Testing of Materials: Tensile Testing and Material Properties Analysis
VerifiedAdded on 2022/05/23
|16
|2686
|15
Report
AI Summary
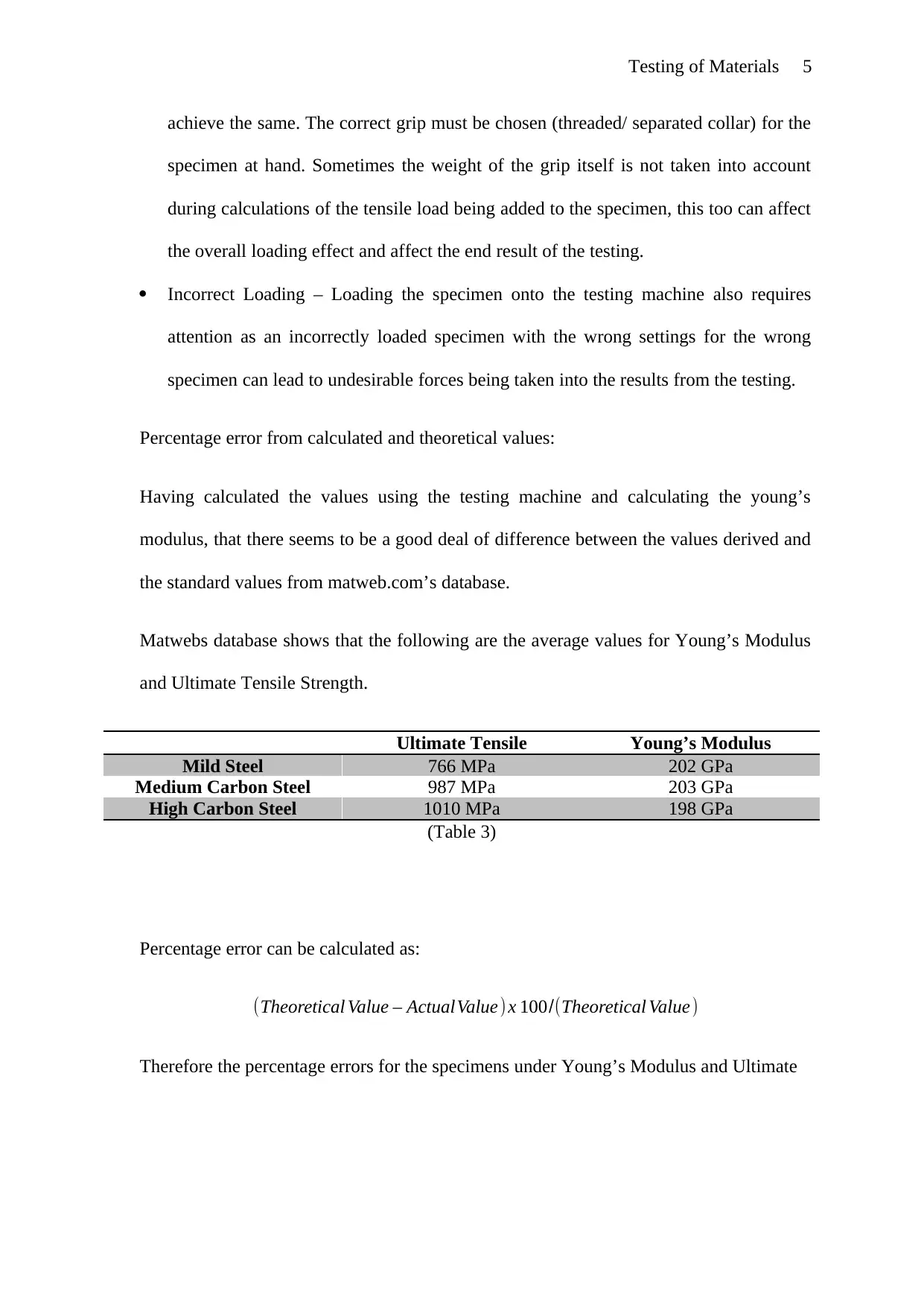
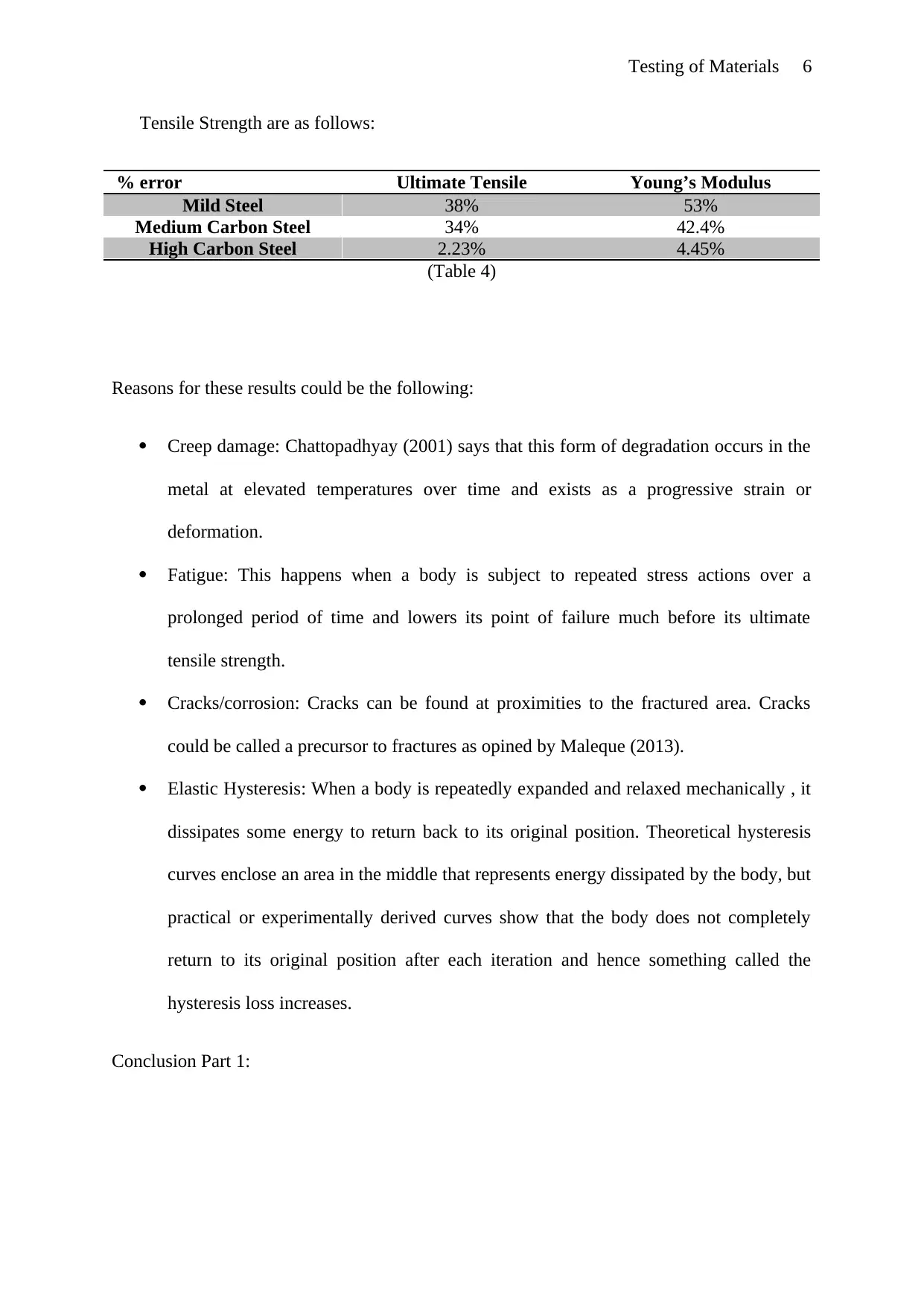
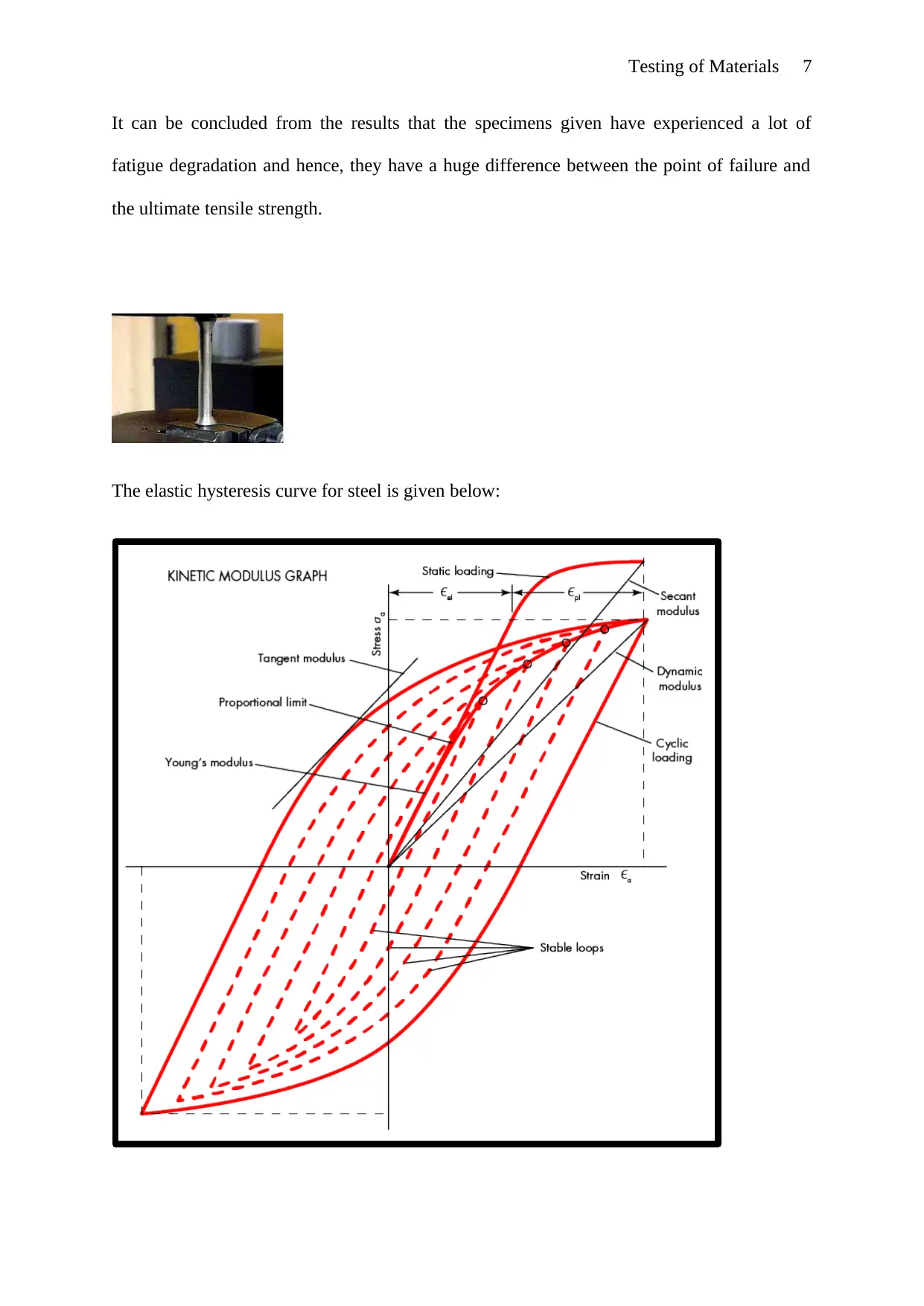
