Machine Learning's Transformative Impact on Supply Chain (ITECH7413)
VerifiedAdded on 2022/11/17
|14
|3939
|91
Report
AI Summary
This report delves into the significant role of machine learning in revolutionizing supply chain management. It examines how machine learning enhances demand forecasting, improves operational efficiency, and reduces costs within supply chains. The report highlights the ability of machine learning algorithms to analyze large datasets, identify patterns, and provide valuable insights for optimizing various aspects of the supply chain, including supplier quality management, production planning, and inventory control. It further discusses the application of machine learning in areas such as physical inspection, asset management, and the creation of new sales areas. By leveraging machine learning, companies can gain a competitive advantage, improve scalability, and foster greater cross-functional collaboration within their supply chain operations. The report also includes figures illustrating key concepts and references to relevant academic sources.

Running head: IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING
SUPPLY CHAIN
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING
SUPPLY CHAIN
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
2
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Table of Contents
Introduction................................................................................................................................3
Discussion..................................................................................................................................3
Conclusion................................................................................................................................12
References................................................................................................................................13
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Table of Contents
Introduction................................................................................................................................3
Discussion..................................................................................................................................3
Conclusion................................................................................................................................12
References................................................................................................................................13

3
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Introduction
Machine learning is largely defined as the scientific study that includes algorithms
and statistical models that are used by computer systems for using it in order to effectively
perform a specific task mainly relying on the patterns and inference rather than using
instructions (Brynjolfsson & Mitchell, 2017). It is one of the important parts of Artificial
Intelligence and inclusion of machine learning in the production process has changed the
business scenario in recent years. In the growing uncertainties, it has been important for the
organizations to make reliable demand forecast model for supply chain efficiency. In the
current study, the importance of machine learning is discussed in terms of its importance of
enhancing performance of supply chain. The study focuses on the capability of machine
learning as an error free forecasting technique that learns continuously from data and makes
decisions accordingly (Bumblauskas, Nold, Bumblauskas & Igou, 2017). The process
illustrates how machine learning helps supply chain for forecasting efficiently and manages
the supply chain properly.
Discussion
Function of supply chain in a business
The supply chain of a company is managed by its supply chain management system and it
works for controlling the movement of different kinds of goods in a business. Supply chain
management also involves storage of materials in inventory. Thus, the supply chain
management is planning, controlling, and executing daily supply chain activities for
improving business quality as well as customer satisfaction that negates wastage of goods.
One of the complex factors of supply chain management is forecasting the demands. In order
to forecast the demands organizations use different technologies. The key problem with most
of the technological interventions in terms of forecasting demands is potential error in the
error forecast. According to Chae (2015) the main reason behind these errors are identified to
be the techniques that are used in the old models of demand forecast. Machine learning has
been considered one of the important alternatives of the issue of demand forecast and it can
help supply chain to forecast the demand efficiently and manage the supply chain
appropriately (Sanders, 2016). In previous years, demands could be calculated using simple
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Introduction
Machine learning is largely defined as the scientific study that includes algorithms
and statistical models that are used by computer systems for using it in order to effectively
perform a specific task mainly relying on the patterns and inference rather than using
instructions (Brynjolfsson & Mitchell, 2017). It is one of the important parts of Artificial
Intelligence and inclusion of machine learning in the production process has changed the
business scenario in recent years. In the growing uncertainties, it has been important for the
organizations to make reliable demand forecast model for supply chain efficiency. In the
current study, the importance of machine learning is discussed in terms of its importance of
enhancing performance of supply chain. The study focuses on the capability of machine
learning as an error free forecasting technique that learns continuously from data and makes
decisions accordingly (Bumblauskas, Nold, Bumblauskas & Igou, 2017). The process
illustrates how machine learning helps supply chain for forecasting efficiently and manages
the supply chain properly.
Discussion
Function of supply chain in a business
The supply chain of a company is managed by its supply chain management system and it
works for controlling the movement of different kinds of goods in a business. Supply chain
management also involves storage of materials in inventory. Thus, the supply chain
management is planning, controlling, and executing daily supply chain activities for
improving business quality as well as customer satisfaction that negates wastage of goods.
One of the complex factors of supply chain management is forecasting the demands. In order
to forecast the demands organizations use different technologies. The key problem with most
of the technological interventions in terms of forecasting demands is potential error in the
error forecast. According to Chae (2015) the main reason behind these errors are identified to
be the techniques that are used in the old models of demand forecast. Machine learning has
been considered one of the important alternatives of the issue of demand forecast and it can
help supply chain to forecast the demand efficiently and manage the supply chain
appropriately (Sanders, 2016). In previous years, demands could be calculated using simple
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
4
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
historical demand pattern. The process of using historical data has become useless as demand
now fluctuates on very short notice.
