Analysis of Manganese Sulphide Inclusion in Wind Turbine Bearings
VerifiedAdded on 2020/05/04
|13
|3545
|198
Project
AI Summary
This project proposal investigates the destructive sectioning of wind turbine gearbox systems and the failures resulting from manganese sulphide (MnS) inclusions. The study focuses on premature failures in wind turbine gearbox bearings, which lead to increased operational costs. The research examines the initiation of cracks at subsurface material defects in the bearing steel, potentially developing into white etching cracks (WECs). The proposal explores the link between WECs and MnS inclusions, specifically those sized 3 to 45 micrometers at a depth of approximately 630 micrometers from the raceway surface. The research aims to determine if MnS inclusions are the primary cause of wind turbine gearbox bearing failures and initiate WECs. The study includes a literature review on WECs and MnS inclusions, experimental setups, and research questions directed to industry professionals. The findings indicate that the MnS inclusions cause WEC initiation, separation from the neighboring material, internal cracking, and crack propagation, ultimately leading to bearing failure. This proposal highlights the critical need to understand and mitigate the impact of MnS inclusions to improve the reliability and reduce the operational costs of wind energy systems.

Manganese Sulphide Inclusion 1
PROJECT PROPOSAL ON MANGANESE SULPHIDE INCLUSION IN WIND TURBINE
GEARBOX BEARING
A Proposal Paper on MnS By
Student’s Name
Name of the Professor
Institutional Affiliation
City/State
Year/Month/Day
PROJECT PROPOSAL ON MANGANESE SULPHIDE INCLUSION IN WIND TURBINE
GEARBOX BEARING
A Proposal Paper on MnS By
Student’s Name
Name of the Professor
Institutional Affiliation
City/State
Year/Month/Day
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Manganese Sulphide Inclusion 2
Executive Summary
This proposal investigate the destructive sectioning of a terrestrial phase wind turbine
gearbox system and the destruction realized at the inclusion of manganese sulphide. The
bearings of the wind turbine gearbox are prematurely failure resulting to rise in the cost of
operation of wind energy. The failure of bearing through axial cracking and white structure
flaking can both lead to premature failures but their mechanism of damage is presently not
well agreed on. The initiation of cracks has been realized to happen at the defects of
subsurface material in the steel of bearing which may develop into white etching cracks.
The initiation of cracks has been realized to happen at the defects of subsurface material in
the steel of bearing which may develop into white etching cracks. The industry of energy
manufacturing through wind turbines faces incidents issues in reducing the operational cost
of wind energy. White etching cracks have been linked to manganese sulphide inclusions of
dimensions 3 to 45 micrometres at depth of approximately 630 micrometres from the surface
of the raceway. This research paper has proved that the manganese inclusion was found to
have started the damage levels to the subsurface of an internal raceway of a terrestrial bearing
in the WTG. The four major categories of damages found at the manganese sulphide
inclusions include the WEC initiation, separation from the neighbouring material, internal
cracking, and crack propagation.
Executive Summary
This proposal investigate the destructive sectioning of a terrestrial phase wind turbine
gearbox system and the destruction realized at the inclusion of manganese sulphide. The
bearings of the wind turbine gearbox are prematurely failure resulting to rise in the cost of
operation of wind energy. The failure of bearing through axial cracking and white structure
flaking can both lead to premature failures but their mechanism of damage is presently not
well agreed on. The initiation of cracks has been realized to happen at the defects of
subsurface material in the steel of bearing which may develop into white etching cracks.
The initiation of cracks has been realized to happen at the defects of subsurface material in
the steel of bearing which may develop into white etching cracks. The industry of energy
manufacturing through wind turbines faces incidents issues in reducing the operational cost
of wind energy. White etching cracks have been linked to manganese sulphide inclusions of
dimensions 3 to 45 micrometres at depth of approximately 630 micrometres from the surface
of the raceway. This research paper has proved that the manganese inclusion was found to
have started the damage levels to the subsurface of an internal raceway of a terrestrial bearing
in the WTG. The four major categories of damages found at the manganese sulphide
inclusions include the WEC initiation, separation from the neighbouring material, internal
cracking, and crack propagation.
Manganese Sulphide Inclusion 3
INTRODUCTION
The bearing of the wind turbine gearbox the sections which lead to an interruption of the
wind turbine operation because they lead to high rates of failure. Failure happens Washington
ten percent of the design life of the bearing, even though they are made to similar standards
of bearing which adequately predict the lifetime of the bearing in numerous applications in
industries. A distinctive onshore wind turbine gearbox failure happens approximately 250
hours to restoration plus 20 percent of the whole lifetime interruption of the turbines of wind
may expect to be as a result of the failure of the gearbox. White etching cracks have been
noted to be the major mode of failure of the wind turbine bearing of the gearbox. This
proposal investigates the destructive sectioning of a terrestrial phase wind turbine gearbox
system and the destruction at the inclusion of manganese sulphide.
The bearings of the wind turbine gearbox are prematurely failure resulting has. The bearing
through axial cracking and white structure flaking can both lead to premature failure but their
mechanism of damage is presently not well agreed on. The initiation of cracks has been
realized to happen at the defects of subsurface material in the steel of bearing which may
develop into white etching cracks. The industry of energy manufacturing through wind
turbines faces serious issues in reducing the operational cost of wind energy. WEC have been
linked to manganese sulphide inclusions of dimensions 3 to 45 micrometres the about 630
micrometres from the surface of the raceway (Agency, 2012).
The European Wind Energy Agency, abbreviated as EWEA has the target of 250 GW which
is targeted of the installed capacity of wind power in the year 2020. This percentage of wind
power represents 20% of the electricity consumption in the European Union. This targeted
wind power capacity is currently being limited by numerous issues of maintenance majority
of those involving the wind turbine gearbox which is not attaining their speculated span of 20
years. This research proposal focuses on the manganese sulphide inclusion as the major
reason for the failure of wind turbine gearbox as well as if the manganese sulphide begins the
process of WEC in the bearing of wind turbine gearbox (Amitava, 2013).
Literature Review
WEC have been realized to be the major cause of premature failure of the axial cracking or
white structure flacking. The previous studies have noted that defects in materials,
specifically manganese sulphide inclusion to be the initiator of the WEC in both WTGB after
testing of rolling contact fatigue on huge scale test rigs and wind turbine gearbox bearings
INTRODUCTION
The bearing of the wind turbine gearbox the sections which lead to an interruption of the
wind turbine operation because they lead to high rates of failure. Failure happens Washington
ten percent of the design life of the bearing, even though they are made to similar standards
of bearing which adequately predict the lifetime of the bearing in numerous applications in
industries. A distinctive onshore wind turbine gearbox failure happens approximately 250
hours to restoration plus 20 percent of the whole lifetime interruption of the turbines of wind
may expect to be as a result of the failure of the gearbox. White etching cracks have been
noted to be the major mode of failure of the wind turbine bearing of the gearbox. This
proposal investigates the destructive sectioning of a terrestrial phase wind turbine gearbox
system and the destruction at the inclusion of manganese sulphide.
