Computer Aided Tool Design: Chip Formation in Cutting Processes
VerifiedAdded on 2022/10/02
|7
|1101
|245
Report
AI Summary
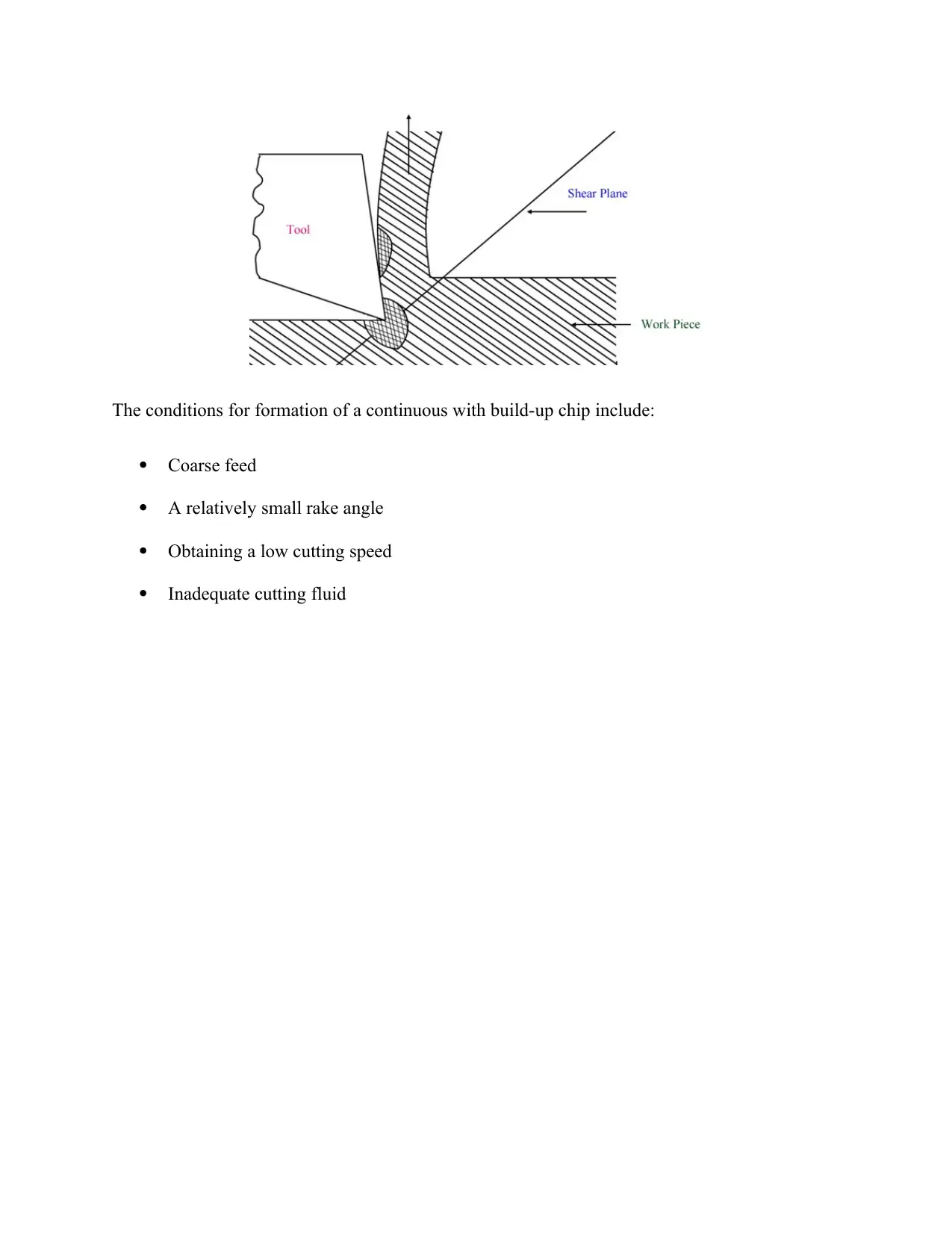
This report provides a comprehensive analysis of chip formation in metal cutting processes. It begins by defining chip formation and its significance in tool design, discussing the classification of chips based on material and tool characteristics. The report details different types of chips, including Type I, Type II, and Type III chips, explaining the conditions under which each is formed. It also explores the factors influencing chip formation, such as cutting depth, material properties, tool angles, feed rate, cutting fluid, and friction. Furthermore, the report classifies chips in metal cutting into continuous, segmental or discontinuous, and continuous with built-up edge, describing the conditions and characteristics of each type. References to relevant research papers are included to support the information presented.

1 out of 7



Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.