Use of machine learning for transforming supply chain
The identified problems of traditional demand calculation system cannot be resolved through
traditional algorithms because of their fluctuations. Machine learning can help the companies
to solve the problems easily. Machine learning is considered as a special type of technology
in which it is possible for a computer system to learn many useful things from the data that
has been given (Addo-Tenkorang & Helo, 2016). Machine learning helps companies to
model a powerful algorithm that will go to with the flow of the market. It is different from
traditional algorithms as machine learning learns from the market scenario and thus it creates
a dynamic model.
The supply chain of a company is transformed with the use of machine learning due to its
ability of discovering new patterns in the supply chain data. Machine learning algorithms
have found the new patterns regularly in the supply chain and it does not need manual
intervention or the definition of taxonomy for guiding the analysis (Witten et al. 2016). The
algorithms used in machine learning query data with the help of constraint based modelling
for finding out the core set of factors that is more accurate in terms of prediction. The main
factors that influences inventory levels are supplier quality, demand forecasting, production
planning, order to cash and procure to play.
Different ways through which machine learning is transforming and making the supply
chain more efficient
Ability to analyse large and diverse dataset
Machine learning algorithms and the applications that are used for running them have the
capacity to analyse large and diverse set of data within less time along with improved
demand forecasting accuracy. One of the most challenging aspects in managing a supply
chain is to predict the future demands for production (Schoenherr & Speier‐Pero, 2015). The
techniques that are mainly used mainly statistical analysis techniques that had moved to
advanced simulation modelling. One of the main benefits of using machine learning is that
the traditional methods do not provide the scope of tracking or quantifying over time.
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
historical demand pattern. The process of using historical data has become useless as demand
now fluctuates on very short notice.
Use of machine learning for transforming supply chain
The identified problems of traditional demand calculation system cannot be resolved through
traditional algorithms because of their fluctuations. Machine learning can help the companies
to solve the problems easily. Machine learning is considered as a special type of technology
in which it is possible for a computer system to learn many useful things from the data that
has been given (Addo-Tenkorang & Helo, 2016). Machine learning helps companies to
model a powerful algorithm that will go to with the flow of the market. It is different from
traditional algorithms as machine learning learns from the market scenario and thus it creates
a dynamic model.
The supply chain of a company is transformed with the use of machine learning due to its
ability of discovering new patterns in the supply chain data. Machine learning algorithms
have found the new patterns regularly in the supply chain and it does not need manual
intervention or the definition of taxonomy for guiding the analysis (Witten et al. 2016). The
algorithms used in machine learning query data with the help of constraint based modelling