The bearings of the wind turbine gearbox are prematurely failure resulting has. The bearing
through axial cracking and white structure flaking can both lead to premature failure but their
mechanism of damage is presently not well agreed on. The initiation of cracks has been
realized to happen at the defects of subsurface material in the steel of bearing which may
develop into white etching cracks. The industry of energy manufacturing through wind
turbines faces serious issues in reducing the operational cost of wind energy. WEC have been
linked to manganese sulphide inclusions of dimensions 3 to 45 micrometres the about 630
micrometres from the surface of the raceway (Agency, 2012).
The European Wind Energy Agency, abbreviated as EWEA has the target of 250 GW which
is targeted of the installed capacity of wind power in the year 2020. This percentage of wind
power represents 20% of the electricity consumption in the European Union. This targeted
wind power capacity is currently being limited by numerous issues of maintenance majority
of those involving the wind turbine gearbox which is not attaining their speculated span of 20
years. This research proposal focuses on the manganese sulphide inclusion as the major
reason for the failure of wind turbine gearbox as well as if the manganese sulphide begins the
process of WEC in the bearing of wind turbine gearbox (Amitava, 2013).
Literature Review
WEC have been realized to be the major cause of premature failure of the axial cracking or
white structure flacking. The previous studies have noted that defects in materials,
specifically manganese sulphide inclusion to be the initiator of the WEC in both WTGB after
testing of rolling contact fatigue on huge scale test rigs and wind turbine gearbox bearings
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Manganese Sulphide Inclusion 4
gotten from the field. This proposal paper investigates the initiation of damage by manganese
sulphide inclusion through destructive partitioning the internal raceway of a failed terrestrial
phase (Beynon, 2010).
Inclusions of Manganese Sulphide in Bearing Steel
Manganese sulphide inclusions have been categorized into three groups since the year 1938.
The type 1 insertions are circular in appear and appear in with no aluminium content. Type 2
is the formation of dendritic chain on the borders of the rain and appear with the initial
aluminium traces. Type 3 is composed of strings of silicates that are broken and originally
appear together with Type 2. The manganese sulphide inclusions in steels that are hot-rolled
of uneven shape and which are flattened and elongated in the plastic deformation direction
during the process of metal formation are distributed randomly. Hence, their orientation may
differ for one bearing to another because of the variations in the process of metal formation
(Bruce, 2011).
White Etching Cracks
Presently, a through white etching cracking is not understood completely even though there
has been a serious effort, White etching cracks are cracks that are physical in the subsurface
of the material decorated by white etching zones and seem white after etching in natal
solution which is made of methanol and nitric acids. WEC have been noticed to create
butterfly cracks due to their appearance of two-dimensions. The stresses of Cyclic Hertzian
triggered by progressing contact close to or at the surface promote the glide of dislocation of
the subsurface. The white etching cracks may form network or cracks that are irregular which
probably follow boundaries of pre-austenite rain or may spread radially from cracks that are
straight-growing (Chard, 2012).
Manganese Sulphide Inclusions as Sites of Crack Initiation
Every inclusion may perform as a site of crack inclusion under high sufficient contact stress,
nevertheless, manganese sulphide inclusions have been realized to have the ability to interact
with WEC in the wind turbine gearbox steel. Shorter insertions have been realized to have
greater ability to start destruction than in case of lengthier inclusions, with perfect
propagation length of crack found to be less than 20 micrometres. During the quenching
process, the rates of thermal contraction that are large of the manganese sulphide inclusion
gotten from the field. This proposal paper investigates the initiation of damage by manganese
sulphide inclusion through destructive partitioning the internal raceway of a failed terrestrial
phase (Beynon, 2010).
Inclusions of Manganese Sulphide in Bearing Steel
Manganese sulphide inclusions have been categorized into three groups since the year 1938.
The type 1 insertions are circular in appear and appear in with no aluminium content. Type 2
is the formation of dendritic chain on the borders of the rain and appear with the initial
aluminium traces. Type 3 is composed of strings of silicates that are broken and originally
appear together with Type 2. The manganese sulphide inclusions in steels that are hot-rolled
of uneven shape and which are flattened and elongated in the plastic deformation direction
during the process of metal formation are distributed randomly. Hence, their orientation may
differ for one bearing to another because of the variations in the process of metal formation
(Bruce, 2011).
White Etching Cracks
Presently, a through white etching cracking is not understood completely even though there
has been a serious effort, White etching cracks are cracks that are physical in the subsurface
of the material decorated by white etching zones and seem white after etching in natal
solution which is made of methanol and nitric acids. WEC have been noticed to create
butterfly cracks due to their appearance of two-dimensions. The stresses of Cyclic Hertzian
triggered by progressing contact close to or at the surface promote the glide of dislocation of
the subsurface. The white etching cracks may form network or cracks that are irregular which
probably follow boundaries of pre-austenite rain or may spread radially from cracks that are
straight-growing (Chard, 2012).
Manganese Sulphide Inclusions as Sites of Crack Initiation
Every inclusion may perform as a site of crack inclusion under high sufficient contact stress,
nevertheless, manganese sulphide inclusions have been realized to have the ability to interact
with WEC in the wind turbine gearbox steel. Shorter insertions have been realized to have
greater ability to start destruction than in case of lengthier inclusions, with perfect
propagation length of crack found to be less than 20 micrometres. During the quenching
process, the rates of thermal contraction that are large of the manganese sulphide inclusion
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Manganese Sulphide Inclusion 5
from the materials that are bulk surrounding, hence creating free surface of inclusion of
subsurface (Fajdiga, 2014).
