 20 22
Oil and grease 15 16
Surfactants 18 19
Table 2; Showing the various waste categories that can be identified and eliminated using
the lean technique in the textile industry at a given cycle time.
Each waste identified has its unique lean tool for the removal at the cheapest cost and at
the least time to ensure that the final product is of the right requirement for the ultimate user.
From the table 2 above the total change over time , waste waiting time in min , WIP time and the
Takt time could be obatained and the cycle time , lead time and the takt time compared in the
VSM mapping chart as shown below.
1
0
5
10
15
20
25
30
VSM mapping chart
waste consituents
Time(min)
Constituents Cycle Time
(min)
Change Over
Time (min)
Heavy metals 11 20
Suspended
solids
10 12
Sulfates 20 22
Oil and grease 15 16
Surfactants 18 19
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 9
Fig 3, the red bar represent , the cycle time, the green bar represent the lead time , the purple bar
represent the Takt time, yellow bar represent the waste waiting time while the blue and the
brown bar represent change over time and WIP time respectively.
Problems encountered
Lean technique is very new into the industries, and its implementation requires a lot of finance in
terms of training the staff to adopt it. Moreover lean technique can reduce the staff morale since
some of the employees are resistance to change and therefore implementation of this technique
would reduce their work morale. Lean technique still need further improvement to ensure total
time reduction in the production process. Lastly, in the process of time reduction to reduce the
production cost, most company tend to ignore the customer requirements’ of the product in terms
of the quality of the product.
Conclusion
The lean technique is majorly used in various industries such as the textile
industries to reduce the time of production through a secure and cheaper method of
identification of the unwanted products within the final product and the appropriate tool
for their elimination [11]. The lean experiment described above illustrates how various
lean parameters can be used to reduce the time used in waste elimination while meeting
the consumer's requirement for the products.
Fig 3, the red bar represent , the cycle time, the green bar represent the lead time , the purple bar
represent the Takt time, yellow bar represent the waste waiting time while the blue and the
brown bar represent change over time and WIP time respectively.
Problems encountered
Lean technique is very new into the industries, and its implementation requires a lot of finance in
terms of training the staff to adopt it. Moreover lean technique can reduce the staff morale since
some of the employees are resistance to change and therefore implementation of this technique
would reduce their work morale. Lean technique still need further improvement to ensure total
time reduction in the production process. Lastly, in the process of time reduction to reduce the
production cost, most company tend to ignore the customer requirements’ of the product in terms
of the quality of the product.
Conclusion
The lean technique is majorly used in various industries such as the textile
industries to reduce the time of production through a secure and cheaper method of
identification of the unwanted products within the final product and the appropriate tool
for their elimination [11]. The lean experiment described above illustrates how various
lean parameters can be used to reduce the time used in waste elimination while meeting
the consumer's requirement for the products.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 10
Bibliography
[1] Correia, D., Silva, F.J.G., Gouveia, R.M., Pereira, T., and Ferreira, L.P., 2018. Improving
manual assembly lines devoted to sophisticated electronic devices by applying Lean tools.
Procedia Manufacturing, 17, pp.663-671.
[2] Deokar, A., Raj, S.A., Jayakrishna, K., and Zubar, H.A., 2019. Implementation of Lean
Concepts Using Value Stream Mapping in Automotive Firm. Advances in Manufacturing
Technology (pp. 141-147). Springer, Singapore.
[3] Dieste, M., and Panizzolo, R., 2019. The Effect of Lean Practices on Environmental
Performance: An Empirical Study. In Lean Engineering for Global Development (pp. 225-258).
Springer, Cham.
[4] Elbert, M., 2018. Lean production for the small company. Productivity Press.
[5] Ghiyasinasab, M., Lehoux, N., Ménard, S., and Cloutier, C., 2018. Using Lean Techniques
and Simulation to Improve the Efficiency of Engineered Wood Production: A Case Study in a
Small Factory. Ind Eng Manage, 7(269), pp.2169-0316.
[6] Gibson, M., and Mrugalska, B., 2019. Lean Production and Its Impact on Worker Health:
Force and Fatigue-Based Evaluation Approaches. In Advanced Macroergonomics and
Sociotechnical Approaches for Optimal Organizational Performance (pp. 118-127). IGI Global.