for finding out the core set of factors that is more accurate in terms of prediction. The main
factors that influences inventory levels are supplier quality, demand forecasting, production
planning, order to cash and procure to play.
Different ways through which machine learning is transforming and making the supply
chain more efficient
Ability to analyse large and diverse dataset
Machine learning algorithms and the applications that are used for running them have the
capacity to analyse large and diverse set of data within less time along with improved
demand forecasting accuracy. One of the most challenging aspects in managing a supply
chain is to predict the future demands for production (Schoenherr & Speier‐Pero, 2015). The
techniques that are mainly used mainly statistical analysis techniques that had moved to
advanced simulation modelling. One of the main benefits of using machine learning is that
the traditional methods do not provide the scope of tracking or quantifying over time.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
5
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
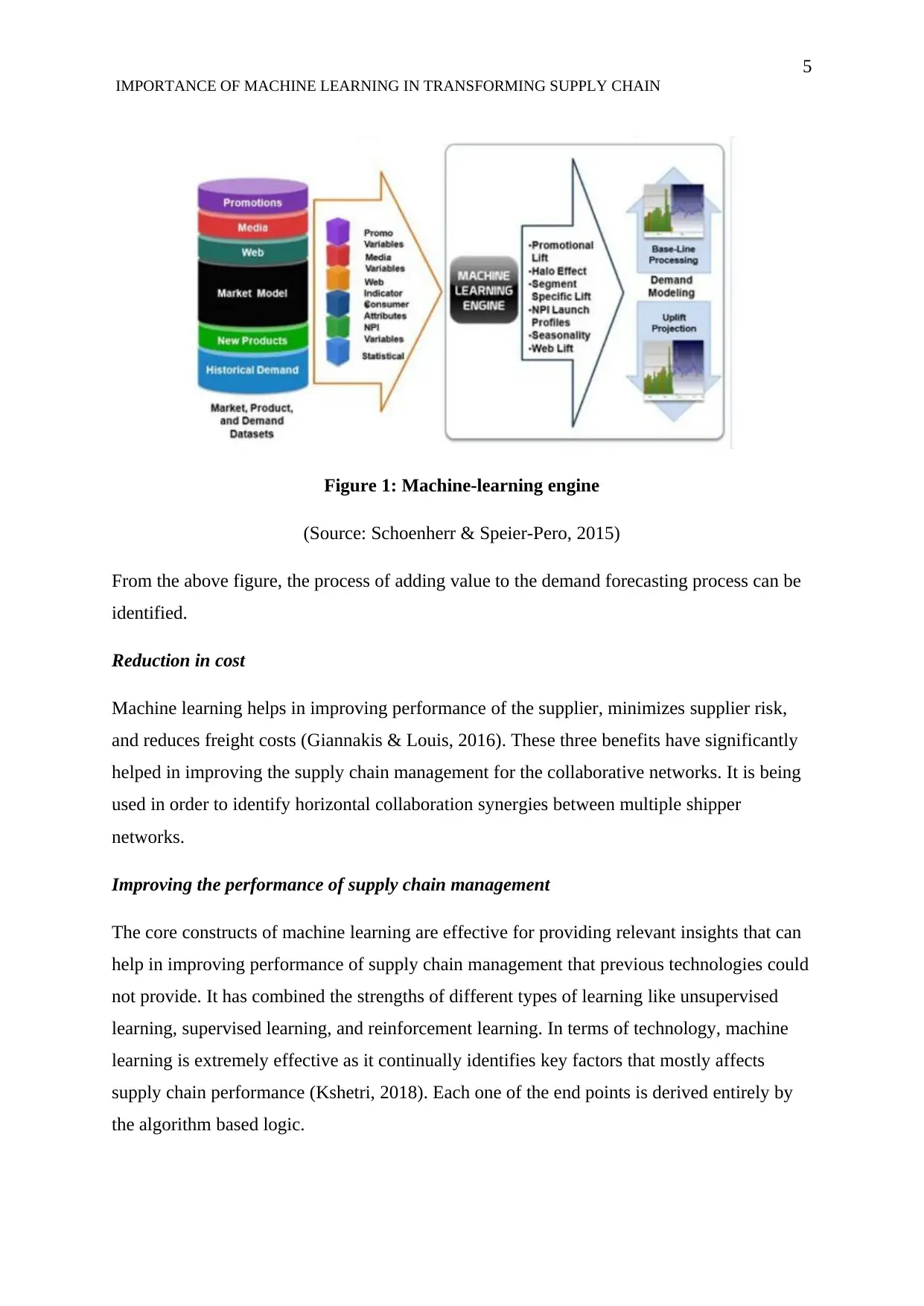
Figure 1: Machine-learning engine
(Source: Schoenherr & Speier‐Pero, 2015)
From the above figure, the process of adding value to the demand forecasting process can be
identified.
Reduction in cost
Machine learning helps in improving performance of the supplier, minimizes supplier risk,
and reduces freight costs (Giannakis & Louis, 2016). These three benefits have significantly
helped in improving the supply chain management for the collaborative networks. It is being
used in order to identify horizontal collaboration synergies between multiple shipper
networks.
Improving the performance of supply chain management
The core constructs of machine learning are effective for providing relevant insights that can
help in improving performance of supply chain management that previous technologies could
not provide. It has combined the strengths of different types of learning like unsupervised
learning, supervised learning, and reinforcement learning. In terms of technology, machine
learning is extremely effective as it continually identifies key factors that mostly affects
supply chain performance (Kshetri, 2018). Each one of the end points is derived entirely by
the algorithm based logic.
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Figure 1: Machine-learning engine
(Source: Schoenherr & Speier‐Pero, 2015)
From the above figure, the process of adding value to the demand forecasting process can be
identified.
Reduction in cost
Machine learning helps in improving performance of the supplier, minimizes supplier risk,
and reduces freight costs (Giannakis & Louis, 2016). These three benefits have significantly
helped in improving the supply chain management for the collaborative networks. It is being
used in order to identify horizontal collaboration synergies between multiple shipper
networks.
Improving the performance of supply chain management
The core constructs of machine learning are effective for providing relevant insights that can
help in improving performance of supply chain management that previous technologies could
not provide. It has combined the strengths of different types of learning like unsupervised
learning, supervised learning, and reinforcement learning. In terms of technology, machine
learning is extremely effective as it continually identifies key factors that mostly affects
supply chain performance (Kshetri, 2018). Each one of the end points is derived entirely by
the algorithm based logic.