The weak bond between the matrix and manganese sulphide may subsidise to the voids
creation and hence free surfaces. The surfaces that are free are those sites that are potential
for insertion separation from the fatigue of rolling contact initiated cracking and bulk
material. Manganese sulphide inclusions which possess oxide parts such as aluminium oxide
have been realized to be more destructive than those that do not have it since if in the matrix
contact, the oxide section induce cracking initiating stresses of tensile residual. Cracks can be
commenced along the extremely strain flattened manganese inclusion for numerous motives:
inclusions break up may result to cracks forming within the inclusions; surfaces that are free
may be made at the centre of the elongated inclusions because of interfacial void formation
and debond; micro-cracks may be commenced at localised deformation bands in the inclusion
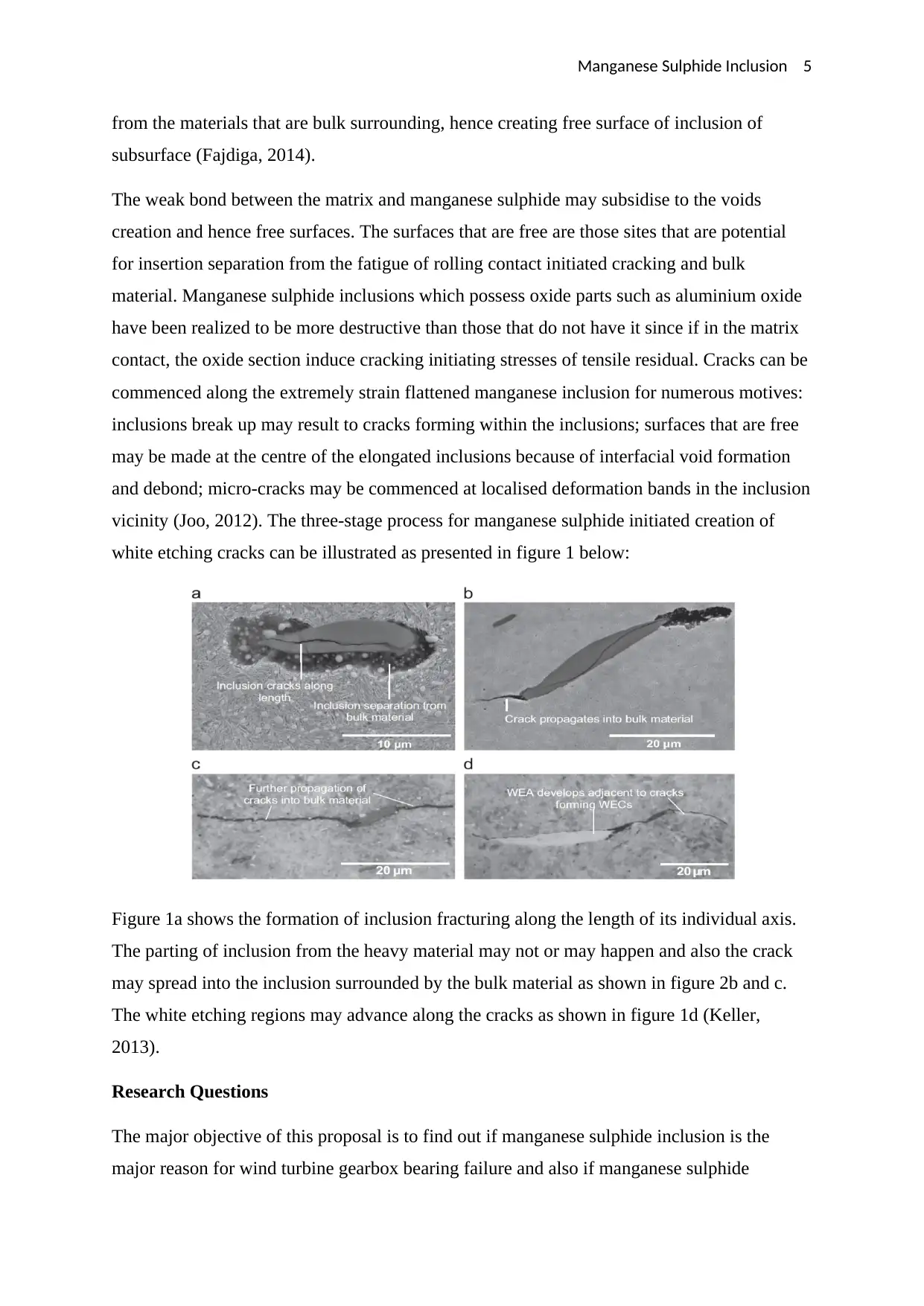
vicinity (Joo, 2012). The three-stage process for manganese sulphide initiated creation of
white etching cracks can be illustrated as presented in figure 1 below:
Figure 1a shows the formation of inclusion fracturing along the length of its individual axis.
The parting of inclusion from the heavy material may not or may happen and also the crack
may spread into the inclusion surrounded by the bulk material as shown in figure 2b and c.
The white etching regions may advance along the cracks as shown in figure 1d (Keller,
2013).
Research Questions
The major objective of this proposal is to find out if manganese sulphide inclusion is the
major reason for wind turbine gearbox bearing failure and also if manganese sulphide
from the materials that are bulk surrounding, hence creating free surface of inclusion of
subsurface (Fajdiga, 2014).
The weak bond between the matrix and manganese sulphide may subsidise to the voids
creation and hence free surfaces. The surfaces that are free are those sites that are potential
for insertion separation from the fatigue of rolling contact initiated cracking and bulk
material. Manganese sulphide inclusions which possess oxide parts such as aluminium oxide
have been realized to be more destructive than those that do not have it since if in the matrix
contact, the oxide section induce cracking initiating stresses of tensile residual. Cracks can be
commenced along the extremely strain flattened manganese inclusion for numerous motives:
inclusions break up may result to cracks forming within the inclusions; surfaces that are free
may be made at the centre of the elongated inclusions because of interfacial void formation
and debond; micro-cracks may be commenced at localised deformation bands in the inclusion
vicinity (Joo, 2012). The three-stage process for manganese sulphide initiated creation of
white etching cracks can be illustrated as presented in figure 1 below:
Figure 1a shows the formation of inclusion fracturing along the length of its individual axis.
The parting of inclusion from the heavy material may not or may happen and also the crack
may spread into the inclusion surrounded by the bulk material as shown in figure 2b and c.
The white etching regions may advance along the cracks as shown in figure 1d (Keller,
2013).
Research Questions
The major objective of this proposal is to find out if manganese sulphide inclusion is the
major reason for wind turbine gearbox bearing failure and also if manganese sulphide
Manganese Sulphide Inclusion 6
inclusion initiates white etching cracks in the wind turbine bearing. The research questions
are directed to individuals who are either directly or indirectly involved in the operations of
wind turbine gearbox. Some of the people who will be asked questions regarding the reasons
for the failure of wind turbine gearbox include engineers operating the wind power stations,
the CEO of the energy company, manufactures of wind turbines, and the employees of the
wind power stations (Lawrence, 2015).
The following are the research questions which the interviewees will be asked with an aim of
determining the research objectives:
Which are some of the reasons for wind turbine gearbox failure?
What are some of the effects of inclusion of manganese sulphide in wind turbine
gearbox bearing failure?
What initiates WEC in wind turbine bearings?
How the manganese sulphide does initiates WEC in wind turbine bearings?
Theoretical Content
Every inclusion may perform as a site of crack inclusion under high sufficient contact stress,
nevertheless, manganese sulphide inclusions have been realized to have the ability to relate
with white etching cracks in the WTG steel. Presently, WTG bearings failure through WEC is
not understood fully even though there have been serious effort, White etching cracks are
cracks that are physical in the subsurface of the material decorated by areas of white etching
and seem white after etching in natal solution which is made of methanol and nitric acids
(Rakheja, 2012).
Investigation of Terrestrial bearing that has failed
The determination of if the manganese sulphide inclusion the major reason for wind turbine
gearbox failure and also if manganese sulphide inclusion initiates white etching cracks in the
wind turbine gearbox bearing was undertaken through experimental setup. A bearing that
have failed from the low-velocity terrestrial phase of the wind turbine that is onshore which
was performed in the EU was investigated damagingly so as to find out the damage of the
subsurface material (Murakami, 2015).