[7] Nguyen, M.N., and Do, N.H., 2016. Re-engineering Assembly Line with Lean Techniques.
Procedia CIRP, 40, pp.590-595.
[8] Rohani, J.M., and Zahraee, S.M., 2015. Production line analysis via value stream mapping: a
lean manufacturing process of the color industry. Procedia Manufacturing, 2, pp.6-10.
[9] Satoglu, S., Ustundag, A., Cevikcan, E., and Durmusoglu, M.B., 2018. Lean Transformation
Integrated with Industry 4.0 Implementation Methodology. In Industrial Engineering in the
Industry 4.0 Era (pp. 97-107). Springer, Cham.
Bibliography
[1] Correia, D., Silva, F.J.G., Gouveia, R.M., Pereira, T., and Ferreira, L.P., 2018. Improving
manual assembly lines devoted to sophisticated electronic devices by applying Lean tools.
Procedia Manufacturing, 17, pp.663-671.
[2] Deokar, A., Raj, S.A., Jayakrishna, K., and Zubar, H.A., 2019. Implementation of Lean
Concepts Using Value Stream Mapping in Automotive Firm. Advances in Manufacturing
Technology (pp. 141-147). Springer, Singapore.
[3] Dieste, M., and Panizzolo, R., 2019. The Effect of Lean Practices on Environmental
Performance: An Empirical Study. In Lean Engineering for Global Development (pp. 225-258).
Springer, Cham.
[4] Elbert, M., 2018. Lean production for the small company. Productivity Press.
[5] Ghiyasinasab, M., Lehoux, N., Ménard, S., and Cloutier, C., 2018. Using Lean Techniques
and Simulation to Improve the Efficiency of Engineered Wood Production: A Case Study in a
Small Factory. Ind Eng Manage, 7(269), pp.2169-0316.
[6] Gibson, M., and Mrugalska, B., 2019. Lean Production and Its Impact on Worker Health:
Force and Fatigue-Based Evaluation Approaches. In Advanced Macroergonomics and
Sociotechnical Approaches for Optimal Organizational Performance (pp. 118-127). IGI Global.
[7] Nguyen, M.N., and Do, N.H., 2016. Re-engineering Assembly Line with Lean Techniques.
Procedia CIRP, 40, pp.590-595.
[8] Rohani, J.M., and Zahraee, S.M., 2015. Production line analysis via value stream mapping: a
lean manufacturing process of the color industry. Procedia Manufacturing, 2, pp.6-10.
[9] Satoglu, S., Ustundag, A., Cevikcan, E., and Durmusoglu, M.B., 2018. Lean Transformation
Integrated with Industry 4.0 Implementation Methodology. In Industrial Engineering in the
Industry 4.0 Era (pp. 97-107). Springer, Cham.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
CYCLE TIME IN ASSEMBLY LINE USING LEAN TECHNIQUES 11
[10] Seth, D., Seth, N., and Dhariwal, P., 2017. Application of value stream mapping (VSM) for
lean and cycle time reduction in complex production environments: a case study. Production
Planning & Control, 28(5), pp.398-419.
[11] Singh, J., Singh, H., and Singh, G., 2018. Productivity improvement using lean
manufacturing in the manufacturing industry of Northern India: A case study. International
Journal of Productivity and Performance Management, 67(8), pp.1394-1415.
[12] Yamazaki, Y., Shigematsu, K., Kato, S., Kojima, F., Onari, H., and Takata, S., 2017. The
design method of material handling systems for lean automation—Integrating equipment for
reducing wasted waiting time. CIRP Annals, 66pp.449-452.
[10] Seth, D., Seth, N., and Dhariwal, P., 2017. Application of value stream mapping (VSM) for
lean and cycle time reduction in complex production environments: a case study. Production
Planning & Control, 28(5), pp.398-419.
[11] Singh, J., Singh, H., and Singh, G., 2018. Productivity improvement using lean
manufacturing in the manufacturing industry of Northern India: A case study. International
Journal of Productivity and Performance Management, 67(8), pp.1394-1415.
[12] Yamazaki, Y., Shigematsu, K., Kato, S., Kojima, F., Onari, H., and Takata, S., 2017. The
design method of material handling systems for lean automation—Integrating equipment for
reducing wasted waiting time. CIRP Annals, 66pp.449-452.
1 out of 11
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.