6
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
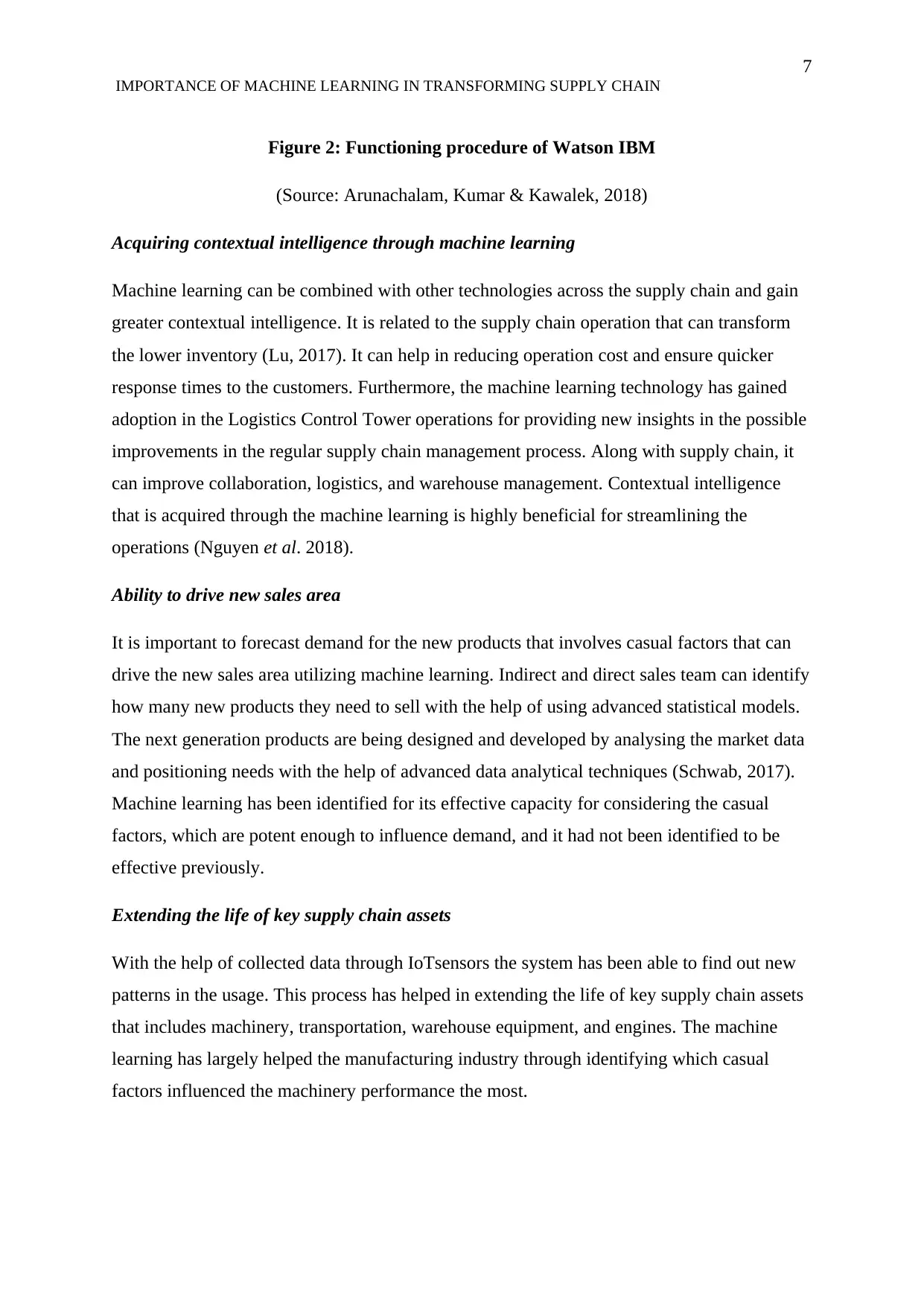
Physical inspection and maintenance
One of the chief expertise of machine learning is that it excels in the visual pattern
recognition. This particular aspect of machine learning in the supply chain has opened up
several potential applications in terms of physical inspection and managing the physical
assets found in an entire supply chain network (Mishra, Gunasekaran, Papadopoulos &
Childe, 2018). With the help of working algorithms is seeks to recognize the comparable
patterns in multiple data sets. It has proved to be effective in automating inbound quality
inspection in the logistics hubs by segregating the product shipments in terms of wear and
damage.For example the machine learning technology used in IBM and the algorithm in the
company’s Watson platform had been able to identify damaged shipping container or product
(Heilig, Schwarze & Voß, 2017). Furthermore, it was designed to identify the type of damage
and recommend the necessary action in order to repair the identified damaged products. The
efficiency of Watson depends on the visual and systems-based data for tracking, reporting
and making recommendations within reasonable time. The system is a combination of visual
and systems-based data for tracking and reporting in order to provide recommendations in
real time. The following diagram can illustrate how Watson functions.