The WTG system had been functioning without any serious incidence in the past five years.
An analysis of routine oil was done 10 days prior to failure. The turbine was removed from
the service after a duration of 10 days after data acquisition control system and supervisory
inclusion initiates white etching cracks in the wind turbine bearing. The research questions
are directed to individuals who are either directly or indirectly involved in the operations of
wind turbine gearbox. Some of the people who will be asked questions regarding the reasons
for the failure of wind turbine gearbox include engineers operating the wind power stations,
the CEO of the energy company, manufactures of wind turbines, and the employees of the
wind power stations (Lawrence, 2015).
The following are the research questions which the interviewees will be asked with an aim of
determining the research objectives:
Which are some of the reasons for wind turbine gearbox failure?
What are some of the effects of inclusion of manganese sulphide in wind turbine
gearbox bearing failure?
What initiates WEC in wind turbine bearings?
How the manganese sulphide does initiates WEC in wind turbine bearings?
Theoretical Content
Every inclusion may perform as a site of crack inclusion under high sufficient contact stress,
nevertheless, manganese sulphide inclusions have been realized to have the ability to relate
with white etching cracks in the WTG steel. Presently, WTG bearings failure through WEC is
not understood fully even though there have been serious effort, White etching cracks are
cracks that are physical in the subsurface of the material decorated by areas of white etching
and seem white after etching in natal solution which is made of methanol and nitric acids
(Rakheja, 2012).
Investigation of Terrestrial bearing that has failed
The determination of if the manganese sulphide inclusion the major reason for wind turbine
gearbox failure and also if manganese sulphide inclusion initiates white etching cracks in the
wind turbine gearbox bearing was undertaken through experimental setup. A bearing that
have failed from the low-velocity terrestrial phase of the wind turbine that is onshore which
was performed in the EU was investigated damagingly so as to find out the damage of the
subsurface material (Murakami, 2015).
The WTG system had been functioning without any serious incidence in the past five years.
An analysis of routine oil was done 10 days prior to failure. The turbine was removed from
the service after a duration of 10 days after data acquisition control system and supervisory
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Manganese Sulphide Inclusion 7
control received by the pressure alarm of low ear oil. After the process of inspection was
done, it was realized that the bearing and planetary bearing had failed seriously (Vegter,
2015). The conditions of operations for the bearing under investigation can be summarized as
shown below:
Motion: Rolling element sliding in unloaded zone probable
Velocity of the rotation of outer ring: 38 rpm
Inner ring constant with cylindrical rollers and outer ring rotating.
Nominal rolling contact
Loading: Misalignment possible
Repeated loading of similar inner raceway arc
Bearing pressure contacts expected to be about 1500 MPa during standard operation, however, may
surpass 1700 MPa during shutdown of WT.
Possibility of misalignment
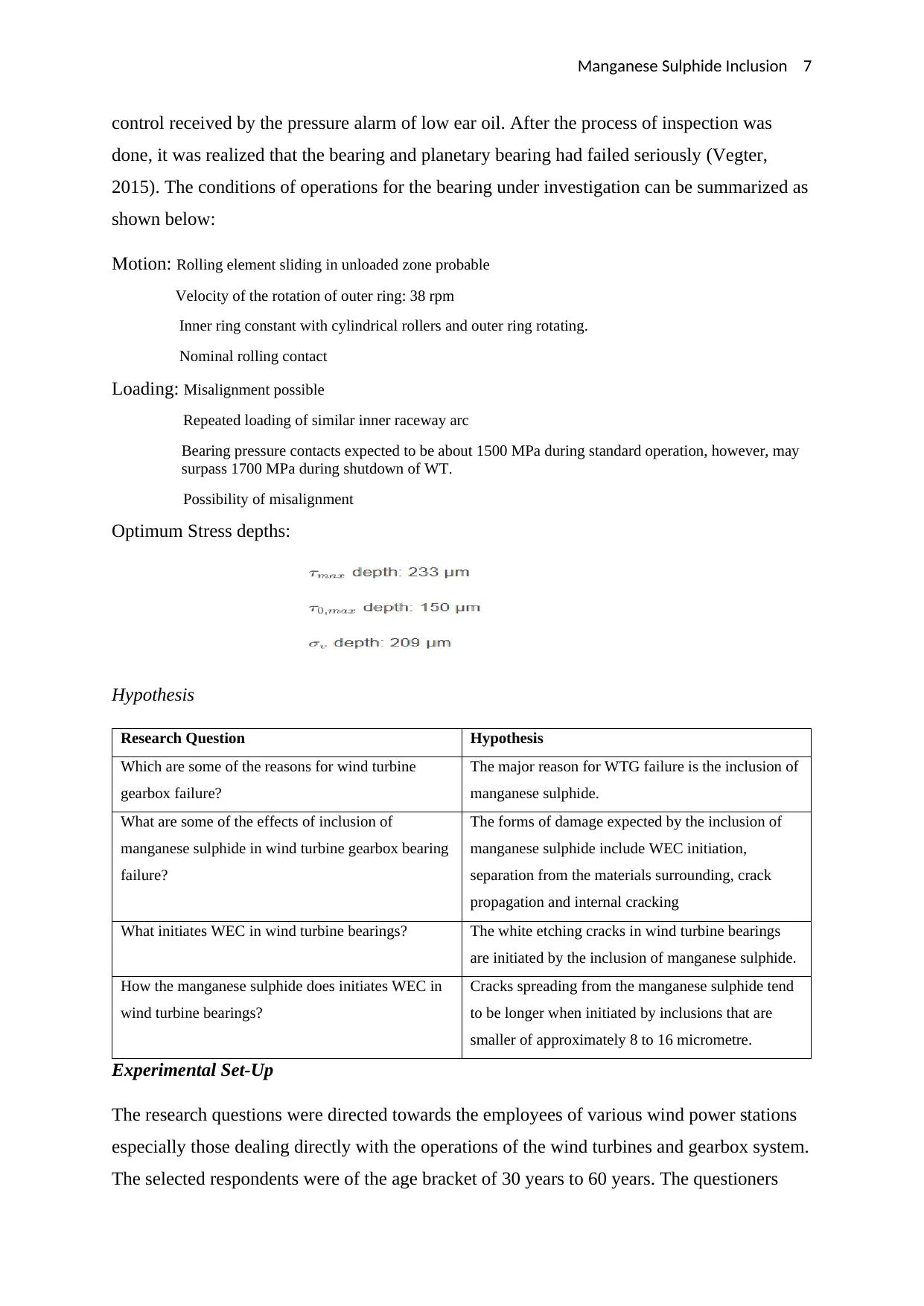
Optimum Stress depths:
Hypothesis
Research Question Hypothesis
Which are some of the reasons for wind turbine
gearbox failure?
The major reason for WTG failure is the inclusion of
manganese sulphide.
