Case Study: Lego Plant Robot Project- Capacity, Demand Analysis
VerifiedAdded on 2023/06/08
|15
|2463
|484
Case Study
AI Summary
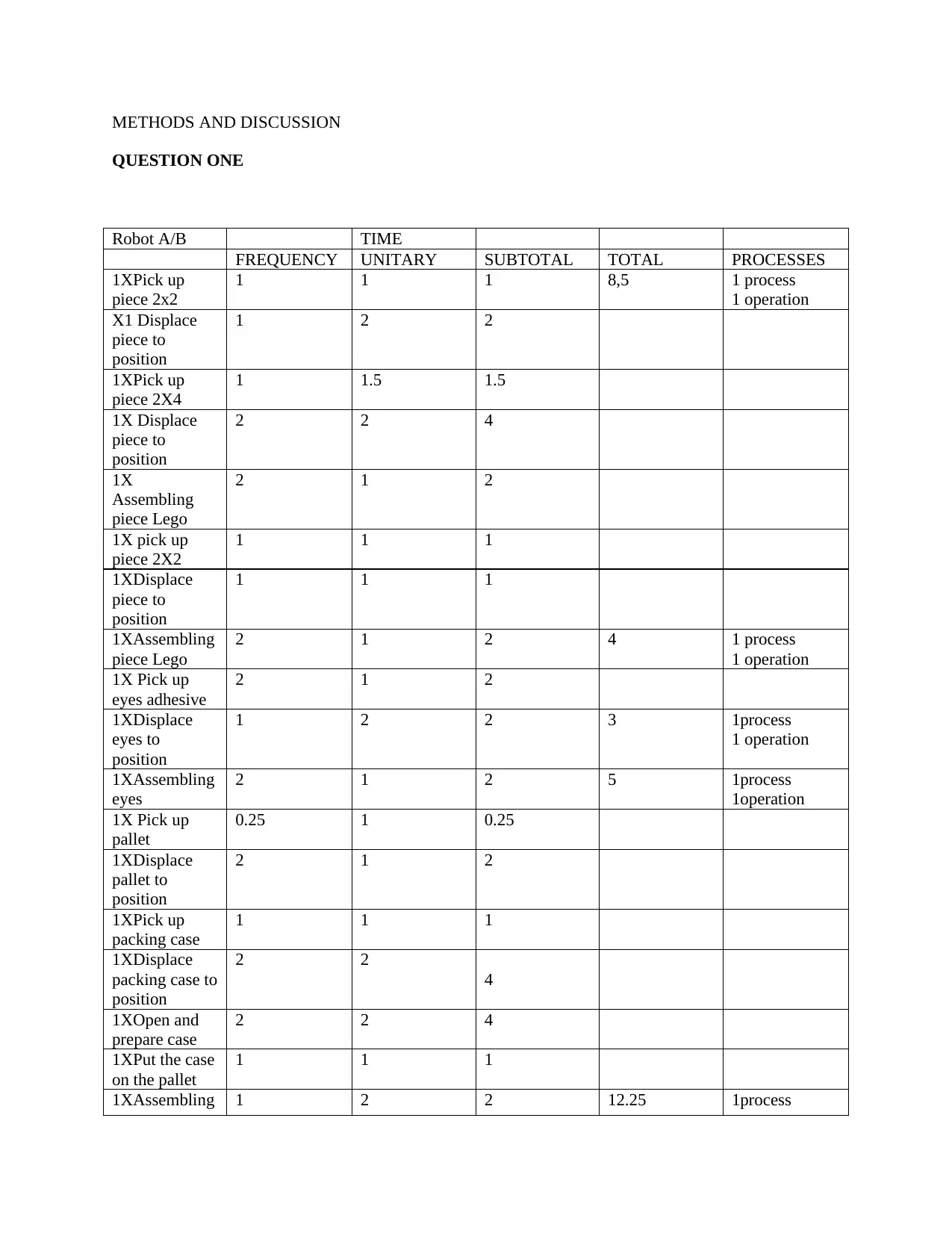
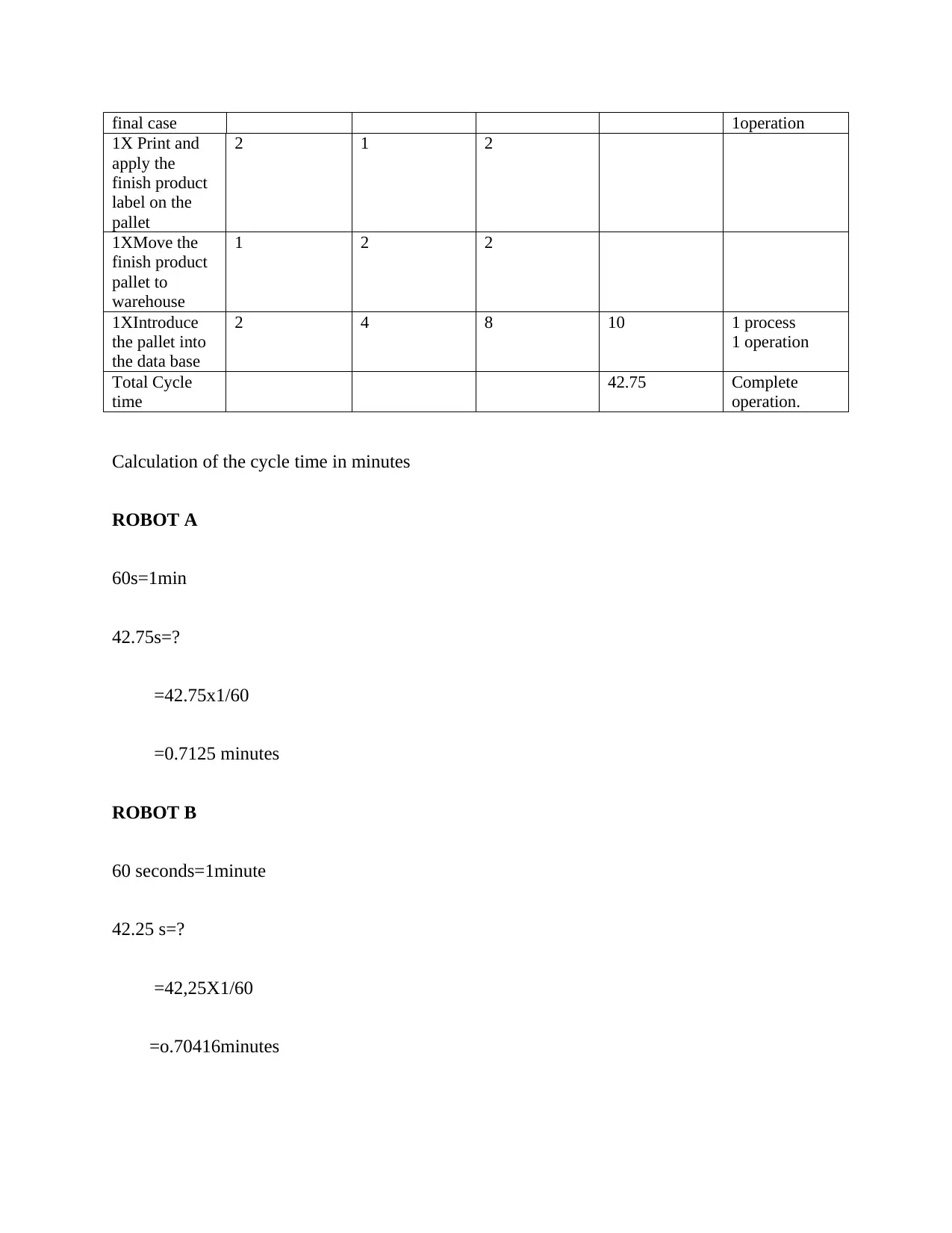