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Physical inspection and maintenance
One of the chief expertise of machine learning is that it excels in the visual pattern
recognition. This particular aspect of machine learning in the supply chain has opened up
several potential applications in terms of physical inspection and managing the physical
assets found in an entire supply chain network (Mishra, Gunasekaran, Papadopoulos &
Childe, 2018). With the help of working algorithms is seeks to recognize the comparable
patterns in multiple data sets. It has proved to be effective in automating inbound quality
inspection in the logistics hubs by segregating the product shipments in terms of wear and
damage.For example the machine learning technology used in IBM and the algorithm in the
company’s Watson platform had been able to identify damaged shipping container or product
(Heilig, Schwarze & Voß, 2017). Furthermore, it was designed to identify the type of damage
and recommend the necessary action in order to repair the identified damaged products. The
efficiency of Watson depends on the visual and systems-based data for tracking, reporting
and making recommendations within reasonable time. The system is a combination of visual
and systems-based data for tracking and reporting in order to provide recommendations in
real time. The following diagram can illustrate how Watson functions.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
7
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Figure 2: Functioning procedure of Watson IBM
(Source: Arunachalam, Kumar & Kawalek, 2018)
Acquiring contextual intelligence through machine learning
Machine learning can be combined with other technologies across the supply chain and gain
greater contextual intelligence. It is related to the supply chain operation that can transform
the lower inventory (Lu, 2017). It can help in reducing operation cost and ensure quicker
response times to the customers. Furthermore, the machine learning technology has gained
adoption in the Logistics Control Tower operations for providing new insights in the possible
improvements in the regular supply chain management process. Along with supply chain, it
can improve collaboration, logistics, and warehouse management. Contextual intelligence
that is acquired through the machine learning is highly beneficial for streamlining the
operations (Nguyen et al. 2018).
Ability to drive new sales area
It is important to forecast demand for the new products that involves casual factors that can
drive the new sales area utilizing machine learning. Indirect and direct sales team can identify
how many new products they need to sell with the help of using advanced statistical models.
The next generation products are being designed and developed by analysing the market data
and positioning needs with the help of advanced data analytical techniques (Schwab, 2017).
Machine learning has been identified for its effective capacity for considering the casual
factors, which are potent enough to influence demand, and it had not been identified to be
effective previously.
Extending the life of key supply chain assets
With the help of collected data through IoTsensors the system has been able to find out new
patterns in the usage. This process has helped in extending the life of key supply chain assets
that includes machinery, transportation, warehouse equipment, and engines. The machine
learning has largely helped the manufacturing industry through identifying which casual
factors influenced the machinery performance the most.
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Figure 2: Functioning procedure of Watson IBM
(Source: Arunachalam, Kumar & Kawalek, 2018)
Acquiring contextual intelligence through machine learning
Machine learning can be combined with other technologies across the supply chain and gain
greater contextual intelligence. It is related to the supply chain operation that can transform
the lower inventory (Lu, 2017). It can help in reducing operation cost and ensure quicker
response times to the customers. Furthermore, the machine learning technology has gained
adoption in the Logistics Control Tower operations for providing new insights in the possible
improvements in the regular supply chain management process. Along with supply chain, it
can improve collaboration, logistics, and warehouse management. Contextual intelligence
that is acquired through the machine learning is highly beneficial for streamlining the
operations (Nguyen et al. 2018).
Ability to drive new sales area
It is important to forecast demand for the new products that involves casual factors that can
drive the new sales area utilizing machine learning. Indirect and direct sales team can identify
how many new products they need to sell with the help of using advanced statistical models.
The next generation products are being designed and developed by analysing the market data
and positioning needs with the help of advanced data analytical techniques (Schwab, 2017).
Machine learning has been identified for its effective capacity for considering the casual
factors, which are potent enough to influence demand, and it had not been identified to be
effective previously.