What are some of the effects of inclusion of
manganese sulphide in wind turbine gearbox bearing
failure?
The forms of damage expected by the inclusion of
manganese sulphide include WEC initiation,
separation from the materials surrounding, crack
propagation and internal cracking
What initiates WEC in wind turbine bearings? The white etching cracks in wind turbine bearings
are initiated by the inclusion of manganese sulphide.
How the manganese sulphide does initiates WEC in
wind turbine bearings?
Cracks spreading from the manganese sulphide tend
to be longer when initiated by inclusions that are
smaller of approximately 8 to 16 micrometre.
Experimental Set-Up
The research questions were directed towards the employees of various wind power stations
especially those dealing directly with the operations of the wind turbines and gearbox system.
The selected respondents were of the age bracket of 30 years to 60 years. The questioners
control received by the pressure alarm of low ear oil. After the process of inspection was
done, it was realized that the bearing and planetary bearing had failed seriously (Vegter,
2015). The conditions of operations for the bearing under investigation can be summarized as
shown below:
Motion: Rolling element sliding in unloaded zone probable
Velocity of the rotation of outer ring: 38 rpm
Inner ring constant with cylindrical rollers and outer ring rotating.
Nominal rolling contact
Loading: Misalignment possible
Repeated loading of similar inner raceway arc
Bearing pressure contacts expected to be about 1500 MPa during standard operation, however, may
surpass 1700 MPa during shutdown of WT.
Possibility of misalignment
Optimum Stress depths:
Hypothesis
Research Question Hypothesis
Which are some of the reasons for wind turbine
gearbox failure?
The major reason for WTG failure is the inclusion of
manganese sulphide.
What are some of the effects of inclusion of
manganese sulphide in wind turbine gearbox bearing
failure?
The forms of damage expected by the inclusion of
manganese sulphide include WEC initiation,
separation from the materials surrounding, crack
propagation and internal cracking
What initiates WEC in wind turbine bearings? The white etching cracks in wind turbine bearings
are initiated by the inclusion of manganese sulphide.
How the manganese sulphide does initiates WEC in
wind turbine bearings?
Cracks spreading from the manganese sulphide tend
to be longer when initiated by inclusions that are
smaller of approximately 8 to 16 micrometre.
Experimental Set-Up
The research questions were directed towards the employees of various wind power stations
especially those dealing directly with the operations of the wind turbines and gearbox system.
The selected respondents were of the age bracket of 30 years to 60 years. The questioners
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Manganese Sulphide Inclusion 8
were prepared depending on the targeted group, their height and weight, language, and their
social background. There were instances where an interpreter was required especially when
there was a language barrier between the researchers and the respondents (Umeda, 2012).
Procedure
The determination of if the manganese sulphide inclusion the major reason for wind turbine
gearbox failure and also if manganese sulphide inclusion initiates white etching cracks in the
wind turbine gearbox bearing was undertaken through experimental setup. A bearing that
have failed from the low velocity terrestrial phase of the wind turbine that is onshore which
was performed in the EU was investigated damagingly so as to find out the damage of the
subsurface material. A given number of manganese sulphide at depths more than 5 mm from
the surface of contact were noted by the use of microscopy of electron. The additions were
found randomly in the area that is heavily damaged, the initial 10 being those that were met.
It is critical to do this so as to ensure there is distinction between the undamaged and
damaged inclusions and to make sure that not even a single damage was caused by the
process of sectioning (Takemura, 2014).
Limitations
The major limitations that were encountered during the research were time and financial
constraints. Majority of the respondents lack adequate knowledge on the operations of WEC
damage in WTGB. This made it difficult to extract information from these respondents.
There were also instances where the respondents were busy and could not allocate time to be
interviewed making the research team to fail to reach a certain number of respondents
targeted (Mansfield, 2016).
Results, Outcome and Relevance
The inclusions of damage initiations from axially and circumferentially samples that have
been sectioned were catalogued and identified. The following inclusion properties and types
if damages were realized inclusion angle, the entire crack initiated length from inclusion, if
the addition is internally cracked, depth of inclusion from the surface, and the total length of
WEC initiated. The relationship between the types of damages at manganese sulphide
inclusion between three stages and damage stages at MnS inclusions are as shown in figure 2
below:
were prepared depending on the targeted group, their height and weight, language, and their
social background. There were instances where an interpreter was required especially when
there was a language barrier between the researchers and the respondents (Umeda, 2012).
Procedure
The determination of if the manganese sulphide inclusion the major reason for wind turbine
gearbox failure and also if manganese sulphide inclusion initiates white etching cracks in the
wind turbine gearbox bearing was undertaken through experimental setup. A bearing that
have failed from the low velocity terrestrial phase of the wind turbine that is onshore which
was performed in the EU was investigated damagingly so as to find out the damage of the
subsurface material. A given number of manganese sulphide at depths more than 5 mm from
the surface of contact were noted by the use of microscopy of electron. The additions were
found randomly in the area that is heavily damaged, the initial 10 being those that were met.
It is critical to do this so as to ensure there is distinction between the undamaged and
damaged inclusions and to make sure that not even a single damage was caused by the
process of sectioning (Takemura, 2014).
Limitations
The major limitations that were encountered during the research were time and financial
constraints. Majority of the respondents lack adequate knowledge on the operations of WEC
damage in WTGB. This made it difficult to extract information from these respondents.
There were also instances where the respondents were busy and could not allocate time to be
interviewed making the research team to fail to reach a certain number of respondents
targeted (Mansfield, 2016).
