MOD002634 Materials and Processes Report: Engineering Applications
VerifiedAdded on 2022/07/27
|29
|3281
|23
Report
AI Summary
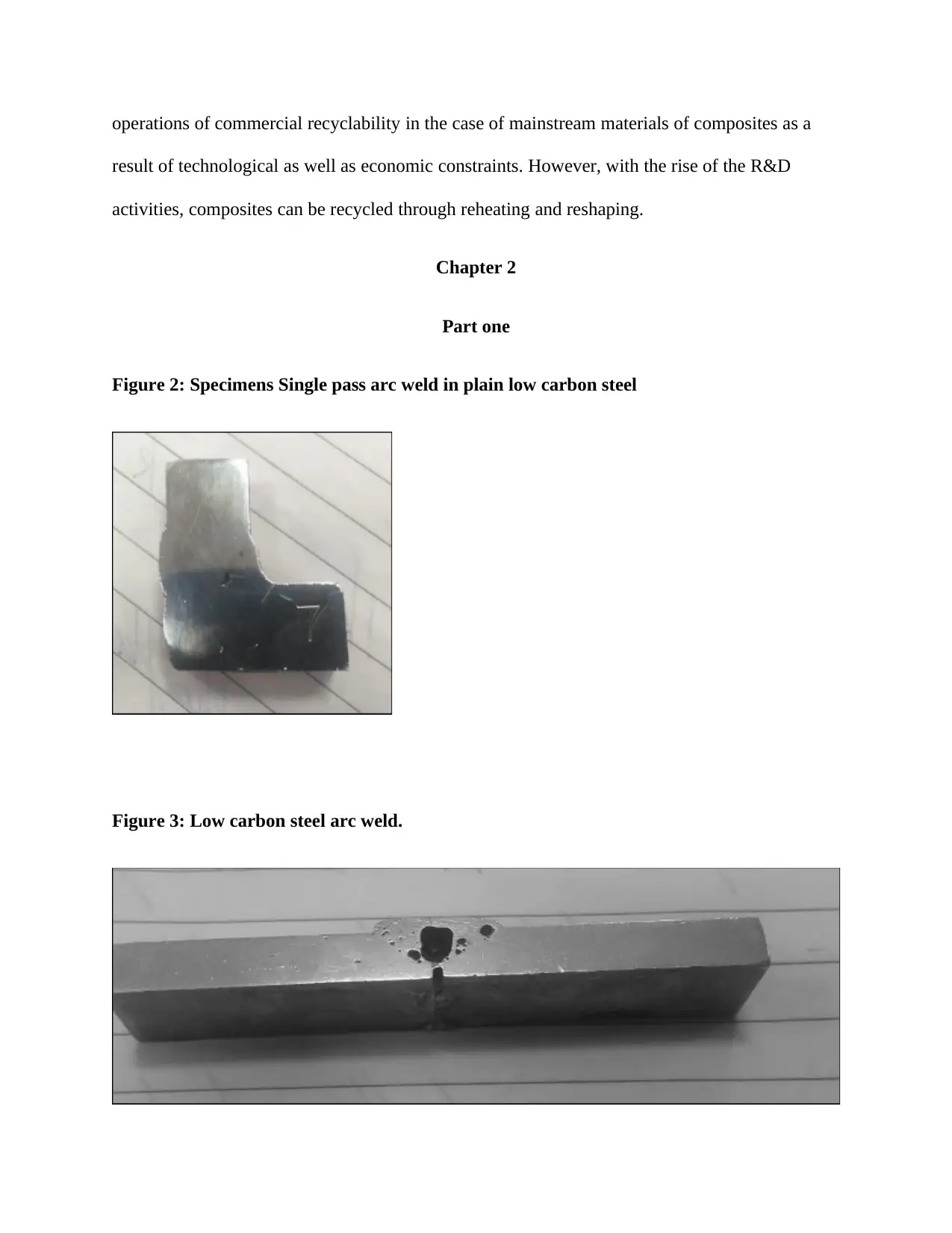
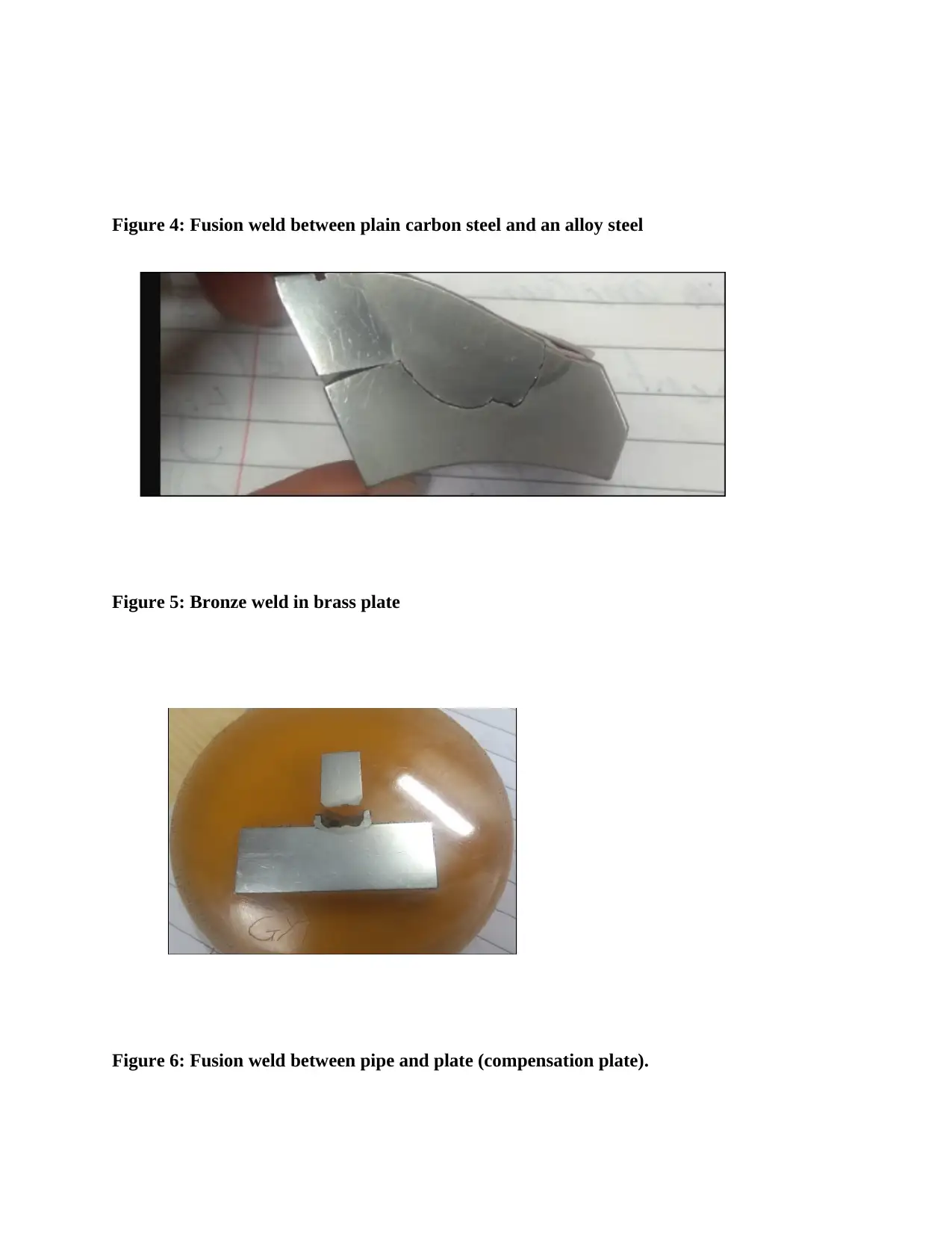
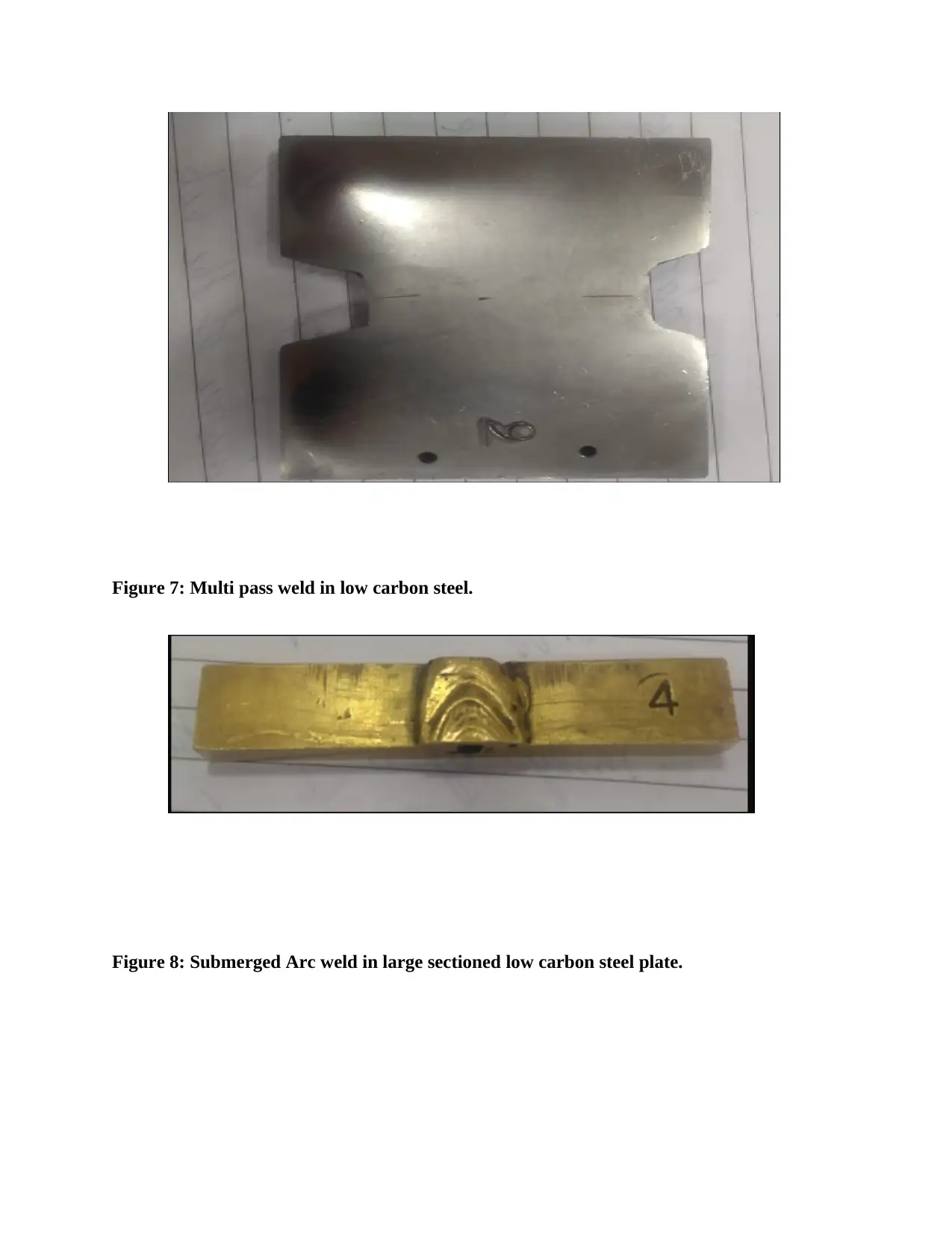
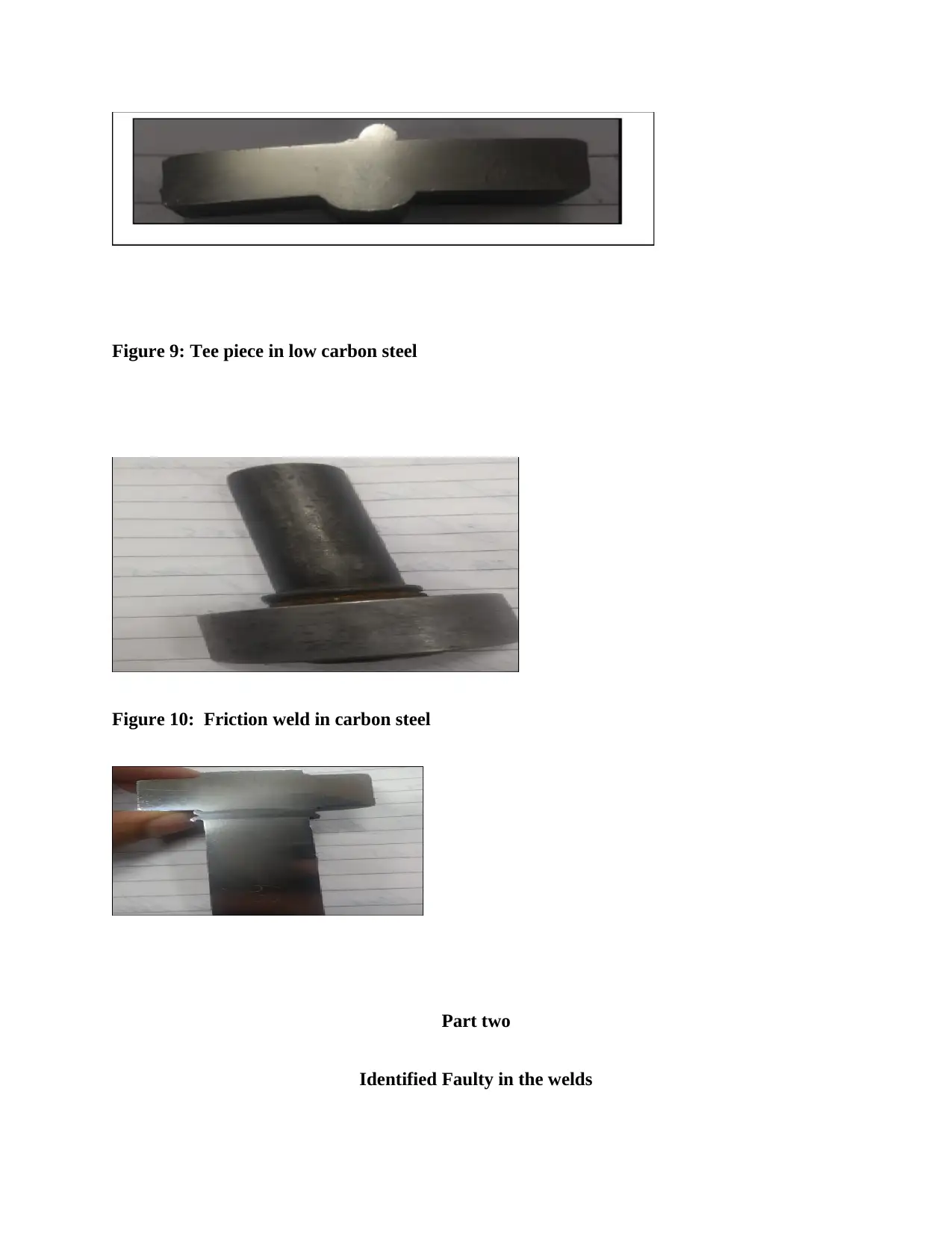
This report delves into the realm of materials and processes, commencing with an exploration of composite materials. It examines their evolution, types like fiber-reinforced plastics and metal matrix composites (MMCs), applications in diverse industries (automotive, leisure), advantages (weight reduction, high strength-to-weight ratio), and disadvantages. The report also covers manufacturing methods such as squeeze-casting and powder metallurgy, alongside maintenance and recyclability considerations. The second part of the report focuses on welded and brazed specimens, analyzing various welding techniques (fusion, solid phase) and identifying potential faults like porosity, discussing the metallurgical effects of these processes. The final section addresses material failures, presenting case studies of component failures (cast aluminium collet, stainless steel pipes, cam shafts, and gears), identifying causes (corrosion, wear, fatigue) and suggesting remedial measures. The report concludes with a description of corrosion, its types and its effects.

1 out of 29
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.