Extending the life of key supply chain assets
With the help of collected data through IoTsensors the system has been able to find out new
patterns in the usage. This process has helped in extending the life of key supply chain assets
that includes machinery, transportation, warehouse equipment, and engines. The machine
learning has largely helped the manufacturing industry through identifying which casual
factors influenced the machinery performance the most.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
8
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Improved supplier quality management
Machine learning helps in improving the supplier quality management as well as compliance
through finding the patterns in supplier’s quality levels as well as track-and-trace data
hierarchies for each of the supplier. According to Baena et al (2017), companies are
dependent on the suppliers for approximately 80% of the components which have been
assembled into a given product. Industries like aerospace, defence, food & beverage and
Medical products are largely dependent on the supplier quality and compliance. By
introducing the machine learning applications it is possible to define product hierarchy
independently and streamlining the reporting process that can save significant amount of time
that manufacturer tends to invest.
Improved production planning
Machine learning can take into account multiple constraints and it can optimize for each of
the constraints. Through enhancing scheduling accuracy, it can help in improving production
planning. The manufacturers who tend to rely on the build-to-order and make-to-stock
production workflows are immensely benefitted by machine learning in terms of
identification of the constraints more effectively (Brynjolfsson, Rock & Syverson, 2018).
Manufacturers have been able to reduce supply chain latency for the parts and the
components that are used in the most heavily customized as a result of using machine
learning.
Competitive advantage
Appropriate forecasting model is significant in order to sustain in the highly competitive
market of today’s world. Machine learning helps in improved decision-making for ensuring
right decisions in the supply chain industry. Each of the decisions that have been undertaken
during the life cycle tends to impact the functioning of the industry. Machine learning has the
analytical approach.
Improving scalability of the manufacturing process
According to Brynjolfsson & Mcafee (2017) because of the emerging technology supply
chain industry has been subjected to a vertical transformation. In order to ensure that demand
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Improved supplier quality management
Machine learning helps in improving the supplier quality management as well as compliance
through finding the patterns in supplier’s quality levels as well as track-and-trace data
hierarchies for each of the supplier. According to Baena et al (2017), companies are
dependent on the suppliers for approximately 80% of the components which have been
assembled into a given product. Industries like aerospace, defence, food & beverage and
Medical products are largely dependent on the supplier quality and compliance. By
introducing the machine learning applications it is possible to define product hierarchy
independently and streamlining the reporting process that can save significant amount of time
that manufacturer tends to invest.
Improved production planning
Machine learning can take into account multiple constraints and it can optimize for each of
the constraints. Through enhancing scheduling accuracy, it can help in improving production
planning. The manufacturers who tend to rely on the build-to-order and make-to-stock
production workflows are immensely benefitted by machine learning in terms of
identification of the constraints more effectively (Brynjolfsson, Rock & Syverson, 2018).
Manufacturers have been able to reduce supply chain latency for the parts and the
components that are used in the most heavily customized as a result of using machine
learning.
Competitive advantage
Appropriate forecasting model is significant in order to sustain in the highly competitive
market of today’s world. Machine learning helps in improved decision-making for ensuring
right decisions in the supply chain industry. Each of the decisions that have been undertaken
during the life cycle tends to impact the functioning of the industry. Machine learning has the
analytical approach.
Improving scalability of the manufacturing process
According to Brynjolfsson & Mcafee (2017) because of the emerging technology supply
chain industry has been subjected to a vertical transformation. In order to ensure that demand
9
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
is being met appropriately, it has become necessary for the professionals to be prepared of
sudden influx of new order for the sudden growth in retail business. Machine learning helps
in keeping the industry ready for sudden demand and hence it helps in increasing the
scalability of the businesses. Machine learning also provides effective support to the staff that
have been identified to be dealing sudden changes in terms of operation. The delivery system
remains clear of the backorders through this process.
Smart machines
With the combination of machine learning and big data it is possible to use smart machines
that features provided instructions. The machine is not any more considered as low-level
operating value and smart machines have helped companies to perform and provide the task
more effectively.
Importance of cross functionality
It has been identified that most of the supply chain industries have not integrated necessary
IT systems and it has made things more challenging for the cross-functional teams in order to
accomplish the goals. Along with the emergence of machine learning in the supply chain
industry, it has become possible for the cross functional teams to working greater insights and
intelligence across the teams. The production workflows, value chain decisions and the
inventory management have become optimized with the help of increased cross functionality.
Quality management of supplier
Quality management of the supply chain is identified to be one of the key factors for
sustainable supply chain. With the help of powerful pattern recognition technique the system
offers quick as well as accurate quality level and log creation of the suppliers. It indicates that
the products or the materials that have been supplied to the industry need to adhere to the
minimum criteria meeting material quality. As well as track the other factors that are
dependent on the tracking of material quality.