Results, Outcome and Relevance
The inclusions of damage initiations from axially and circumferentially samples that have
been sectioned were catalogued and identified. The following inclusion properties and types
if damages were realized inclusion angle, the entire crack initiated length from inclusion, if
the addition is internally cracked, depth of inclusion from the surface, and the total length of
WEC initiated. The relationship between the types of damages at manganese sulphide
inclusion between three stages and damage stages at MnS inclusions are as shown in figure 2
below:
Manganese Sulphide Inclusion 9
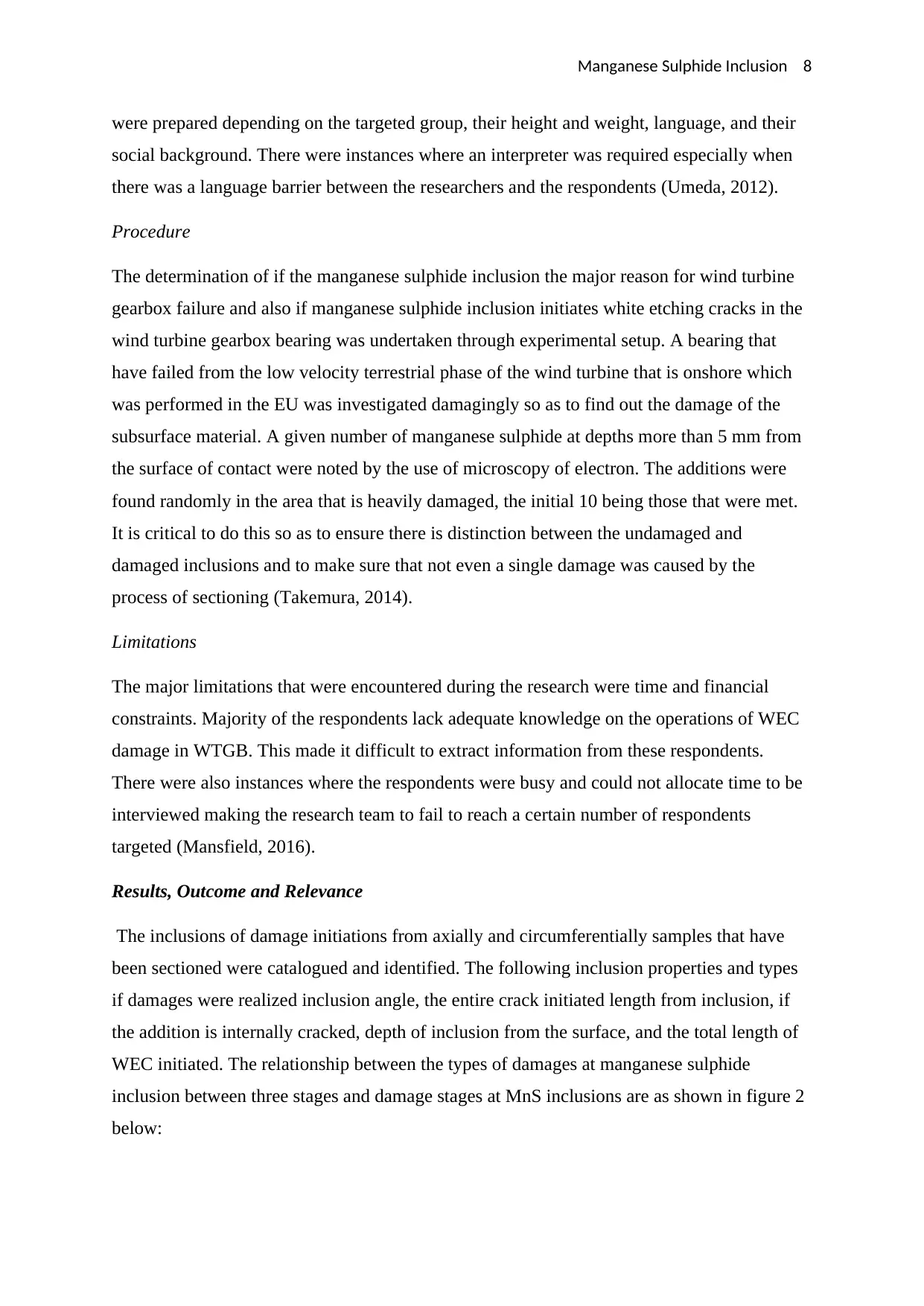
Figure 2: Relationship between types of damages (Lawrence, 2015)
Part a shows the WEC formation and internal cracking, b shows the separation from WEC
formation and matrix, and c shows separation from the bulk material and internal cracking.
The results above show that an inclusion does not require to be cracked internally so as to
initiate WEC. The variations between the MnS inclusions and WEC length shows that there
is a clear trend between the length of the initiating inclusion of MnS and propagating length
of WECs into the material that is bulk (Standardization, 2013). The highest average value of
lengths of WEC for both axially and circumferential segmented specimens was introduced
through lengths of inclusions between 8 micrometres and 16 micrometres as shown in figure
3 below:
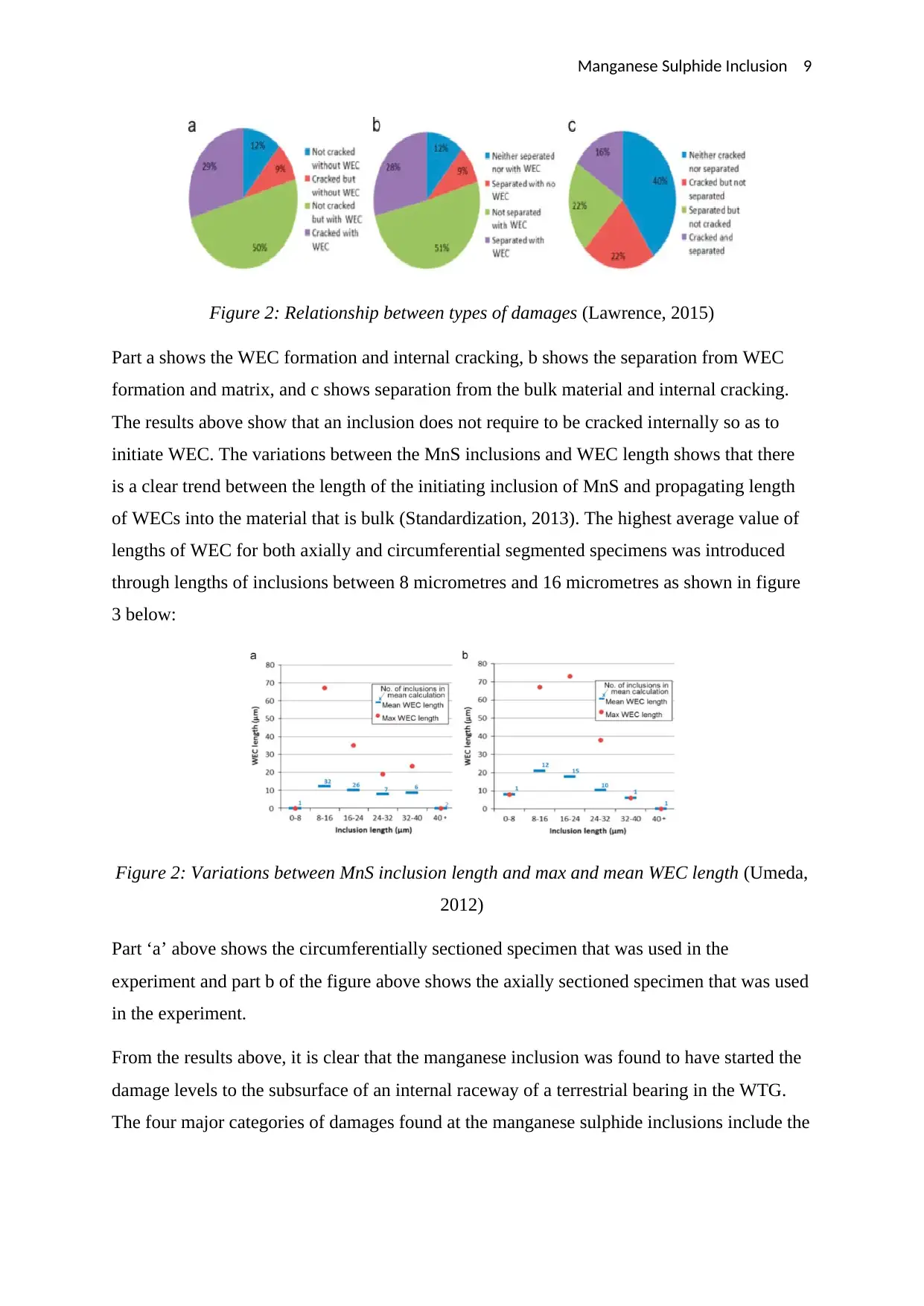
Figure 2: Variations between MnS inclusion length and max and mean WEC length (Umeda,
2012)
Part ‘a’ above shows the circumferentially sectioned specimen that was used in the
experiment and part b of the figure above shows the axially sectioned specimen that was used
in the experiment.
