Detailed Report on Manufacturing Planning and Scheduling - Unit 9
VerifiedAdded on 2021/04/17
|11
|2213
|55
Report
AI Summary
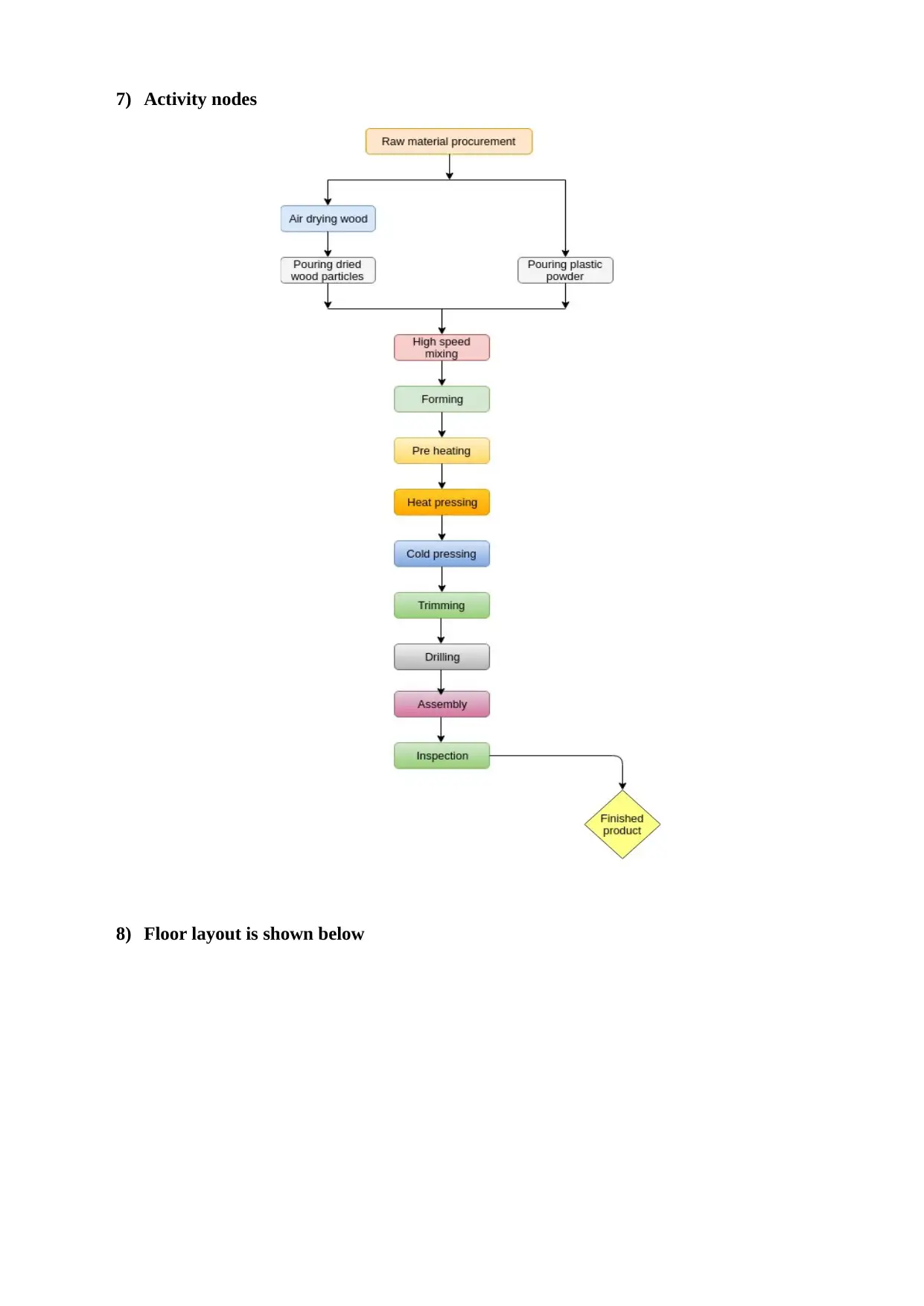
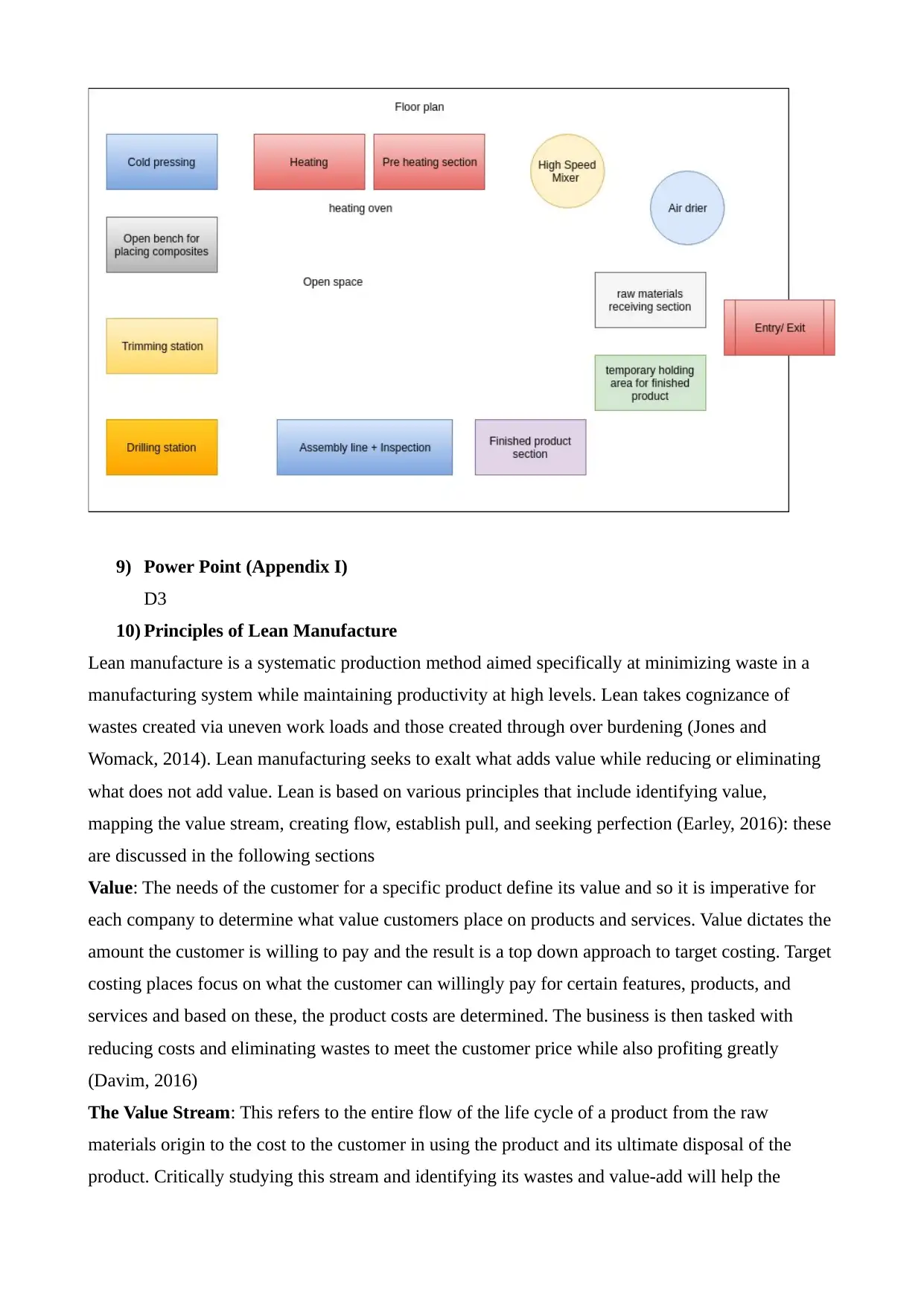
This report delves into the core concepts of manufacturing planning and scheduling, examining various methodologies and strategies to optimize production processes. It begins by exploring the Critical Path Method (CPM), Materials Requirement Planning (MRP), and Project Evaluation and Review Technique (PERT), highlighting their strengths and weaknesses in managing complex projects and manufacturing operations. The report then transitions to a discussion of capacity strategies, including lead, lag, and match capacity approaches, providing insights into how companies can effectively manage their production capacity in response to market demand. Furthermore, it includes a process plan and production schedule for a thermoset wood plastic composite, offering a practical application of the concepts discussed. The report also includes the principles of lean manufacturing, focusing on waste reduction and value enhancement. The report concludes with references to relevant literature. The document is contributed by a student to be published on the website Desklib. Desklib is a platform which provides all the necessary AI based study tools for students.



1 out of 11
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.