Challenges of implementing machine learning in the supply chain
One of the significant challenges of using machine learning in the supply chain management
is it is dependent on the quality of information. Machine learning largely depends on reliable,
timely, and high quality information. Lack of access to the necessary data can cause
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
is being met appropriately, it has become necessary for the professionals to be prepared of
sudden influx of new order for the sudden growth in retail business. Machine learning helps
in keeping the industry ready for sudden demand and hence it helps in increasing the
scalability of the businesses. Machine learning also provides effective support to the staff that
have been identified to be dealing sudden changes in terms of operation. The delivery system
remains clear of the backorders through this process.
Smart machines
With the combination of machine learning and big data it is possible to use smart machines
that features provided instructions. The machine is not any more considered as low-level
operating value and smart machines have helped companies to perform and provide the task
more effectively.
Importance of cross functionality
It has been identified that most of the supply chain industries have not integrated necessary
IT systems and it has made things more challenging for the cross-functional teams in order to
accomplish the goals. Along with the emergence of machine learning in the supply chain
industry, it has become possible for the cross functional teams to working greater insights and
intelligence across the teams. The production workflows, value chain decisions and the
inventory management have become optimized with the help of increased cross functionality.
Quality management of supplier
Quality management of the supply chain is identified to be one of the key factors for
sustainable supply chain. With the help of powerful pattern recognition technique the system
offers quick as well as accurate quality level and log creation of the suppliers. It indicates that
the products or the materials that have been supplied to the industry need to adhere to the
minimum criteria meeting material quality. As well as track the other factors that are
dependent on the tracking of material quality.
Challenges of implementing machine learning in the supply chain
One of the significant challenges of using machine learning in the supply chain management
is it is dependent on the quality of information. Machine learning largely depends on reliable,
timely, and high quality information. Lack of access to the necessary data can cause
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
10
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
significant problems for machine learning in the supply chain. A robust approach regarding
collecting and analysing data becomes priority for the supplier chain managers. In order to
overcome the data related challenges it is important for the organizations in the supply chain
to provide the required information in a consistent manner. Whenever possible it is important
to integrate the SCM software with the manufacturer and the supplier systems for automatic
collection and data processing. It is important to check supply chain information and audit the
information periodically for ensuring quality (Curry, 2016). It is important for the machine
learning models to be tested and checked in order to make sure that the outputs and the
suggestions are appropriately aligned with the business needs and expectations.
Importance of Machine Learning in retail and manufacturing supply chains
In recent years there has been several potent cases for optimization of the supply chain
through machine learning. Some of the important factors for implementing machine learning
in the manufacturing and retail supply chains are:
With the help of stock level analysis it is possible to identify the products that are
losing popularity and customer demands in the market. Fashion brand Zara use the
technique in order to ensure that stock is cleared accordingly.
Price analysis is compared to the costs in the supply chain as well as the retail profit
margins for establishing the effective combination of pricing and customer demand.
Machine Learning can be effective in identifying upstream delays that allows plan to
make contingency plan as well as alternative sourcing
With the help of machine learning it is possible for the retailers to make use of the
sales and the promotional activities linking it with the demand and supply planning in
order to ensure that the store has necessary stock.
It is also possible for the retailers to manage the cost in accordance with stock and it
can help in reduction of the storage cost as well.
For the manufacturers it becomes easier to increase speed to market with optimization
of contracts and reduction of turn around times
Importance of machine learning in supply chain
For SCM machine learning tends to provide several benefits and some of the key benefits are:
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
significant problems for machine learning in the supply chain. A robust approach regarding
collecting and analysing data becomes priority for the supplier chain managers. In order to
overcome the data related challenges it is important for the organizations in the supply chain
to provide the required information in a consistent manner. Whenever possible it is important
to integrate the SCM software with the manufacturer and the supplier systems for automatic
collection and data processing. It is important to check supply chain information and audit the
information periodically for ensuring quality (Curry, 2016). It is important for the machine
learning models to be tested and checked in order to make sure that the outputs and the
suggestions are appropriately aligned with the business needs and expectations.
Importance of Machine Learning in retail and manufacturing supply chains
In recent years there has been several potent cases for optimization of the supply chain
through machine learning. Some of the important factors for implementing machine learning
in the manufacturing and retail supply chains are:
With the help of stock level analysis it is possible to identify the products that are
losing popularity and customer demands in the market. Fashion brand Zara use the
technique in order to ensure that stock is cleared accordingly.
Price analysis is compared to the costs in the supply chain as well as the retail profit
margins for establishing the effective combination of pricing and customer demand.