From the results above, it is clear that the manganese inclusion was found to have started the
damage levels to the subsurface of an internal raceway of a terrestrial bearing in the WTG.
The four major categories of damages found at the manganese sulphide inclusions include the
Figure 2: Relationship between types of damages (Lawrence, 2015)
Part a shows the WEC formation and internal cracking, b shows the separation from WEC
formation and matrix, and c shows separation from the bulk material and internal cracking.
The results above show that an inclusion does not require to be cracked internally so as to
initiate WEC. The variations between the MnS inclusions and WEC length shows that there
is a clear trend between the length of the initiating inclusion of MnS and propagating length
of WECs into the material that is bulk (Standardization, 2013). The highest average value of
lengths of WEC for both axially and circumferential segmented specimens was introduced
through lengths of inclusions between 8 micrometres and 16 micrometres as shown in figure
3 below:
Figure 2: Variations between MnS inclusion length and max and mean WEC length (Umeda,
2012)
Part ‘a’ above shows the circumferentially sectioned specimen that was used in the
experiment and part b of the figure above shows the axially sectioned specimen that was used
in the experiment.
From the results above, it is clear that the manganese inclusion was found to have started the
damage levels to the subsurface of an internal raceway of a terrestrial bearing in the WTG.
The four major categories of damages found at the manganese sulphide inclusions include the
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Manganese Sulphide Inclusion 10
WEC initiation, parting from the neighbouring material, internal cracking, and crack
propagation (Takemura, 2014).
Project Planning and Gantt chart
For proper performance of the project, the researchers should implement monitoring and
control procedures which should be strictly followed. The logbook will be utilized in the
entry of data by the professionals and faculties which are interested in the research (Musial,
2012). Table 1 below shows the project planning steps which the researchers will be
following when carrying out the research:
Milestone No. Deliverables Expected Duration (Weeks)
Milestone 1
Project Preparation
Questioners surveys
Research Preparation
Data Collection Program
2 days
3 days
3 days
Milestone 2
Execution of the project
Respondents a Feedback Survey
Project report writing
Data collection
Data summary
2 weeks
1 week
2 days
3 days
Milestone 3
Analysis and Validation
Graph presentation
Evaluation of responses
Data comparison
Hypothesis validation
2 days
5 days
3 days
2 days
Milestone 4
Delivery of Project
Final preparation of report
Final presentation of report
Report submission
5 days
3 days
2 days
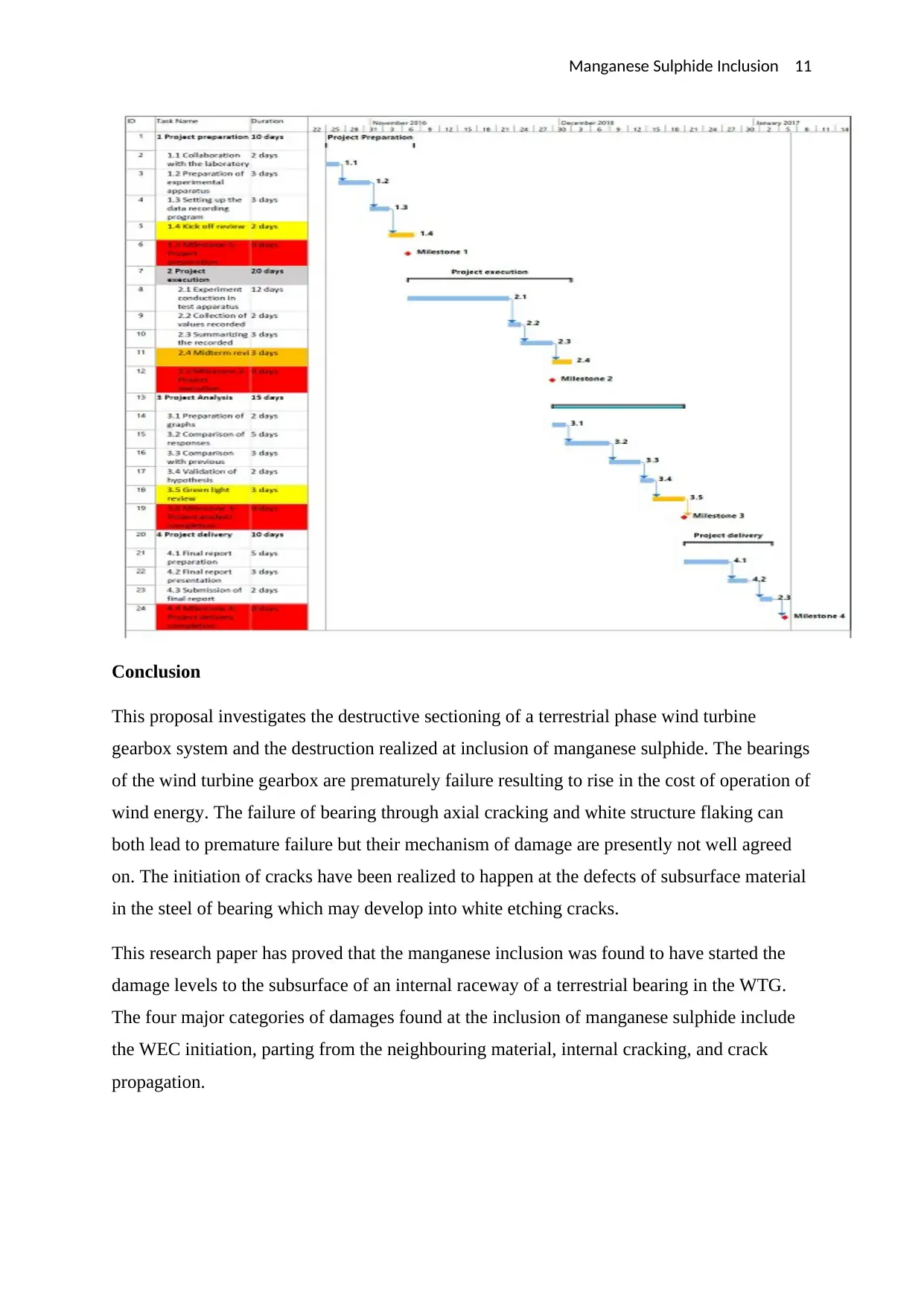
The Gantt chart which will be used by the researchers is as shown in the figure below:
WEC initiation, parting from the neighbouring material, internal cracking, and crack
propagation (Takemura, 2014).