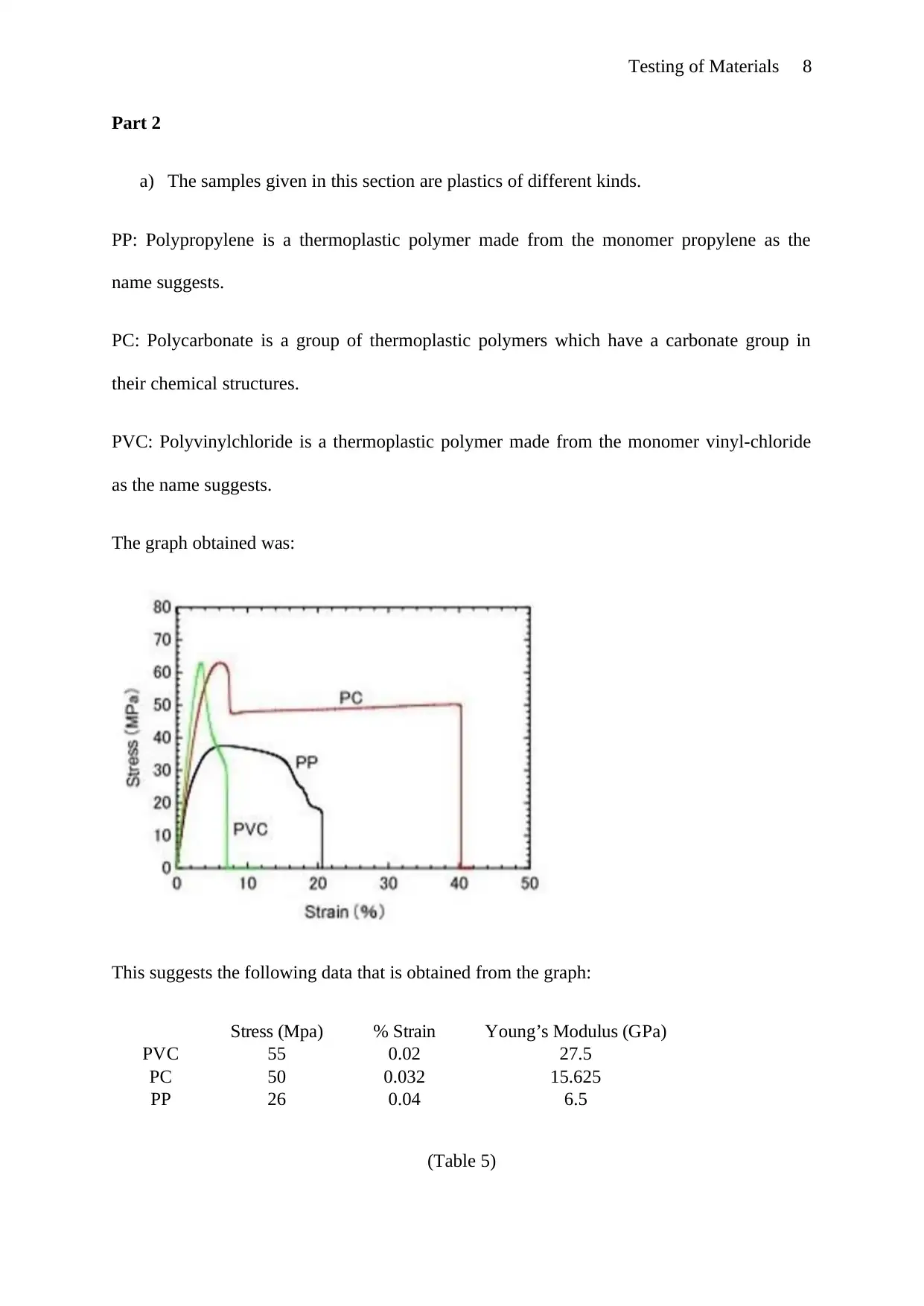
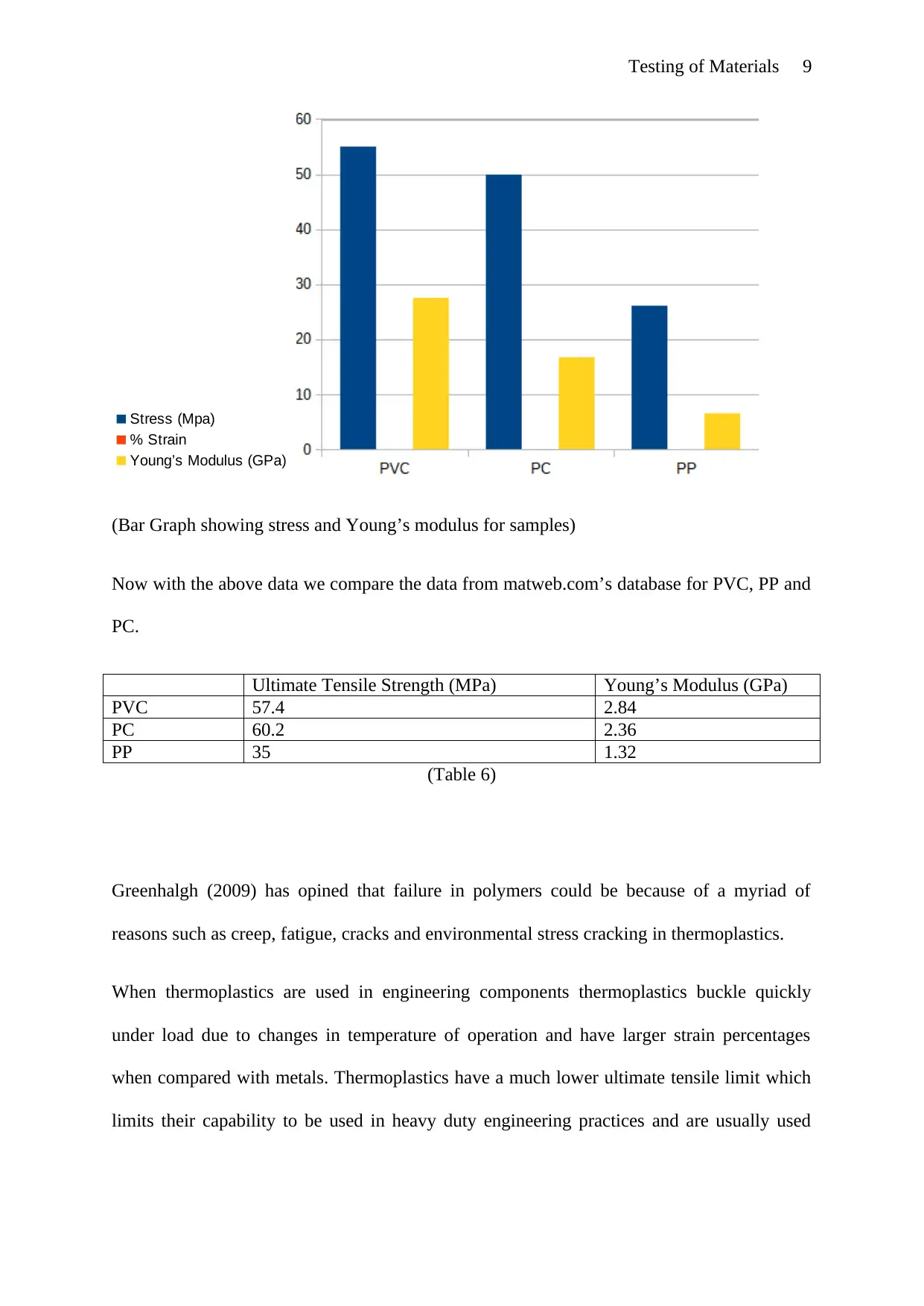
This lab report details the tensile testing of steel and plastic samples. The study includes the analysis of Mild Steel, Medium Carbon Steel, and High Carbon Steel, along with Polypropylene (PP), Polycarbonate (PC), and Polyvinylchloride (PVC). The report covers the calculation of Young's Modulus, Ultimate Tensile Strength, and the creation of stress-strain graphs. Percentage errors between experimental and theoretical values are calculated and discussed, considering factors like creep, fatigue, and cracking. The report also provides comparisons of material properties and discusses the degradation of plastics and metals under various conditions, including the effects of UV exposure, hoop stress, and cyclic loading. Additionally, the report explores the application of non-destructive and destructive testing methods.

1 out of 16
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.