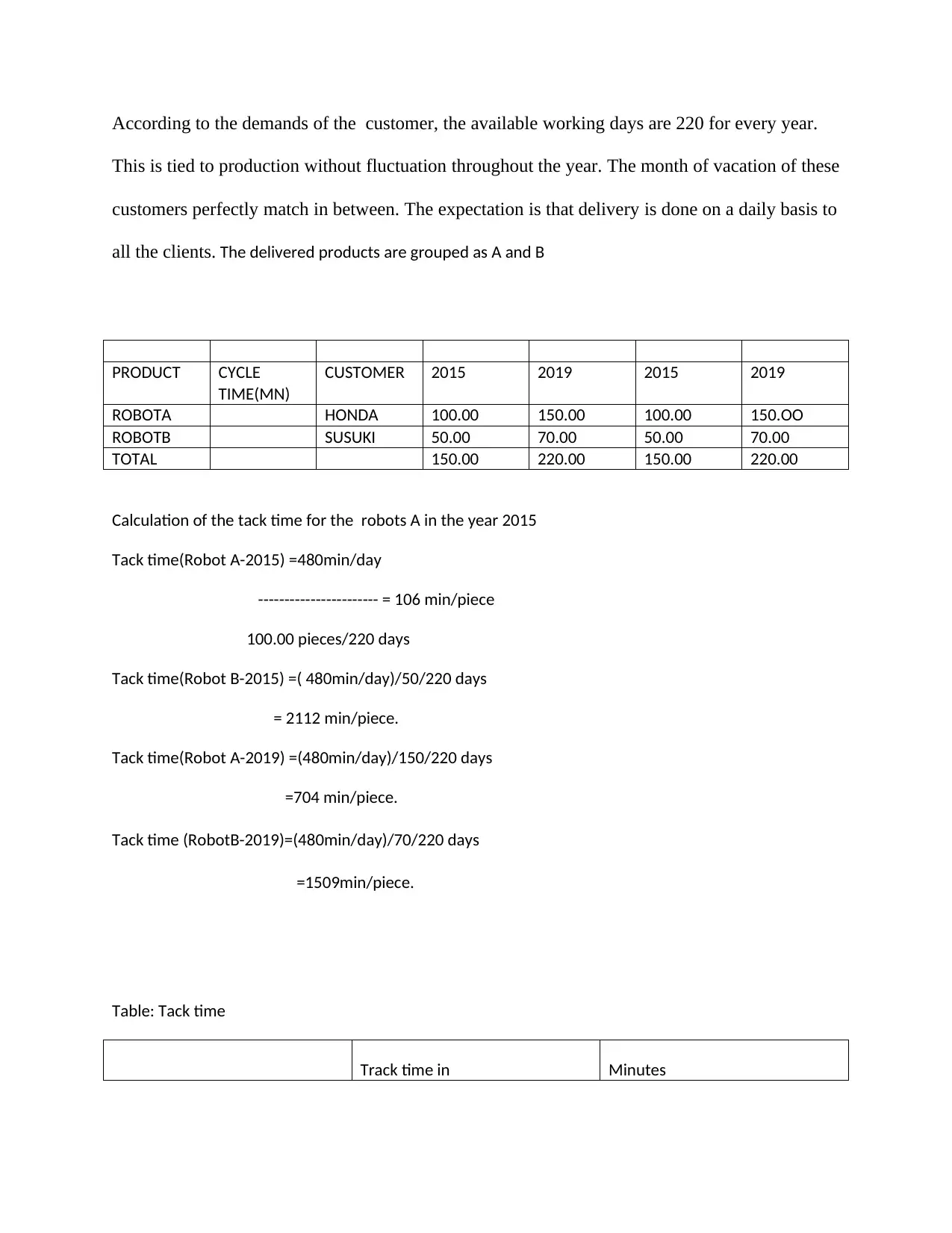
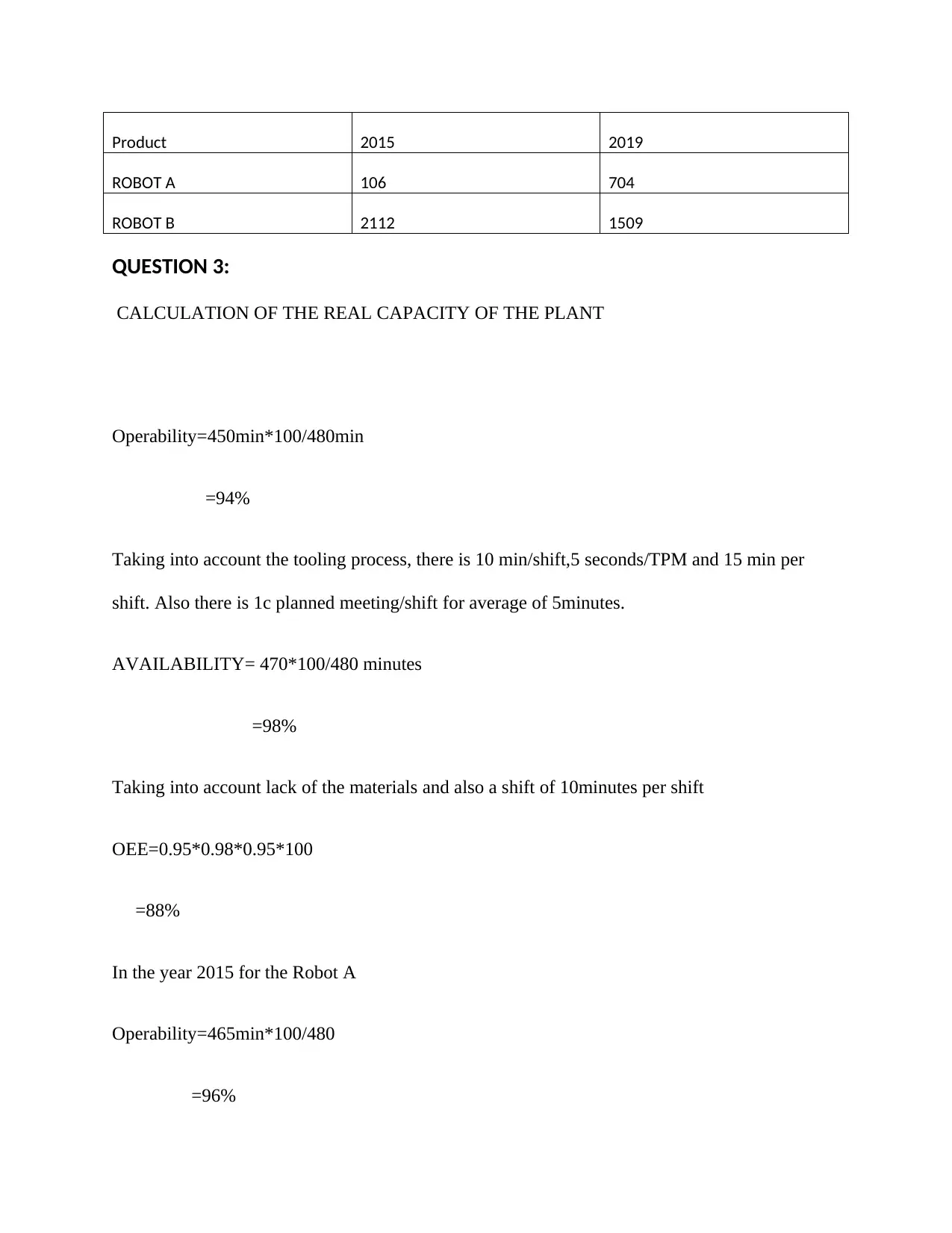
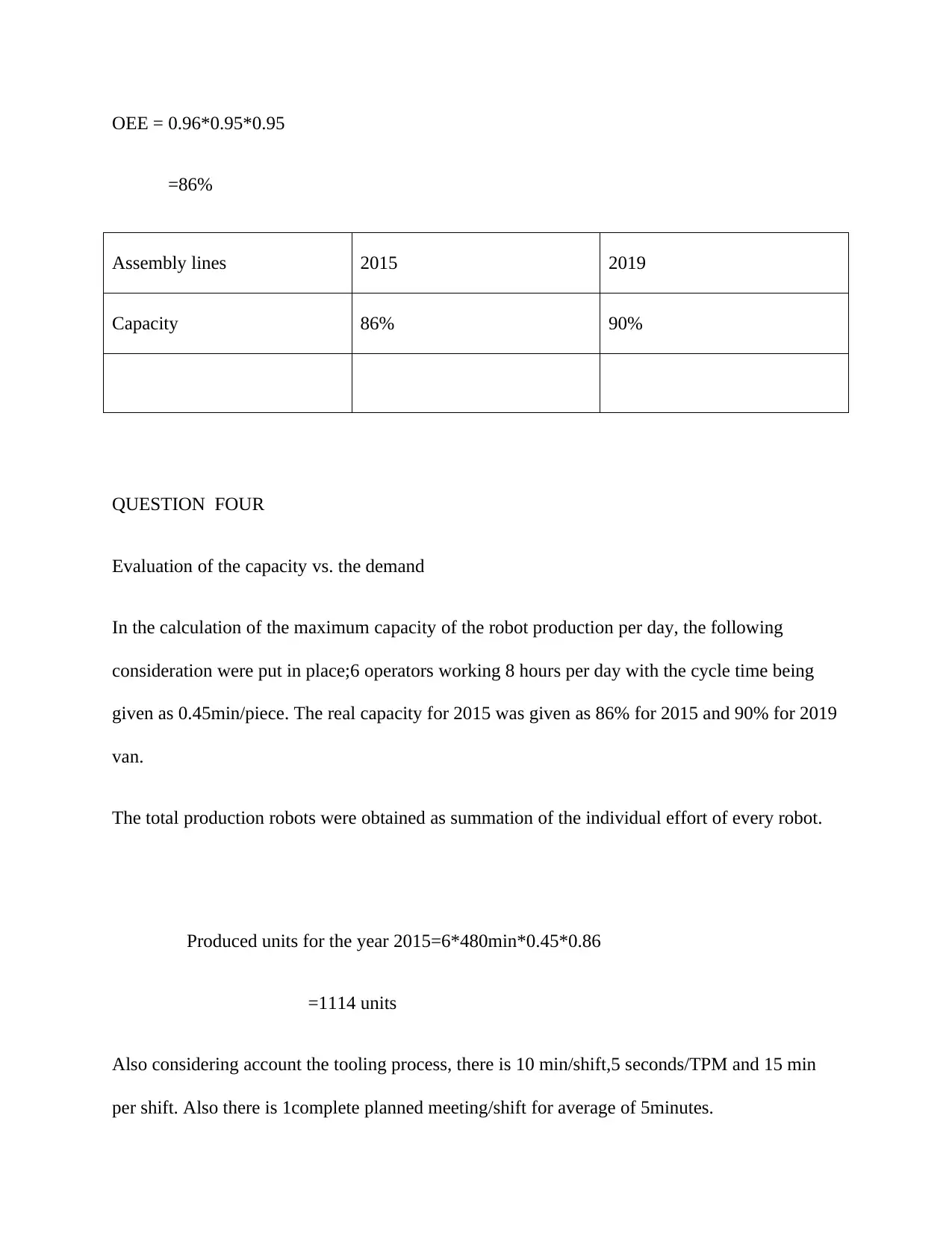
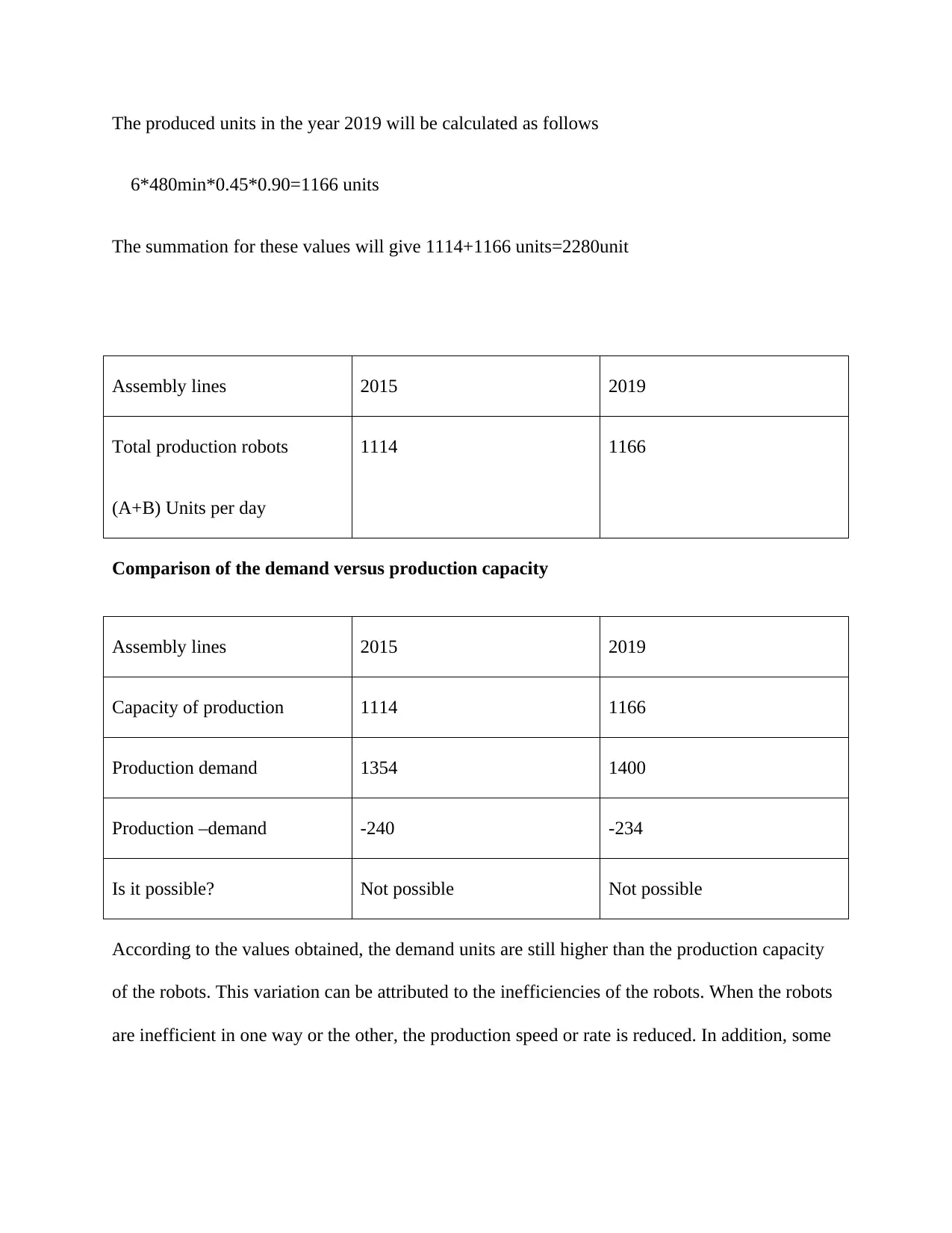
This case study analyzes the development of a new Lego robot plant, focusing on capacity, demand, and efficiency. It involves calculating cycle times, production volumes, and real capacity using data from 2015 and 2019. The study evaluates the plant's operability, availability, and overall equipment effectiveness (OEE). The analysis compares the production capacity with customer demand, revealing potential shortfalls and suggesting improvements in robot efficiency and raw material reliability to meet market requirements. The study concludes that while the robot system demonstrates interoperability, variations in cycle times and inefficiencies impact overall production, necessitating optimized processes and reliable resources.
1 out of 15
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.