Project Planning and Gantt chart
For proper performance of the project, the researchers should implement monitoring and
control procedures which should be strictly followed. The logbook will be utilized in the
entry of data by the professionals and faculties which are interested in the research (Musial,
2012). Table 1 below shows the project planning steps which the researchers will be
following when carrying out the research:
Milestone No. Deliverables Expected Duration (Weeks)
Milestone 1
Project Preparation
Questioners surveys
Research Preparation
Data Collection Program
2 days
3 days
3 days
Milestone 2
Execution of the project
Respondents a Feedback Survey
Project report writing
Data collection
Data summary
2 weeks
1 week
2 days
3 days
Milestone 3
Analysis and Validation
Graph presentation
Evaluation of responses
Data comparison
Hypothesis validation
2 days
5 days
3 days
2 days
Milestone 4
Delivery of Project
Final preparation of report
Final presentation of report
Report submission
5 days
3 days
2 days
The Gantt chart which will be used by the researchers is as shown in the figure below:
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Manganese Sulphide Inclusion 11
Conclusion
This proposal investigates the destructive sectioning of a terrestrial phase wind turbine
gearbox system and the destruction realized at inclusion of manganese sulphide. The bearings
of the wind turbine gearbox are prematurely failure resulting to rise in the cost of operation of
wind energy. The failure of bearing through axial cracking and white structure flaking can
both lead to premature failure but their mechanism of damage are presently not well agreed
on. The initiation of cracks have been realized to happen at the defects of subsurface material
in the steel of bearing which may develop into white etching cracks.
This research paper has proved that the manganese inclusion was found to have started the
damage levels to the subsurface of an internal raceway of a terrestrial bearing in the WTG.
The four major categories of damages found at the inclusion of manganese sulphide include
the WEC initiation, parting from the neighbouring material, internal cracking, and crack
propagation.
Conclusion
This proposal investigates the destructive sectioning of a terrestrial phase wind turbine
gearbox system and the destruction realized at inclusion of manganese sulphide. The bearings
of the wind turbine gearbox are prematurely failure resulting to rise in the cost of operation of
wind energy. The failure of bearing through axial cracking and white structure flaking can
both lead to premature failure but their mechanism of damage are presently not well agreed
on. The initiation of cracks have been realized to happen at the defects of subsurface material
in the steel of bearing which may develop into white etching cracks.
This research paper has proved that the manganese inclusion was found to have started the
damage levels to the subsurface of an internal raceway of a terrestrial bearing in the WTG.
The four major categories of damages found at the inclusion of manganese sulphide include
the WEC initiation, parting from the neighbouring material, internal cracking, and crack
propagation.
Manganese Sulphide Inclusion 12
REFERENCES
Amitava R, 2013. Influence of nonmetallic inclusion characteristics on the mechanical properties of
rail steel. Perth: J. Mater. Eng. Perform.
Beynon J, 2010. Microstructure and wear resistance of pearlitic rail steels. Chicago: Wear.
Bruce T, 2011. Dynamic modelling of wind turbine gearbox bearing loading during transient events.
New York: IET Renew. Power Gener.
Chard A, 2012. Deformation of inclusions in rail steel due to rolling contact (Doctoral thesis). London:
University of Birmingham.
Fajdiga G, 2014. Computational fatigue analysis of contacting mechanical elements. Colorado:
University of Southampton.
Joo M, 2012. Mechanical anisotropy in steels for pipelines. Paris: ISIJ Int.
Kanga H, 2014. Rolling Contact Fatigue in Martensitic 100Cr6: Subsurface Hardening and Crack
Formation. Michigan: SKF University Technology Centre.
Keller J, 2013. Material wear and fatigue in wind turbine systems. Colorado: Wear.
Lawrence S, 2015. Evaluation of fatigue-crack initiation at inclusions in fully pearlitic steels. Michigan:
Mater. Sci. Eng.
Marcos A, 2014. Evaluation of an alternative seating technology for truck seats. New York:
International Journal of Heavy Vehicle Systems.
Musial W, 2012. Improving wind turbine gearbox reliability. London: Conference Paper, National
Renewable Energy Laboratory.
Standardization O, 2013. Wind turbines-Part 4: Design requirements for wind turbine gearboxes.
Colorado: International Organisation for Standardization.
Takemura H, 2014. Research Work for Clarifying the Mechanism of White Structure Flaking and
Extending the Life of Bearings. Wasington: SAE.
Tanaka S, 2015. Influence of sliding and chromium content in the steel on the white structural change
under rolling contact. Melbourne: Proceedings of Global Powertrain Conference.
Umeda A, 2012. Rolling Bearing Assembly Having Magnet to Prevent Brittle Flaking. California:
Denso Corporation.
REFERENCES
Amitava R, 2013. Influence of nonmetallic inclusion characteristics on the mechanical properties of
rail steel. Perth: J. Mater. Eng. Perform.
Beynon J, 2010. Microstructure and wear resistance of pearlitic rail steels. Chicago: Wear.
Bruce T, 2011. Dynamic modelling of wind turbine gearbox bearing loading during transient events.
New York: IET Renew. Power Gener.
Chard A, 2012. Deformation of inclusions in rail steel due to rolling contact (Doctoral thesis). London:
University of Birmingham.
Fajdiga G, 2014. Computational fatigue analysis of contacting mechanical elements. Colorado:
University of Southampton.
Joo M, 2012. Mechanical anisotropy in steels for pipelines. Paris: ISIJ Int.
Kanga H, 2014. Rolling Contact Fatigue in Martensitic 100Cr6: Subsurface Hardening and Crack
Formation. Michigan: SKF University Technology Centre.
Keller J, 2013. Material wear and fatigue in wind turbine systems. Colorado: Wear.
Lawrence S, 2015. Evaluation of fatigue-crack initiation at inclusions in fully pearlitic steels. Michigan:
Mater. Sci. Eng.
Marcos A, 2014. Evaluation of an alternative seating technology for truck seats. New York:
International Journal of Heavy Vehicle Systems.
Musial W, 2012. Improving wind turbine gearbox reliability. London: Conference Paper, National
Renewable Energy Laboratory.
Standardization O, 2013. Wind turbines-Part 4: Design requirements for wind turbine gearboxes.
Colorado: International Organisation for Standardization.
Takemura H, 2014. Research Work for Clarifying the Mechanism of White Structure Flaking and
Extending the Life of Bearings. Wasington: SAE.
Tanaka S, 2015. Influence of sliding and chromium content in the steel on the white structural change
under rolling contact. Melbourne: Proceedings of Global Powertrain Conference.
Umeda A, 2012. Rolling Bearing Assembly Having Magnet to Prevent Brittle Flaking. California:
Denso Corporation.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 13
Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.