Machine Learning can be effective in identifying upstream delays that allows plan to
make contingency plan as well as alternative sourcing
With the help of machine learning it is possible for the retailers to make use of the
sales and the promotional activities linking it with the demand and supply planning in
order to ensure that the store has necessary stock.
It is also possible for the retailers to manage the cost in accordance with stock and it
can help in reduction of the storage cost as well.
For the manufacturers it becomes easier to increase speed to market with optimization
of contracts and reduction of turn around times
Importance of machine learning in supply chain
For SCM machine learning tends to provide several benefits and some of the key benefits are:
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
11
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Machine learning helps in optimizing the flow of products from one place to another
and thus it becomes easier to manage inventory for the organizations in the supply
chain. Organizations in the supply chain do not need to hold much inventory as the
machine learning process facilitates flow of products.
One of the chief principles of Lean management of supply chain is reduction of cost
and reduction of waste. It is possible for organizations to maintain the necessary
quality with the help of machine learning as it helps in both quality improvement and
waste reduction.
The approach of JIT (Just In Time) can be implemented in the supply chain
management through machine learning and it can ensure arrival of products in the
marketplace when required.
Simpler and proven administrative practices help in ensuring effective supplier
relationship management that result in positive stakeholder satisfaction.
Continuous improvement and problem solving become easier as stakeholders tend to
acquire important information related to the product processing and origin of the
materials that are used.
Thus, from the above discussion, it is evident that machine learning can analyse timings and
optimize speed of the supply chain. It has transformed supply chain with the help of
technological intervention in the manual supply chain management and it has also helped in
reducing the labour and operational cost effectively (Ivanov, Tsipoulanidis & Schönberger,
2017). It is used by the global companies for comparing data in terms of historical
performance and benchmarks so that in can identify the suggestions that can increase speed in
the supply chain.
Conclusion
With technological advancement and material planning systems supply chain
management are controlled effectively by businesses. However, with the help of machine
learning, planning, scheduling, and resource management and labour alignment have become
seamless. Machine learning has not only helped in improving the supply chain management,
it has improved the supply chain management process as well. as inventory management is
one of the most important parts of supply chain management, machine learning has provided
benefits like finding proper data for optimizing results and appropriate maintenance of data. It
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
Machine learning helps in optimizing the flow of products from one place to another
and thus it becomes easier to manage inventory for the organizations in the supply
chain. Organizations in the supply chain do not need to hold much inventory as the
machine learning process facilitates flow of products.
One of the chief principles of Lean management of supply chain is reduction of cost
and reduction of waste. It is possible for organizations to maintain the necessary
quality with the help of machine learning as it helps in both quality improvement and
waste reduction.
The approach of JIT (Just In Time) can be implemented in the supply chain
management through machine learning and it can ensure arrival of products in the
marketplace when required.
Simpler and proven administrative practices help in ensuring effective supplier
relationship management that result in positive stakeholder satisfaction.
Continuous improvement and problem solving become easier as stakeholders tend to
acquire important information related to the product processing and origin of the
materials that are used.
Thus, from the above discussion, it is evident that machine learning can analyse timings and
optimize speed of the supply chain. It has transformed supply chain with the help of
technological intervention in the manual supply chain management and it has also helped in
reducing the labour and operational cost effectively (Ivanov, Tsipoulanidis & Schönberger,
2017). It is used by the global companies for comparing data in terms of historical
performance and benchmarks so that in can identify the suggestions that can increase speed in
the supply chain.
Conclusion
With technological advancement and material planning systems supply chain
management are controlled effectively by businesses. However, with the help of machine
learning, planning, scheduling, and resource management and labour alignment have become
seamless. Machine learning has not only helped in improving the supply chain management,
it has improved the supply chain management process as well. as inventory management is
one of the most important parts of supply chain management, machine learning has provided
benefits like finding proper data for optimizing results and appropriate maintenance of data. It

12
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
can predict stock out and reduce process and admin costs of a company. However, in order to
ensure effective results from the machine learning system it is important to implement
security system in order protect the system from data management challenges. Furthermore,
improved connectivity between the warehouses, automated services and the logistics supply
chain management has been transformed and ensure business excellence.
IMPORTANCE OF MACHINE LEARNING IN TRANSFORMING SUPPLY CHAIN
can predict stock out and reduce process and admin costs of a company. However, in order to
ensure effective results from the machine learning system it is important to implement
security system in order protect the system from data management challenges. Furthermore,
improved connectivity between the warehouses, automated services and the logistics supply
chain management has been transformed and ensure business excellence.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 14
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.